
Abstract
Among several kinds of metal matrix composite materials (MMCs), such as silicon-based reinforced aluminum matrix (SiCp/Al) composites have become the most valuable composite material due to their various applications in industries, sports equipment, electrons, and automotive. Due to the presence of hard ceramic reinforcements, the SiCp/Al composite is considered a difficult-to-cut material, which leads to significant hindrances in machining operations together with increased tool wear, cutting force, and degradation of machined surface quality. The present review is focused on the recent advancements in turning process of metal matrix composites. An attempt is made to comprehensively analyze and identify the influencing factors on the machinability of metal matrix composites (MMCs). The main purpose of this review is to cover the topics such as the recent trends in turning and hybrid turning processes of MMCs, tool wear and its mechanisms, tool selection, the effect of cutting parameters, surface integrity, SiCp/Al composite properties and reinforcement effect, chip formation mechanisms, and different modeling approaches used in particle-reinforced MMCs machining process. Finally, some research gaps and future directions are suggested that could lead to efficient machining of particle-reinforced MMCs.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Nowadays worth of metal matrix composite (MMC) material is increasing due to growing demands in industries including the manufacturing of heavy-duty parts, space and locomotive industry, sports, medical equipment, electronics, and manufacturing of space aircraft parts [1,2,3,4]. Due to the existence of the reinforced particle phase in MMCs, the tool wear is serious and it is difficult to obtain high machinability performance during the cutting process of MMCs. Metal matrix composites are the combination of two or more substances; the major alloying elements in composite materials are aluminum, titanium, magnesium, and nickel together with adding SiC and Al2O3 [5, 6]. Of all these alloy elements, the combination of aluminum and SiC is the most employed material in various fields of heavy-duty industries due to their cost effectiveness [7,8,9].
Due to the ductile behavior of aluminum matrix, the addition of brittle SiC particles in such ductile matrix improves the hardness, which is advantageous in forming discontinuous short chips [10, 11]. However, the addition of these hard and brittle reinforced SiC particles (hardness is approximately 3000Hv) leads to the cutting process of the composite material becoming extremely difficult. The metal-based composite material processing is complex which leads to increased tool wear seriously which reduced the tool’s durability, causing processing inaccuracy and inferior surface quality. Hence, there is a need to find solutions to such drawbacks associated with metal matrix composites [12, 13].
The machining operations of particle-reinforced MMCs have several complications due to the existence of hard particles such as Al2O3 and SiC. Hard particles in the workpiece cause serious issues in metal-cutting machining operations such as related to the surface and dimensional accuracy of the component and wear and tear related to the cutting tools and their short tool life [14]. Machining of MMCs needs significant efforts to sort out the different operational difficulties; this can be performed by selecting suitable tool material and machining parameters for prolonged tool life [15,16,17].
The turning process of particle-reinforced aluminum-based composite materials has mainly focused on the selection of tool materials and their wear mechanisms, cutting forces, surface integrity of workpieces, chip formation analysis, and selection of machining parameters. However, these kinds of variables are affected by the characteristics of the cutting tool and its materials and machining conditions [18,19,20,21,22].
This study focuses on analyzing metal matrix composites of different volume fractions with different tools (such as PCD, PCBN, CVD diamond coating, CBN coating, and uncoated WC) [23,24,25,26]. In addition, the optimization and modeling methods of different machining processes were tried to study the processing behavior. The research will contribute to the current literature on machining particle-reinforced metal matrix composites (PMMCs). For the development of smooth operation during the machining of PMMC materials, the choice of appropriate cutting parameters, the formation of chip geometry, tool wear mechanism, surface quality, etc. provide reference theory for machinability and experimental guidance [27, 28]. The cutting performance and wear behavior for different tool materials needed deep research and analysis due to low tool performance in the cutting process [16, 29, 30]. Therefore, it is necessary to study the different cutting mechanisms of composite materials using different optimization methods and technology combined with experimental methods from the literature to thoroughly analyze and understand the cutting process of composite materials [31,32,33,34,35].
The present work reports the latest progress in the turning machining process and machinability characteristics of particle-reinforced metal matrix composites and their applications to fully analyze and achieve the machinability of difficult-to-machine material SiCp/Al composites. The major theme of this review is to consider the different approaches of turning and hybrid turning process of SiCp/Al composites, and to study the tool wear and its mechanism, tool selection, tool life, operation enhancement effects, chip formation mechanism, cutting parameters, surface integrity, and particle enhancement as well as different modeling methods such as FEM and other mathematical modeling techniques in the machining of MMCs. The outline and scope of this work are shown in Fig. 1.

The outline and scope of current review
2 Strengthening mechanism and influencing factors of SiCp/Al composite properties and reinforcement effect
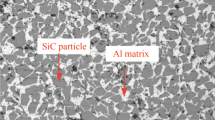
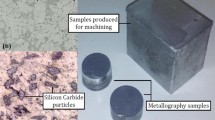
SiC-reinforced particles make the internal structure of SiCp/Al composites very complicated. These composites can attain excellent properties such as high strength-to-weight ratio, high wear and heat resistance, high modulus, and high hardness [36,37,38,39]. The existence of reinforced phase SiC particles in the SiCp/Al converts the machining process very hard to process. The interface plays a vital role in stress flow phenomena between the reinforcement and metal matrix. Increasing the thickness of the interface layer provides more strength to the interface layer which is stronger than the matrix which increases the elastic modulus of the interface as comparing the intrinsic elastic modulus of the matrix. Higher interface strength increases the flow stress in the material which can be absorbed by the matrix with a large amount of energy so that high energy can be partially released and the interface becomes strong. On the other hand, with the high strength of the interface layer, the stress gradient also increases, and the uniform distribution becomes weaker, which tends to cause the stress concentration to increase, and the matrix may experience high strain due to elastoplastic deformation [40, 41].The interfacial bonding strength is the key to the strengthening effect of the composite material; it can maximize the load-bearing capacity due to the addition of reinforcements, which leads to the enhancement of the respective properties of the resulting composites [42, 43]. The existence of the reinforcing particles during the synthesis such as powder metallurgy of composites greatly affects the processing performance of metal matrix composites (Fig. 2). Figures 3 and 4 show the SiCp/Al composite workpieces SiCp/Al 45vol% with 10 microns particle size and a reinforcement volume fraction of 65% prepared by the vacuum infiltration method.

Application along with physical and mechanical properties of MMCs and their various reinforcements [44]


The workpiece is SiCp/Al composite with 65% reinforcement volume fraction fabricated by the vacuum infiltration method, and the average size of particles is 10 μm [47]
3 Applications of MMCs
Metal matrix composites (MMCs) are used in many applications particularly in automobile industries [48, 49]. Automobile industries are giving more preference to MMC material over steel parts due to their light weight as the density of these composites is about one-third of steel alloys. PMMCs possess widespread applications in heavy industries due to their operative ability at high elevated temperatures which fulfill the designers’ requirements and conceptions as depicted in Fig. 2 [44, 50,51,52].MMC composite materials have excellent properties which include high wear resistance, fatigue resistance, better dimensional stability improved thermal conductivity, electrical conductivity, high specific modulus, and strength. These qualities are providing an ability to withstand the demand for heavy-duty parts in modern industries [48, 53, 54].
MMC composite materials consist of numerous ranges of materials, which adopt various ranges of fabrication such as low casting to complex reinforced alloys and metals. The method and technique of fabrication define the particulate applications with their most favorable mechanical and physical properties [55].
MMCs find numerous applications in aerospace, defense, sports, and transport industries, electronic packaging, and structural parts, advanced weapon systems, optical precision instruments, textile industries, and satellite parts. However, due to the inhomogeneous distribution of particles in the matrix, the material itself has high brittleness and low toughness [44, 56].
SiCp/Al composites are widely utilized in industrialized countries and are found one of the most advanced composite materials with wide practical value. In the USA, DWA Composites and Lockheed Martin used the SiCp-reinforced aluminum-based (6092Al) composite prepared by powder metallurgy to the rib cage of the F216 fighter, replacing the 2214 aluminum alloy. The skin structure increases its stiffness by 50%, and the service life has increased from hundreds of hours to ~ 8000 h, reaching the full life cycle of the aircraft design, which is equivalent to a 17-fold increase [53, 57].
SiCp/Al composites are applied in the Russian aerospace sector to develop satellite inertial navigation platforms and support members. Advanced countries such as the USA and European countries are the first to achieve large-scale applications of SiCp/Al in developing the car piston, which improves wear resistance and reduces the weight of parts as well as economical to adopt [58]. In Japan, metal-based composite reinforcement manufacturing processes possess several varieties of fabrication processes at low prices together with the support of government enterprises. Composite material research in Japan recently gained great attention which surpassed the USA in the last 20 years [59].
4 Turning of particle-reinforced MMC
Turning is the most common metal-cutting process in the industry, which is mainly used to give the required shape and dimension to the workpiece in metal-cutting technology [60]. Among various machining operations used for semi-finished and finished products, the turning operation is one of the most commonly used operations which is used for machining hard-to-cut workpieces including metal matrix composites [61, 62]. The turning process is used to achieve the dimensional requirements of the respective operated part through the material removal method which involves the rotation of workpieces fed against the cutting tool [63]. Several researchers studied different aspects of the turning operation and reported important findings on the effect of cutting parameters, tool geometry, and tool materials to achieve desired surface qualities during machining PMMC composite [61,62,63].
The turning machining process can be defined as a machining process, which is used to remove the required material by rotating the parts fed against the tool to manufacture the required component [64, 65]. The literature shows that the factors that affect turning in the metal-cutting process are primarily influenced by the properties and type of material chosen for machining [66,67,68]. For example, Bai et al. [69] have performed a study on the effect of the material structure and vol% on the tool wear during the cutting of SiCp/Al. The results demonstrated that the most influencing wear mechanism found is the abrasive wear mechanism during the silicon-based aluminum metal matrix cutting process, which is the main failure mechanism for conventional cutting tools, while the main damage form of high hardness tools is a brittle fracture. However, the particle size and volume fraction have an important influence on tool wear. Davim [70] who conducted research on tool wear during A356/Sic/20p turning showed that PCD tools have good cutting performance when cutting composite materials. Under medium cutting conditions, PCD tools showed good surface finish, which reduce the machinability cost and complexities. Dabade and Jadhav [71] conducted an experimental study on the machining of Al-5052/TiC/SiC composites using a CNC lathe. It is reported in a study that the higher cutting depth and the feed rate are the major factors influencing the cutting force, which led to the rise in cutting temperature in machining operations. Higher cutting temperature is an important factor for surface integrity, which can deteriorate the workpiece surface. Das et al. [72, 73] studied the machinability of aluminum-based SiCp composite material in turning operation. They executed the cutting process with a different approach, which was performed to analyze and understand the effect of the selected cutting parameters on the wear mechanism of cutting tools as well as the variation in the cutting forces during the cutting process.
Through the development of the test bench, the monitoring of the tool status during the turning process was studied [74]. In this experiment, a variety of choices of sensors were employed such as a laser Doppler vibro-meter and infrared thermal imager, which were used to monitor the performance of coated carbide tools with uncoated carbide tools. There may be a correlation between even and uneven forms of tool wear. The cutting parameters such as the cutting speed and moderate feed rate have a very low effect on the cutting temperature fluctuation. Furthermore, the performance of the coated carbide blades with uncoated carbide blades was also investigated at a higher depth of cut during the machining process of SiC-based reinforced ZA43 alloy, although the performance of coated carbide blades was found greater compared to uncoated carbide [52]. The force or torque signal is the number used during processing. In the manufacturing process, as the core purpose of monitoring the processing process, many sensors are used in the monitoring system, such as piezoelectric sensors, AC induction sensors, and strain gauges [75,76,77].
In the turning process, machinability parameters such as cutting speed, rebar weight fraction, and grain size are the main factors affecting tool wear. It has been reported that coated tools prevent tool wear better than uncoated tools. However, the uncoated tools have been reported to show better results in terms of surface finish, especially at lower cutting speeds [29]. The performance of the TiN-coated cutting tool was studied for the turning operation of SiCp/Al and the comprehensive analysis was performed by Kannan et al. [78]; the finding from the study shows that the TiN-coated cutting tools’ performance increased significantly compared to the uncoated cutting tools. Swain et al. [79] also found that compared with uncoated tools, tool wear is reduced when using coated tools, and the integrity of the workpiece surface shows excellent characteristics at a relatively low amount of feed speeds and higher cutting speeds. In the context of this review paper, the effects of cutting speed, feed rate, and cutting depth are considered to monitor tool wear mechanisms, surface quality issues, and chip morphology. Figure 5 presents the approach utilized in this study which is twofold: (i) the effect of important factors on the machinability of SiCp/Al composites, (ii) the study of machining characteristics.

Outline of the review paper including factors affecting the machinability of composites and primary machining characteristics
4.1 Hybrid turning of PMMC
The hybrid turning process of metal matrix composite possesses its application in the machinability of hard-to-cut materials, as the toughness and hardness of MMCs are the major factors, which limit its usage in a wide range of manufacturing and production processes [69, 80, 81]. The tool wear and fracture mechanisms are considered important to understand for increasing and improving tool life during machinability operations performed for the material removal process in MMCs. Significant research work can be found focusing on determining the optimal parameters and using the appropriate tools for machining these composites. Several authors have proposed different solutions to tackle problems associated with the machinability of MMCs; some compared the traditional machining processes and hybrid processes, while others determined the machinability in terms of tool wear and surface integrity [82, 83]. Liu et al. [84] performed a hybrid turning process of MMC machining using an ultrasonic turning process and studied the frequency of the tool wear mechanism which vibrates with a higher frequency along a path which is a relatively lower vibration frequency. The research study depicted that among various cutting parameters, the cutting speed effect was found relatively low in the cutting process. Przestacki [85] performed a hybrid turning process of MMCs using an assisted turning process with laser heating. This hybrid approach where the machining of MMCs was carried out together with laser heating led to benefits such as ease of machining due to improved ductility of the workpiece. Comparing the cutting tool life, the wear of the cutting tool was found reduced using this laser-assisted machining process thereby leading to a longer cutting tool life as compared to the traditional turning using the same cutting parameter. It is important to note that machining performance when compared in terms of the number of cutting tools used to cut various kinds of materials shows that traditional hard tool turning has reduced wear as compared to hybrid machining. Hence, the correct tool selection cannot be eliminated while deciding on the use of hybrid machining operations. Furthermore, the experimental findings suggest an optimal temperature that can lead to increased tool life for the laser-assisted turning of difficult-to-cut materials. It is reported that this technology may prove to be able to solve some of the problems faced by metal matrix composite processing [86, 87].
4.2 Effect of cutting speed on machining PMMC
During the processing of silicon-based aluminum metal matrix composites, researchers do not observe the influence of cutting speed possesses some important influence on machining force phenomena in the cutting process. However, in some other cases of the metal-cutting process, the study of several researchers suggested a higher amount of cutting possesses a positive influence on the surface quality of the workpiece with other moderate parameters, which shows surface roughness value has a slight downward trend. The higher cutting speed used causes the increment of temperature in cutting zones of the machining process; as the temperature in the cutting operation increases, it can cause a reduction in cutting forces as well. Depth of cut has also been seen as a major parameter in the metal-cutting process which holds the increasing influence on the machining forces; while the cutting speed is the smallest influencing factor, the combination of higher feed along with the spindle velocity increments increases the cutting force in some cases as metal-cutting processes[88].
The higher reinforcement ratio of composite materials at a higher amount of cutting speed reduces the cutting force which is associated with the thermal softening phenomena of workpiece in the metal-cutting zone. The reduction in cutting force is a determination to have a higher amount of cutting speed, which is a better correspondence observed by Galab et al. [89] based on different theories; Pramanik et al. [90] established three cutting force models for cutting forces, such as plowing force, chip forming force, and particle breaking force. The chip formation force was analyzed through the Griffith fracture theory and the plastic slip line field theory for plow deformation, and particle fracture was analyzed by the Merchant analysis. The experimental findings depicted that cutting forces produced due to the breakage of particles are higher than the cutting force produces due to chip formation in the metal-cutting process. The results show that the force due to the cutting and particle breakage is greater than the force of the chip formation. It is also seen great agreement between experimental and predictive powers. Furthermore, the study also depicted the effects of PCD tools in the turning process of aluminum-based composites (A359/SiC/20p) were thoroughly analyzed machinability characteristics during the metal-cutting process. An experimental study suggests the defects in the PCD tool found subsequently more like an increment with feed rate and cutting forces during the monitoring of the machining process [91]. The authors also observed a reduction in cutting force when turning SiC/Al-MMC at a higher amount of cutting speeds [92]. It is also seen that the effect of SiCp/Al 20vol, on the cutting force graphs, decreases with an increase in cutting speed with slightly higher cutting depth during the machining process because of the thermal softening of the parts [89].
4.3 Effect of cutting depth on machining PMMC
The depth of cut in the turning process of metal matrix composite materials plays an important role in the smooth machining process; while selecting the depth of cut value in the turning process, there is a need to consider the cutting tool characteristics and the surface finish of the workpiece. In the turning process of composite materials, SiCp/Al used to play a quite remarkable role in cutting operations observed to be fluctuated with increasing the depth of cut as the inclination angle of the cutting edge of the tool increases, and the surface roughness values increase to the machined component as micro-cracks are found as an increasing trend. Furthermore, the applicable increase of depth of cut and feed rate together gives the surface roughness value of the workpiece a slightly upward trend [88].
Chambers studied the processing of 15 vol% of SiCp in A356 aluminum-based alloy for thoroughly analyzing the influence of cutting depth for machining, it is depicted in the study that tool life does not stimulate by the depth of cut severally. However, the study pronounced that the life of cutting has a slightly decreasing trend at a rising amount of depth of cut. While it possesses higher consequences for wear behavior of tools is not much clear and significant as compared to other cutting parameters including SiCp/Al 15 vol% with uncoated tungsten carbide tools. In addition, an increase in the depth of cut increases the cutting forces in the process when operating composite materials [93].
4.4 Effect of feed rate on machining PMMC
Feed rate influences the various factors while performing the turning operation of the metal matrix composite materials; the researchers observed that increasing the feed rate has negative influences on the turning operation from the perspective of the tool wear mechanism. While performing turning on SiCp/Al, the trend of cutting force is also seen higher with increasing feed rate [92]. Experimental operations of the different researchers have depicted that due to lower feed rates, the amount of tool wear reduces because the workpiece surface reduces the physical contact between the tool and the abrasive SiCp at a constant volume of material removal rate [89]. Zhou and Liu studied the properties of CVD diamond tool turning metal matrix composites (SiCp/Al) with different parameters, including (f = 0.05 ~ 0.3 mm/rev), (vc = 1 ~ 6 m/s), and (ap = 1 ~ 2 mm) with coolant. The test results have depicted a rise in the cutting parameters producing dominant tool wear, and the coating fails due to the increase in stress levels. The high temperature causes thermal expansion between the tool base and the coating, which ultimately leads to coating failure [24]. El-Gallab and Skald [94] mentioned the effect of a higher feed rate which increases the machining forces; resulting in pits created around SiC particles which form the micro-cracks. A higher amount of feed rate and rise in cutting parameter produces dominant tool wear, some amount decreasing perspective in the tool life. While combining increments of both factors such as feed rate and cutting speed in the turning operation of composite materials puts more pressure on surface quality and higher wear rate of a cutting tool. It is seen that the higher amount of feed rate increases the temperature in the cutting zone and thus combining the effect of the aluminum matrix and the SiC particles; when cutting speed and amount of feed rate are increased by two times, the flank wear amount is doubled compared with the rake face wear amount [95]. Table 1 shows the turning of metal matrix composites (SiCp/Al) with different parameters, along with results and type of MMCs. Also, Fig. 6 represents the dramatic impacts of fundamental cutting parameters on machinability characteristics of Al-based SiCp-reinforced composite materials found in the open literature.

Some important findings about the effects of cutting speed, feed rate, and depth of cut on composite machining from the literature
5 Selection of appropriate cutting tool materials for turning PMMC
The turning process of the metal matrix composite materials is majorly dependent on the selection of the cutting tool such as its mechanical and chemical properties to machine the metal-cutting process. In summary, it is particularly important to choose the right cutting tool for the turning process of MMCs. Normally, the cutting tool materials are used to perform the machining of the metal matrix composites. These cutting tool materials chosen for such operation are tungsten carbide (WC), polycrystalline diamond PCD, diamond-coated cemented carbide (DCWC), and cubic boron nitride (CBN), which are preferred [109,110,111]. Furthermore, the coating layers with hard materials such as those coated with a diamond layer on cutting tools are also preferred for cutting operation [112]. Composite materials are known for difficult to cut materials in cutting operations; because of this, the material used for preparing the cutting tool must be hard enough to perform the turning operation to remove the required materials for the required application. The tool and its mechanism wear of cutting are the key factors that decide the life of the tool. It is a fact that hard materials are used for coatings to perform the turning processes of the hard-to-cut kind of MMC materials, which is believed to cause severe tool wear [113]. To verify the proper machining applicability of cutting tool material performance in the turning operation of MMCs, several researchers have performed research work from such a perspective. The reason for choosing the PCD tool over other cutting tools is due to its physical and chemical properties because PCD is strong enough to complete the machining and hard enough to improve and sustain wear resistance in the turning process of MMC [114]. While several researchers promoted the PCD tools while finding suitable results in their respective research studies and consider the PCD tools as a recognizable and optimal option for metal matrix composite turning. Therefore, several researchers have started a new area of study for finding alternative tools, which provide more economical machining and a choice to metal-cutting operation in the turning process of the metal matrix composites [115]. Various tool materials are used for turning, e.g., cemented carbide, ceramics, cubic boron nitride, and PCD diamond. Due to the high hardness of the reinforcing particles in the particle-reinforced aluminum-based composite material, the selection of tool materials is very difficult [116]. PCD diamond tools are the first choice, and ceramic tools are much better than carbide tools, which have good wear resistance. When using cemented carbide tools for turning, metal matrix composites require suitable machining parameters; such combination includes substantially lower cutting speeds along with slightly higher feed rates to increase the turning life of the cutting tool [117], as compared with the performance of electrode coating.
For understanding the machining performance and life of cemented carbide tools in the machining of composite, literature on the metal matrix cutting process reveals that a higher feed rate and depth of cutting during the cutting process increase the wear and tear process of cemented carbide tool as well as reduce the quality of surface finish of the part [118, 119]. The surface integrity of machined components significantly depends upon the chemical and mechanical properties of the cutting tool and type of workpiece composite, as well as the particle size and reinforcement process in the workpiece composites. Manna and Bhattacharya [120] processed the machining process under different cutting conditions to maintain a stable built-up edge (BUE) to protect the tool and to reduce surface roughness and subsurface damage [121].
6 Tool wear mechanisms
In the turning process of the MMC materials, tool wear, its mechanism, and related lifetime play a major role in the machinability of hard-to-machine composite material. At the cutting interface between the part and the tool, material removal generates chip formation inducing plastic deformation and hence high temperatures. The latter are contributed by friction between tool and part. These affect the performance of the cutting tool including wear and tear [122, 123].
Tool wear is the most usual phenomenon in all machining processes during the material removal process. In the case of the material removal method of MMCs, tool wear has different mechanisms and interactions because of the presence of hard particles such as SiC and Al2O3 in composite materials. While analyzing and understanding the different mechanisms of tool wear, the effect of cutting parameters and the resulting wear mechanisms on the cutting tool are explained. The factors that gradually wear cutting tools are usually abrasive wear, adhesive wear; diffusion wear, oxidative wear, and tool cutting delamination wear [124, 125].
6.1 Abrasive wear
In the cutting process of metal matrix composite, the abrasive wear mechanism of any cutting tool material is a very most important factor [111]. The abrasive wear mechanism has been found to be the most important wear mechanism during the machining of SiCp/Al-MMCs [111]. It is a typical kind of wear mechanism for the operation of MMCs, which forms as the result of the presence of hard particles, which directly affects the cutting edge in the material removal process. In addition, due to their relative motion, these particles maximize the thermal and mechanical load on the tool [126]. An abrasive wear mechanism can also be defined as such kind of particular wear mechanism which happens due to the shape, volume fraction, and distribution of reinforcement in composite materials are the leading aspects affecting the degree of tool wear [127]. The SEM images of the cutting tool abrasive wear mechanism during machining SiCp/Al 15%SiC are shown in Fig. 7.

SEM images of the PCD tool mechanism of Abrasive wear at 15 vol.% SiCp/2009Al composite for 3.6 km [111]. (a) Abrasive wear mechanism at flank. (b) Abrasive wear mechanism at the rake face
6.2 Flank wear
Flank wear in the cutting tool is a usual phenomenon and the most important kind of wear mechanism in the material removal process of MMCs. Flank wear is the outcome of thermal and mechanical loads that put pressure to deform the cutting edge of the tool. The fluctuation of cutting forces in the metal-cutting process also possesses a significant impact on tool flank wear [128]. This phenomenon can also occur when the hardness of abrasive particles in the machined workpiece collides with the tool and increases the heat at the cutting edge. Tool flank surface wear measurement method is related to its wear land, which tends to increase during processing. When the metal-based composite is processed, the choice of cutting parameters can also affect the flank wear [129]. As an example, during the machining of a high-volume silicon-based aluminum alloy, the flank wear at vc = 50 m/min and ap = 0.2 mm at three tool paths were analyzed to find the cutting tool wear as given in Fig. 8, which illustrates flank wear and SiCp adhesion to the tool [130].

Flank wear and adhesion of SiC particles [130]
6.3 Built-up edge BUE
In the machining of MMCs, the cutting tool possesses some scraped chip grains which stick to the rack of the tool which leads to the formation of BUE. Typically, the key reason for such kind of phenomenon is because of the fluctuation in the cutting speed, which results in increased welding phenomena due to load on the tool-chip interface and, hence, forms the built-up edge (BUE) [131]. It is also believed that a small amount of BUE provides protection to the cutting edge of the tool and generally extends the tool life, which is also called wear protection [132]. Furthermore, it is also a known fact in various kinds of literature that the BUE worsens the surface quality of the finished workpiece if its amount becomes significant. The cBN tool cutting the Al-Si alloy during the cutting process formed the built-up edge-to-rake flaking and edge chipping mechanism as shown in Fig. 9 (a) and seizure of the chips on the tool and built-up edge given in microscope image and SEM images of rake face of the cutting tool shown in Fig. 9 (b) at enlarge view, which show wear land and BUE formation clearly [133].

a SEM micrographs of BUE, b sticky chip grains on rake face [133]
6.4 Adhesive wear
Adhesive wear is a sort of wear that refers to the occurrence of bonding when the cutting tool comes into contact with the machining component during the material removal process [134]. It is also known as a so-called phenomenon of cold welding, in which the plastic deformation occurs under the action of sufficiently high pressure and temperature on the actual contact area of the friction surface, which is the result of the absorption between the fresh surface atoms formed by the plastic deformation of the friction surface [135]. The asperities of the two friction surfaces are caused by relative movement, and the particles are sheared or pulled to be taken away by the other side to cause adhesive wear [136, 137].During machining at different cutting parameters, the cutting tool exhibits different wear patterns [138]. Figure 7 gives several tool wear mechanisms; however, Fig. 10 (b), (c), and (d) show a different wear pattern for the PVD-coated carbide tools, but the adhesive wear mechanism can also be seen in the cutting tool wear patterns [139].

Tool wear mechanism [139]. (a) Coating delamination, crater wear, (b) Fracture and adhesive wear, (c) Abrasive adhesive and flanking mechanism, (d) Crack, adhesive, and abrasive wear patterns
6.5 Diffusion wear
The crater wear of the rake face most often occurs in the cutting process during of plastic deformation of materials, which is located near the main cutting edge of the rake face, and the crater wear is mainly caused by the chemical interaction between the rake face of the tool and the high-temperature chip. Specifically, the crater wear is caused by the diffusion and dissolution of the tool material into the chip under high temperature and high pressure, resulting in a decrease in the strength of the tool, accompanied by a debonding between the tool and the chip material and abrasive wear. The crater wear makes the thickness of the wedge thinner and the tool strength decreases [140]. In the turning process, the wear mechanism of cBN and ceramics cutting tools shows the phenomenon of abrasion and diffusion wear mechanisms [141]. The abrasion and diffusion wear mechanisms of the cBN tool formed in the turning process of silicon-based aluminum alloy are shown in Fig. 11, depicting the SEM of wear morphology of the cutting tool.

Abrasion and diffusion wear mechanism of cutting tool [141]. (a) CBN tool wear for Al-SiC/110 at 100 m/min, (b) CBN tool wear for Al-SiC/45 at 100 m/min
6.6 Tool chipping
When the tool is weakened, or the cutting force exceeds the breaking strength of the tool material, it is easy to cause chipping. After large chipping, the tool loses its cutting ability and cannot be used anymore [142]. Occasionally, such breakage occurs when cutting particle-reinforced aluminum matrix composites. Flank wear is the most common when cutting particle-reinforced aluminum matrix composites, followed by cracks, micro-cracking, crater wear, exfoliation, and tool chipping [143]. During turning to the machine of SiCp/Al 15%SiC, using the SCD cutting tool, the chipping mechanism of the tool is reported as given in Fig. 12 (a) chipping of flank face and (b) cleavage on the rake face at 110 magnification [144].

SCD cutting tool wear mechanisms [144]. (a) Chipping of flank face, (b) Cleavage at the rake face
6.7 Delamination wear
When the cutting tool is cutting the material, the micro-morphology of the chip exfoliation phenomena occurs and is called delamination wear. During the cutting operation of difficult-to-cut materials such as particle-reinforced aluminum matrix composite material, the delamination phenomena usually occur on the front and back flank surfaces of the tool. The former flank is the major one, and some small voids appear on the cutting edge [94]. The delamination type of wear is only special to the coated tools and indicates the detachment of coated layer from the substrate, as depicted in Fig. 10 (a), the delamination wear patterns of the cutting tool coating [138]. The reason for this is that the cutting tool has been completely exfoliated by thermal stress fatigue or contact fatigue of the workpiece-contact area, and if the peeling is small, it is considered a worn cutting tool. However, in many cases, since the fatigue crack source has a certain depth from the surface of the tool, the spalling block formed after the crack is expanded is often larger than the wear limit of the tool. Once the peeling occurs, the tool can be ineffective and form peeling damage [143]. Figure 10 shows tool wear mechanisms, which provide the different patterns of tool wear. However, Fig. 10 (a) shows the delamination wear patterns of the cutting tool coating [139].
6.8 Oxidation wear
Oxidation wear is a kind of wear which occurs due to the high temperature during the cutting process, and due to the presence of air which produces oxidation phenomena such a wear mechanism is called oxidation wear. The high temperature in the cutting zone reacts with air and creates a soft oxide layer comprising WO3, CO3, O4, and TiO2. This kind of wear mechanism leads to the loss of material as a result of oxidation.
Temperature and cutting speed on the actual contact area of the friction surface are crucial. The magnitude of these variables decides the wear mechanism type, which can be changed from one type to another with slight differences [94, 140]. Figure 13 shows the wear mechanism for cemented carbide cutting tool used for dry cutting of Ti composites. As can be noted, the oxidation wear characteristics are displayed in Fig. 13 (a) which shows the oxide layer on the nose of the rack face during vc = 100 to 150 m/min. The generation of an oxide layer on the nose of the rack face is called oxidation wear. The other wear phenomena of cemented carbide tools such as flank wear edge chipping, rake face, and nose wear are also displayed below in Fig. 13 (b) and (c) [145].

Carbide tool wear mechanism f = 0.08 mm, 0.25 mm vc = a 100 m/min, b 125 m/min, and c 150 m/min [145]
7 Chip formations in the turning process of SiCp/Al
7.1 Chip formation mechanisms
During the machining process, the machinability effectiveness proposed by different researchers was investigated and evaluated. Some researchers consider the chip formation process as a core part of the machinability performance of SiCp/Al metal matrix composites [146]. The chips and types of mechanisms in the chip formation process in the composites were studied by several researchers, which help to understand and measure the effects of different parameters on the processing performance during cutting. Different cutting speeds form different chip shapes and forms, such as continuous, discontinuous, or semi-continuous, discontinuous chips. This phenomenon also affects different processing characteristics, such as machining vibration, tool wear, surface temperature, quality, and cutting force during processing [147, 148].MMC structure and choice of cutting parameters used to affect the chip formation process, different chip formation modes, and chip shape evolution laws are the reflections of machining operations and different factors affecting the turning process. The chips are mostly spring coils and c-shaped chips, and the chip curling radius is inconsistent under different cutting conditions. In literature, it is generally found that several authors use slip line theory for defining such kind of phenomenon[149]. There are different reasons for the chip curling and uneven chip formation; however, the difference in flow velocity at both ends of the chips is found to be the core reason because it produces uneven strain in the deformation zone [150].
Dabade and Joshi et al. [124, 151] reported chip formation during the cutting process; furthermore, studies performed by Mabrouki et al.[150], Opoz and Chen [146], and Ozcatalbas et al. [152] also believed that this is a collapse/fracture/rupture process that occurs with the increase of the angle of the shear plane. However, Patten and Williams [153] reported in their findings that partial shearing and tearing along the shear plane occur during the cutting of MMCs. The literature on chip formation revealed that a higher feed rate leads to banded chips. Furthermore, during the material removal process with the higher feed rates, chip formation behavior alter slightly as the number of winding turns decreases. However, an increase was found in the radius of the coiled chips [124]. During the cutting process, an increase in feed causes spring coils to become C-shaped steel coils with a larger curl radius. As the feed speed and chip wrap increase, the deformation coefficient reduces, but as the cutting speed increases, greater temperatures are generated in the cutting region, increasing the coefficient of expansion for metal-based composite material. Due to the materials’ plastic deformation, the cutting process is easy to form curl chips. Figure 14 shows the schematic of the chip formation during the orthogonal machining processes of metal matrix composites [154]. Dabade and Joshi [124] demonstrated that the larger the SiC particles, the lower the yield stress of the materials are, and it is easy to deform.

Schematic diagrams of chip formation during the orthogonal machining processes of SiCp/Al [154]
From the literature, it is found that the size and shape of SiC influence heavily on the chip formation morphology and breakage and cracks in chips such as mono composites exhibit ductile properties because of the nature of reinforcement and their condition of concentration [155]. These kinds of properties and structure types of the composite can produce chips with increasing length and curling type; however, increasing the concentration of SiC particles can produce very short chips due to the higher brittleness of the workpiece. Short SiC particles are used to pull out from the workpeice and produce pits and increase surface roughness as well as the tool wear; therefore, for increasing surface quality, particle size should be moderate [156].
Mono composites’ ductility is retained to a certain extent due to the distribution of reinforcing particles with different concentrations, and hence lengthier chips with curling around are produced. For higher concentrations of the SiC particles, little short chips are produced as SiC particles restrict the formation of lengthier chips with curling. Mono composite with retained ductility tries to curl more, because the particle reinforcement curling process is restricted and lengthier chip breaks in between. The reduction in the length of the chip during the machining process helps for easy disposal and also facilitates good machinability [157].
Fathipour et al. [158] proposed a FEM 2D model for the machining process of SiCp/Al to be simulated and observed the chip formation at different feet rates and cutting speeds as shown in Figs. 15 and 16. They also validated the chip formation using experiments under similar cutting parameters as depicted in Fig. 15. The 2D FEM model as shown in Fig. 17 shows the matrix and particle geometries in the 2D model. The simulated and experimental chip formation mechanisms given in Figs. 15 and 16 show the chip morphology at different feed rates f = mm/rev both in experimental and simulated chip formation.

Experimentally observed chips on varying feed rate (ap = 0.8 mm & vc = 60 m/min)[158]

Simulated chips on varying feed rates (ap = 0.8 mm & vc = 60 m/min)[158]

Cutting simulation model established by Fathipour [158]
7.2 Factors affecting chip geometry
In order to analyze and understand the factors affecting chip geometry during the cutting process of difficult-to-machine SiCp/Al composites, their material removal, and mechanism chip geometry and its formation, the evolution of chip geometry can well reflect the tool-chip friction phenomena during the turning process. The tool-chip friction phenomena have been affected by the cutting temperature and cutting force at the tool-chip contact area as well as the influence on the tool wear and chip formation. Therefore, studying the evolution of chip geometry of SiCp/Al composite material and its influencing factors can not only have a relatively intuitive understanding of the change law of its cutting force but also have important significance for improving the precision and surface quality of workpieces in actual machining (Fig. 17).
The second is the periodic fracture theory [159]. Scholars holding this view believe that ductile tearing or brittle fracture in the shear zone causes cracks in the shear zone, and the initiation, development, and propagation of cracks in the shear zone cause the saw tooth chips to be generated. The periodic fracture theory is generally used to explain the phenomenon of the chipping of low-plastic materials. In the current research on the chip morphology of SiCp/Al with medium to high-volume fractions, the main reason for the formation of saw tooth chips is the sudden fracture of the free surface of the chips caused by the formation and propagation of cracks during the material cutting process.
One of the main reasons for the formation of crack sources in SiCp/Al composites is process defects during the preparation of the composite, such as porosity, segregation, and low-strength inclusions, which cause various defects to form at the substrate and the interface between particles and the substrate. Another important reason for the formation of cracks is that in the machining of SiCp/Al, the aluminum matrix material in the shear zone will undergo large elastoplastic deformation and the reinforcing particles will have a certain hindering effect on the deformation, leading to the formation of dislocations at the bonding interface. When the dislocation reaches a certain level, cracks or voids have been generated at the substrate or the bonding interface. In addition, the collision of the tooltip with the particles and the contact between the particles causes the particles to fracture, break, or pull out; this process is also accompanied by the occurrence of micro-cracks.
Duan et al. [160] performed a research study to analyze the morphology of chip formation and provided an understanding of the machining process. Figure 16 displays experimental data for the chip formation morphology while Fig. 18 gives the simulated chip formation morphology. Moreover, the details are displayed in Fig. 19 which depict chip formation morphology at different cutting speeds and feed rates. During the machining of SiCp/Al/composites, the chip thickness increased over the cross section of each chip during the chip generation process.


Chip formation morphology at different cutting speeds and feed rates [160]. (a) Chip formation at vc = 23 m/min and f = 0.1 mm/rev, (b) Chip formation at vc = 47 m/min, f = 0.1 mm/rev, (c) Chip formation at vc = 120 m/min, f = 0.1 mm/r, (d) Chip formation at vc = 120 m/min, f = 0.2 mm/r.
The chip compression ratios remained unchanged which is measured at almost 1.68 in SiCp/Al with different feed rates and cutting speeds. The morphology of chips produced at different cutting parameters such as different ranges of feed rates at different types of MMCs is shown in Fig. 19 at a cutting speed of 120 m/min [46]. Figure 20 shows the von Mises stress distributions for different kinds of composites with different geometries of SiC particles. The simulation of circular SiC particle models is presented and compared with the irregular polygonal particles, which is shown in Fig. 20 (a–d) circular particles, (e–h) irregular polygonal particles. In Fig. 20 (a), with circular SiC particles, as the tool moves forward, the stress concentration on the particle face increases, and the particle starts peeling and bending as can be seen in Fig. 20 (b); in Fig. 20 (c), deboning phenomena occurs as tool start cutting the SiC particles than chip formation begins which can be seen in Fig. 20 (d). Similar phenomena of chip formation can be seen in Fig. 20 (e), (f), (g), and (h) for irregular polygonal particles [46].

The von Mises stress distribution (a–d) circular particles; (e–h) irregular polygonal particles during the chip formation process [46]
8 Cutting forces in machining SiCp/Al composites
The pattern of cutting force trends in the turning of metal matrix composites (MMCs) has very important theoretical and practical significance to understand the cutting process. When the three observed cutting forces such as force in x, y, and z directions are used as the main influencing factors in the cutting process, which have been found different for different combinations of cutting parameters. There is evidence that cutting conditions change with varying machining process parameters. The fabrication technology, method of fabrication of the composite materials, and distribution of reinforcements along with size, content, and shape influence the hardness and toughness of the composites and hence can play a major role in machining operation for cutting forces trends.
During machining, the generations of the cutting forces are common and a basic physical phenomenon, and are also the basis for studying surface quality, cutting temperature, chip deformation, and the like. Many articles can be found focusing on understanding and analyzing the cutting force generation in machining SiCp/Al composites, mainly predicting the cutting force model by experimental methods [161, 162].
Some studies such as [104, 109] have shown that the increase in cutting force is a result of the choice of machining parameters especially the selection of cutting depths, which produces more influences on the forces. This is because the contact area between the cutting tool and the workpiece in the cutting zone increases during the machining operation. This phenomenon will also produce a higher material removal.
Experimental observations have demonstrated that, while comparing lower to higher amounts of SiCp, volume fraction can increase the fluctuation in the cutting forces, that is eventually the effect of a higher amount of SiCp volume fraction and the cutting parameters such as cutting depth and more feed speed [163, 164].The fluctuation in the cutting force phenomenon of MMCs is such a complex progression, which is influenced by the nature and structure of the produced matrix, their reinforcement, and interfaces. Many researchers have found in their study that higher toughness and stiffness of SiC particles cause the fluctuation in cutting force; however, the content and the volume fraction of SiCp have more influence on cutting forces [90].
The cutting force is reasonably reduced at a lower cutting depth and a higher cutting speed because it reduces the cumulative edge of the tool, thereby ultimately reducing the force in the machining operation. Another fact is that while increasing the cutting temperature, the workpiece-tool interaction within the deformed area also stabilizes the cutting force, as this will reduce the yield strength of the part during the cutting process. The choice of reduced cutting parameters such as lower cutting depth and lower cutting speed results in fluctuating cutting forces which lead to varying chip types as accumulated by the cutting edge of the tool [107]. Increasing the feed speed increases the friction coefficient, thereby increasing the friction between the tool cutting edge and the workpiece thereby increasing the cutting forces in the cutting process [45, 165].It is also mentioned in the literature that the cutting forces depend on reinforcement type and type of matrix material when cutting composites, and hence the reinforcement types and interface bonding strength together with the increasing volume fraction of hard particles possess a higher influence on the cutting force [166, 167].
Zhou et al. [46] studied the machining performance of SiCp/Al as MMCs and measured and analyzed the cutting forces. They compared cutting forces predicted using numerical models with experimentally measured values, under geometric forces in machining SiCp/Al at different cutting depths and feed rates as depicted in Fig. 21. The effects of feed rates and cutting depths on the resulting cutting forces are presented comprehensively, respectively. The feed rate effect and error percentages of cutting forces between the experimental and measured models are given in Fig. 21 (a) and the depth cut measured model and the effect of cutting forces and error percentages are shown in Fig. 21 (b). The machining experiments and simulation were conducted for 25 vol% SiCp/Al; it is seen from the graph that the cutting force increased with the increase in feed rate and depth of cut; higher amount cutting forces were seen in Fz direction for the cutting force.

Comparison of cutting forces at different parameters in three different directions [46]. (a) Predicted and measured cutting forces of 25 vol% SiCp/Al, (b) Predicted and measured cutting forces of 25 vol% SiCp/Al
Shoba et al. [165] studied the turning process of SiC-based aluminum alloy under dry cutting conditions and considered the processing characteristics of different weight percent of silicon in aluminum alloy matrix, to understand the influence of cutting parameters on cutting force. Figure 22 shows the effect of SiC particles on cutting force, which demonstrates that as the feed speed and the cutting depth increase, the cutting force exhibits a higher trend. Moreover, with machining with a higher cutting speed, the cutting forces are lower. These trends are recorded under constant cutting speed and federate (vc = 150 m/min, f = 0.14 mm/rev). Duan et al. [160] studied the processing of the SiCp/Al metal matrix composite material using a simulation model which is based on three-phase friction to predict chip formation and cutting forces, together with tool-chip interface friction provided for the simulation model. Figure 23 shows the trends of cutting forces in machining SiCp/Al as a function of varying feed rates and cutting speeds; it is seen that the cutting speed has a positive effect on the cutting force, while increasing the speed forces are seen to decline and feed rate also does not have much impact in increasing the cutting forces. However, the higher depth of cut has seen a significant impact on the cutting forces as the depth of cut increases the forces also show increasing trends in all amounts of SiCp/Al-reinforced percentages [160].

Cutting forces under different cutting conditions [165]. (a) Cutting feed 0.14 mm/rev and depth of cut 0.5 mm, (b) Cutting speed 150 m/min and depth of cut 0.5 mm, (c) Cutting speed 150 m/min and feed 0.14 mm/rev

SiC/Al machining process cutting forces of different experimental values vs FEM simulated forces at different feed rates (at vc = 120 m/min) [160]. (a) 2024SiCAl 30 and 40% MMCs, (b) 6063Al/40%SiC-30 MMCs, (c) f = 0.1 mm/rev for 2024SiCAl 30 and 40% MMCs
9 Surface integrity
In the machining process, attaining a surface finish is a primary goal for machining various metal matrix composite workpieces. The optimization of cutting parameters during machining operations has become critical for achieving the desired workpiece surface finish. Surface roughness and machining processes have been the subject of several experimental and analytical research [168]. When measuring the influences on fatigue resistance, friction coefficient, and compatibility during machining, one of the most important aspects of the workpiece condition evaluation technique is surface integrity.
The surface characteristics of the SiCp/Al metal matrix material as well as the physical and mechanical properties of the reinforcing phases are considerably different, and the interface between the two is more complex during machining. On the machined surface of the SiCp/Al metal matrix composite material, various defects are prevalent. El-Gallab [169] studied the cutting of 20% SiCp/Al composites and found voids and cracks around the SiC particles together with groove marks left by the particles falling off and tearing during machining, which affected the quality of the processed surface. The voids were found caused by the dislocation of SiC, and the groove marks on the surface may be caused by the “scratching” of the falling SiC particles on the machined surface. Furthermore, M. El-Gallab [89] used PCD tools for cutting MMCs and it is found that as the cutting speed increases, the surface roughness decreases. When the cutting speed was greater than a certain value, the surface roughness value no longer changed. They also found that as the feed rate increased, the surface roughness also increased. At the same time, as the content of SiC particles increased, the surface roughness of fine-grained composites improved, while the surface roughness of coarse-grained composites deteriorates further [170]. Fang et al. [156] studied the machining and related material damage model of the silicon-based reinforced matrix composite material to analyze and understand the machining characteristics including different responses such as cutting force and surface topography. The simulation and experimental studies presented well for understanding the difficult-to-machine material. Figure 24 shows the different machining characteristics of the SiCp/Al composite such as particle fracture, matrix tearing, surface pits, and scratches. However, simulated picture 25 shows the morphology of machined surfaces with similar results to the experiments which show subsurface debonding, covers, pit debonding, surface pits, and scratches [156] (Fig. 25).

Experimental morphology of machined surfaces [156]

The simulation morphology of machined surfaces SiCp/Al [156]
Zhou et al. [46] simulated the cutting process of the SiCp/Al composite materials to analyze the deformation mechanism considering two different SiC particle shapes (circular and irregular polygonal), the chip formation, stress distribution, and surface finish s as shown in Figs. 26, 27, and 28. The cutting parameters for the chip formation, surface roughness, and stress distribution analyses were performed using the cutting depth of 25 μm and cutting speed of 250 mm/s. It is observed that the stress distribution was found dependent on the shapes of the particles during tool-particle interaction. Surface roughness was found worse as particles pull out, cavities, and pits according to the particle type and shape morphology [46].

SiC particle cutting phenomena, stress distribution of SiC particles with a–c SiC with circular geometry; d–f SiC with irregular polygonal geometry [46]

Surface generated morphology for a SiC with circular geometry; b SiC with irregular polygonal geometry [46]

The surface roughness images: a workpiece surface deficiencies; b SiCp inserted into matrix; c SiCp inserted morphology [46]
10 FEM simulation and analytical modeling of particle-reinforced MMC
Various processing approaches, including conventional and unconventional procedures, were used in the broad machinability investigation of SiCp/Al-MMC performance. The resulting behaviors of different machining processes are not sufficient for a comprehensive analysis of the cutting process of SiCp/Al matrix composites due to inherent limitations in the experimental approach. Therefore, to have a deeper understanding of processing behavior, numerical and analytical models based on experimental data are considered in this study. A complete mechanism model of the cutting process will help to understand the processing behavior of SiCp/Al more widely, thereby reducing the cost of machines and tools used as a result of the experimental approach.
In the literature, analytical models for evaluating machinability, material strength, tool wear, surface roughness, residual stress, cutting force, tool failure, and stress and strain during the cutting process of MMCs have been established. While three different kinds of categories of the analytical models are classified as per their origins, such as (i) Ernst-Merchant orthogonal cutting theory, (ii) plastic and elastic theory, (iii) machinability investigation, and Taylor’s formula for tool life.
The analytical model was developed for SiCp/Al-based composite cutting process to estimate the specific energy and energy consumed by deformation and debonding. The cutting performance of SiCp/Al with different volume fractions was measured in different cutting parameter ranges [171]. Furthermore, the study performed in [90] through the Griffith fracture theory and the plastic slip line field theory predicted the cutting force of particle-enhanced MMCs using the Merchant analysis. The established theoretical models of particle crushing force, plowing force, and chip forming force were found significant to the outcome of the experiment.
The geometric modeling of SiCp/Al-MMC is an interesting problem. The main obstacle is the accuracy of the geometrical specifications of the reinforcement. Li et al. [117] established a tool wear model for SiCp/Al-MMC machining based on the motion and geometric characteristics of the reinforcing particles. Uday et al. [73] conducted a statistical analysis to examine the processing parameters that affect the shear angle. According to the analytical formula, the chip formation is qualitatively analyzed, and the shear angle and thickness are measured. In addition, the study performed in [75] provided the comprehensive correlation between shear angle and friction angle in the machining operation of metal matrix composite for understanding and estimation of contact stress and cutting forces during chip-tool interface. Lin et al. [172] predicted an analytical model in the turning process of Al-MMC; the modified Taylor equation tool wear equation is utilized in this study for optimizing tool life, and subsurface damage. Manna and Bhattacharyya [118] in their work measured the yield strength effect based on the modified shear lag theory; the model is established according to the fatigue fracture mechanics theory. Furthermore, several models were developed to understand the machining of metal matrix composites; material models were also developed. Different methods for modeling technique include chip formation [173], temperature-independent hardening and temperature-dependent models, Hooke’s law [174], the Johnson and Cook models, and plastic/elastic deformation models [175,176,177].
10.1 2D FEA for machining process of SiCp/Al
Machining of SiCp/Al was performed using both 3D and 2D models for the cutting process using FEM software. Several researchers used different approaches on appropriate cutting parameters to develop the FEA models. Shui et al. [178] studied the behavior of particles with various kinds of geometric shapes to perform the study through parametric modeling of particles at low and high vol% fractions. The finite element model of particles and meshes of different geometric shapes is established based on an arbitrary polygon model as shown in Figs. 29 and 30. Three kinds of FEA geometric models were developed to study such as rounded shapes mixed with regular polygon and arbitrary polygon silicon particles. It is revealed from the study that the geometric shape possesses an influence on stress distribution phenomena during the cutting process; therefore, it is found that the cutting force trends of the simulated circular and regular polygons are steady and show that the stress generation is in small quantity. Ghandehariun et al. [179] proposed a meso-mechanical finite element model for processing metal matrix composites. The model proposes the behavior of distinguishing all the components of the metal matrix composite, including particles, matrix, and particle–matrix interface. Figure 31 shows the interaction between particles, matrix and particle–matrix interface, and tool particles in the established cutting simulation model. This model is used to study the fracture and debonding conditions of the tool-particle interaction as given in Fig. 32, depicting three scenarios of tool-particle interaction inline, above the line, and below the line, and their fracture and debonding conditions when comparing the position are studied. The cutting force shown in Fig. 33 predicts the cutting speed of 85 m/min and the width of the cut 3 mm for 6061/10% 15 μm Al2O3, and developed the FEM model and compared and verified with experimental data. Finite element analysis was used to simulate the thrust forces, and thermal distributions during the cutting process as well as the stress generation and the plastic strain were studied using the Johnson–Cook constitutive models [180]; furthermore, other researchers [180, 181] simulated the chip formation and residual stresses, in high-speed machining of AA7075 − T651 aluminum alloy using the finite element modeling technique [173]; serrated chip formation along with flow stress were also predicted in Prediction of Serrated Chip Formation in Metal Cutting Process by FEM.

The geometry structure of the three models (the particles are distributed randomly). a SiC with circular shape; b SiC with circular and irregular polygonal shape; c SiC with arbitrary polygon shape [178]

Meshing on arbitrary polygon model [178]

Cutting simulation model established particles, matrix, and the particle–matrix interface and tool-particle interaction [179]

Tool-particle interaction at (a) particle on line, (b) particle above the line, and (c) particle below the line [179]

Simulated cutting forces using FEA [179]
The experimental study was conducted on the turning process to measure the cutting forces, and cutting tool wear in the machining process similarly the FEM type Lagrangian incremental type and re-meshing chip separation criterion; 3D-FEM simulation was used for simulating and modeling the cutting force and cutting tool wear in this study [182]; semi-phenomenological-based damage model developed silicon-based particle-reinforced composite material in high-speed cutting machining experiments [183]; similarly, Xiang et al. [184] presented the ultra-precision turning process of silicon-based particle-reinforced composite simulated and compared with experimental data.
Kishawy et al. [185] use the orthogonal machining process on a metal-based composite material with different volume contents of the particles. The study has also put an influence on the particle phase, studied the influence of cutting parameters, and established a predictive model for cutting forces. Pramanik et al. [186] and others studied the removal method and mechanism of the material during the turning process of the SiCp/Al composite materials and summarized the composition and causes of the cutting force fluctuation into three parts, chip forming process, deformation force, the force required by the plow and particle breakage caused by the radius of the cutting tool. Capello [187] divides the mechanism of residual stress into three categories of material properties thermoplastic flow, phase transformation, and changes in volume due to deformation. The residual pull stress is generated a due increase in temperature in the cutting process and residual stress is produced due to the mechanical effect of cutting parameters. The surface residual stress in SiCp/Al composite material is greater than the residual pull stress, which indicates that the effects of cutting parameters are greater than the heat-influencing factors during processing composites. This phenomenon occurs due to the effect of reinforcing particles, which limit the plastic flow of the matrix to some extent in the cutting process. The reinforcing particles are pressed into the machined surface, and the stress distribution is affected, which causes the severe extrusion effect between particles and tools [159].
Bao et al. [188] investigated the material removal process and surface integrity of two high-volume fractions of SiCp/Al 45 and 65%SiC particles through experimental and simulation methods to understand the machining characteristics of difficult-to-cut composite materials. The Johnson–Cook constitutive model was taken to simulate the removal process for both 45 and 65% SiC particles. Figure 34 was evaluated using scratch micro-morphology of 65%SiC and Al alloy for simulation validation. Figure 34 (a) and (b) show the bur formation of experimental and simulation phenomena is due to the large tensile stress, which creates the appearance of burr; Fig. 34 (c) and (d) show the interface debonding in an experimental result which is simulated in Fig. 34 (e); Fig. 34 (f) shows the simulation morphology of defects during cutting process as well as the experimental SEM image which shows the breaking and micro-cracks of SiC and Al tearing phenomena.

Finite element simulation during cutting high-volume fraction of SiCp/Al 45 and 65%SiC particles. a Simulation morphology of burr formation, b Experimental results show the burr formation during the removal process, c Simulation morphology of interface debonding, d SEM images of experimental results of interface debonding, e Simulation morphology of pulling out and prodding f SEM images of experimental results of pulling out and prodding
10.2 3D FEA for machining process of SiCp/Al
Machining of SiCp/Al was performed using 3D and 2D models using FEM on appropriate cutting parameters as shown in Fig. 35 (a) and (b) geometrical model of the A359/SiC composite to analyze the chip formation process, MRM, and surface quality [52]. Figure 35 shows the microscopic morphology of chips which shows serrated chips void fine particles in the shear deformation zone, which leads to periodic chip segments. The surface quality of the machined component of SiCp/Al shows minor cracks; particle pull out and particle debris and subsurface damages can be seen in the 2D model of Fig. 13 (a) and (b). A similar phenomenon also can be seen in the simulated process SiCp/Al using Abaqus Explicit software by Wu and Zhang [189]. They simulated the chip formation and predicted the stress behavior during material plastic deformation as shown in Fig. 36. The 3D views of the cutting cross section presented the distribution of particles and during chip formation. When the cutting tool performs the cutting operation, the tool-particle, particle–particle, and matrix-particle interactions discussed above were also found (Fig. 36 (a)–(c)). Serrated chips formed at the end (Fig. 36 (d)).

Geometrical model of the A359/SiC composite: a 3D model and b the micro-structure of a cross section at z = 16 µm

The 3D views of the cutting cross section at a z = 4 µm, b z = 16 µm, c z = 20 µm, and d z = 30 µm
Dandekar and Shin [190] have used multi-step 3-dimension finite element analysis methods for damage prediction through Third Wave Advantage and Abaqus/Explicit combines two different software to predict the subsurface damage in SiCp/Al with 20% volume content. The researcher study the equivalent homogeneous material model in Third Wave Advantage, to develop the macroscopic machining model for analyzing the temperature and stress field variables, and then introduced it into the micro-model established by Abaqus/Explicit, to predict the failure and damage SiCp/Al composites. In addition, the random distribution of particle size and position in the composite material is achieved by the developed algorithm. The efficiency of the cutting force and the secondary surface damages are simulated and verified with the experiment results. The equivalent homogeneous cutting model and microscopic surface failure model are shown in Fig. 37 and 38 [190].

Damage observed to a depth of 72 lm, vc = 300 m/min, f = 0.1 mm/rev [190]

Stress distribution phenomena during the three-dimensional nose-turning process MMC model [190]
In literature, both 2D and 3D models are used for the machining processing modeling and analysis; it is seen from several studies that FEM models are frequently used as 2D models. The 2D models are easy to develop compared to the 3D models, in perspective of less time-consuming and effort requirements.
11 Summary
This paper reviews the characteristics of the turning process of particle-reinforced metal-based composite materials. The processing of SiCp/Al metal matrix composites was optimized and modeled using a finite element analysis method. The effects of cutting parameters on the machining process of silicon-based aluminum composites were analyzed.
Different machining factors were analyzed in turning process PMMCs namely tooling methods and mechanisms of tool wear, chip formation phenomena, and surface integrity also thoroughly reviewed in this chapter.
Regardless of how the processing method is used to process the MMCs, it needs to first consider the machining efficiency, surface quality, and tool wear in the cutting process of the metal-based composite. In turning and hybrid turning machining, the processing efficiency can be improved by selecting proper processing parameters, such as higher machining parameters, including cutting speed, cutting depth, and feed rate, and more cutting parameters are easily intensified on the tool wear and shortened the tool life. In addition, the volume fraction of different sizes of SiC particles and SiCp/Al composites have different types of effects on turning processes and processing mechanisms, chip formation, tool wear mechanism, and surface integrity. The increase in the percentage of silicon carbide particles reduces machining efficiency, increasing the tool wear rate, and reducing processing efficiency during the cutting of MMCs. Therefore, various optimization and simulation methods can be employed, namely finite element analysis, regression model, ANN model, and response surface method to predict and find the most suitable machining parameters and processing conditions to cope with the machining process of MMCs.
During the turning process of SiCp/Al MMCs, a variety of machined surface defects are produced such as adhering of SiC particles, chip debris, feed marks, pits, grooves, cracks, and tears being the most common in the cutting process. Generated defects on the machined surface are the major cause of deteriorating the surface quality and integrity of the workpiece. These different kinds of hindrances in the machining process seriously restrict meeting the application efficiently.
At a higher feed rate during the cutting process, the surface integrity deteriorates; however, the cutting speed consequences are not very clear in several machining research works. Cutting tool edge wears created a negative effect with higher cutting speed; therefore, on some occasions, it reduces the surface roughness due to an increase in cutting temperature in the cutting zone which makes the thermal softening of component and decreases the cutting forces. It is attributed to the machining characteristic, tool material process stability, and select range of the cutting parameters.
There is a diffusion wear mechanism in cutting tools occurring due to increasing cutting temperature and chemical affinity between the workpiece and cutting tools; however, the diffusion wear mechanism is not the main wear mechanism for several cutting tools. It is common in coated tools such as CBN and ceramic tools at higher cutting speeds. Oxidation wear is also a result of higher cutting temperature, which shows at higher cutting speeds, oxidation wear is usually shown during machining difficult-to-cut composite materials and alloys.
Key tool wear mechanisms in the machining process of SiCp/Al MMCs are found in abrasion and adhesion wear mechanisms which also majorly influence the surface quality of the workpiece. Furthermore, the different results of the researchers show that the flank wear, chipping, notch, crater, and nose wear phenomena along with the BUE are the most common type of wear in cutting tools; sometimes, the catastrophic failure of the tool also occurs. These types of wear are depending on the choice of cutting parameters and combination machining conditions which influence the generation of temperature and stresses in the cutting process as well as the work hardening and saw tooth chips.
12 Future scope and trends
SiCp/Al composite materials have bright prospects in important industries such as aerospace and automobiles. In literature, several researchers explored many unprocessed areas during the SiCp/Al turning process of metal-based composites [87, 90, 188, 191]. Based on the groundbreaking work, a laser-assisted mixture of metal-based composites is provided. A study performed in [192] evaluated the LAM (laser auxiliary processing) of aluminum metal matrix composites and found that the matrix softened in the granules during processing. Similarly, findings in a research study [100] show the best machinability conditions during the turning process of metal-based composites. Using LAM, the author stated that the tool life increased by 180% during high-speed cutting, and further explained this phenomenon by the micro-structure observation of the chip morphology and the micro-structure of the metal-based composite. Under all processes, at higher cutting speeds, they have encountered unexpected high-cut wear, which requires further research and consideration. Some of the research work shows the effects of nanostructure CVD diamond coating on the emissions process and process-ability of the dust for the aluminum alloy/SiCA2009MMC. Dry processing eliminates the recovery cost and environmental hazards caused by coolant. However, it produces an inhalable particle to make a serious threat to health [193]. The hybrid turning process should be focused on the machining process of SiCp/Al composite materials. The cooling and lubrication process should be used in both turning and hybrid turning processes of SiCp/Al composite materials. Furthermore, some intelligent techniques such as sensor and machine learning techniques should be used in the turning process of difficult-to-cut materials SiCp/Al composite.
The machinability research performed under the perspective of hybrid machining is very limited for MMCs in this stage, there is more research needed to perform for improving and realizing the potency of the hybrid machining process with different techniques.
The novel contribution of this review is depending upon the advanced methods and techniques for machinability of difficult cut material SiCp/Al and mentions the machining limitation and advantages. Highlighting the issues related to the tool wear, surface integrity, chip formation, and related hindrances and their possible solution and possible future research direction in turning machining and hybrid turning process and their optimization and simulation modeling methods are vital approaches.
In literature, a dry machining process of metal matrix composites is focused on by researchers, which creates issues related to high heat generation built-up-edge formation and adhesion during the cutting process. But there are very few studies related to the SiCp/Al MMCs emphasizing the machinability characteristics related to the different other approaches such as cryogenic machining, oxidizing machining, and hybrid machining techniques, and their finite element simulation modeling is still untouched and need to be taken for consideration.
Data availability
Not applicable.
Code availability
Not applicable.
References
Kim D-Y, Choi H-J (2020) Recent developments towards commercialization of metal matrix composites. Materials (Basel) 13(12):2828. https://doi.org/10.3390/ma13122828
Chawla KK, Chawla N (2014) Metal matrix composites: automotive applications, in Encyclopedia of Automotive Engineering, Chichester: John Wiley & Sons, Ltd, pp. 1–6
Reddy PV, Kumar GS, Krishnudu DM, Rao HR (2020) Mechanical and wear performances of aluminium-based metal matrix composites: a review. J Bio- Tribo-Corrosion 6(3):83. https://doi.org/10.1007/s40735-020-00379-2
Mavhungu ST, Akinlabi ET, Onitiri MA, Varachia FM (2017) Aluminum matrix composites for industrial use: advances and trends. Procedia Manuf 7:178–182. https://doi.org/10.1016/j.promfg.2016.12.045
Macke A, Schultz BF, Rohatgi P (2012) Metal matrix composites. Adv Mater Processes 170(3):19–23
Davim JP (2011) Machining of hard materials – definitions and industrial applications. Springer, London, London
Bharat N, Bose PS (2021) An overview of production technologies and its application of metal matrix composites. Adv Mater Process Technol 1–17. https://doi.org/10.1080/2374068X.2021.1878707
Sujith SV, Mulik RS (2022) Surface integrity and flank wear response under pure coconut oil-Al2O3 nano minimum quantity lubrication turning of Al-7079/7 wt%-TiC in situ metal matrix composites. J Tribol 144(5). https://doi.org/10.1115/1.4051863
González-Doncel G (2022) An overview of metal matrix composites, MMCs, and future perspectives, in Encyclopedia of Materials: Metals and Allloys, Elsevier, pp. 141–146
Liang J, Sun J, Wei W, Laghari R (2021) Dynamic constitutive analysis of aluminum alloy materials commonly used in railway vehicles big data and its application in LS-DYNA, ICST Trans Scalable Inf Syst 171169. https://doi.org/10.4108/eai.28-9-2021.171169
Ge YF, Xu JH, Yang H (2009) Experiments of ultra-precision turning of SiCp/Al composites. Optics and Precision Engineering 17(07):1621–1629
Wang T, Wu X, Zhang G, Dai Y, Xu B, Ruan S (2020) An experimental study on single-point diamond turning of a 55 vol% SiCp/Al composite below the ductile brittle transition depth of SiC. Int J Adv Manuf Technol 108(7–8). https://doi.org/10.1007/s00170-020-05550-0
Wang J, Pan L, Xing D, Ding H (2020) Multi-objective optimization of cutting parameters on turning SiCp/Al composites based on energy efficiency, Zhongnan Daxue Xuebao (Ziran Kexue Ban)/Journal Cent. South Univ Sci Technol 51(6). https://doi.org/10.11817/j.issn.1672-7207.2020.06.011
Xavior MA, Kumar JA (2017) Machinability of hybrid metal matrix composite-A review. Procedia Eng 174:1110–1118
Sun W, Duan C, Yin W (2021) Modeling of force and temperature in cutting of particle reinforced metal matrix composites considering particle effects. J Mater Process Technol 290:116991. https://doi.org/10.1016/j.jmatprotec.2020.116991
Şap E, Usca UA, Gupta MK, Kuntoğlu M (2021) Tool wear and machinability investigations in dry turning of Cu/Mo-SiCp hybrid composites. Int J Adv Manuf Technol 114(1–2). https://doi.org/10.1007/s00170-021-06889-8
Sarıkaya M et al (2021) A state-of-the-art review on tool wear and surface integrity characteristics in machining of superalloys. CIRP J Manuf Sci Technol 35. https://doi.org/10.1016/j.cirpj.2021.08.005
Wan M, Li SE, Yuan H, Zhang WH (2019) Cutting force modelling in machining of fiber-reinforced polymer matrix composites (PMCs): a review. Compos A: Appl Sci Manuf 34–55. https://doi.org/10.1016/j.compositesa.2018.11.003
Dabade UA, Joshi SS (2009) Analysis of chip formation mechanism in machining of Al/SiCp metal matrix composites. J Mater Process Technol 209(10):4704–4710. https://doi.org/10.1016/j.jmatprotec.2008.10.057
Jeyakumar S, Marimuthu K, Ramachandran T (2013) Prediction of cutting force, tool wear and surface roughness of Al6061/SiC composite for end milling operations using RSM. J Mech Sci Technol 27(9):2813–2822. https://doi.org/10.1007/s12206-013-0729-z
Yousefi R, Kouchakzadeh MA, Rahiminasab J, Kadivar MA (2011) The influence of SiC particles on tool wear in machining of Al/SiC metal matrix composites produced by powder extrusion. Adv Mater Res 325:393–399. https://doi.org/10.4028/www.scientific.net/AMR.325.393
Wu Q, Xu W, Zhang L (2019) Machining of particulate-reinforced metal matrix composites: an investigation into the chip formation and subsurface damage. J Mater Process Technol 274:116315. https://doi.org/10.1016/j.jmatprotec.2019.116315
Muguthu JN, Dong G, Ikua BW (2015) Optimization of machining parameters influencing machinability of Al2124SiCp (45%wt) metal matrix composite. J Compos Mater 49(2):217–229. https://doi.org/10.1177/0021998313516141
Chou YK, Liu J (2005) CVD diamond tool performance in metal matrix composite machining. Surf Coatings Technol 200(5–6):1872–1878. https://doi.org/10.1016/j.surfcoat.2005.08.094
Njuguna MJ, Gao D, Hao Z (2013) Tool wear, surface integrity and dimensional accuracy in turning Al2124SiCp (45%wt) metal matrix composite using CBN and PCD tools. Res J Appl Sci Eng Technol 6(22):4138–4144. https://doi.org/10.19026/rjaset.6.3523
Polini R, Casadei F, D’Antonio P, Traversa E (2003) Dry turning of alumina/aluminum composites with CVD diamond coated co-cemented tungsten carbide tools. Surf Coatings Technol 166(2–3):127–134. https://doi.org/10.1016/S0257-8972(02)00775-2
Vishwas CJ et al (2019) Study on surface roughness in minimum quantity lubrication turning of Al-6082/SiC metal matrix composites. Appl Mech Mater 895:127–133. https://doi.org/10.4028/www.scientific.net/AMM.895.127
Zhai C et al (2020) The study on surface integrity on laser-assisted turning of SiCp/2024Al. Int J Optomechatronics 14(1). https://doi.org/10.1080/15599612.2020.1789251
Das D, Chaubey AK, Nayak BB, Mishra PC, Samal C (2018) Investigation on cutting tool wear in turning Al 7075/SiCp metal matrix composite, in IOP Conference Series: Materials Science and Engineering 377(1). https://doi.org/10.1088/1757-899X/377/1/012110
Liu HZ, Zong WJ (2019) Prediction model of tool wear volume in precision turning of ceramic particle reinforced aluminum matrix composites. Int J Adv Manuf Technol 100(9–12). https://doi.org/10.1007/s00170-018-2853-5
Thirumoorthy A, Arjunan TV, Arulraj M, Kumaravelan R, Dinesh TCR (2020) Parametric optimisation of high speed turning operation of hybrid aluminium composites using Taguchi-based grey relational analysis. Int J Comput Mater Sci Surf Eng 9(4):261. https://doi.org/10.1504/IJCMSSE.2020.112733
Wang Y, Liao W, Yang K, Teng X, Chen W (2019) Simulation and experimental investigation on the cutting mechanism and surface generation in machining SiCp/Al MMCs. Int J Adv Manuf Technol 100(5–8):1393–1404. https://doi.org/10.1007/s00170-018-2769-0
Laghari RA, Li J, Mia M (2020) Effects of turning parameters and parametric optimization of the cutting forces in machining SiCp/Al 45 wt% composite. Metals (Basel) 10(6):840. https://doi.org/10.3390/met10060840
Sahoo AK, Pradhan S, Rout AK (2013) Development and machinability assessment in turning Al/SiCp-metal matrix composite with multilayer coated carbide insert using Taguchi and statistical techniques. Arch Civ Mech Eng 13(1):27–35. https://doi.org/10.1016/j.acme.2012.11.005
Setia S, Chauhan SR (2020) Comparative analysis and optimization of FEM and RSM based regression model with experimental results for the dry turning of SiCp- Al7075 composite. SILICON. https://doi.org/10.1007/s12633-020-00711-y
Yang Z, Fan J, Liu Y, Nie J, Yang Z, Kang Y (2021) Strengthening and weakening effects of particles on strength and ductility of SiC particle reinforced Al-Cu-Mg alloys matrix composites. Materials (Basel) 14(5):1219. https://doi.org/10.3390/ma14051219
Cao C, Zhang X, Chen T, Chen Y (2017) Effects of processing parameters on microstructure and mechanical properties of powder-thixoforged SiC p /6061 Al composite. Mater Res 20(1):236–248. https://doi.org/10.1590/1980-5373-mr-2016-0466
Paknia A, Pramanik A, Dixit AR, Chattopadhyaya S (2016) Effect of size, content and shape of reinforcements on the behavior of metal matrix composites (MMCs) under tension. J Mater Eng Perform 25(10):4444–4459. https://doi.org/10.1007/s11665-016-2307-x
Wang YJ, Pan MQ, Chen T, Chen LG (2013) The forming mechanism of surface defects on machined surface in high-speed cutting of SiCp/Al composites. Key Eng Mater 579–580:171–176. https://doi.org/10.4028/www.scientific.net/KEM.579-580.171
Allison JE, Cole GS (1993) Metal-matrix composites in the automotive industry: opportunities and challenges. JOM 45(1):19–24. https://doi.org/10.1007/BF03223361
Kainer KU (2006) Basics of metal matrix composites, in Metal Matrix Composites, Weinheim, FRG: Wiley-VCH Verlag GmbH & Co. KGaA, pp. 1–54
Hao S, Xie J (2013) Tensile properties and strengthening mechanisms of SiC p -reinforced aluminum matrix composites as a function of relative particle size ratio. J Mater Res 28(15):2047–2055. https://doi.org/10.1557/jmr.2013.202
Zhang XZ, Chen TJ, Qin YH (2016) Effects of solution treatment on tensile properties and strengthening mechanisms of SiCp/6061Al composites fabricated by powder thixoforming. Mater Des 99:182–192. https://doi.org/10.1016/j.matdes.2016.03.068
Laghari RA, Li J, Laghari AA, Wang S (2020) A review on application of soft computing techniques in machining of particle reinforcement metal matrix composites. Arch Comput Methods Eng 27(5):1363–1377. https://doi.org/10.1007/s11831-019-09340-0
Wang J, Zuo J, Shang Z, Fan X (2019) Modeling of cutting force prediction in machining high-volume SiCp/Al composites. Appl Math Model 70:1–17. https://doi.org/10.1016/j.apm.2019.01.015
Zhou J, Lin J, Lu M, Jing X, Jin Y, Song D (2021) Analyzing the effect of particle shape on deformation mechanism during cutting simulation of SiC P/Al composites. Micromachines 12(8):953. https://doi.org/10.3390/mi12080953
Wang T, Zhang L, Wang X, Xie L, Xu W (2015) A Microstructure-based finite element modelling of the surface defect formation in the cutting of SiCp/Al composites. In: Proceedings of International Conference on Leading Edge Manufacturing in 21st century: LEM21 2015.8. The Japan Society of Mechanical Engineers, pp 0515-1
Srivastava AK, Dixit AR, Tiwari S (2018) A review on the intensification of metal matrix composites and its nonconventional machining. IEEE J Sel Top Quantum Electron 25(2):213–228. https://doi.org/10.1515/secm-2015-0287
Nicholls CJ, Boswell B, Davies IJ, Islam MN (2017) Review of machining metal matrix composites. Int J Adv Manuf Technol 90(9–12):2429–2441. https://doi.org/10.1007/s00170-016-9558-4
Hung NP, Zhong CH (1996) Cumulative tool wear in machining metal matrix composites. Part I: Modelling. J Mater Process Technol 58(1):109–113. https://doi.org/10.1016/0924-0136(95)02114-0
Wang Y, Liao W, Yang K, Chen W, Liu T (2019) Investigation on cutting mechanism of SiC p /Al composites in precision turning. Int J Adv Manuf Technol 100(1–4):963–972. https://doi.org/10.1007/s00170-018-2650-1
Marigoudar RN, Sadashivappa K (2014) Comparison of tool life and surface characteristics of uncoated, coated carbide and ceramic tools during machining of SiC reinforced ZA43 alloy MMC. Mater Sci Technol (United Kingdom) 30(8). https://doi.org/10.1179/1743284713Y.0000000484
Rawal SP (2001) Metal-matrix composites for space applications. JOM 53(4):14–17. https://doi.org/10.1007/s11837-001-0139-z
Sunil Kumar Reddy K, Kannan M, Karthikeyan R, Prashanth S, Rohith Reddy B (2020) A review on mechanical and thermal properties of aluminum metal matrix composites. E3S Web Conf 184:01033. https://doi.org/10.1051/e3sconf/202018401033
Kareem A, Qudeiri JA, Abdudeen A, Ahammed T, Ziout A (2021) A review on AA 6061 metal matrix composites produced by stir casting. Materials (Basel) 14(1):175. https://doi.org/10.3390/ma14010175
Chandramohan D, Murali B (2014) Machining of composites - a review. Acad J Manuf Eng 12(3):67–71
Rajesh S (2014) Processing, performance and machining studies on red mud reinforced aluminum metal matrix composites. Kalasalingam University
Kar KK (2017) Composite materials. Springer Berlin Heidelberg, Berlin, Heidelberg
Venkatesan K, Ramanujam R, Kuppan P (2014) A review on conventional and laser assisted machining of aluminium based metal matrix composites. Eng Rev 34(2):75–84
Composite MM, Composite MM (1994) Turning of metal matrix composite (MMC), in Advances In Manufacturing Technology VIII, CRC Press, pp. 815–822
Ghani JA, Rizal M, Nuawi MZ, Ghazali MJ, Haron CHC (2011) Monitoring online cutting tool wear using low-cost technique and user-friendly GUI. Wear 271(9–10):2619–2624. https://doi.org/10.1016/j.wear.2011.01.038
Tomac N, Tannessen K, Rasch FO (1992) Machinability of particulate aluminium matrix composites. CIRP Ann - Manuf Technol 41(1):55–58. https://doi.org/10.1016/S0007-8506(07)61151-2
Lu S et al (2021) Cutting path-dependent machinability of SiCp/Al composite under multi-step ultra-precision diamond cutting. Chinese J Aeronaut 34(4):241–252. https://doi.org/10.1016/j.cja.2020.07.039
Kesarwani S, Niranjan MS, Singh V (2020) To study the effect of different reinforcements on various parameters in aluminium matrix composite during CNC turning. Compos Commun 22:100504. https://doi.org/10.1016/j.coco.2020.100504
Tripathy SK, Senapati AK (2020) A review on turning analysis of industrial waste reinforced aluminum metal matrix composite. Mater Today Proc 33:5740–5745. https://doi.org/10.1016/j.matpr.2020.05.731
Devaraj S, Malkapuram R, Singaravel B (2021) Performance analysis of micro textured cutting insert design parameters on machining of Al-MMC in turning process. Int J Light Mater Manuf 4(2):210–217. https://doi.org/10.1016/j.ijlmm.2020.11.003
Hira J, Manna A, Gera P, Sharma R, Kumar V (2021) Effect of machining parameters on average surface roughness Ra while turning hybrid Mg-MMC-An experimental approach. J Phys Conf Ser 1854(1):012044. https://doi.org/10.1088/1742-6596/1854/1/012044
Nataraj M, Balasubramanian K (2017) Parametric optimization of CNC turning process for hybrid metal matrix composite. Int J Adv Manuf Technol 93(1–4):215–224. https://doi.org/10.1007/s00170-016-8780-4
Bai W, Roy A, Sun R, Silberschmidt VV (2019) Enhanced machinability of SiC-reinforced metal-matrix composite with hybrid turning. J Mater Process Technol 268:149–161. https://doi.org/10.1016/j.jmatprotec.2019.01.017
Davim JP, Silva J, Baptista AM (2007) Experimental cutting model of metal matrix composites (MMCs). J Mater Process Technol 183(2–3):358–362. https://doi.org/10.1016/j.jmatprotec.2006.10.025
Pathapalli VR, Reddigari MR, Anna EK, Srinivasa Rao P, Ramana Reddy DV (2021) Modeling of the machining parameters in turning of Al-5052/TiC/SiC composites: a statistical modeling approach using grey relational analysis (GRA) and response surface methodology (RSM). Multidiscip Model Mater Struct 17(5):990–1006. https://doi.org/10.1108/MMMS-01-2021-0017
Das D, Pradhan SK, Sahoo AK, Panda A, Satpathy MP, Samal C (2020) Tool wear and cutting force investigations during turning 15 wt% SiCp-Al 7075 metal matrix composite. Mater Today Proc 26:854–859. https://doi.org/10.1016/j.matpr.2020.01.053
Balasubramanian K, Nataraj M, Duraisamy P (2019) Machinability analysis and application of response surface approach on CNC turning of LM6/SiCp composites. Mater Manuf Process 34(12):1389–1400. https://doi.org/10.1080/10426914.2019.1660787
Antić A, Šimunović G, Šarić T, Milošević M, Ficko M (2013) A model of tool wear monitoring system for turning. Teh Vjesn 20(2):247–254
Srinivasa Rohit V, Anne VG, Ramakrishna L (2020) Dynamic force signal analysis in dry finish turning of aluminium metal matrix composites. E3S Web Conf 184:01072. https://doi.org/10.1051/e3sconf/202018401072
Safavi M, Balazinski M, Mehmanparast H, Niknam SA (2020) Experimental characterization of tool wear morphology and cutting force profile in dry and wet turning of titanium metal matrix composites (Ti-MMCs). Metals (Basel) 10(11):1459. https://doi.org/10.3390/met10111459
Kuntoğlu M et al (2020) A review of indirect tool condition monitoring systems and decision-making methods in turning: critical analysis and trends. Sensors 21(1):108. https://doi.org/10.3390/s21010108
Kannan VV, Kannan V, Sundararajan D, Uday Kumar B, Anvesh D, Akhil V (2019) Experimental investigation on turning characteristics of TiC/MoS 2 nanoparticles reinforced Al7075 using TiN coated cutting tool, in SAE Technical Papers (October). https://doi.org/10.4271/2019-28-0165
Swain PK, Das Mohapatra K, Das R, Sahoo AK, Panda A (2020) Experimental investigation into characterization and machining of Al + SiCp nano-composites using coated carbide tool. Mech Ind 21(3):307. https://doi.org/10.1051/meca/2020015
Kim J, Bai W, Roy A, Jones LCR, Ayvar-Soberanis S, Silberschmidt VV (2019) Hybrid machining of metal-matrix composite. Procedia CIRP 82:184–189. https://doi.org/10.1016/j.procir.2019.04.162
Nestler A, Schubert A (2014) Surface properties in ultrasonic vibration assisted turning of particle reinforced aluminium matrix composites. Procedia CIRP 13:125–130. https://doi.org/10.1016/j.procir.2014.04.022
Dong G, Zhang H, Zhou M, Zhang Y (2012) Experimental investigation on ultrasonic vibration assisted turning of Sicp/Al composites. Mater Manuf Process 28(9):120813105547003. https://doi.org/10.1080/10426914.2012.709338
Kim J et al (2022) Ultrasonically assisted turning of micro-SiCp/Al 2124 composite. Procedia Struct Integr 37(C):282–291. https://doi.org/10.1016/j.prostr.2022.01.086
Liu C, Zhao B, Gao G, Jiao F (2002) Research on the characteristics of the cutting force in the vibration cutting of a particle-reinforced metal matrix composites SiCp/Al. J Mater Process Technol 129(1–3):196–199. https://doi.org/10.1016/S0924-0136(02)00649-0
Przestacki D (2014) Conventional and laser assisted machining of composite A359/20SiCp. Procedia CIRP 14:229–233. https://doi.org/10.1016/j.procir.2014.03.029
Wei C et al (2020) High speed, high power density laser-assisted machining of Al-SiC metal matrix composite with significant increase in productivity and surface quality. J Mater Process Technol 285:116784. https://doi.org/10.1016/j.jmatprotec.2020.116784
Kong X, Yang L, Zhang H, Chi G, Wang Y (2017) Optimization of surface roughness in laser-assisted machining of metal matrix composites using Taguchi method. Int J Adv Manuf Technol 89(1–4):529–542. https://doi.org/10.1007/s00170-016-9115-1
Jiao KR, Huang ST, Xu LF (2014) Experimental study on surface quality at different milling speed of high volume fraction SiCp/Al thin walled test-piece. Mater Sci Forum 800–801:15–19. https://doi.org/10.4028/www.scientific.net/MSF.800-801.15
El-Gallab M, Sklad M (1998) Machining of Al/SiC particulate metal-matrix composites part I: tool performance. J Mater Process Technol 83(1–3):151–158. https://doi.org/10.1016/S0924-0136(98)00054-5
Pramanik A, Zhang LC, Arsecularatne JA (2006) Prediction of cutting forces in machining of metal matrix composites. Int J Mach Tools Manuf 46(14):1795–1803. https://doi.org/10.1016/j.ijmachtools.2005.11.012
Lin JT, Bhattacharyya D, Lane C (1995) Machinability of a silicon carbide reinforced aluminium metal matrix composite. Wear 181–183:883–888. https://doi.org/10.1016/0043-1648(95)90211-2
Manna A, Bhattacharayya B (2003) A study on machinability of Al/SiC-MMC. J Mater Process Technol 140(1–3 SPEC):711–716. https://doi.org/10.1016/S0924-0136(03)00905-1
Chambers AR (1996) The machinability of light alloy MMCs. Compos Part A Appl Sci Manuf 27(2):143–147. https://doi.org/10.1016/1359-835X(95)00001-I
El-gallab MS (1999) Machining of particulate metal matrix composites
Kılıckap E, Cakır O, Aksoy M, Inan A (2005) Study of tool wear and surface roughness in machining of homogenised SiC-p reinforced aluminium metal matrix composite. J Mater Process Technol 164:862–867. https://doi.org/10.1016/j.jmatprotec.2005.02.109
Bhushan RK (2013) Optimization of cutting parameters for minimizing power consumption and maximizing tool life during machining of Al alloy SiC particle composites. J Clean Prod 39:242–254. https://doi.org/10.1016/j.jclepro.2012.08.008
Bhushan RK, Kumar S, Das S (2010) Effect of machining parameters on surface roughness and tool wear for 7075 Al alloy SiC composite. Int J Adv Manuf Technol 50(5–8):459–469. https://doi.org/10.1007/s00170-010-2529-2
Tamang S, Chandrasekaran M (2014) Experimental investigation and development of multi response ANN modeling in turning Al-SiCp MMC using polycrystalline diamond tool. Int J CurrEngTechnol 2:1–8
Laghari RA, Li J, Mia M (2020) Effects of turning parameters and parametric optimization of the cutting forces in machining SiCp/Al 45 wt% composite. Metals (Basel) 10(6):840. https://doi.org/10.3390/met10060840
Chandrasekaran M, Tamang S (2014) Desirability analysis and genetic algorithm approaches to optimize single and multi response characteristics in machining Al-SiCp MMC, in 5th International & 26th All India Manufacturing Technology, Design and Research Conference (AIMTDR 2014) December 12th–14th, 2014, IIT Guwahati, Assam, India, (Aimtdr), pp. 1–6
Laghari RA, Li J (2021) Modeling and optimization of cutting forces and effect of turning parameters on SiCp/Al 45% vs SiCp/Al 50% metal matrix composites: a comparative study. SN Appl Sci 3(7):706. https://doi.org/10.1007/s42452-021-04689-z
Laghari RA, Munish Kumar Gupta JL (2020) Evolutionary algorithm for the prediction and optimization of SiCp/Al metal matrix composite machining. J Prod Syst Manuf Sci 2(1):59–69
Kumar R, Chauhan S (2015) Study on surface roughness measurement for turning of Al 7075/10/SiCp and Al 7075 hybrid composites by using response surface methodology (RSM) and artificial neural networking (ANN). Measurement 65:166–180. https://doi.org/10.1016/j.measurement.2015.01.003
Laghari RA, Li J, Xie Z, Wang S-Q (2018) Modeling and optimization of tool wear and surface roughness in turning of Al/SiCp using response surface methodology. 3D Res 9(4):46. https://doi.org/10.1007/s13319-018-0199-2
Laghari RA, Li J, Wu Y (2020) Study of machining process of SiCp/Al particle reinforced metal matrix composite using finite element analysis and experimental verification. Materials (Basel) 13(23):5524. https://doi.org/10.3390/ma13235524
Bhushan RK, Kumar S, Das S (2013) Machining performance of 7075 al alloy SiC metal matrix composite with HSS and carbide tool. J Manuf Technol Res 5(1–2)
Kannan S, Kishawy HA, Deiab I (2009) Cutting forces and TEM analysis of the generated surface during machining metal matrix composites. J Mater Process Technol 209(5):2260–2269. https://doi.org/10.1016/j.jmatprotec.2008.05.025
Kannan S, Kishawy HA (2006) Surface characteristics of machined aluminium metal matrix composites. Int J Mach Tools Manuf 46(15):2017–2025. https://doi.org/10.1016/j.ijmachtools.2006.01.003
Davim JP (2008) Machining. Springer, London, London
An Q, Chen J, Ming W, Chen M (2021) Machining of SiC ceramic matrix composites: a review. Chinese J Aeronaut 34(4):540–567. https://doi.org/10.1016/j.cja.2020.08.001
Di Ilio A, Paoletti A (2012) Machinability aspects of metal matrix composites, in Machining of Metal Matrix Composites, London: Springer London, pp. 63–77
Teti R (2002) Machining of composite materials. CIRP Ann - Manuf Technol 51(2):611–634. https://doi.org/10.1016/S0007-8506(07)61703-X
Narutaki N (1996) Machining of MMC, pp. 359–370
Jani D (2014) Machining of Sic—metal matrix composite (MMC) by polycrystalline diamond (PCD) tools and effect on quality of surface by changing machining parameters. Int J Sci Res Dev 2:106–108
Rajabi A, Ghazali MJ, Syarif J, Daud AR (2014) Development and application of tool wear: a review of the characterization of TiC-based cermets with different binders. Chem Eng J 255:445–452. https://doi.org/10.1016/j.cej.2014.06.078
Muthukrishnan N, Davim JP (2011) An investigation of the effect of work piece reinforcing percentage on the machinability of Al-SiC metal matrix composites. J Mech Eng Res 3(January):15–24
Ozben T, Kilickap E, Çakır O (2008) Investigation of mechanical and machinability properties of SiC particle reinforced Al-MMC. J Mater Process Technol 198(1–3):220–225. https://doi.org/10.1016/j.jmatprotec.2007.06.082
Manna A, Bhattacharyya B (2002) A study on different tooling systems during machining of Al/SiC-MMC. J Mater Process Technol 123(3):476–482. https://doi.org/10.1016/S0924-0136(02)00127-9
Manna A, Bhattacharyya B (2004) Investigation for optimal parametric combination for achieving better surface finish during turning of Al/SiC-MMC. Int J Adv Manuf Technol 23(9–10):658–665. https://doi.org/10.1007/s00170-003-1624-z
Alpas AT, Bhattacharya S, Hutchings IM (2018) 45 wear of particulate metal matrix composites, in Comprehensive Composite Materials II, vol. 4, Elsevier, pp. 137–172
Ding X, Liew WYH, Liu XD (2005) Evaluation of machining performance of MMC with PCBN and PCD tools. Wear 259(7–12):1225–1234. https://doi.org/10.1016/j.wear.2005.02.094
Manna A, Bhattacharayya B (2005) Influence of machining parameters on the machinability of particulate reinforced Al/SiC-MMC. Int J Adv Manuf Technol 25(9–10):850–856. https://doi.org/10.1007/s00170-003-1917-2
Kremer A, Devillez A, Dominiak S, Dudzinski D, El Mansori M (2008) Machinability of Al/SiC particulate metal-matrix composites under dry conditions with CVD diamond-coated carbide tools. Mach Sci Technol 12(2):214–233. https://doi.org/10.1080/10910340802067494
Dabade UA, Joshi SS (2009) Analysis of chip formation mechanism in machining of Al/SiCp metal matrix composites. J Mater Process Technol 209(10):4704–4710. https://doi.org/10.1016/j.jmatprotec.2008.10.057
Kannan S, Kishawy HA, Balazinski M (2013) Analysis of two- and three-body abrasive wear during machining of aluminium-based metal matrix composite. Int J Mater Prod Technol 46(1):81–94. https://doi.org/10.1504/IJMPT.2013.052793
Wang T, Xie L, Wang X, Ding Z (2015) PCD tool performance in high-speed milling of high volume fraction SiCp/Al composites. Int J Adv Manuf Technol 78(9–12):1445–1453. https://doi.org/10.1007/s00170-014-6740-4
Weinert K, König W (1993) A consideration of tool wear mechanism when machining metal matrix composites (MMC). CIRP Ann - Manuf Technol 42(1):95–98. https://doi.org/10.1016/S0007-8506(07)62400-7
Rathod BS, Pandey B (2017) Effect of turning parameters on aluminium metal matrix composites -a review. IOP Conf Ser Mater Sci Eng 225:012276. https://doi.org/10.1088/1757-899X/225/1/012276
Cook MW (1998) Machining MMC engineering components with polycrystalline diamond and diamond grinding. Mater Sci Technol 14(9–10):892–895. https://doi.org/10.1179/mst.1998.14.9-10.892
Repeto D, Fernández-Vidal SR, Mayuet PF, Salguero J, Batista M (2020) On the machinability of an Al-63%SiC metal matrix composite. Materials (Basel) 13(5):1186. https://doi.org/10.3390/ma13051186
Kishawy HA, Kannan S, Balazinski M (2004) An energy based analytical force model for orthogonal cutting of metal matrix composites. CIRP Ann - Manuf Technol 53(1):91–94. https://doi.org/10.1016/S0007-8506(07)60652-0
Hakami F, Pramanik A, Basak AK (2017) Tool wear and surface quality of metal matrix composites due to machining: a review. Proc Inst Mech Eng B: J Eng Manuf 231(5):739–752. https://doi.org/10.1177/0954405416667402
Bushlya V et al (2017) Performance and wear mechanisms of novel superhard diamond and boron nitride based tools in machining Al-SiCp metal matrix composite. Wear 376–377:152–164. https://doi.org/10.1016/j.wear.2017.01.036
Gao L, Liu C, Hou Z, Li C, Shen R, Yang T (2022) Dry turning of SiCp/Al matrix composites with a wide range of particle volume fractions: tool wear characteristics analysis of multi-coated tool. Int J Adv Manuf Technol 121(7–8):5343–5359. https://doi.org/10.1007/s00170-022-09727-7
Kannan A, Mohan R, Viswanathan R, Sivashankar N (2020) Experimental investigation on surface roughness, tool wear and cutting force in turning of hybrid (Al7075 + SiC + Gr) metal matrix composites. J Mater Res Technol 9(6):16529–16540. https://doi.org/10.1016/j.jmrt.2020.11.074
Olortegui-Yume JA, Kwon PY (2007) Tool wear mechanisms in machining. Int J Mach Mach Mater 2(3–4):316–334. https://doi.org/10.1504/ijmmm.2007.015469
Wang YJ, Chen T, Pan MQ, Liu JZ, Chen LG, Sun LN (2013) The evaluation of tool wears in machining of SiCp/Al composites. Adv Mater Res 764:61–64. https://doi.org/10.4028/www.scientific.net/AMR.764.61
Wang X, Popov VL, Yu Z, Li Y, Xu J, Yu H (2022) Study on cutting performance of SiCp/Al composite using textured YG8 carbide tool. Int J Adv Manuf Technol 119(3–4):2213–2222. https://doi.org/10.1007/s00170-021-08353-z
Akhyar Ibrahim G, Che Haron CH, Abdul Ghani J, Said AYM, Abu Yazid MZ (2011) Performance of PVD-coated carbide tools when turning Inconel 718 in dry machining. Adv Mech Eng 3:790975. https://doi.org/10.1155/2011/790975
Yume JAO, Kwon PY (2007) Tool wear mechanisms in machining. Int J Mach Mach Mater 2(3/4):316. https://doi.org/10.1504/IJMMM.2007.015469
Ciftci I, Turker M, Seker U (2004) CBN cutting tool wear during machining of particulate reinforced MMCs. Wear 257(9–10):1041–1046. https://doi.org/10.1016/j.wear.2004.07.005
de Godoy VAA, Diniz AE (2011) Turning of interrupted and continuous hardened steel surfaces using ceramic and CBN cutting tools. J Mater Process Technol 211(6):1014–1025. https://doi.org/10.1016/j.jmatprotec.2011.01.002
Patil RY (2010) Cutting tool wear-mechanisms. J Sci Engg Tech Mgt 2(1):38–42
Yingfei G, Jiuhua X, Hui Y (2010) Diamond tools wear and their applicability when ultra-precision turning of SiCp/2009Al matrix composite. Wear 269(11–12):699–708. https://doi.org/10.1016/j.wear.2009.09.002
Wang Z, Yu B, Liu K, Yin Z, Yuan J, Zhu Y (2020) Performance and wear mechanism of spark plasma sintered WC-Based ultrafine cemented carbides tools in dry turning of Ti–6Al–4V. Ceram Int 46(12):20207–20214. https://doi.org/10.1016/j.ceramint.2020.05.101
Öpöz TT, Chen X (2016) Chip formation mechanism using finite element simulation. Strojniški Vestn - J Mech Eng 62(11):636–646. https://doi.org/10.5545/sv-jme.2016.3523
Haddag B, Atlati S, Nouari M, Barlier C, Zenasni M (2012) Analysis of the cutting parameters influence during machining aluminium alloy a2024-t351 with uncoated carbide inserts. Eng Trans 60(1)
Lin JT, Bhattacharyya D, Ferguson WG (1998) Chip formation in the machining of SiC-particle-reinforced aluminium-matrix composites. Compos Sci Technol 58(2):285–291. https://doi.org/10.1016/S0266-3538(97)00126-7
Fang N (2002) Machining with tool–chip contact on the tool secondary rake face—part I: a new slip-line model. Int J Mech Sci 44(11):2337–2354. https://doi.org/10.1016/S0020-7403(02)00185-6
Mabrouki T et al (2016) Some insights on the modelling of chip formation and its morphology during metal cutting operations. Comptes Rendus Mécanique 344(4–5):335–354. https://doi.org/10.1016/j.crme.2016.02.003
Joshi S, Ramakrishnan N, Ramakrishnan P (1999) Analysis of chip breaking during orthogonal machining of Al/SiCp composites. J Mater Process Technol 88(1–3):90–96. https://doi.org/10.1016/S0924-0136(98)00379-3
Ozcatalbas Y (2003) Chip and built-up edge formation in the machining of in situ Al4C3–Al composite. Mater Des 24(3):215–221. https://doi.org/10.1016/S0261-3069(02)00146-2
Patten JA, Williams A (2007) Numerical simulations of vibration assisted machining, in Proceedings - ASPE Spring Topical Meeting on Vibration Assisted Machining Technology, ASPE 2007, 40, pp. 27–31
Haider J, Hashmi MSJ (2014) Health and environmental impacts in metal machining processes, in Comprehensive Materials Processing 8, Elsevier, pp. 7–33
Nithiya Sandhiya YJ, Thamizharasan MM, Ajay Subramanyam BV, Vijay Sekar KS, Suresh Kumar S (2018) Finite element analysis of tool particle interaction, particle volume fraction, size, shape and distribution in machining of A356/SiCp, in Materials Today: Proceedings 5(8): 16800–16806. https://doi.org/10.1016/j.matpr.2018.06.006
Fang Y, Wang Y, Zhang P, Luo H (2021) Research on chip formation mechanism and surface morphology of particle-reinforced metal matrix composites. Int J Adv Manuf Technol 117(11–12):3793–3804. https://doi.org/10.1007/s00170-021-07921-7
Lu S et al (2020) Finite element investigation of the influence of SiC particle distribution on diamond cutting of SiCp/Al composites. Nanomanufacturing Metrol 3(4):251–259. https://doi.org/10.1007/s41871-020-00074-3
Fathipour M, Hamedi M, Yousefi R (2013) Numerical and experimental analysis of machining of Al (20 vol% SiC) composite by the use of ABAQUS software. Materwiss Werksttech 44(1):14–20. https://doi.org/10.1002/mawe.201300959
Pramanik A, Zhang LC, Arsecularatne JA (2008) Machining of metal matrix composites: effect of ceramic particles on residual stress, surface roughness and chip formation. Int J Mach Tools Manuf 48(15):1613–1625. https://doi.org/10.1016/j.ijmachtools.2008.07.008
Duan C, Sun W, Fu C, Zhang F (2018) Modeling and simulation of tool-chip interface friction in cutting Al/SiCp composites based on a three-phase friction model. Int J Mech Sci 142–143:384–396. https://doi.org/10.1016/j.ijmecsci.2018.05.014
Fnides B, Yallese MA, Mabrouki T, Rigal J-F (2011) Application of response surface methodology for determining cutting force model in turning hardened AISI H11 hot work tool steel. Sadhana - Acad Proc Eng Sci 36(1):109
Srinivasan A, Arunachalam RM, Ramesh S, Senthilkumaar JS (2012) Machining performance study on metal matrix composites-a response surface methodology approach. Am J Appl Sci 9(4):478–483. https://doi.org/10.3844/ajassp.2012.478.483
Muthusamy Subramanian AV, Nachimuthu MDG, Cinnasamy V (2017) Assessment of cutting force and surface roughness in LM6/SiCp using response surface methodology. J Appl Res Technol 15(3):283–296. https://doi.org/10.1016/j.jart.2017.01.013
Dabade UA, Sonawane HA, Joshi SS (2010) Cutting forces and surface roughness in machining Al/SiCp composites of varying composition. Mach Sci Technol 14(2):258–279. https://doi.org/10.1080/10910344.2010.500950
Shoba C, Ramanaiah N, Nageswara Rao D (2015) Effect of reinforcement on the cutting forces while machining metal matrix composites–an experimental approach. Eng Sci Technol Int J 18(4):658–663. https://doi.org/10.1016/j.jestch.2015.03.013
Morin E, Masounave J, Laufer EE (1995) Effect of drill wear on cutting forces in the drilling of metal-matrix composites. Wear 184(1):11–16. https://doi.org/10.1016/0043-1648(94)06541-1
Kannan S, Kishawy HA (2008) Effect of tool wear progression on cutting forces and surface quality during cutting metal matrix composites. Int J Mach Mach Mater 3(3/4):241. https://doi.org/10.1504/IJMMM.2008.020961
Bansal P, Upadhyay L (2016) Effect of turning parameters on tool wear, surface roughness and metal removal rate of alumina reinforced aluminum composite. Procedia Technol 23:304–310. https://doi.org/10.1016/j.protcy.2016.03.031
El-Gallab M, Sklad M (1998) Machining of Al/SiC particulate metal matrix composites part II: workpiece surface integrity. J Mater Process Technol 83(1–3):277–285. https://doi.org/10.1016/S0924-0136(98)00072-7
Iuliano L, Settineri L, Gatto A (1998) High-speed turning experiments on metal matrix composites. Compos Part A Appl Sci Manuf 29(12):1501–1509. https://doi.org/10.1016/S1359-835X(98)00105-5
Sikder S, Kishawy HA (2012) Analytical model for force prediction when machining metal matrix composite. Int J Mech Sci 59(1):95–103. https://doi.org/10.1016/j.ijmecsci.2012.03.010
Lin JT, Bhattacharyya D, Lane C (1995) Machinability of a silicon carbide reinforced aluminium metal matrix composite. Wear 181–183(PART 2):883–888. https://doi.org/10.1016/0043-1648(95)90211-2
Jomaa W, Songmene V, Bocher P, Gakwaya A (2017) FEA-based comparative investigation on high speed machining of aluminum alloys AA6061-T6 and AA7075-T651. Solid State Phenom 261:347–353. https://doi.org/10.4028/www.scientific.net/SSP.261.347
Sai Venkatesh S, Ram Kumar TA, Blalakumhren AP, Saimurugan M, Marimuthu KP (2019) Finite element simulation and experimental validation of the effect of tool wear on cutting forces in turning operation. Mech Mech Eng 23(1):297–302. https://doi.org/10.2478/mme-2019-0040
Gad SI, Attia MA, Hassan MA, El-Shafei AG (2021) A random microstructure-based model to study the effect of the shape of reinforcement particles on the damage of elastoplastic particulate metal matrix composites. Ceram Int 47(3):3444–3461. https://doi.org/10.1016/j.ceramint.2020.09.189
Gad SI, Attia MA, Hassan MA, El-Shafei AG (2021) Predictive computational model for damage behavior of metal-matrix composites emphasizing the effect of particle size and volume fraction. Materials (Basel) 14(9):2143. https://doi.org/10.3390/ma14092143
Shalimov AS, Tashkinov MA (2020) Modeling of deformation and fracture of porous media taking into account their morphological composition. PNRPU Mech Bull 2020(4):175–187. https://doi.org/10.15593/perm.mech/2020.4.15
Shui XJ, Du Zhang Y, Wu Q (2014) Mesoscopic model for SiCP/Al composites and simulation on the cutting process. Appl Mech Mater 487:189–194. https://doi.org/10.4028/www.scientific.net/AMM.487.189
Ghandehariun A, Kishawy HA, Umer U, Hussein HM (2016) Analysis of tool-particle interactions during cutting process of metal matrix composites. Int J Adv Manuf Technol 82(1–4):143–152. https://doi.org/10.1007/s00170-015-7346-1
Kaselouris E, Papadoulis T, Variantza E, Baroutsos A, Dimitriou V (2017) A study of explicit numerical simulations in orthogonal metal cutting. Solid State Phenom 261:339–346. https://doi.org/10.4028/www.scientific.net/SSP.261.339
Majumdar P, Jayaramachandran R, Ganesan S (2005) Finite element analysis of temperature rise in metal cutting processes. Appl Therm Eng 25(14–15):2152–2168. https://doi.org/10.1016/j.applthermaleng.2005.01.006
Necpal M, Pokorný P, Kuruc M (2017) Finite element analysis of tool stresses, temperature and prediction of cutting forces in turning process, in Solid State Phenomena 261 SSP. https://doi.org/10.4028/www.scientific.net/SSP.261.354
Xiang J, Xie L, Gao F (2021) Modeling high-speed cutting of SiCp/Al composites using a semi-phenomenologically based damage model. Chinese J Aeronaut 34(8). https://doi.org/10.1016/j.cja.2020.09.001
Xiang J, Xie L, Hu X, Huo S, Pang S, Wang X (2019) Simulation and experimental research on ultra-precision turning of SiCp/Al composites. Xiyou Jinshu Cailiao Yu Gongcheng/Rare Met Mater Eng 48(5)
Kishawy HA (2012) Turning processes for metal matrix composites, in Machining Technology for Composite Materials, Elsevier, pp. 3–16
Pramanik A, Zhang LC, Arsecularatne JA (2007) An FEM investigation into the behavior of metal matrix composites: tool-particle interaction during orthogonal cutting. Int J Mach Tools Manuf 47(10):1497–1506. https://doi.org/10.1016/j.ijmachtools.2006.12.004
Capello E (2005) Residual stresses in turning. J Mater Process Technol 160(2):221–228. https://doi.org/10.1016/j.jmatprotec.2004.06.012
Bao Y, Zhang X, Lu S, Zhang H (2021) Investigation on the removal characteristics of single-point cutting high-volume fraction SiCp/Al composites. Int J Adv Manuf Technol. https://doi.org/10.1007/s00170-021-07977-5
Wu Q, Zhang L (2020) Microstructure-based three-dimensional characterization of chip formation and surface generation in the machining of particulate-reinforced metal matrix composites. Int J Extrem Manuf 2(4):045103. https://doi.org/10.1088/2631-7990/abab4b
Dandekar CR, Shin YC (2009) Multi-step 3-D finite element modeling of subsurface damage in machining particulate reinforced metal matrix composites. Compos Part A Appl Sci Manuf 40(8):1231–1239. https://doi.org/10.1016/j.compositesa.2009.05.017
Przestacki D, Szymanski P, Wojciechowski S (2016) Formation of surface layer in metal matrix composite A359/20SiCP during laser assisted turning. Compos Part A Appl Sci Manuf 91:370–379. https://doi.org/10.1016/j.compositesa.2016.10.026
Wang Y, Yang LJ, Wang NJ (2002) An investigation of laser-assisted machining of Al2O3 particle reinforced aluminum matrix composite, in J Mater Process Technol 129(1–3). https://doi.org/10.1016/S0924-0136(02)00616-7
Kremer A, El Mansori M (2009) Influence of nanostructured CVD diamond coatings on dust emission and machinability of SiC particle-reinforced metal matrix composite. Surf Coatings Technol 204(6–7). https://doi.org/10.1016/j.surfcoat.2009.06.012
Acknowledgements
The authors acknowledge partial support of the Interdisciplinary Research Center for Intelligent Manufacturing and Robotics at King Fahd University of Petroleum and Minerals in Saudi Arabia.
Author information
Authors and Affiliations
Contributions
Rashid Ali Laghari: writing original draft, design and conceptualization, validation, and project administration.
Muhammad Jamil: editing and writing—original draft; review of the original draft.
Asif Ali Laghari: drawing and designing figures and conceptualization, review of draft, and validation.
Aqib Mashood Khan: data curation; writing—original draft; and validation.
Syed Sohail Akhtar: data curation; formal analysis; visualization; and writing—original draft.
Samir Mekid: data curation; formal analysis; software; and writing—original draft.
Corresponding authors
Ethics declarations
Ethics approval
Not applicable.
Consent to participate
Not applicable.
Consent for publication
Not applicable.
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Laghari, R.A., Jamil, M., Laghari, A.A. et al. A critical review on tool wear mechanism and surface integrity aspects of SiCp/Al MMCs during turning: prospects and challenges. Int J Adv Manuf Technol 126, 2825–2862 (2023). https://doi.org/10.1007/s00170-023-11178-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-023-11178-7