
Abstract
Current processing methods of face gear are mainly limited to gear shaping, gear hobbing, and other processes. Gear skiving is a new efficient gear machining technology, in order to realize the high precision and high-efficiency machining of face gear, this paper puts forward the skiving machining technology of face gear. The main research contents include an analysis of the machining principle and model of face gear skiving, deriving the gear skiving tool model by the modified rack according to the meshing principle, and solving the tooth surface model of face gear by envelope method. The findings suggest that the skiving technology can be used in the efficient machining of face gear, which the cutting edge curve of gear skiving tool can be solved by the intersection of rake face and tool tooth face, and the principle error of gear skiving cutter can be effectively reduced after the modification of rack parabola.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Face gear transmission is a new type of transmission which is engaged by cylindrical gear and face gear as shown in Fig. 1. It is widely used in aerospace and other fields because of its high bearing capacity and low axial installation sensitivity. Face gear is evolved from cylindrical gear and can transfer the motion of intersecting axis motion. Figure 2b shows the evolution of the different angle parameters of the face gear. The diversity of tooth shapes enables face gears to adapt to a wider range of transmission scenarios.

Schematic diagram of face gear transmission

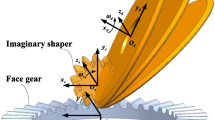
Face gear and skiving process model: a face gear skiving process; b evolution of face gears with different shaft angles
The machining of face gear is the key research direction of gear; many scholars have carried out a lot of research on the design and machining of face gear [1,2,3,4,5,6,7,8,9,10,11]. Litvin et al. [1] and his team have made a comprehensive research on the generation, machining, and tooth surface contact analysis of face gear; Zschippang et al. [2] deduced the tooth surface equation of face gear according to the envelope of involute gear shaper cutter, and the contact path and undercutting problem of face gear are discussed; Based on the meshing principle, Tang et al. [3] proposed the planing method of machining spur gear with four-axis NC planer and the grinding technology of face gear grinding wheel, and verified the feasibility of the method by using simulation software. He et al. [4] simulated the machining of gear shaping and gear grinding, and found that the meshing performance of grinding wheel is better than that of gear shaping. Wang et al. [5] studied the gear hobbing technology of face gear, proposed a spherical hob based on the basis of traditional hob, and analyzed the principle of evolution from cylindrical hob to spherical hob. Zhou et al. [6] has analyzed the face gear NC milling and tooth surface detection. He proposed a new implicit surface model of face gear and considered the curvature into the tool path planning of face gear machining. Mo et al. [7,8,9,10] systematically studied the gear design theory and the load distribution uniformity mechanism of the gear transmission system. In order to improve the machining accuracy and efficiency of face gear, seeking a general machining tool with simple structure, high precision, and high efficiency has become an important direction of face gear research.
Gear skiving is a new high-efficiency machining technology that directly cuts the tooth profile from the blank. At present, the research on skiving technology mainly focuses on the machining principle and tool design method [11,12,13,14,15,16,17,18,19,20]. Stadtfeld [11] briefly described the skiving machining principle through the evolving relationship between gear and rack and pointed out that the production efficiency of skiving machining is higher than gear hobbing and gear shaping. Tapoglou [12] proposed a new skiving cutting model, which can predict the geometry of non-deformable chips, the shape and size of chips generated in the cutting process, and the characteristics of gear clearance. Based on the surface design theory and manufacturing technology, Li et al. [13, 14] proposed the structural design scheme of cutting tools for involute cylindrical gear and established the mathematical model. Guo et al. [15] studied the calculation method of skiving tooth profile error and analyzed the influence of skiving tool grinding and rake angle on gear tooth profile error. Based on the principle of generating machining, Jia et al. [16] constructed the skiving motion model, proposed a calculation method of skiving cutting edge tooth profile from the perspective of discrete profile envelope, and solving the model of the machined tooth surface by envelope method. Su et al. [17] deduced the tooth surface of the modified gear skiving cutter from the rack cutter, established the solid model of the new gear skiving cutter, and compared the cutting edge differences established by the reverse envelope method, formula method, modified rack cutter method, and reduced the tooth surface deviation caused by the principle error through modification. Uriu et la. [18] discussed the influence of the shaft intersection angle of internal gear cutting on the tool parameters and tested the common value of shaft angle through cutting simulation and experiment.
At present, the research of skiving machining technology is mostly applied to cylindrical gear, and some achievements have been made in the corresponding tool design and NC machine tool research, but skiving machining technology is rarely used in face gear at present. In order to improve the machining accuracy and efficiency of face gear, this paper puts forward the face gear skiving machining technology as shown on the left side of Fig. 2a, analyzes the face gear skiving machining principle and tool design theory, as well as the content of tool tooth profile error and modification of the skiving cutter, so as to further improve the gear skiving machining technology. In this paper, the machining principle of face gear skiving, tool design and modification are studied in detail. Chapter 1 analyzed the machining principle of face gear skiving. Chapter 2 studied the design method of the face gear skiving cutter. Chapter 3 analyzed the kinematic model of face gear skiving. Chapter 4 analyzed the principle error source of the gear scraping tool and the modification optimization method is proposed.
2 Machining principle of face gear skiving
Gear skiving is an efficient gear processing method, which is similar to gear shaping and has the motion state of gear hobbing at the same time. The skiving movement is shown in Fig. 3, in which the skiving cutter is a helical bevel gear structure, and the helix angle is β, the initial offset distance between the rotation axis of the skiving tool and the center line of the face gear is H, the initial cutting point is P1, and the final cutting point is P2, vs, and v2 are the linear velocity vector of the skiving tool and the face gear at the initial cutting point, respectively, and vs2 is the relative motion speed of the skiving tool along the extension direction of the tooth profile of the face gear. During machining, the offset distance is continuously adjusted so that the cutting edge of the tool is always tangent to the tooth profile of the face gear at the machining point. The skiving tool and face gear rotate at the angular speed ws and w1, and the skiving tool feeds along the face gear tooth direction until the face gear machining is completed. The relationship between the angular velocities ws and w1 of the cutter and the face gear is shown in Eq. 1, where ns and n2 are the number teeth of the skiving cutter and the face gear, respectively.

Schematic diagram of the skiving movement
The skiving machining model is shown in Fig. 4. The tool axis maintains a constant intersection angle γ with the x-axis direction and feeds along the x-axis during machining. The cutter and the face gear make continuous indexing rotation movement and feed along the tooth profile direction of the face gear to be machined. When the tool is in contact with the workpiece, a series of micro gullies are generated due to forced meshing to form the workpiece tooth surface. Under the linkage of the machine tool, the tooth skiving tool advances along the workpiece tooth profile direction, and then makes feeding movement along the y-axis direction to remove the materials corresponding to the target profile layer by layer, finally complete the processing of the gear tooth profile.

Schematic diagram of gear skiving machine tool
The gear skiving process is shown in Fig. 5. The position of the tool relative to the workpiece is 1–2-3–4-5 in turn. The cutting starts from the tooth root of the cutting edge and moves towards the top of the face gear as the cutting proceeds, as shown in position 2. The cutting point starts the processing of the tooth root at position 3. After the tooth root processing is completed, the gear skiving tool exits the meshing, and the tooth profile of the face gear is gradually formed under the forced meshing and cutting movement of the gear skiving [11].

Schematic diagram of skiving process
3 Design of the skiving cutter
3.1 Tooth surface of gear skiving cutter
The structure of the gear skiving cutter is helical bevel gear. This paper deduces the tooth surface of the modified gear skiving cutter from the rack cutter. Figure 6 is a schematic diagram of the tooth profile of the rack cutter, according to the tooth profile error of the gear skiving cutter gradually increases from the top to the root of the tooth, and the starting point of the modification curve is set at the root of the rack. In the coordinate system Sa, the rack tool tooth profile can be expressed as ra = [au2 u l 0]T, where a is the parabola modification coefficient, u is the distance from the cutting point to the origin Oa, and l is the rack cutter tooth direction position parameter. The tooth profile equation and the normal vector of the rack cutter are expressed as Eq. 7 in the coordinate system Sc [17].
where Mba is the transformation matrix from coordinate system, Sa to coordinate system, Sb, and Mcb is the transformation matrix from coordinate system, Sb to coordinate system Sc, and ha is the addendum height.

Tooth profile diagram of modified rack cutter
Figure 7 shows the coordinate system of the rack cutter for machining the continuously modified gear skiving cutter, Sc is the rack cutter reference coordinate system. Ss0 is the gear skiving cutter reference coordinate system, Ss is the gear skiving cutter moving coordinate system, and l·tanα0 is the displacement at different tooth direction positions of rack cutter. According to the involute gear generating principle, the corresponding rack moves ra·φ along the pitch line. The meshing condition of the gear skiving cutter and the rack cutter is that the connecting line between any point on the cutting edge of the rack cutter and the instantaneous center I is the normal direction of the cutting point, that is, the angle of rotation φ satisfy the Eq. 6. The tooth surface position vector rs and normal loss ns of the skiving cutter in S2 are
where Ms,s0 are the transformation matrix from coordinate system, Ss0 to coordinate system Ss, Ms0,c are the transformation matrix from the coordinate system, Sc to the coordinate system Ss0, ra is the radius of the workpiece pitch circle, and φ is the rotation angle of the gear skiving tool.

Coordinate system of gear skiving tool for rack cutter machining
Non-uniform rational B-splines (NURBS) surface is the tensor product form of the corresponding curve and has good local precision. It is a very excellent modeling method. For B-spline surface fitting of the surface type value points, the control vertices in a topological rectangular array should be inversely calculated. Generally, the inverse calculation problem of the surface is resolved into a two-stage curve inverse calculation. Fitting the tooth surface of the skiving tool, and selecting K × L type value points, set the value points in parameter u direction as Fi,j.
According to the free endpoint condition (10), the u-direction control points Vi,j can be obtained, taking the control points Vi,j as the shape point in the w direction, the B-spline surface control point pi,j is obtained in the same way. Equation (12) is the NURBS surface fitting equation, where Ni,3(u) and Nj,3(w) are the basis functions.
3.2 Cutting edge solution
3.2.1 Rake face model
In the process of gear skiving, there is an axial intersection angle between the tool and the workpiece. Therefore, the plane inclined to a certain angle with the end face is used as the rake face to make the cutting angles of the two edges of the gear skiving cutter close and reduce the edge error of the gear to be processed. In Fig. 8, the coordinate system Ss-Oxyz is the rake face coordinate system, Sa-Oaxayaza is the auxiliary face coordinate system, and S1-O1x1y1z1 is the tool motion coordinate system. The rake face normal vector can be expressed as n(0,0,1) in the coordinate system S, according to Eq. (13), the normal vector of the rake face is n1(cosγesinβ,-sinγe,cosγecosβ) [13, 14].
where γe is the rake angle of the tool, β is the tool helix angle, Ma,s is the matrix of the transformation from the rake surface coordinate system, Ss to the auxiliary surface coordinate system Sa, M1,a is the matrix of the transformation from the auxiliary surface coordinate system, Sa to the tool motion coordinate system S1, and the rake surface equation in S1 is:

Rake face coordinate system

Schematic diagram of surface intersection
3.2.2 Solution of cutting edge intersection
The solution of the skiving cutting edge curve based on the conjugate principle is equivalent to the solution of the intersection of two curved surfaces. The envelope surface of the rack tool tooth surface is the conjugate surface of the skiving tool. The component of the conjugate surface fitting point in the coordinates can be expressed as x2 = P1(u,w), y2 = P2(u,w), and z2 = P3(u,w). The rake surface equation can be written as f(x2,y2,z2) = 0, in this paper, the Newton iteration method is used to approximate the distance between the vertex of conjugate surface mesh and rake face to obtain the main cutting edge. Bring the four vertices of the conjugate face-fit point cloud mesh element into the rake face equation, and the corresponding function values are p(ui,wj), p(ui,wj+1), p(ui+1,wj), and p(ui+1,wj+1). The main calculation steps of the main cutting edge are as follows (Fig. 9):
-
(a)
Bring the components x2 = P1(u,w), y2 = P2(u,w), and z2 = P3(u,w) of the vertices of the mesh in the fitting point cloud into f(x2,y2,z2) and judge the symbol of the vertices of each mesh (greater than 0 is recorded as “ + ”, otherwise it is recorded as “ − ”).
-
(b)
Judge the calculation results of (a). If the symbols of the calculation results of the four vertices in the grid are the same, the grid unit has no intersection with the equal rake face, otherwise, go to (c).
-
(c)
For the element edges with different signs at both ends, the Newton iteration method can be used to calculate the intersection point. Let h(ui+1,wj+1) be “ − ”, h(ui+1,wj) be “ + ”, and ut = ui+1 in the intersection point (ut,wt), and wt can be calculated by Newton iteration formula (17).
$${w}_{k+1}={w}_{k}-\frac{{w}_{k}-{w}_{k-1}}{h\left({u}_{t},{w}_{k}\right)-h\left({u}_{t},{w}_{k-1}\right)}h\left({u}_{t},{w}_{k}\right)$$(17)
Let w1 = wj and w2 = wj+1 to set the iteration accuracy ξ = 0.0001, wt = wk+1 when Eq. (17) iteration to wk+1 − wk < ξ, calculate the corresponding u and w values and substitute them into Eq. (16) to obtain the intersection point (Table 1). Figure 10 is the schematic diagram of solving the cutting edge curve when the rake face intersects with the tool tooth surface. The cutting edge curve in the figure is the intersection line between the rake face and the tool tooth surface, the envelope curve is the intersection line between the rake face and the rack tool envelope surface, ra is the addendum circle, rb is the dividing circle, and rf is the root circle.

Schematic diagram of cutting edge envelope solution
3.3 Skiving cutter model
Taking the orthogonal face gear as an example, build the three-dimensional model of a gear skiving cutter. The design flow is shown in Fig. 11, the rake face equation is obtained with reference to Sect. 3.2; modulus m = 3 mm, the number of teeth z2 = 80, shaft angle γ = 8º. Calculate the point cloud of the tooth surface of the conjugate surface and fit it with the cubic B-spline surface. The cutting edge is obtained by fitting the intersection with Eq. (18):

Gear turning tool design process
Imported the cutting edge point cloud fitted by the cubic B-spline curve into CAD software to construct the tooth surface of gear skiving cutter, the single tooth model is constructed by surface stitching, and the solid model of gear turning tool is obtained by single tooth solid array.
4 Kinematic model of the face gear skiving
4.1 Gear skiving coordinate system
Figure 12 is the gear skiving coordinate system established according to the tooth surface generation principle [1,2,3,4], in which Ss-Osxsyszs is the tool motion coordinate system, S2-O2x2y2z2 is the surface gear motion coordinate system, Ss0-Os0xs0ys0zs0 is the tool reference coordinate system, and S20-O20x20y20z20 is the surface gear reference coordinate system. φ2 is the rotation angle of the face gear, φs is the rotation angle of the skiving cutter, r is the distance between the center point of the face gear and the center point of the skiving cutter, and γ is the axis intersection angle. The envelope equation of face gear skiving tooth surface is as follows:
where Ms0 are the coordinate conversion matrix from Ss to Ss0, M20,s0 are the coordinate conversion matrix from Ss0 to S20, and M2,20 are the coordinate conversion matrix from S20 to S2.

Gear skiving coordinate system
4.2 Solution of enveloping surface model of face gear
The machining process of face gear can be seen as the conjugate evolution movement of the skiving cutter and face gear. The envelope of the gear skiving tool’s cutting edge is the tooth surface of face gear. Figure 13 shows the projection of the cutting edge point cloud in the tooth direction. Take O as the center, set zr uniform radii within the range [ra,rf], all cutting edge point clouds are divided into regions in the circles corresponding to these radii. Because the tooth surface of face gear is located outside the point cloud space of the cutting edge in the process of machining movement, the outer envelope curve of the cutting edge is the envelope curve of face gear. Therefore, in the i-th ring determined by radius [zi,zi + Δz], the two points P1 and P2 furthest from the z-axis in the envelope point cloud of all cutting edges are the points of the face gear envelope at the radius zi. Thus, the envelope of face gear can be solved by identifying P1 and P2 points corresponding to all Zr radii [15, 16].

Cutting edge track tooth direction section
According to the working principle of skiving, changing the rotation angle φs of the skiving tool and the tooth feed amount r in the coordinate system shown in Fig. 6, constitute cutting edge point cloud for different feeds to extract the continuous tooth surface enveloping line, and finally constitutes the enveloping tooth surface of the face gear as shown in Fig. 14. In order to improve the accuracy of tooth surface extraction of face gear, the extracted point cloud is fitted with NURBS surface, and Eq. (23) is the surface fitting equation.

Schematic diagram of enveloping cutting edge
5 Error analysis and modification of gear skiving
5.1 Error analysis
The tooth surface of the tool after grinding can be regarded as composed of the intersection line of the rake surface and a series of modified tooth surfaces, the processed gear is formed through the development processing of the tool, and the cutting motion track of the tool cutting edge has meshed with the processed gear. Therefore, there is no error only when the projection of the cutting edge on the end face coincides with the theoretical tooth shape [20, 21]. However, due to the existence of front angle and back angle, the projection of the cutting edge on the end face is not an involute, so the principle error of gear skiving cutter is formed, as shown in Fig. 15. Where αe and γe are the back angles and front angles, respectively, ra is the radius of the addendum circle, rb is the radius of the dividing circle, and rf is the radius of the root circle.

Schematic diagram of cutting edge error
Table 2 shows the specific parameters of gear skiving. Solving the point cloud of the cutting edge corresponding to different front and back angles and analyzing the error according to the content of Sect. 3.2. Figure 16 shows the tooth profile deviation corresponding to different front angles. It can be seen from the figure that the tooth profile error gradually increases from the tooth top to the tooth root, and increases with the value of the tool rake angle. When the back angle αe = 6° and the front angle γe = 5°, the maximum error value of the left tooth profile is about 24 μm and the maximum error value of the right tooth profile is about 20 μm. The errors on both sides of the tooth profile are different, this is due to the asymmetric projection of the tooth profiles on both sides of the front face.

Tooth profile error on both sides of the tool
5.2 Tool profile modification
Figure 17 shows the variation trend of tooth profile deviation on the right side of the gear skiving cutter under different modification coefficients. Compared with the unmodified tooth profile deviation curve, with the increase of the modification coefficient, the tooth profile deviation first increases, then decreases, and finally increases. When the modification coefficient is a = 0.0005, the overall tooth profile deviation is the smallest. Figure 18 shows the variation trend of the left tooth profile deviation of the gear skiving cutter under different modification coefficients. Similar to the variation trend of the right tooth profile deviation, the tooth profile deviation increases first, then decreases, and finally increases. When the modification coefficient a = 0.0004, the overall tooth profile deviation is the smallest.

Tooth profile error: a left tooth profile error; b right tooth profile error

Tooth surface error: a tooth surface error without modification; b modified tooth surface error
5.3 Influence of the skiving cutter error on tooth surface
Let the rake angle αe = 0° and the front angle γe = 0°, and take the obtained tooth surface as the error-free reference tooth surface. Take the front angle αe = 5° front angle γe = 5° enveloping tooth surface as the comparison tooth surface, analysis of the influence of the modification factor on the error of the left and right flanks. Figure 18a is the cloud diagram of the error distribution of the left and right tooth surfaces corresponding to the situation of no modification. It can be seen from the figure that the maximum error of the left and right tooth surfaces is distributed at the tooth top, in which the maximum error of the left tooth surface is 25 μm and the maximum error of the right tooth surface is 23 μm. Figure 18b is the cloud diagram of tooth surface error corresponding to different modification coefficients. The modification coefficient of the left tooth surface is 0.0005, and the maximum error is about 14 μm. The modification coefficient of the right tooth surface is 0.0004 and the maximum error is about 15 μm.
Figure 19 is error topological diagrams corresponding to different correction coefficients of left and right tooth surfaces. It can be seen from the figure that the tooth surface obtained according to the parabola modification edge envelope can significantly reduce the tooth surface error.

Error diagram of face gear tooth surface: a error diagram of left tooth surface; b error diagram of right tooth surface
6 Conclusion
-
1.
This paper proposed a new type of skiving method for face gear. According to the principle of gear generating machining, continuously adjust the offset distance between the rotary axis of the skiving tool and the rotary axis of the face gear to be machined, and make the skiving tool feed along the tooth direction so that the gear skiving tool can efficiently cut the design tooth profile on the face gear to be machined, which can effectively improve the machining efficiency and accuracy of face gear.
-
2.
Based on the principle of the skiving and generating motion, the calculation method of the cutting edge of skiving tool and a method of solving the tooth surface of face gear based on the contour envelope of the discrete cutting edge is proposed. The conjugate surface of the gear skiving tool is solved according to the tooth profile of the modified rack cutter. The intersection of the rake face and the conjugate surface is solved by Newton iterative method. The mathematical model of the gear skiving tool is constructed by importing the cutting edge data to the CAD software, and the envelope profile of the cutting edge is extracted to obtain the gear tooth surface model.
-
3.
This paper analyzed the error source of the face gear skiving machining and proposed a modification method for the skiving tool. The model of the skiving tool is deduced with a bilateral parabola modified rack tool and analyzed the tool tooth profile and the machining tooth surface error. The result shows that when the modification coefficient a are 0.0005 and 0.0004, respectively, the error of left and right tooth profiles are generally low. Compared with the gear without profile modification, the tooth surface error is reduced by 11 and 8 μm, respectively.
Data availability
The authors confirm that the data supporting the findings of this study are available within the article.
Code availability
Not applicable.
References
Litvin FL, Fuentes A, Zanzi C, Pontiggia M (2002) Design, generation, and stress analysis of two versions of geometry of face-gear drives. Mech Mach Theory 37:1179–1211. https://doi.org/10.1016/S0094-114X(02)00050-2
Zschippang HA, Weikert S, Küük KA, Wegenerb K (2019) Face-gear drive: geometry generation and tooth contact analysis. Mech Mach Theory 142:1–37. https://doi.org/10.1016/j.mechmachtheory.2019.103576
Tang JY, Yin F, Chen XM (2013) The principle of profile modified face-gear grinding based on disk wheel. Mech Mach Theory 70:1–15. https://doi.org/10.1016/j.mechmachtheory.2013.06.013
He GQ, Zhang SY, Wu TP, Zhao N (2021) An approximate design method of grinding worm with variable meshing angle and grinding experiments of face gear. Mech Mach Theory 166:104461. https://doi.org/10.1016/j.mechmachtheory.2021.104461
Wang Y, Tang W, Yin Y, Lan Z, Hou L, Jia S (2017) Hobbing method of face gear based on spherical hob. J Beijing Univ Aeronaut Astronaut 43:441–448. https://doi.org/10.13700/j.bh.1001-5965.2016.0826
Zhou YS, Wu YH, Wang LM, Tang JY, Ouyang H (2019) A new closed-form calculation of envelope surface for modeling face gears. Mech Mach Theory 137:211–226. https://doi.org/10.1016/j.mechmachtheory.2019.03.024
Mo S, Yue ZX, Feng ZY, Shi LJ, Zhou ZX, Dang HY (2020) Analytical investigation on load-sharing characteristics for multi-power face gear split flow system. Proc Inst Mech Eng C J Mech Eng Sci 234:676–692. https://doi.org/10.1177/0954406219876954
Mo S, Zhang T, Jin GG, Cao XL, Gao HJ (2020) Analytical investigation on load sharing characteristics of herringbone planetary gear train with flexible support and floating sun gear. Mech Mach Theory 234(2):1–27. https://doi.org/10.1016/j.mechmachtheory.2019.103670
Mo S, Song YL, Feng ZY, Song WH, Hou MX (2021) Research on dynamic load sharing characteristics of double input face gear split-parallel transmission system. J Mech Eng Sci 236:2185–2202. https://doi.org/10.1177/09544062211026349
Mo S, Zhou CP, Dang HY (2022) Lubrication effect of the nozzle layout for arc tooth cylindrical gears. J Tribol 144(3):031202–031214. https://doi.org/10.1115/1.4052680
Stadtfeld HJ (2014) Power skiving of cylindrical gears on different machine platforms. Gear technology 31:52–62
Tapoglou N (2019) Calculation of non-deformed chip and gear geometry in power skiving using a CAD-based simulation. Int J Adv Manufact Technol 100:1779–1785. https://doi.org/10.1007/s00170-018-2790-3
Li J, Lou BC, Chen XC (2014) Structural design of slice cutter based on free-form surface. Journal of Mechanical Engineering 50:158–164. https://doi.org/10.3901/JME.2014.17.157
Chen XC, Li J, Lou BC (2013) A study on the design of error-free spur slice cutter. Int J Adv Manufact Technol 68:727–738. https://doi.org/10.1007/s00170-013-4794-3
Guo Z, Mao SM, Liang HY, Duan DS (2018) Research and improvement of the cutting performance of skiving tool. Mech Mach Theory 120:302–313. https://doi.org/10.1016/j.mechmachtheory.2017.08.004
Jia K, Guo J, Ma T, Shaoke W (2021) Mathematical modelling of power skiving for general profile based on numerical enveloping. Int J Adv Manufact Technol 116:733–746. https://doi.org/10.1007/s00170-021-07485-6
Su JZ, Wang YQ, Wang P (2021) Modification design and optimization of skiving tool for internal gear. Journal of Xi’an Jiaotong University (Science and Technology) 55:1–6
Uriu K, Osafune T, Murakami T, Nakamura M, Iba D, Funamoto M, Moriwaki I (2017) Effects of shaft angle on cutting tool parameters in internal gear skiving. J Mech Sci Technol 31:5665–5673. https://doi.org/10.1007/s12206-017-1107-z
He S, Xuan JP, Du WH (2020) Spiral tool path generation method in a NURBS parameter space for the ultra-precision diamond turning of freeform surfaces. J Manuf Process 60:340–355. https://doi.org/10.1016/j.jmapro.2020.10.073
Guo EK, Hong RJ, Huang XD, Fang C (2016) Sci Technol 47:70–76. https://doi.org/10.11817/j.issn.1672-7207.2016.01.011
Wu ZY, Wang SM, Zhao DX (2019) Analyses on internal gear skiving accuracy influence by shaft angle error. China Mechanical Engineering 30:2412–2423. https://doi.org/10.3969/j.issn.1004-132X.2019.20.003
Funding
This research is financially supported by the National Key Laboratory of Science and Technology on Helicopter Transmission (no. HTL-0-21G07), the Interdisciplinary Scientific Research Foundation of GuangXi University (no.2022JCC022), the Open Fund of State Key Laboratory of Digital Manufacturing Equipment and Technology, the Huazhong University of Science and Technology (no. DMETKF2021017), the National Natural Science Foundation of China (no. 51805368), the Young Elite Scientists Sponsorship Program by CAST (no. 2018QNRC001), and the Entrepreneurship and Innovation Talent Program of Taizhou City, Jiangsu Province.
Author information
Authors and Affiliations
Contributions
Shuai Mo proposed the detailed method and theoretical analysis. Saisai Wang proposed the research idea and technical scheme. Bingrui Luo carried out the formula derivation and part of data analysis. Shuai Mo was responsible for completing the article. Heyun Bao, Guojian Cen, and Yunsheng Huang were involved in the discussion and significantly contributed to making the final draft of the article. All the authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Ethics approval
Not applicable.
Consent to participate
Not applicable.
Competing interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Mo, S., Wang, S., Luo, B. et al. Research on the skiving technology of face gear. Int J Adv Manuf Technol 121, 5181–5196 (2022). https://doi.org/10.1007/s00170-022-09663-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-022-09663-6