
Abstract
Increasing demand and resource overuse has prompted the exploration of spent secondary materials as a primary raw material for a variety of applications, leading to a more sustainable environment. Spent electric grid ceramic insulator, one of the waste materials of ceramic industry, has a good hardness and strength. It can be reused as value-added material in the Abrasive Water Jet Machining (AWJM) industry. The present work deals with the generation of cost-effective replacement material for abrasive water jet machining from electric insulator rejects (EIR). Mechanical crushing method is opted to generate the abrasive grit for the machining process. Grit generation pattern and the friability of the electric insulator rejects were determined experimentally. The results indicate that the friability of the processed electric insulator rejects is comparable with the commercially available garnet abrasive. Geometric parameters such as sphericity, elongation ratio, and shape factor for the processed electric insulator rejects were studied using scanning electron microscopy. The machining performance indicators for standard aluminium material such as volume of material removal, kerf angle, surface roughness, and cutting width were measured for electric insulator rejects and compared with existing garnet abrasive grain. The experimental results of the newly generated electric insulator reject abrasive were compared with the performance indicators of the garnet abrasive. The observed deviation was lower proving that it can be used as an alternative abrasive in the abrasive jet machining process. Cost analysis and recycling ability predict the economical usability of the newly generated abrasives.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Nowadays, solid waste is a major problem for developing and developed countries [1]. European union itself generates 924 million tons of solid waste every year, out of which, 35% comprises only building construction and sanitary wares [2]. These wastes are disposed of immediately, resulting in massive landfill fields that are a burden to countries in many ways. Researchers are doing elaborate research to reduce construction and demolition waste, but the issue of increasing waste leads to natural disasters [3].
Sanitary wares such as toilet bowls, wash basins, urinals, and bathtubs are used regularly by humans. This is due to their affordability, glossiness, and aversion to chemicals [4]. Even though they are suitable for the remote future, their retirement cannot be an option. This may be due to wavering market-fit, and low maintenance as they are predominantly used for household purposes. After primary use, improper disposal of sanitary wares causes a slew of environmental issues, including clogged drains and animal damage. Generally, industrial recycling programmes do not care about ceramics because it is a tedious process. The option of transportation and segregation of this solid waste is unsuitable due to extra cost. Instead, the residues can be crushed with crushers and used for any enhanced services resulting in reduced costs. Utilisation of these crushed rejects remains a fruitful choice in terms of saving energy and resources, eventually leading to a better living environment. Some researchers attempted to reuse sanitary waste as a replacement for coarse [5] and fine [6] aggregate in concrete production. However, the use of sanitary ware in industrial applications has not ended and continues in other core manufacturing industries.
In the aerospace industry, the AWJM process is widely used in the machining of Carbon Fibre Reinforced Plastic (CFRP) composites which are used in the manufacturing of airframes of the fuselage and wings. This technique is adopted by leading aircraft manufacturers in the world viz. El-Hofy et al. [7]. Currently, the AWJM process is used not only for machining or cutting the workpiece materials but also for profile cutting in aluminium frames and grooving in the grinding wheels, etc. [8]. Garnet abrasive is preferred over silica abrasive in AWJM application because of its ease of crushing and required sharp edges. Nevertheless, it has some shortcomings viz. presence of ilmenite and chloride compounds, non-availability in different sizes, and hike in price [9]. Therefore, experts have shown interest in a finer substitute or supplementary constituent along with the garnet for improvised machining. This proxy can sensibly bridge the gap between demand and supply. In the abrasive water jet machining process, [10] repurposed granite waste has been used as an abrasive grain. This study compared the cutting results of reused granite abrasive grain to that of fresh garnet abrasive grain. According to this study, using granite particles as an abrasive grain alternative to the AWJM method is a safer option. Following that, Aydin et al. [11] examined the AWJM cutting characteristics of garnet, emery, glass bead, and white alumina abrasive grains on the marble workpiece. According to the researchers, fused alumina and silicon carbide have a greater cutting penetration than the standard abrasives. This is due to the abrasive grains’ different solidities, which serve as a regulating factor. Perec et al. [12] reviewed the recycling and cutting performance of different corundum abrasives for the AWJM process. Corundum abrasive demonstrates promising recycling and efficiency of cut for difficult-to-machine materials. Similarly, several researchers have attempted to replace garnet in abrasive water jet applications, as seen in Table 1.
Recently the quality of the cut with cost efficiency was considered in the abrasive water jet machining process [23]. Lianto et al. studied the contour cutting performance of AISI 304 L, and the process was optimised with Taguchi optimization technique for obtaining lower surface roughness and higher volume of material removal. The results show that an increase in the pressure and mass flow rate has a direct impact on achieving the low surface roughness value [24]. And also, the quality of the cutting surface is mostly dependent on the material thickness and traverse speed [25]. In line with previous literature reports, shown in Table 1, the current research is towards the search of replacement material for the garnet in the abrasive water jet machining process. In this regard, this report will explore the use of electric grid insulator rejects in the AWJM process. Electric grid insulators are a type of ceramics that are in high demand due to the growth of power grid sectors [6]. The energy spent for the production of electric insulator ceramic in various stages is high, with both the glazing and sintering stage being the most energy-intensive. This is shown in Fig. 1. Most of the time, after it has served its primary function, this material is called waste. The target of this work is to recycle the energy-intensive material as a value-added material such as abrasive. In terms of energy and economics, the energy spent in mining garnet from mines is greater than the energy spent in crushing electrical insulator reject (EIR). The prime motto of this research focuses mainly on electric insulator rejects as an alternative abrasive material for the machining of aluminium material. The performance, economy, and reusing capability of EIR abrasive are experimentally measured.

Energy embodiment chart of the spent ceramic waste
2 Materials and methods
The source for the electric insulator rejects (EIR) is Sri Venkateshwara minerals, India. After getting the rejects, the rejects were hammered and then crushed continuously using the jaw crusher. Furthermore, the broken fragments were separated into various sizes using a sieve shaker. Among that, abrasive grit with the size of 80 mesh was separated and then used as an alternative abrasive in the AWJM process. For the comparative study, the standard 80 grit garnet abrasive grains were used in the AWJM application.
An optical microscope and Scanning Electron Microscope were used to analyse the morphological features of the reprocessed EIR abrasive grain. The physical properties of the reprocessed and regular grains, such as specific gravity and bulk density, were determined using the gravimetric method. Friability testing measures the toughness of the abrasive grain. Since hardness and toughness dictate the life of the abrasive grain, measuring the toughness of the grain is mandatory. The friability experiment was carried out in a standard ball mill equipment, as per UAMA B74.8 standard.
The geometrical and relative parameters of the garnet and EIR abrasive particles are illustrated in Fig. 2. The relative and geometric dimensions are measured from the captured SEM images of single garnet and EIR grit. The relative dimensions such as elongation ratio is a measure of relative proportion length of the particles with the breadth of respective grit, and the elongation ratio (rE) is mentioned by Eq. (1):
where lp and bp are the length and breadth of the respective particle in µm.

Geometric measurement of 80 mesh abrasive (a) EIR grit and (b) Garnet
The geometrical parameters such as shape factor and sphericity represent the particle shape. The sphericity and shape factor of the particle is defined by Eqs. (2) and (3):
where dmax and dmin represent the maximum and minimum diameter of the particle in µm.
Nowadays aluminium alloy occupies a huge space in the automobile industry. Aluminium 6061 alloys are more popular due to their corrosion resistance and good weldability [26]. So, the workpiece used for this study is standard Aluminium 6061 alloy, and it was purchased from Perfect Metal Works, India. The sample measured 150 mm in length, 150 mm in width, and 15 mm in thickness. Figure 3 shows the sample photos of the EIR particle, garnet, and Aluminium 6061 alloy target. Table 2 shows the mechanical properties of the Aluminium 6061 target [26].

Abrasive particle and workpiece material, (a) Garnet, (b) EIR particle, and (c) Aluminium target
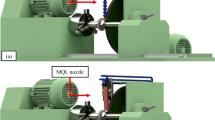
The experimental performance and reusability efficiency of reprocessed electric insulator rejects were analysed in the computer-controlled abrasive water jet machine (Make: OMAX abrasive water jet machine of model-1530). During the experiment, pre-mixed electric insulator rejects and garnet abrasive particles were separately fed through the hopper along with high-pressure water against a target. A nozzle with a diameter of 0.762 mm mixes the abrasives and water, which is then focused on the aluminium workpiece through a focusing tube with a diameter of 0.356 mm. To study the abrasive features of the reprocessed electric insulator rejects, the experimental parameters were kept constant and the various parameters were water pressure of 100 MPa, stand-off-distance of 4 mm, abrasive flow rate of 100 mm/min, and traverse rate of 285 gm/min, respectively. The parameters for the cutting experiment were selected based on the previous study of Sabarinathan et al. [14] focusing on metallic aluminium cutting. Both abrasive particles were used in the machining of aluminium samples, and the experiments were repeated three times for each cutting condition. The accuracy and variation of the experiment were analysed based on the repetition of the experiment.
The cutting performance of the reprocessed abrasive was compared with standard garnet abrasive through a volume of material removal, machining time, cutting depth, kerf width, and surface roughness of the machined aluminium workpiece. Cutting time was calculated using a stopwatch and cutting depth was measured by using a digital vernier calliper with an accuracy of 0.01 mm. The cut zone kerf width was assessed using a video measurement device (Make: VMS 2020). The cut-down section’s kerf width was measured at the entry and exit points, and the kerf angle [27], as shown in Eq. (4).
where t is the aluminium sample thickness, Kt is the kerf top width, and Kb is the kerf bottom width, all in millimetres.
A non-contact style 3D surface roughness tester was used to measure the surface roughness of the cut-down section. In the cut sections, the Talysurf Coherence-correlation interferometry and Talymap platinum software inbuilt algorithm was used to measure the surface roughness parameter such as maximum peak to valley roughness (Rz) and average surface roughness (Ra). Finally, using a scanning electron microscope, the surface profiles and cutting features of the machined surfaces were examined.
3 Results and discussion
3.1 Particle generation of crushed sanitary ware rejects
In general, abrasive grit used for the AWJM application is 80 mesh grit. The crushing process aims to obtain a higher yield of 80 grit particles from the crushing method. Hence, the experiment for crushing electric insulator rejects was done with different jaw distances. After the crushing process, the particles were segregated with different grit sizes. The grit yield was calculated by the standard weighing and sieve analysis method. The obtained results indicate that the larger jaw distance yields the maximum amount of coarse grit particles. If the jaw distance is decreased, there is an increase in the grit yield of medium size grit particles. This is shown in Fig. 4a. In all the cases, the lowest jaw distance of 1 mm produces the required grit size of 80 mesh particles. Smaller jaw distance increases the effective crushing load, creating more finer fraction. Likewise, a higher crushing load was preferred to get a higher yield of medium grit particles. Smaller particles are having the chance of high contact area between the jaw and EIR particle; this will make the particle crush and obtain the required grit easily. A similar observation was also noted on the recovery of sol–gel abrasive grains from the grinding wheel rejects [14]. Figure 4b shows the number of passes required to obtain 80 grit particles during the crushing of electric insulator rejects. The results show that as the number of crushing passes is increased, the number of particles produced in the 80 grit increases as well. With an increase in the number of passes through a jaw crusher, the crushing results yielded a higher percentage of 80 grit. The reason for the higher yield is that the lump used for the particle generation is coarse and the effective repetitive action and hammering load on the particles were high. This results in a greater chance of fragmentation of EIR abrasive grains. A similar observation was made on the ball mill crushing process of ceramic sanitary ware rejects by Cuhadaroglu and Kara [28].

Crushing pattern of electric insulator rejects (a) Grit sizes with varying jaw distance and (b) 80 grit yield with the number of crushing pass
3.2 Friability analysis of recovered electric insulator rejects
Friability analysis gives toughness and life of the abrasives of reprocessed (crushed electric insulator rejects) and standard garnet. Figure 5 depicts the friability results of standard garnet and EIR abrasives. The findings indicate that both abrasives have a similar crushing pattern. In the case of EIR abrasive, the crushed down grains are mostly settled in the base pan. However, the garnet abrasive generates a greater number of fines as compared with the EIR abrasives. It means that EIR abrasive has less breakage than the garnet abrasive. The friability percentage of the standard garnet and electric insulator rejects were 29% and 33%. Since both particles have a close friability pattern, the newly generated EIR abrasive particles can be used as an alternative abrasive in AWJM applications.

Friability pattern of new garnet and EIR particles
3.3 Mechanical and geometric dimension of recycled abrasive particles
Table 3 presents the geometric parameter results of studied abrasive particles. The outcome demonstrates that the elongation ratio of EIR abrasive particles is slightly higher than that of garnet. Likewise, the shape factor of the EIR abrasive particle is lower than the garnet abrasive. It is clear from both cases that the EIR particles are marginally sharper than the garnet abrasive, which helps make an indentation on work materials during the AWJM process. The density and hardness of garnet were 4.03 g/cm3 and 6.5 Mohs scales. Comparatively, the EIR abrasive particle results in lower density and hardness value of 2.64 g/cm3 and 6 Mohs scales. The sphericity of EIR particles was higher when compared with garnet abrasives. This indicates that EIR particles have a larger number of sharp edges as compared to garnet abrasive. Qu et al. [29] made a similar observation on the mineralogical properties of various abrasives such as garnet and silica sand on shale minerals.
3.4 Cutting feature analysis of standard garnet and EIR particles
Table 4 compares the cutting performance of EIR abrasive to that of garnet abrasive particles. Material Removal Rate (MRR) measures the amount of material extracted from the machined surface during the cutting process. The result shows that a higher volume of material (1.89 g/min) was recorded for garnet abrasive as compared to EIR abrasive. The reason is that garnet abrasive has a higher hardness and a high mass to volume ratio (density), which contributes to the high kinetic energy of the water beam. In the present case, the volume of material removal for the EIR abrasive is slightly lower, but it can be matched with the commercially available garnet abrasive. Cosansu and Cogun [19] previously published a report on reusing colemanite powder as a substitute abrasive for garnet abrasive in the AWJM process.
Cutting width is a measure of the actual size of the cutting performed by the water jet coming out of the nozzle. According to Fig. 6, the cutting width of the aluminium sample with EIR abrasive was narrower. When EIR abrasive was used, the top and bottom width of the cut-down part were less than 12%. Aydin et al. [10] reported a similar impact on cutting width reduction by using reclaimed granite abrasive as an alternate abrasive in the AWJM process. The experimental results indicate that the cutting width of an aluminium sample with EIR abrasive was close to the cutting width obtained with garnet abrasive.

Performance results of machined surface (a) Cutting width and (b) Kerf angle
Kerf geometry is an important parameter for determining the angle of cut of the cut-down section. In the AWJM process, a cutting slot on work material is seen in two sections: top and bottom width. The top width is often more than the bottom width. According to the experimental findings, the kerf angle at entry and exit was greater for the EIR particle as an abrasive. This is because the EIR abrasive loses its cutting characteristic as well as water jet energy as the water jet penetrates in the thickness direction. When machining thicker samples, the standoff distance between the work and the nozzle increases. This increases the likelihood of obtaining a higher taper angle. As can be seen from the results, garnet abrasive was used to achieve a smaller kerf angle than the EIR abrasive. This is attributable to the garnet abrasive’s higher hardness and heaviness. Several researchers made similar observations about the lower kerf angle on glass material with different abrasives such as silicon carbide, alumina, and garnet [21].
The aim of measuring the cutting depth and time is to determine the maximum thickness of the cut and the time required for machining when deploying new abrasives. Cutting depth is a measurement of an abrasive’s ability to penetrate deeper under constant cutting parameters. According to Table 4, the EIR abrasive has a maximum penetration depth of 12.25 mm, and the garnet abrasive has a maximum penetration depth of 14.22 mm. Hardness and density are two properties that must be considered in order to achieve greater cutting depth. Axinte et al. [20] explained that the hardness of the abrasive determines the cutting wear zone depth and cutting depth when cutting work materials using an abrasive water jet machining method. In both cases, the EIR particle has a lower hardness and density, resulting in a lower cutting depth.
Cutting time for the EIR abrasive was estimated for a 100 mm length of 15 mm thick aluminium sample while keeping the cutting parameters constant. The results reveal that the EIR particle takes a 2% longer time than the garnet abrasive. However, the current EIR abrasive will open up a new arena for alternate abrasives that satisfy all of the properties of the garnet abrasive. As a result, this current abrasive could be used to replace garnet AWJM processes.
3.5 Surface feature analysis of AWJM machined aluminium workpieces
Figure 7 shows the surface characteristics of the machined aluminium sample. Surfaces produced by abrasive machining are divided into two zones: cutting and deformation wear zone. The cutting wear zone has a smooth surface texture, and the deformation zone has craters and valleys. In this study, Fig. 8 shows the surface characteristics such as maximum peak to valley roughness (Rz) and average surface roughness (Ra) were determined along the thickness direction. The experimental results show that the highest Ra and Rz value of 4.91 µm and 26.77 µm was observed in the deformation wear zone with the EIR abrasive while machining of aluminium sample. The increased values are due to the abrasive jet’s lack of kinetic energy and the water jet’s deflection in that deformation region, which results in the uneven cutting of multiple sharp edges by EIR abrasive [30]. Alsoufi et al. [31] found a similar effect of increased surface roughness in the deformation zone on Carrara marble. Increased water pressure, on the other hand, increases the kinetic energy of the water beam, resulting in a smoother cutting operation. In all the cases, the surface roughness of the machined surface was finer at the entrance and became gradually rougher at the exit.

Cutting zone of the machined surfaces (a) Kerf width, (b) Wall of machined surface, and (c) 3D surface of the machined surface
The material removal mechanisms for ductile aluminium material were abrasion and erosion in the cutting wear region, as well as ploughing and micro-cutting in the deformation zone. SEM photographs were used to reflect the cutting function of the machined aluminium sample’s cut part. Figure 9a, b depicts an SEM image of the cutting wear region of an aluminium sample machined with EIR and garnet abrasives. Because of the ductile nature of the aluminium material, garnet and EIR abrasive grain were embedded in the cutting wear region, as seen in Fig. 9a, b. By performing elemental analysis on the respective region, the embodied particle is confirmed to be EIR and garnet abrasive. Many researchers observed the embodiment of garnet abrasive particles on the machining surface when machining with ductile materials [32, 33]. The main difference in the elemental observation is, there is a presence of manganese compound in the EIR abrasive particle, compared with garnet abrasive. And the other compositional difference in the elemental composition of EIR rejects is alumina, silica, oxygen, and iron. The major composition of EIR abrasives is alumina silicate, much similar to garnet. Since EIR is fired around 1000 ℃, it is hard and friable, like garnet. Hence, EIR can be cut like garnet. The elemental analysis is shown in Fig. 10.

(a) Ra, (b) Rz values of two different abrasive machined surfaces, (c) 3D surface profile of the striation zone @ garnet, and (d) Striation zone @ EIR particle.

SEM images of cutting wear zone of machined aluminium surface (a) Garnet, (b) EIR particle, (c) EDS analysis of garnet, and (d) EDS analysis of EIR particle

EDS elemental mapping of the abrasive grains (a) Garnet and (b) EIR abrasive
SEM representations of the cutting wear region of an aluminium sample machined with garnet and EIR abrasives are seen in Fig. 11a1, a2. In the cutting wear region, micro erosion and abrasion are clearly visible, resulting in the forming of a burr. Figure 11a2 shows that a comparatively larger proportion of burr is formed while machining with EIR abrasive, increasing the surface roughness of the cutting wear region.
SEM images of the deformation zone of an aluminium sample machined with garnet and EIR abrasives are seen in Fig. 11b1, b2. Normally, the jet angle at the entrance is shallow and capable of easily penetrating without deflection. As the sample thickness increases, the jet becomes more diversified, resulting in deflection of the abrasive water jet and irregular machining in the form of craters and valleys in the deformation zone. When compared to garnet, the EIR abrasive produces marginally higher cutting marks, resultant in higher surface roughness in this region.
3.6 Recycling capability of EIR particle
Reusability of abrasive is calculated in terms of the number of cycles by recycling EIR abrasive particles repeatedly in the AWJM process. The abrasive grains were filtered from the collector tank after each cycle, and then abrasives were sieved. The grits retained at 80 grit sieves were reused in the next machining experiment run. The abrasive grains were filtered by a special cloth catcher with a rotating drum which is placed inside the catcher tank. So, the abrasive fines and aluminium debris are collected in the special catcher. After collecting the fragments, it was dried and sieved by the sieve shaker. The coarse grit which was above 60 mesh was separated from the grains. The alloy fragments were dissolved by using a 20% NaOH solution. Then the abrasive grains are dried and sieved using a sieve shaker to analyse the particle size distribution of the abrasive grains. A similar kind of special type of catcher was used by various researchers for collecting abrasive grains [34]. The response of recycling capabilities was measured in terms of the total quantity of grains that could be reused in the next cycle. Figure 12 shows the particle size distribution plot of recycled and fresh garnet and EIR abrasives. From the results, it is observed that with increased recycling the spread becomes dispersed and increases in the small particle size. Comparatively, the recycling capability is better for garnet abrasive than the EIR abrasive. For the first two cycles of recycling the distribution of lower particle size is less when compared with third time recycling. So, this EIR abrasive was also possible to recycle for a limited cycle of experiments.

SEM image of machined aluminium sample (a1, a2) Cutting wear zone of using garnet and EIR abrasives, (b1, b2) Deformation zone of garnet and EIR abrasives
Figure 13 depicts the relative size of EIR and garnet abrasive grain size represented in optical images after each cycle of operation. It is known that the abrasive efficiency is decreased with each number of consecutive cycles due to continuous size reduction caused by abrasive particle breakage, as compared to fresh abrasive. For garnet abrasive, the grit retention after the first cycle to be 79%, followed by the second cycle the retention quantity is estimated to be 42% and for the third cycle, the abrasive retention will be 18%. In the case of EIR abrasive, the first cycle retention quantity for reusing is estimated to be 76%, the second cycle to be 35% reused, and the third cycle to be less than 10% of the EIR abrasives reused. This clearly shows that the recycling potential of EIR particles was good before the second cycle; after that, the abrasive’s recycling potential is low. Similarly, Babu and Chetty [22] measured the retention quantity for reusing and the number of recycles for garnet abrasive in AWJM application and found that retention quantity was 31% in the 4th cycle. This finding leads to a comparison of the performance of EIR recyclability to garnet abrasive, which was found to be less than an order of magnitude.

Particle size distribution of fresh and recycled abrasive (a) Garnet and (b) EIR particle

Recycling capability of abrasive particle (a–d) Garnet and (e–h) EIR abrasive
3.7 Sustainable approach on economic aspects of using EIR particle as alternative abrasive
The use of waste, such as electrical insulator rejects, as one of the primary raw materials for the AWJM application conserves resources. The performance of the EIR abrasive is competitive, and in some cases, it matches the performance of regularly used garnet abrasives. More crushing plants are now commercially available on the market, and they are capable of crushing ceramic waste from its original shape to the appropriate grit size. This will result in cleaner production and improved waste disposal. In terms of cost and environmental considerations, sustainable use of this kind of waste contributes to wealth. The cost of electrical insulator waste per kg was approximately ₹27.47 including crushing and sieving cost, while the cost of garnet per kg was approximately ₹52.45. This shows the potential saving of substituting garnet by EIR abrasive. It is concluded that the substitution of EIR for garnet in the AWJM process would undoubtedly increase the wealth of the abrasive machining industry while also providing greater environmental benefits.
4 Conclusion and future recommendations
This paper reports that ceramic industry waste can be sustainably reused as a low-cost alternative abrasive material for AWJM applications. The results are summarised below:
-
1.
During crushing of Electric Insulator Rejects (EIR) abrasive particle, as the jaw distance decreases the yield of 80 grit increases until 1 mm of jaw distance.
-
2.
Friability percentage of the standard garnet and electric insulator rejects were 29% and 33%. Both the particles show a very close friability pattern. The geometrical results of produced electric insulator reject particle shows a higher elongation ratio and sphericity when associated with garnet abrasive.
-
3.
The cutting performance indicators such as material removal rate, surface roughness, and kerf angle of the machined surface depict that the reprocessed EIR abrasive does not possess superior results to the garnet abrasive. But the performance of EIR abrasive matches with the commercially available garnet abrasives.
-
4.
Cost-effectiveness for long operation is beneficial by using newly produced EIR abrasives. The cost of electric insulator waste per kg is around ₹27.47, compared to the cost of garnet which is ₹52.45 per kg. This shows that EIR abrasive usage can lead to a saving in cost.
-
5.
The reusability of EIR abrasive for the first, second, and third cycle of cut was 76%, 35%, and 10%, respectively.
From the point of future recommendation, this kind of aluminosilicate minerals (EIR) can be reused for rough cutting and long-run process for the machining of aluminium samples.
References
Abdel-Shafy HI, Mansour MS (2018) Solid waste issue: sources, composition, disposal, recycling, and valorization. Egypt. J Petrol 27(4):1275–1290
Ruiz LA, Ramón XR, Domingo SG (2020) The circular economy in the construction and demolition waste sector–a review and an integrative model approach. J Clean Prod 248: 119238
Jayasuriya A, Shibata ES, Chen T, Adams MP (2021) Development and statistical database analysis of hardened concrete properties made with recycled concrete aggregates. Resour Conserv Recy 164:105121
Zanelli C, Conte S, Molinari C, Soldati R, Dondi M (2020) Waste recycling in ceramic tiles: a technological outlook. Resour Conserv Recy 105289
Medina C, Frías M, De Rojas MS (2012) Microstructure and properties of recycled concretes using ceramic sanitary ware industry waste as coarse aggregate. Construct Build Mater 31:112–118
Vieira T, Alves A, De Brito J, Correia JR, Silva RV (2016) Durability-related performance of concrete containing fine recycled aggregates from crushed bricks and sanitary ware. Mater Des 90:767–776
El-Hofy M, Helmy MO, Escobar-Palafox G, Kerrigan K, Scaife R, El-Hofy H (2018) Abrasive water jet machining of multidirectional CFRP laminates. Procedia CIRP 68:535–540
Zhang Z, Yao P, Huang C, Wang J, Xue D, Deng W, Zhang Z (2019) Investigation and modeling of microgrooves generated on diamond grinding wheel by abrasive waterjet based on Box-Behnken experimental design. Int J Adv Manuf Technol 100(1–4):321–332
Olson D (2016) Industrial minerals review 2015. Min Eng 68(7):30
Aydin G, Kaya S, Karakurt I (2017) Utilization of solid-cutting waste of granite as an alternative abrasive in abrasive waterjet cutting of marble. J Clean Prod 159:241–247
Aydin G, Kaya S, Karakurt I (2019) Effect of abrasive type on marble cutting performance of abrasive waterjet. Arab J Geosci 12(11):357
Perec A, Pude F, Grigoryev A, Kaufeld M, Wegener K (2019) A study of wear on focusing tubes exposed to corundum-based abrasives in the waterjet cutting process. Int J Adv Manuf Technol 1–13
Balaji K, Kumar MS, Yuvaraj N (2021) Multi objective taguchi–grey relational analysis and krill herd algorithm approaches to investigate the parametric optimization in abrasive water jet drilling of stainless steel. Appl Soft Comput 102:107075
Sabarinathan P, Annamalai VE, Rajkumar K (2020) Sustainable application of grinding wheel waste as abrasive for abrasive water jet machining process. J Clean Prod 261:121225
Zhu Y, Lu W, Zuo D, Xiao H, Cao D, Ko TJ, Wu J, Yin Y (2019) Development of abrasive jet polishing by using amino thermosetting plastic abrasive for aluminum alloy. J Manuf Process 43:218–228
Thamizhvalavan P, Arivazhagan S, Yuvaraj N, Ramesh B (2019) Machinability study of abrasive aqua jet parameters on hybrid metal matrix composite. Mater Manuf Process 34(3):321–344
Wang T, Hou R, Lv Z (2017) Experimental investigation on the material removal of the ultrasonic vibration assisted abrasive water jet machining ceramics. Adv Mater Sci Eng Int J 1–6
Srinivas S, Babu NR (2012) Penetration ability of abrasive waterjets in cutting of aluminum-silicon carbide particulate metal matrix composites. Mach Sci Technol Int J 16(3):337–354
Cosansu G, Cogun C (2012) An investigation on use of colemanite powder as abrasive in abrasive waterjet cutting (AWJC). J Mech Sci Technol 26(8):2371–2380
Axinte DA, Srinivasu DS, Kong MC, Butler-Smith PW (2009) Abrasive waterjet cutting of polycrystalline diamond: a preliminary investigation. Int J Mach Tools Manuf 49(10):797–803
Khan AA, Haque MM (2007) Performance of different abrasive materials during abrasive water jet machining of glass. J Mater Process Technol 191(1–3):404–407
Babu MK, Chetty OK (2003) A study on recycling of abrasives in abrasive water jet machining. Wear 254(7–8):763–773
Llanto JM, Vafadar A, Aamir M, Tolouei-Rad M (2021a) Analysis and optimization of process parameters in abrasive waterjet contour cutting of AISI 304L. Metals 11(9):1362
Llanto JM, Tolouei-Rad M, Vafadar A, Aamir M (2021b) Impacts of traverse speed and material thickness on abrasive waterjet contour cutting of austenitic stainless steel AISI 304L. Appl Sci 11(11):4925
Llanto JM, Tolouei-Rad M, Vafadar A, Aamir M (2021c) Recent progress trend on abrasive waterjet cutting of metallic materials: a review. Appl Sci 11(8):3344
Aamir M, Tolouei-Rad M, Giasin K, Vafadar A (2020) Machinability of Al2024, Al6061, and Al5083 alloys using multi-hole simultaneous drilling approach. J Mater Res Technol 9(5):10991–11002
Natarajan Y, Murugesan PK, Mohan M, Khan SA (2020) Abrasive water jet machining process: a state of art of review. J Manuf Process 49:271–322
Cuhadaroglu AD, Kara E (2016) The investigation of breakage kinetics of vitrified sanitary ware wastes in laboratory scale ball and stirred mills. Part Sci Technol 34(1):9–16
Qu H, Wu X, Liu Y, Feng Y, Tang S, Zhang S, Hu Y (2020) Effect of shale mineralogy characteristics on the perforation performance and particle fragmentation of abrasive waterjet. Powder Technol 367:427–442
Xu S (2006) Modelling the cutting process and cutting performance in abrasive waterjet machining with controlled nozzle oscillation (Doctoral dissertation, Queensland University of Technology)
Alsoufi MS, Suker DK, Alhazmi MW, Azam S (2017) Influence of abrasive waterjet machining parameters on the surface texture quality of Carrara marble. J Surf Eng Mater Adv 7(2):25–37
Uthayakumar M, Khan A, Kumaran T, Slota A, Zajac J (2016) Machinability of nickel-based superalloy by abrasive water jet machining. Mater Manuf Process 31:1733–1739. https://doi.org/10.1080/10426914.2015.1103859
Boud F, Carpenter C, Folkes J, Shipway PH (2010) Abrasive waterjet cutting of a titanium alloy: the influence of abrasive morphology and mechanical properties on workpiece grit embedment and cut quality. J Mater Process Technol 210(15):2197–2205
Andrzej P (2018) Experimental research into alternative abrasive material for the abrasive water-jet cutting of titanium. Int J Adv Manuf Technol 97(1–4):1529–1540
Funding
The project was supported by the Ministry of Mines, Government of India, New Delhi for the funding support [Grant number- Met4-14/10/2019].
Author information
Authors and Affiliations
Contributions
P. Sabarinathan: conceptualization, investigation, writing — review & editing; K. Rajkumar: resources, supervision, & validation; V.E. Annamalai: data acquisition, visualisation, & project administration; K. Vishal: data acquisition and validation.
Corresponding author
Ethics declarations
Ethics approval
Not applicable.
Consent to participate
Not applicable.
Consent for publication
Not applicable.
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Palaniyappan, S., Veiravan, A., Kaliyamoorthy, R. et al. Sustainable solution to low-cost alternative abrasive from electric ceramic insulator waste for use in abrasive water jet machining. Int J Adv Manuf Technol 120, 5243–5257 (2022). https://doi.org/10.1007/s00170-022-09077-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-022-09077-4