
Abstract
As the only cold processing technology at present, abrasive water jet (AWJ) has been successfully applied in many industrial fields. However, the tool of the AWJ is a soft knife, which will be deformed during the cutting process, resulting in kerf error, which seriously affects the machining accuracy. At present, the commonly used method to eliminate the kerf error is the taper compensation processing method. However, the contour curve of the kerf is not a straight line in most cases, so that there are still residual errors in the processing of the taper compensation method. In this paper, the residual error is defined as the deviation error, that is, the maximum error of the kerf contour deviating from the taper direction. Based on the experiment of AWJ cutting aluminum alloy 6061-T6, a detailed study is carried out on the influence of processing parameters such as cutting speed, water pressure, abrasive flow rate, and material thickness on the deviation error, and an empirical model of the deviation error is established through data fitting. This will help to better understand the kerf error of AWJ and has important guiding significance for optimizing processing parameters and improving processing accuracy.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
In the 1970s, the technology of pumps advanced by leaps and bounds, which can generate pressures exceeding 300 MPa. This provided conditions for the formation of high-pressure water jet. Soon after, the high-pressure water jet technology officially came out [1,2,3]. High-pressure water jet was first widely used for cutting soft materials and breaking rocks. Until the 1980s, abrasive particles were mixed into water to form an abrasive water jet (AWJ), which greatly enhanced the cutting ability [4]. AWJ has strong processing capabilities and belongs to cold processing technology. It has shown great advantages in the processing of materials, especially in the processing of various difficult-to-process materials or heat-sensitive materials, and has received extensive attention from the manufacturing industry [5].
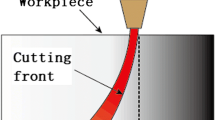
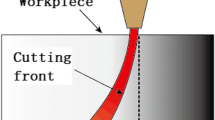
However, unlike traditional processes such as drilling, where the cutting edge continually receives energy compensation during the entire machining process, an AWJ continually loses its energy due to dissipation along its path. Therefore, in a typical AWJ kerf cutting process, the cutting power of the jet decreases from the top of workpiece to the bottom, leaving a kerf error, which seriously affects the machining accuracy [6]. In order to improve the processing accuracy of AWJ, many scholars have carried out a lot of research on the kerf error.
As early as the 1970s, Crow and Rehbinder conducted research on cutting rocks with pure water jets, analyzed the mechanism of rock failure, and established corresponding models [7, 8]. Hashish et al. developed a theory of penetrating various solid materials through continuous high-speed water jets and expanded it to predict the volume removal of material and the impact of stand-off distance and multiple cuts [9, 10]. In the 1980s, Hashish pioneered the study of AWJ, explored the influence of different AWJ parameters on the cutting depth and quality produced, and established a model to determine the optimal processing parameters [11, 12]. This model lays a theoretical foundation for the follow-up AWJ research. Hlaváč et al. studied the influence of cutting speed on the kerf error and, on this basis, proposed a nozzle inclination compensation cutting method to eliminate the kerf error formed during the cutting process [13, 14]. Yuvaraj et al. studied the influence of pressure, abrasive grain size, and incident angle on the taper of the kerf through the experiment of abrasive water jet cutting D2 steel and obtained the best combination of processing parameters [15, 16]. Viganò et al. conducted experiments on cutting large-thickness and complex-shaped ceramic sponges with AWJ, studied the influence of process parameters on cutting quality, and optimized the process parameters on this basis [17]. Armağan et al. pointed out that the parameters that have the greatest influence on the roughness of the cutting section are the target distance, followed by pressure and abrasive flow rate, and the traverse speed also has a certain influence [18]. Wang et al. conducted an in-depth analysis of the kerf profile of the AWJ and pointed out that the traditional “kerf taper” used to characterize the kerf profile is not accurate and has large errors [19, 20]. Li et al. conducted experiments on cutting plain weave carbon fiber reinforced composites with AWJ, and the results showed that AWJ processing generally only causes edge damage and does not produce material delamination [21]. Perec conducted an experimental study on AWJ cutting of titanium alloy materials, and pointed out that the slower the cutting speed, the deeper the cutting depth, and the influence of the abrasive flow rate on the cutting depth is not obvious [22]. Schwartzentruber et al. studied the influence of process parameters on kerf roughness based on the experiment of AWJ cutting carbon fiber reinforced composite materials and established a kerf roughness model [23]. Kumaran et al. conducted experiments on cutting carbon fiber reinforced plastics with AWJ, and the results showed that the water pressure and target distance have the greatest influence on the kerf roughness, and increasing the water pressure can effectively improve the surface quality of the kerf [24]. Gnanavelbabu et al. pointed out that the water pressure and cutting speed have a greater impact on the taper of the kerf based on the AWJ cutting of aluminum alloy composite materials [25]. Miao studied the kerf morphology through AWJ cutting experiments; proposed a variety of methods to improve cutting quality, such as secondary cutting, multiple cutting, and oblique cutting; and established a stacking cutting depth prediction model [26]. Azmi et al. used AWJ to process layered fiber reinforced polymer composites and found that the taper error is mainly affected by standoff distance and nozzle movement speed and then established a taper error model [27]. Shanmugam et al. pointed out that nozzle movement speed and water pressure are the most important processing parameters that affect taper error and established a mathematical model based on experimental data [28].
On the basis of in-depth study of the kerf error, a method called taper compensation to eliminate kerf error was proposed and successfully applied to the precision machining of AWJ. In this method, the jet is inclined at an angle along the direction perpendicular to the nozzle movement to eliminate the kerf error. The compensation result of this method is to keep the upper and lower dimensions of the sample the same, as shown in Fig. 1.

Comparison of kerf profiles from cutting with and without taper compensation [29]
However, in the previous research, it was found that the kerf profile curve is not a straight line in most cases, so the parts processed by the taper compensation method still have residual errors. In this paper, this residual error is defined as the deviation error, that is, the straightness error of the kerf profile along the taper direction, and its value is equal to the maximum distance between the kerf profile curve and the line connecting the top and bottom port vertices of the kerf, as shown in Fig. 2. An in-depth research on the deviation error is carried out, which has a positive effect on the improvement of the machining accuracy of the AWJ.

Deviation error definition
2 Experimental study
The AWJ cutting machine is selected as the 2626XP model produced by the OMAX company, as shown in Fig. 3. Garnet is selected as the abrasive, which is more cost-effective and is more commonly used in AWJ cutting. The abrasive grain size is 100 meshes commonly used in precision cutting. The processing material is aluminum alloy 6061-T6, which is widely used in actual industrial production and is also one of the most commonly cut materials with AWJ. The diameter of the orifice and the mixing tube is a combination of 0.33 mm and 0.89 mm, which is commonly used in AWJ precision cutting, and the stand-off distance is fixed at 1.5 mm. Other processing parameters are shown in Table 1.

AWJ cutting machine
In Table 1, the cutting quality level is used instead of the cutting speed, because the cutting quality level is commonly used in the current commercial AWJ cutting. The higher the quality level, the lower the cutting speed. The relationship between cutting quality level and cutting speed is given by Zeng’s model [6]:
where u is the cutting speed in mm/s, Nm is the machinability number of material, ṁw is the water flow rate in g/s, ṁ is the abrasive flow rate in g/s, Pw is the water pressure in MPa, Cs is the scale factor, Q is the cutting quality level, D is the diameter of mixing tube in mm, and H is the thickness of sample in mm.
The size of the cutting sample is 50 mm × 20 mm, and the two sides of the sample are the area to obtain the kerf profile curve, as shown in Fig. 4. After the sample is cut, the Swiss Sylvac 905.4525 digital dial indicator is used to measure the kerf profile curve data. This dial indicator can be connected to a computer to realize the synchronous transmission of data. Together with the programming function of the OMAX software, it can realize the automation of data measurement and avoid the generation of human errors in the measurement process. The data of the dial indicator can be read out by the computer, and the AWJ cutting equipment selected in the experiment can also be controlled by computer programming. Therefore, each data measurement only needs to set the starting point, and the equipment can perform automatic measurement. The measurement method is shown in Fig. 5.

Cutting path for each sample

Method of obtaining kerf profile curve
3 Results and discussions
Through the above experiments, the kerf profile curves of 162 samples are obtained, and the deviation error corresponding to each curve is calculated. For the convenience of comparison, the types of kerf profile are summarized into three types, namely, convex type, straight type, and concave type. The deviation error of the concave type is defined as a negative value, and the deviation error of the convex type is defined as a positive value, as shown in Fig. 6. It should be noted that the positive and negative only represent the direction in which the kerf profile curve deviates from the taper error line, and the magnitude of the deviation error is determined by its absolute value.

Classification of deviation error of kerf profile. a Convex type. b Straight type. c Concave type
3.1 The influence of cutting speed on deviation error
The cutting speed has a great influence on the deviation error, as shown in Figs. 7 and 8. When the deviation error is positive, as the cutting speed decreases, the deviation error gradually decreases, as shown in Fig. 7. When the deviation error is negative, as the cutting speed decreases, the deviation error gradually increases, as shown in Fig. 8.

Deviation error affected by cutting speed (material thickness is 5 mm, abrasive flow rate is 0.25 kg/min)

Deviation error affected by cutting speed (material thickness is 150 mm, abrasive flow rate is 0.45 kg/min)
Lower cutting speed means that more abrasive particles per unit area participate in material removal. The removal of material by abrasive particles is carried out gradually from top to bottom, which causes the deviation error position to move down with the cutting depth direction, and the amount of material removed there increases, which causes the above phenomenon.
3.2 The influence of water pressure on deviation error
The influence of water pressure on the deviation error is shown in Figs. 9 and 10. In Fig. 9, the sample thickness is 10 mm, and the deviation error is positive. Under the cutting quality level Q3, as the water pressure increases, the deviation error hardly changes. Under the cutting quality level Q5 and Q10, as the water pressure increases, the deviation error will increase slightly. In Fig. 10, the material thickness is 100 mm, and the deviation error is negative. When the water pressure increases, the deviation error under different cutting quality levels decreases, and the magnitude of the change is much greater than that in Fig. 9.

Deviation error affected by water pressure (material thickness is 10 mm, abrasive flow rate is 0.25 kg/min)

Deviation error affected by water pressure (material thickness is 100 mm, abrasive flow rate is 0.45 kg/min)
This is because the water pressure has two effects on the deviation error. First, when other parameters (including cutting speed) are unchanged, the increase in water pressure will inevitably increase the energy obtained by the abrasive particles and increase the jet cutting ability. As a result, the position of the deviation error moves down along the cutting depth direction, and the amount of material removed there is increased. Second, as the water pressure increases, the cutting speed under the same cutting quality level will increase, which leads to a decrease in the number of abrasive particles involved in material removal per unit area, causing the deviation error position to move up in the cutting depth direction, and the amount of material removed there is reduced. There will be an offsetting effect between the increase in abrasive energy and the decrease in the number of abrasive particles. The impact of the decrease in the number of abrasive particles is greater than the increase in abrasive energy, and it becomes more and more obvious with the accumulation of time, resulting in the phenomenon shown in Figs. 9 and 10.
3.3 The influence of abrasive flow rate on deviation error
The influence of abrasive flow rate on deviation error is shown in Figs. 11 and 12. In Fig. 11, the material thickness is 10 mm, the deviation error is positive, and the change of abrasive flow rate has almost no effect on the deviation error. In Fig. 12, the material thickness is 100 mm, and the deviation error is negative. As the abrasive flow rate increases, the deviation error under different cutting quality levels is reduced accordingly.

Deviation error affected by abrasive flow rate (material thickness is 10 mm, water pressure is 315 MPa)

Deviation error affected by abrasive flow rate (material thickness is 100 mm, water pressure is 385 MPa)
The reason is similar to the water pressure. When other cutting parameters (including cutting speed) remain unchanged, the increase in abrasive flow will increase the number of abrasive particles involved in material removal per unit area. However, the increase in the abrasive flow rate will also increase the cutting speed corresponding to the same cutting quality level, thereby causing the reduction of abrasive particles involved in material removal per unit area. The reduction of abrasive particles is greater than the increase, which shows the phenomenon shown in Figs. 11 and 12.
3.4 The influence of material thickness on deviation error
The material thickness has a great influence on the deviation error (as shown in Fig. 13). When other machining parameters remain unchanged, as the material thickness increases, the deviation error changes from positive to negative, that is, first decreases and then increases. It indicates that the shape of the kerf profile has changed from protruding to the outside of the sample to being close to a straight line and then concave to the inside of the sample.

Deviation error affected by material thickness (water pressure is 315 MPa, abrasive flow rate is 0.45 kg/min)
The increase in material thickness means that more material needs to be removed. Therefore, a slower cutting speed is required to provide more abrasive particles to participate in the material removal, and the material removal is carried out gradually from top to bottom, which causes the deviation error position to move down with the cutting depth direction, and the amount of material removed there increases, resulting in the phenomenon shown in Fig. 13.
It is worth pointing out that some researchers believe that water pressure and abrasive flow rate have a greater influence on the kerf profile. This seems to be at odds with the views of this paper, but it is not contradictory. In their research, specific cutting speed values are used. However, the cutting quality level is selected in this paper, and the value of the cutting speed corresponding to the same cutting quality level will change with the change of other parameters. Therefore, in this paper, changes in water pressure and abrasive flow rate will directly affect the kerf profile on the one hand and, on the other hand, will also change the cutting speed value corresponding to the same cutting quality level, thereby indirectly affecting the kerf profile. As mentioned above, these two effects will cancel each other out, and the final performance is that water pressure and abrasive flow rate have no obvious effect on the kerf profile of thinner materials.
4 Deviation error model
4.1 Model building
Through the analysis of experimental data, it is found that there is a strong mathematical relationship between ln(U/H) and the deviation error, where U is the cutting speed in mm/min and H is the material thickness in mm. As shown in Fig. 14, the mathematical relationship between ln(U/H) and the deviation error can be expressed by a third-degree polynomial. In this paper, a third-degree polynomial is used to fit the experimental data through the Levenberg–Marquardt algorithm. The relevant fitting parameters are as follows:
-
RMSE: 0.031832231301863
-
SSE: 0.168206297642781
-
R: 0.983406712402736
-
R2: 0.967088761998757
-
DC: 0.967088761998757
-
Chi-Square: -0.564917304755963
-
F-Statistic: 4804.00513794199

Relation of ln(U/H) vs. deviation error
Therefore, the following formula can be obtained:
where DE is the deviation error in mm.
Some parameters in Eq. (1) are fixed values in this paper. Therefore, in order to simplify the formula derivation, these parameters are treated as constants, so Eq. (1) can be expressed as
where U is the actual cutting speed in mm/min, P is the water pressure in MPa, m is the abrasive flow rate in g/s, and CT is the constant coefficient; its value can be calculated by the following formula:
Substituting Eq. (3) into Eq. (2), the model relationship between the deviation error and the parameters studied in this paper can be obtained:
Through Eq. (5), the deviation error of the kerf profile under given processing parameters can be calculated.
4.2 Model validation
The model verification experiment parameters are shown in Table 2. Except for the parameters listed in the table, the other parameters are the same as the previous ones. After adopting the same data measurement and processing methods as above, the experimental results obtained are shown in Table 3. Among them, the maximum deviation between the model prediction values and the experimental measurement values is 0.0171 mm, the average deviation is 0.0082 mm, and the Pearson correlation coefficient is 0.98. Figure 15 intuitively shows the relationship between the predicted curve and the experimental values. The experimental values are basically distributed near the model prediction curve, which shows that the model can effectively calculate the deviation error of the kerf profile under the given cutting parameters.

Predicted vs. measured deviation error
5 Conclusion
In most cases, the kerf profile curve is not a straight line, so the workpiece processed by the traditional taper compensation method still has residual error, which is defined as deviation error in this paper. The smaller the absolute value of the deviation error, the closer the kerf profile curve is to a straight line, which means the higher the accuracy of the taper compensation processing method. Therefore, the study of deviation error is helpful to optimize the processing parameters and improve the accuracy of AWJ processing.
The kerf profile is classified into three types, namely, convex type, straight type, and concave type. As the cutting speed decreases, the kerf profile curve of the sample has a tendency to change from convex to concave. The influence of water pressure and abrasive flow rate on the deviation error will become more and more obvious as the material thickness increases. The material thickness has a great influence on the deviation error. With the increase of the material thickness, the deviation error changes from positive to negative, and the type of the kerf profile of the sample changes from convex to linear, and finally to concave.
Based on experimental research, a deviation error model is established in this paper, which makes it possible to predict deviation error under given parameters. In the case that AWJ machining cannot achieve the required accuracy at one time, as long as the deviation error is determined, the allowance for subsequent machining is clarified, which has guiding significance for the precision machining of the workpiece.
Data availability
All data is published with the paper.
References
Andrew YCN (2014) Handbook of manufacturing engineering and technology. Springer-Verlag, London, pp 1652–1653
Pierri LC, Santos RPD, Junior JJDP, Pains AM, Noronha MAM (2019) High pressure abrasive water jet for excavation purpose: a tridimensional approach for cutting strategy. REM-Int Eng J 72(1):25–30
Ahmed TM, El Mesalamy AS, Youssef A, Midany TT (2018) Improving surface roughness of abrasive waterjet cutting process by using statistical modeling. CIRP J Manuf Sci Technol 22:30–36
Gostimirovic M, Pucovsky V, Sekulic M, Rodic D, Pejic V (2019) Evolutionary optimization of jet lag in the abrasive water jet machining. Int J Adv Manuf Technol 101:3131–3141
Liu X, Liang Z, Wen G, Yuan X (2019) Waterjet machining and research developments: a review. Int J Adv Manuf Technol 102:1257–1335
Zeng J (1992) Mechanisms of brittle material erosion associated with high pressure abrasive waterjet processing-a modeling and application study. University of Rhode Island, Dissertation
Crow SC (1973) A theory of hydraulic rock cutting. Int J Rock Mech Min Sci Geomech Abstr 10(6):567–584
Rehbinder G (1980) A theory about cutting rock with a water jet. Rock Mech Felsmechanik Mecanique Roches 12(3–4):247–257
Hashish M, duPlessis MP (1978) Theoretical and experimental investigation of continuous jet penetration of solids. J Eng Ind 100(1):88–94
Hashish M, duPlessis MP (1979) Prediction equation relating high velocity jet cutting performance to stand-off distance and multipasses. J Eng Ind 101(3):311–318
Hashish M (1984) A modeling study of metal cutting with abrasive waterjets. J Eng Mater Technol 106(1):88–100
Hashish M (1989) A model for abrasive-waterjet (AWJ) machining. J Eng Mater Technol 111:154–162
Hlaváč LM (2009) Investigation of the abrasive waterjet trajectory curvature inside the kerf. J Mater Process Technol 209(8):4154–4161
Hlaváč LM, Hlaváčová IM, Gembalová L (2009) Experimental method for the investigation of the abrasive water jet cutting quality. J Mater Process Technol 209(20):6190–6195
Yuvaraj N, Kumar MP (2017) Investigation of process parameters influence in abrasive water jet cutting of D2 steel. Mater Manuf Process 32(2):151–161
Yuvaraj N, Kumar MP (2017) Surface integrity studies on abrasive water jet cutting of AISI D2 steel. Mater Manuf Process 32(2):162–170
Viganò F, Cristiani C, Annoni M (2017) Ceramic sponge abrasive waterjet (AWJ) precision cutting through a temporary filling procedure. J Manuf Process 28:41–49
Armağan M, Arici AA (2017) Cutting performance of glass-vinyl ester composite by abrasive water jet. Mater Manuf Process 32(15):1715–1722
Wang S, Zhang S, Wu Y, Yang F (2017) Exploring kerf cut by abrasive waterjet. Int J Adv Manuf Technol 93(5–8):2013–2020
Wang S, Zhang S, Wu Y, Yang F (2017) A key parameter to characterize the kerf profile error generated by abrasive water-jet. Int J Adv Manuf Technol 90(5–8):1265–1275
Li M, Huang M, Yang X, Li S, Wei K (2018) Experimental study on hole quality and its impact on tensile behavior following pure and abrasive waterjet cutting of plain woven CFRP laminates. Int J Adv Manuf Technol 99(9–12):2481–2490
Perec A (2018) Experimental research into alternative abrasive material for the abrasive water-jet cutting of titanium. Int J Adv Manuf Technol 97(1–4):1529–1540
Schwartzentruber J, Spelt JK, Papini M (2017) Prediction of surface roughness in abrasive waterjet trimming of fiber reinforced polymer composites. Int J Mach Tools Manuf 122:1–17
Kumaran ST, Ko TJ, Uthayakumar M, Islam MM (2017) Prediction of surface roughness in abrasive water jet machining of CFRP composites using regression analysis. J Alloy Compd 724:1037–1045
Gnanavelbabu A, Rajkumar K, Saravanan P (2018) Investigation on the cutting quality characteristics of abrasive water jet machining of AA6061-B4C-hBN hybrid metal matrix composites. Mater Manuf Processes 33(12):1313–1323
Miao X (2020) Study on cutting mechanisms and quality improvement methods of abrasive water jet. Jiangnan University, Dissertation
Mm IW, Azmi A, Lee C, Mansor A (2018) Kerf taper and delamination damage minimization of FRP hybrid composites under abrasive water-jet machining. Int J Adv Manuf Technol 94:1727–1744
Shanmugam A, Krishnamurthy K, Mohanraj T (2020) Experimental study of surface roughness and taper angle in abrasive water jet machining of 7075 aluminum composite using response surface methodology. Surf Rev Lett 27(03):499–519
Shanmugam DK, Wang J, Liu H (2008) Minimisation of kerf tapers in abrasive waterjet machining of alumina ceramics using a compensation technique. Int J Mach Tools Manuf 48(14):1527–1534
Funding
This research was supported by the Hunan Provincial Department of Education Project (18B462 and 19B298), the National Natural Science Foundation of China (52006061), the Hunan Province Key Area R&D Program (2019SK2192 and 2020NK2063), and the Hunan Provincial Department of Water Resources Project (XSKJ2019081-56).
Author information
Authors and Affiliations
Contributions
Shu Wang: conceptualization, experiments, writing. Dong Hu: conceptualization, funding acquisition, project supervision. Fengling Yang: data analysis, writing. Peng Lin: experiments, data curation.
Ethics declarations
Ethics approval
Not applicable
Consent to participate
Not applicable
Consent for publication
Not applicable
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Wang, S., Hu, D., Yang, F. et al. Research on Kerf error of aluminum alloy 6061-T6 cut by abrasive water jet. Int J Adv Manuf Technol 118, 2513–2521 (2022). https://doi.org/10.1007/s00170-021-08056-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-021-08056-5