
Abstract
As the only cold high-energy beam machining technology, abrasive water jet (AWJ) has a very broad application prospect in material manufacturing industry. However, the application of AWJ is limited by the machining accuracy it can be achieved. To get higher accuracy in the AWJ cutting process, a better understanding of the cutting front is necessary since the machining accuracy is decided by the cutting front of AWJ. In this paper, the influence of machining parameters on the cutting front profile has been investigated. Based on the investigation, the cutting front profile model has been built and verified. With this mathematical model, predicting the cutting front profile accurately according to the cutting conditions becomes feasible and practical, which further leads to higher precision cutting of AWJ.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
When water is pressurized to high pressure and discharged from a small orifice, a high-speed water jet is formed. The abrasive water jet (AWJ) is formed by adding abrasive particles into the high-speed water jet [1]. All kinds of materials can be cut by using AWJ. As the only cold high-energy beam machining technology, AWJ has many advantages, so it is widely used in the material processing industry. Its advantages include no heat effect, no pollution to the environment, and high efficiency [2]. According to the existing data, it is clear that in many industrial fields, this technology can be used to cut parts with tolerances less than 0.1 mm, but the cutting accuracy cannot be further improved.
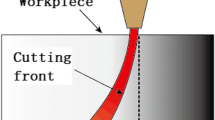
In the process of AWJ cutting, the jet is deflected opposite to the direction of the motion. That is to say, the exit of the jet from the material lags behind the point at the top of the material where the jet enters [3]. The jet-material interface is called the cutting front (as shown in Fig. 1). Unlike those traditional manufacturing methods, in which the machining accuracy is decided by the shape of tool, AWJ’s machining accuracy is decided by the cutting front of AWJ [4]. Therefore, it is necessary to further explore the behavior of the cutting front [5].

Cutting front
Many research scholars have conducted research on AWJ cutting front and have achieved many research results. Hashish recorded the cutting process of transparent materials using a high-speed camera and then studied the formation mechanism of the jet lag and cutting front [6]. Matsui et al. analyzed the cutting front and found that the arc can be used to represent the contour of cutting front, and the relationship between cutting speed and radius of arc was discussed [7]. Zeng et al. studied the AWJ cutting process and found that the parabola can be used to describe the contour of cutting front [8]. Kitamura et al. found that there is a linear relationship between the cutting speed and the jet lag, and when the thickness of the target material is increased, the slope will also increase [9]. Hashish’s experimental data also confirmed this phenomenon [10]. Henning et al. found that the attenuation of abrasive particle energy has a great influence on the curvature of the cutting front [11]. Gostimirovic et al. studied the cutting parameters and optimized the curvature of the cutting front in AWJ machining from the perspective of abrasive mass flow rate and cutting speed [12]. Akkurt pointed out that because of the energy loss of the jet, the cutting front is formed by deviation from the ideal geometry, and the second-order parabolic function can be used to represent the cutting front profile [13]. After in-depth research, Zhang et al. also proved this phenomenon [14]. Jerman et al. studied the cutting front development using a two-dimensional cellular automata model and described the cutting process by simplified material removal and AWJ propagation models in the form of cellular automata rules [15]. Mital et al. used a 3D laser profiler to measure the AWJ’s kerf surface, and based on this, they created 3D images [16].
The above efforts provided some very important information to understand AWJ cutting front. However, it still cannot meet the requirements of the higher tolerance cutting. To improve the accuracy of the cutting process, predicting what cutting front profile would be expected with selected parameters accurately is very important. This paper investigated the relationships between the cutting front profiles and the processing parameters. Based on this, a cutting front profile model has been constructed and verified.
2 Experimental study
It is clear that when the cutting parameters are changed, the performance of the AWJ cutting front will be changed. In order to study the relationships between the cutting front profiles and the processing parameters, experimental research is required.
The material chosen for this paper is aluminum alloy 6061 T, which is widely used in the industrial field. The nominal chemical composition of the material includes the following: Al content is 97.75%, Ti content is 0.05%, Zn content is 0.07%, Cr content is 0.06%, Mg content is 0.85%, Mn content is 0.32%, Cu content is 0.22% , and Si content is 0.68%. Its machinability index in AWJ is 219.3, the Young’s modulus for it is 69 GPa, and the yield strength is 405 MPa. Because the parameters such as abrasive size and abrasive type are usually unchanged, they are not considered in this paper. Table 1 shows the variable factors in this experiment, including the target material thickness, cutting surface quality, water pressure, and abrasive flow rate.
In order to allow the sample to be sufficient, five levels of target material thickness, and three levels of cutting surface quality, water pressure, and abrasive flow rate were tested. In Table 1, the cutting surface quality represents nozzle traverse speed. The higher the cutting surface quality, the slower the nozzle traverse speed and the smoother the cutting surface [17]. Q3, Q5, and Q10 are named as cutting surface quality number, and they represent different nozzle traverse speed levels. It needs to be clear that in order to improve the accuracy of cutting, the quality level of the cutting surface was selected from Q3, which corresponds to the lower nozzle movement speed. The relationship between cutting surface quality number and cutting speed is obtained from the model of Zeng [18] as shown in the following:
where U is the actual nozzle movement speed (mm/s), Usep is the separation speed (mm/s), and Q is the cutting surface quality level.
Separation speed is the maximum speed to cut through the target material. In order to obtain the separation speed, multiple trial cuts with discrete nozzle traverse speeds have been made on the same piece of target material until the separation speed based on a certain separation standard is found. The separation standard means that the sum of the remaining “bridges” width at the bottom of the incision is less than 1.6 mm (as shown in Fig. 2). After the separation speed is determined, the actual movement speed of the nozzle can be calculated using Eq. (1).

Bridge generated in separation process
After the determination of the parameters is completed, the samples are prepared for experimental study. The width of the sample is 20 mm and the length is 50 mm. For each sample, a line in the middle is cut by AWJ. In order to obtain the cutting front information, it is necessary to pull out the abrasive feed hose from the side of the nozzle under the condition of stable cutting speed. Under this condition, abrasive particles are cut off as soon as the abrasive feeding hose is pulled out, and the cutting front can be obtained. After that, a digital dial indicator with a rigid needle fixed on it is used to measure the cutting front (as shown in Fig. 3). And then by moving the digital dial indicator along the cutting front, cutting front information can be obtained accurately.

The equipment for measuring the cutting front profile
3 Results and discussions
3.1 Influence of nozzle traverse speed on the cutting front profile
As shown in Fig. 4, the abrasive flow rate is 0.25 kg/min, the water pressure is 315 MPa, and the sample thickness is 25 mm. Under the condition of using the same nozzle, the curves produced by different moving speeds are different. Analysis of the curve makes it clear that for the contour of cutting front, the nozzle movement speed has a greater influence on it. The faster the nozzle moves, the greater the jet lag becomes.

Nozzle traverse speed affects cutting front profile (the abrasive flow rate is 0.25 kg/min, the water pressure is 315 MPa, and the sample thickness is 25 mm)
3.2 Influence of target material thickness on the cutting front profile
As shown in Fig. 5, the abrasive flow rate is 0.45 kg/min, the water pressure is 315 MPa, and the cutting surface quality is Q10. Under the condition of using the same cutting parameters, different target material thickness produces different curves. Analysis of the curve makes it clear that the target material thickness has a greater influence on the contour of cutting front. If the target material thickness is larger, the middle part of the cutting front will gradually become convex, which will eventually lead to exceeding the injection point of the jet into the material.

Target material thickness affects cutting front profile (the abrasive flow rate is 0.45 kg/min, the water pressure is 315 MPa, and the cutting surface quality is Q10)
4 Predictive model for the cutting front profile curve
4.1 Model building
There are 135 curves obtained in this paper. It is clear from the analysis that these data can be fitted with parabolic curves, and the square of the correlation coefficient for all fittings is greater than 0.95. Therefore, it can be considered that when fitting the contour of cutting front, a parabolic curve can be used.
Therefore, this paper describes the cutting front profile curve as:
where h is the cutting depth (mm) and a and b are regression coefficients.
Figure 6 shows the curve fitting diagram. In Fig. 6, the fitting curve is represented by a red smooth curve, and the actual data is represented by a blue irregular curve. The Levenberg-Marquardt algorithm is the fitting method used. The fitting parameters are listed as follows:
-
a: 0.000151004890009949
-
b: -0.0250534872831668
-
RMSE: 0.011927846585149
-
SSE: 0.00725594973210134
-
R: 0.999116748102848
-
R2: 0.998234276339609
-
DC: 0.998233072773634
-
Chi-Square: -0.00644526834749448
-
F Statistic: 27701.6617253768

Example of curve fitting (the cutting surface quality is Q10, the sample thickness is 150 mm, the water pressure is 245 MPa, and the abrasive flow rate is 0.45 kg/min)
The research results show that there are two factors that have an important influence on the cutting profile; one is the target material thickness, and the other is the nozzle moving speed, although other factors also affect the cutting front profile, such as abrasive flow rate, water pressure. However, when these parameters are changed, the nozzle movement speed will inevitably be changed, so when researching, just study the nozzle movement speed directly.
The research shows that there is a good relationship between the regression coefficients and ln(U/H), and the relationship can be expressed using a cubic polynomial, as shown in Figs. 7 and 8.

Relation of a vs. ln(U/H)

Relation of b vs. ln(U/H)
On the basis of completing the data test, the following formula can be used to express the relationship between the regression coefficients and ln (U/H):
Substituting Eq. (3 and 4) into Eq. (2) leads to
The moving speed of the nozzle can be clarified from the Zeng’s model [19], so there are:
where U is the nozzle movement speed (mm/s), Nm is the machinability number of material, Pw is the water pressure (MPa), ṁw is the water flow rate (lpm), ṁ is the abrasive flow rate (g/s), Cs is the scale factor, Q is the cutting surface quality, H is the sample thickness (mm), and D is the mixing tube diameter (mm).
Analyzing the equation, the waterjet machine tool and the target material will affect some parameters. In this experiment, this parameter has a fixed value. Therefore, these parameters can be regarded as constants, which make the fitting easier, so there are:
where r is the ratio of nozzle movement speed (the ratio of nozzle movement speed over separation speed), P is the water pressure (MPa), and m is the abrasive flow rate (g/s).
The value of CT can be calculated by the following formula
By collating Eq. (5) and Eq. (7), the prediction model of the cutting front profile can be obtained as:
4.2 Model validation
In order to evaluate the model, it is therefore tested. Table 2 shows the cutting parameters. Figures 9, 10, 11, 12 and 13 show the relationship between the test data and the prediction curve. The Pearson correlation coefficients between the test curve and the predicted curve are 0.9918, 0.9985, 0.9993, 0.9987, and 0.9974. So it can be clear that, based on the given cutting conditions, the prediction model can be used to predict the cutting front curve.

Compare the test curve with the predicted curve (Test 1, the nozzle traverse speed is 57 mm/min, the abrasive flow rate is 0.225 kg/min, the water pressure is 385 MPa, and the target material thickness is 10 mm)

Compare the test curve with the predicted curve (Test 2, the nozzle traverse speed is 75 mm/min, the abrasive flow rate is 0.225 kg/min, the water pressure is 385 MPa, and the target material thickness is 25 mm)

Compare the test curve with the predicted curve (Test 3, the nozzle traverse speed is 50 mm/min, the abrasive flow rate is 0.458 kg/min, the water pressure is 385 MPa, and the target material thickness is 50 mm)

Compare the test curve with the predicted curve (Test 4, the nozzle traverse speed is 14 mm/min, the abrasive flow rate is 0.458 kg/min, the water pressure is 315 MPa, and the target material thickness is 100 mm)

Compare the test curve with the predicted curve (Test 5, the nozzle traverse speed is 3.27 mm/min, the abrasive flow rate is 0.458 kg/min, the water pressure is 245 MPa, and the target material thickness is 150 mm)
5 Conclusions
The results of this study show that:
The movement speed of the nozzle and the thickness of the target material have great influences on the contour of the cutting front. The faster the nozzle moves, the greater the jet lag becomes. As the material thickness increases, the middle part of the cutting front will gradually become convex, which will eventually lead to exceeding the injection point of the jet into the material. In addition, some other parameters (such as abrasive flow rate, water pressure, etc.) will definitely affect the contour of cutting front, but changes in these parameter values will lead to changes in nozzle movement speed. Therefore, there is no need to consider those parameters separately.
It is clear from the experimental data that when fitting the cutting front profile, a parabola can be used. Therefore, in this paper, the parabolic fitting technique is used to determine the prediction model, and the model is used to predict the cutting front profile under different AWJ cutting conditions. As a result, a better understanding of AWJ cutting process can be achieved. This would provide a reference for improving the accuracy of AWJ.
References
Chen M, Zhang S, Zeng J, Chen B, Xue J, Ji L (2019) Correcting shape error on external corners caused by the cut-in/cut-out process in abrasive water jet cutting. Int J Adv Manuf Technol 103(1-4):849–859
Chen M, Zhang S, Zeng J, Chen B (2019) Correcting shape error located in cut-in/cut-out region in abrasive water jet cutting process. Int J Adv Manuf Technol 102(5–8):1165–1178
Hashish M (2006) Enhanced abrasive waterjet cutting accuracy with dynamic tilt compensation. CRIP 2nd International Conference on High Performance Cutting, Vancouver, British Columbia, 12–13 June 2006
Zhang S, Wu Y, Wang S (2015) An exploration of an abrasive water jet cutting front profile. Int J Adv Manuf Technol 80(9–12):1685–1688
Henning A, Westkämper E (2006) Analysis of the cutting front in abrasive waterjet cutting. Proceedings of the 18th international conference on water jetting, Gdansk, pp 425–434
Hashish M (1988) Visualization of the abrasive waterjet cutting process. Exp Mech 28(2):159–169
Matsui S, Matsumura H, Ikemoto Y, Tsujita K, Shimizu H (1990) High precision cutting method for metallic materials by abrasive waterjet. Proceedings of the 10th International Symposium, Amsterdam, pp 263–278
Zeng J, Heines R, Kim TJ (1991) Characterization of energy dissipation phenomenon in abrasive waterjet cutting. Proceedings of the 6th American waterjet conference, Houston, Texas, pp 163–177
Kitamura M, Ishikawa M, Sudo K (1992) Cutting of steam turbine components using an abrasive water jet. Jet Cut Technol. Springer Netherlands 1992:543–554
Hashish M (2007) Benefits of dynamic waterjet angle compensation. 2007 American WJTA Conference and Expo, Houston, Texas, 1-H
Henning A, Westkamper E, Schmidt B (2004) Analysis of geometry at abrasive waterjet cutting operation. Proceedings of the 17th international conference on water jetting-advances and future needs, Mainz, pp 465–474
Gostimirovic M, Pucovsky V, Sekulic M, Rodic D, Pejic V (2019) Evolutionary optimization of jet lag in the abrasive water jet machining. Int J Adv Manuf Technol 101:3131–3141
Akkurt A (2010) Cut front geometry characterization in cutting applications of brass with abrasive water jet. J Mater Eng Perform 19(4):599–606
Wu Y, Zhang S, Wang S, Yang F, Tao H (2015) Method of obtaining accurate jet lag information in abrasive water-jet machining process. Int J Adv Manuf Technol 76(9-12):1827–1835
Jerman M, Valentincic J, Lebar A, Orbanic H (2015) The study of abrasive water jet cutting front development using a two-dimensional cellular automata model. Strojniski Vestnik 61(5):292–302
Mital G, Dobránsky J, Ružbarský J, Olejárová Š (2019) Application of laser profilometry to evaluation of the surface of the workpiece machined by abrasive waterjet technology. Appl Sci 9(10):2134
Zeng J (2007) Determination of machinability and abrasive cutting properties in AWJ cutting. 2007 American WJTA Conference and Expo, Houston, Texas, pp 19–21
Zeng J, Kim TJ, Wallace RJ (1992) Quantitative evaluation of machinability in abrasive waterjet machining. 1992 Winter Annual Meeting of ASME, “Precision Machining: Technology and Machine Development and Improvement”, PED-Vol.58, Anaheim, pp 169–179
Zeng J (1992) Mechanisms of brittle material erosion associated with high pressure abrasive waterjet processing-a modeling and application study. University of Rhode Island, Dissertation
Acknowledgments
This research was supported by the Natural Science Foundation of Hunan Province (2018JJ3253 and 2020JJ5273), the Hunan Provincial Department of Education Project (18B462, 18A419 and 19B298), and the Hunan Province Key Area R&D Program (2019SK2192).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Wang, S., Hu, D., Yang, F. et al. Exploring cutting front profile in abrasive water jet machining of aluminum alloys. Int J Adv Manuf Technol 112, 845–851 (2021). https://doi.org/10.1007/s00170-020-06379-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-020-06379-3