
Abstract
TiAl intermetallic alloy (Ti-45Al-2Mn-2Nb) is a typical hard-to-machine material which was used in the aero-engines. To study its machinability, the high-speed grinding experiments were conducted using electroplated diamond abrasive wheel. The effects of grinding parameters (e.g., grinding wheel speed vs, infeed speed vw, and grinding depth ap) on the grinding force and temperature were discussed. Then, the grey relational analysis (GRA) and variance analysis method were utilized to analyze the results. In addition, the evolution of the surface integrity was researched to characterize the machinability comprehensively. The results show that ap had the greatest effect on the normal grinding force and grinding temperature of TiAl intermetallics, while as for the tangential grinding force, vs did. When vs increases from 60 to 120 m/s, the residual stress along and perpendicular to the grinding direction decreased by 54.7% and 10%, respectively. The maximum microhardness of the ground surface increased to 620 HV0.05 at this moment, which was 1.55 times larger than that of the original matrix. Additionally, the chips morphology indicated that the adverseness of the low temperature plasticity of TiAl intermetallic alloy could be well overcome through the high-speed grinding tests. Finally, according to the GRA, the combination of vs=90 m/s, vw=0.5 m/min, and ap=0.1 mm was selected as the optimal parameter combination.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Symbol | Unit | Description | Symbol | Unit | Description |
|---|---|---|---|---|---|
GRA | - | Grey relation analysis | DOF | - | Degree of freedom |
v s | m/s | Grinding wheel speed | A | m/s | Symbol of grinding speed |
v w | m/min | Infeed speed | B | m/min | Symbol of infeed speed |
a p | mm | Grinding depth | C | mm | Symbol of grinding depth |
HSG | - | High-speed grinding | SNR | - | Signal-to-noise ratio |
a gmax | μm | Undeformed chip thickness | η ij | - | jth SNR of ith test |
MRR | mm3/(mm·s) | Material removal rate | y ij | - | ith experiment of the jth test |
σ s | MPa | Yield Strength | x ij | - | Normalized SNR |
σ b | MPa | Tensile Strength | ζ ij | - | Value of grey relational coefficient |
HV | HV0.05 | Microhardness | γ j | - | Value of grey relational degree |
ρ | kg/m3 | Density | β i | - | Weight of the ith response factor |
E | GPa | Elastic modulus | GRD | - | Grey relational degree |
δ | - | Elongation | GRC | - | Grey relational coefficient |
F n | N | Normal grinding force | SST | - | Sum of total deviation squares total |
F t | N | Tangential grinding force | SSA | - | Sum of deviation squares of factors A |
T | °C | Grinding temperature | SSB | - | Sum of deviation squares of factors B |
E | mV | Thermoelectric potential value | SSC | - | Sum of deviation squares of factors C |
Adj SS | - | Adjusted sum of squares of deviation | SSE | - | Sum of deviation squares of error |
Adj MS | - | Adjusted mean deviation sum of squares | I A | - | Sum of experimental data of level 1 |
\( \overline{{\boldsymbol{X}}_{\boldsymbol{Ai}}} \) | - | Average value of level i of factor A | II A | - | Sum of experimental data of level 2 |
G | - | Sum of all experimental data | III A | - | Sum of experimental data of level 3 |
\( \overline{\boldsymbol{\mu}} \) | - | Average value of all experimental data | SSE A | - | Sum of deviation squares of errors of factors A |
CT | - | Average value of G2 | SSE B | - | Sum of deviation squares of errors of factors B |
X ij | - | jth value of level I | SSE C | - | Sum of deviation squares of errors of factors C |
1 Introduction
The TiAl intermetallic alloy, consisting of Ti, Al, and other additive elements (Nb, V, Mn, etc.), is characterized by many excellent material properties including low density, high thermal strength, and excellent oxidation. This material contains high potential for preparing the low-pressure turbine blades on the aero-engines [1]. Nevertheless, the poor plasticity of TiAl intermetallics at room temperature (the elongation at room temperature is less than 2% [2]) easily leads to the defects during the manufacturing processes [3]. Additionally, large amounts of heat will generate because of the high strength, while it is difficult to transmit the heat through the workpiece owing to the low thermal conductivity, which might result in the burning phenomenon on the workpiece surface [4, 5]. Besides that, the micro-cracks formed during the manufacturing processes are liable to expand into macro-cracks since the poor fracture toughness of TiAl intermetallics [6, 7]. As well known, the TiAl intermetallics is commonly used as the material of the compressor high pressure blades, bearing extremely harsh environment. The surface integrity requirement of the blades is higher than other components. However, the surface quality processed through the traditional turning and milling techniques is hard to fill the high demands of the blades [7, 8].
The grinding technique is commonly applied for the final processes of parts on account of the advantages of good surface integrity and high machining accuracy. In recent years, the high-speed grinding (HSG) technologies with diamond or CBN abrasive wheel have been developed [9,10,11]. Due to the increase of grinding wheel speed vs, the undeformed chip thickness agmax diminishes, giving rise to the reduction of grinding force and improvement of surface integrity. The material removal rate (MRR) increases synchronously, which turns out to be especially suitable for the high-efficient processing of TiAl intermetallics [12,13,14].
Several scholars have conducted researches on HSG. Masoumi et al. [15] carried out the HSG tests with titanium alloy Ti-6Al-4V by using the monolayer electroplated CBN grinding wheel and found that the workpiece surface integrity and the processing accuracy could maintain the requirement when vs exceeded 150 m/s. The MRR reached 100 mm3/(mm·s) on this condition. Hwang et al. [16] researched the surface morphology and wear mechanism of the abrasive wheel during grinding of silicon nitride ceramics with HSG. They reported that the contact pressure could be considerably reduced when vs increased to 149 m/s, which decreased the wheel wear rate. Choudhary et al. [17] conducted HSG tests on sintered alumina and revealed the influence of cooling fluid on plastic deformation and the reduction of surface damage. Hood et al. [18] studied the ground surface integrity through the creep feed grinding of cemented carbide by using diamond abrasive wheel, and the tool wear was considered. They pointed out that the tool wear rate and ground surface integrity could be improved through the increase of grinding wheel speed vs and decrease of infeed speed vw. Aust and Niemann [19] compared the surface integrity of TiAl intermetallics proceed by Al2O3, SiC, and diamond abrasive wheel, respectively, and found that the best surface integrity was obtained by using the diamond grinding wheel. Xi et al. [20] compared the grindability of TiAl intermetallics between electroplated diamond abrasive wheel and CBN abrasive wheel. The results indicated that the better surface integrity and lower tool wear rate were obtained by using electroplated diamond grinding wheel. Furthermore, fewer serious material defects (e.g., material pull-out) were produced in the steady wear stage by using this tool.
At present, the studies on TiAl intermetallics during HSG with diamond abrasive wheel mainly focused on tool wear and material removal mechanism, mostly limited to the influence of grinding wheel type, grinding parameters, and other factors on just single parameters of surface integrity. The comprehensive investigation on the surface integrity of TiAl intermetallics (e.g., micro-cracks, residual stress, subsurface hardness, and grinding chip morphology) processed with HSG technique, however, is lacking. In addition, the grinding zone is a typical extreme area where material is removed by thousands of grains. The effects of grinding parameters on material removal mechanism are complicated, whereas to the authors’ best knowledge, the optimization of grinding parameters on the basis of the conventional research methods commonly works out according to the comparison of grinding results. Little attention is applied to theoretical and systematic analysis. Based on mathematical, scientific, and systematic calculation and analysis, the conclusions are more comprehensive, objective, and fair, and the corresponding decisions tend to be more reasonable and accurate.
The reasonable optimization of processing parameters can help to enhance the ground surface quality and machining efficiency and decrease the costs. Several scholars have presently focused on the theoretical and systematic optimization of machining parameters. Thepsonthi et al. [21] revealed the effects of processing parameters on the surface integrity under micro milling conditions, and the optimized machining parameters were obtained through the response surface method and particle swarm algorithm. Manimaran and Kumar [22] researched the influence of grinding environment on the material removal ability of AISI 316 stainless steel. The optimal level of processing parameters was calculated based on the Taguchi and grey relational analysis (GRA) method. Liu et al. [23] utilized the optimization design method to select the grinding parameters. They established a mathematical model to optimize grinding parameters in consideration of the fuzziness of the constraint boundaries. The best grinding parameters were determined with maximum productivity as the goal function through fuzzy optimization design method. Hence, the application of statistical methods is remarkable for revealing the relation between grinding parameters and the results and optimizing the parameters combination.
By reason of the foregoing, this article reports on an attempt to expound the effect of grinding parameters on surface integrity of TiAl intermetallics and optimize the grinding parameters. The HSG tests of TiAl intermetallics were performed with electroplated diamond grinding wheel. The grindability of TiAl intermetallics was analyzed with the grinding force, temperature and surface integrity in detail by statistical method. This article’s remainder is summarized as follows: Section 2 elaborates the material property and experimental setup; Section 3 discusses the results of orthogonal experiments based on GRA and variance analysis. The effects of grinding parameters (grinding wheel speed vs, infeed speed vw and grinding depth ap) on grinding force F and temperature T are discussed as well; Section 4 reveals the evolution of surface integrity, including surface morphology, roughness, subsurface microhardness, residual stress, and grinding chips.
2 Experimental setup of TiAl intermetallics for high-speed grinding
2.1 Material property of TiAl intermetallics
The TiAl intermetallics used in this trial is Ti-45Al-2Mn-2Nb. This material is prepared by using secondary plasma arc remelting technology and inductive cold-wall copper crucible metallurgy technology, which works in the protective atmosphere. The furnace pressure is about 150 MPa with the heating temperature is 1250 °C. After that, the workpiece material is placed into the argon atmosphere for hot isostatic pressing treatment for 4 h. When being cooled to room temperature on the furnace, the material is heated to 950~1000 °C again and the temperature kept as a constant value for 8 h. Through the abovementioned steps, the TiAl intermetallics is finally prepared [24].
Figure 1 shows the SEM image of the typical metallographic structure of the material used. It is noted that the Ti-45Al-2Mn-2Nb at room temperature is mainly composed of α2+γ lamellar clusters after the hot isostatic pressing and stabilization treatment. A small amount of equiaxed grains of γ distributed between lamellar grain boundaries and bright gray equiaxed α2 among lamellar clusters are contained. Besides, numbers of TiB2 phases crystallized by non-uniform nucleation are observed in the metallographic structure. The forms are strips or dots, which can refine the crystal particle of TiAl intermetallics. A small amount of TiB2 can significantly improve the material plasticity at room temperature [25]. Table 1 shows the main material properties of TiAl intermetallics.

Metallographic structure of Ti-45Al-2Mn-2Nb intermetallics
2.2 High-speed grinding experimental setup and testing methods
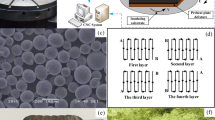
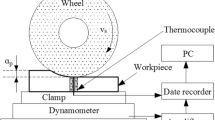
The HSG tests of TiAl intermetallics are carried out on Blohm Profimat MT-408 high-speed surface grinder as displayed in Fig. 2. The maximum rotation speed of the abrasive wheel is 8000 r/min with the maximum grinding power of 45 kW. In addition, the water-based emulsion with the maximum flow rate of 45 L/min and pressure of 1.5 MPa is applied as the cooling liquid. In this case, the grinder meets the requirements of this research well.

The grinding experiment system: a experimental setup, b schematic diagram of grinding process, c temperature measurement by using thermocouple
The high-speed electroplated diamond abrasive wheel with the average grain diameter of 115 μm produced by Gobain Abrasives Ltd is used in this trial. The width and diameter of the abrasive wheel are 10 mm and 400 mm, respectively. Held on the workbench with a clamp, the workpiece length along the grinding direction is 90 mm, and the width along the radial direction of the abrasive wheel is 5 mm. During the grinding processes, the KISTLER piezoelectric dynamometer is utilized to detect the normal grinding force Fn and tangential grinding force Ft. Meanwhile, the grinding temperature is tested through the measurement of the thermoelectric potential in the grinding arc zone on the basis of semi-artificial thermocouple method (Constantan – TiAl semi-artificial thermocouple). Then, the temperature value can be obtained according to the temperature-potential calibration equation in the literature, which is displayed as follows [26]:
where T (°C) represents the grinding temperature in the grinding arc zone and E (mV) is the thermoelectric potential value of the thermocouple.
On account of its characteristics of effectiveness and simplicity, the Taguchi method is usually used for experimental planning and parameters design [27]. In this article, a fully arranged orthogonal table (L27(33)), listed in Table 2, was worked out to analyze the effects of grinding parameters on F and T (performance characteristics). The grinding parameters vs, vw, and ap vary within the scope of 60–120 m/s, 0.5–1.5 m/min, and 0.1–0.3 mm, respectively. About 27 groups of grinding experiments were conducted; each of which was carried out for three times. The average value was taken as the final data.
Surface integrity is another important indicator that affects the performance of TiAl intermetallics workpiece. In this study, firstly, the two-dimensional and three-dimensional topography of the ground workpiece surface were observed with scanning electron microscope (SEM) and Sensofar S neox three-dimensional profiler. Then, the subsurface microhardness of the ground workpiece was measured with microhardness tester (model: HXS-1000A). Furthermore, Proto-LXRD X-ray linear stress analyzer was wielded to detect the residual stress of ground surface parallel and perpendicular to grinding direction. In addition, the grinding chips were collected and observed by SEM, considering that their microscope morphologies played a crucial role in revealing the material removal mechanism. Table 3 shows the details of experimental setup.
3 Grinding force and grinding temperature analysis during high-speed grinding of TiAl intermetallics
The red curves in Fig. 3 a and b are the enlarged parts of the envelope in the T-t curve. According to literature [23], the grinding temperature of the workpiece surface is associated with the inner envelope of the curve, and the value of the highest point in the inner envelope is equal to the highest instantaneous grinding temperature. Thus, the grinding temperature values in Fig. 3 a and b are 40.45 °C and 688.69 °C, respectively. In addition, based on literature [25], the average value of the force in the steady grinding stage is considered the grinding force value. Thus, the values of Fn in Fig. 3 c and d are 55N and 150N, respectively; and the values of Ft are 11N and 18N, respectively. Furthermore, to avoid the impact of errors on the results, each group was carried out for three times, and the average values of the three tests were taken as the final ones which were listed in Table 4.

Typical signal curves of grinding temperature and grinding force: a, c for A1B1C1(vs=60 m/s, vw=0.5 m/min, ap=0.1 mm); b, d for A3B3C3 (vs=120 m/s, vw=1.5 m/min, ap=0.3 mm)
3.1 Grey relational analysis
3.1.1 Grey relation analysis method
Grey system is a system with incomplete information falling in between black system and white system [28]. In GRA, the signal-to-noise ratio (SNR) of the response to be optimized is firstly obtained. Three types of SNR are included [21]:
-
The smaller the better
-
The higher the better
-
The nominal the better
In this trial, the SNR was calculated according to the characteristic of “the smaller the better.” The purpose of the experiment was to find the optimal grinding parameters with minimum grinding force and temperature. SNR with the characteristic of “the smaller the better” is expressed as [21, 22]:
where ηij represents jth SNR of ith test, yij is ith experiment of the jth test, and n is the total test number, which is 3 in this article.
Data are required to be processed in unit space in GRA. Hence, it is necessary to orthogonalize the SNR to 0~1 (grey correlation generation). The normalized SNR xij can be described as [21, 22]:
where xij is the jth performance characteristic of ith test.
Deng’s relational grade model is the earliest model proposed by the grey system theory to calculate the grey relational degree (GRD) [28]. Its establishment fully embodies the constraints in the four axioms of grey relation, of which calculation focuses on the influence of the distance between points on the correlation degree. The grey relational coefficient (GRC) for this model can be described as follows [21, 22]:
where ζij represents the grey relational coefficient, ∆ij means the difference value of \( {x}_i^0 \) and xij, \( {x}_i^0 \) is the ideal sequence for the ith performance characteristic, and ζ is the distinguishing coefficient defined in the range of [0, 1]. The smaller the value of ζ, the greater the ability to distinguish. In this article, as a result of the response to give equal weight, the value of ζ is taken as 0.5. The GRD is determined by the GRC related to each quality characteristic and its expression is [21, 22]:
where γj is the GRD for the jth test, βi represents the weight of the ith response factor, and m is the number of performance characteristic. Then the GRD γj denotes the level of correlation between the comparability sequence and the ideal sequence. Thus, the majorization of the multiple factors is changed into the majorization of a single element.
As illustrated in Fig. 4, the optimization steps of F and T for grinding parameters are included as follows:
-
Transform the experimental results into SNR by using Eq. (2)
-
Orthogonalize the SNR between 0 and 1 in accordance with Eq. (3)
-
Calculate the grey relational coefficient based on Eqs. (4) and (5)
-
Calculate the GRD on the basis of Eq. (6)
-
Obtain the optimized grinding parameters

Flow chart of optimization steps based on GRA method
3.1.2 Analysis of grinding force and grinding temperature according to GRA
Based on the calculation method described in Section 3.1.1, the data of F and T were processed in this article, and Table 5 shows the results of SNR and GRC.
It is noted that the highest GRD is obtained in Test 10 (A2B1C1), which is 0.898. That is to say, A2B1C1 is the best combination of grinding parameters considering the grinding temperature T and grinding force F. vs takes level 2, vw takes level 1, and ap takes level 1. Under this combination, the grinding temperature T=48.56°C and grinding force Ft=6 N, Fn=50 N are all under a low level. Table 6 shows the average values of GRD of all parameter levels. The total value of the GRD of each column in the orthogonal array at the factor level is counted, and the average value is obtained. ap is observed to have the highest grey relational level, which means that the greatest parameter on the performance characteristics is ap and the smallest one is vw.
3.2 Analysis of variance
Through the standardized processing of multi-response data, the best combination of grinding parameters was obtained based on GRA. Nevertheless, from a practical point of view, the influence degree of each control factor on different response indicators is unavailable, which represents the relative importance of each factor. Pak et al. [29] pointed out that the grades of control factors’ influence on the research results could be determined by the variance analysis through the analysis of the contribution of deviation from various sources to the total deviation.
The sum of deviation squares of each factor and error needs to be calculated to test the significance of each factor, which are as follows [29, 30]:
where SST represents the sum of total deviation squares total; SSA, SSB, and SSC represent the sum of deviation squares of factors A, B, and C, respectively; SSE means the sum of deviation squares of error; G means the sum of all experimental data; \( \overline{\mu} \) is the average value of all experimental data; CT represents the average value of G2; and IA, IIA, and IIIA refer to the sum of experimental data of level 1, level 2, and level 3, respectively.
The sum of deviation squares of errors is organized as follows [29, 30]:
where SSEA, SSEB, and SSEC refer to the sum of deviation squares of errors of factors A, B, and C, respectively; Xij represents the jth value of level I; and \( \overline{X_{Ai}} \) means the average value of level i of factor A.
During the variance analysis process of F and T, the larger the sum of deviation squares, the greater the influence of factors on experimental indicators [30]. In accordance with the variance analysis results listed in Table 7, the effects of grinding parameters on the test results are organized as follows:
-
The greatest effect factor on Fn is ap, which contributes 49% and vs contributes 27%.
-
The greatest effect factor on Ft is vs, which contributes 50% and ap contributes 26%.
-
For grinding temperature T, the contribution rates of vs, vw, and ap are 5%, 28%, and 35%, respectively.
4 Surface integrity evolution during high-speed grinding of TiAl intermetallics
4.1 Surface morphology and roughness
To illustrate the influence of vs on surface morphology and roughness, two grinding wheel speeds coupled with two material removal rates were selected to analyze the surface morphology and roughness under four grinding parameter combinations (A1B1C1, A3B1C1, A1B3C3, and A3B3C3). A1 and A3 refer to vs of 60 m/s and 120 m/s, respectively, while B1C1 and B3C3 indicate material removal rates of 0.83 mm3/(mm·s) and 7.5 mm3/(mm·s), respectively. Figure 5 shows the grinding surface morphology of TiAl intermetallics at A1B1C1 (vs = 60 m/s, MRR=0.83 mm3/(mm·s)), A3B1C1 (vs = 120 m/s, MRR=0.83 mm3/(mm·s)), A1B3C3 (vs = 60m/s, MRR=7.5 mm3/(mm·s)), and A3B3C3 (vs = 120 m/s, MRR=7.5 mm3/(mm·s)). When vs=60 m /s, the plastic deformation coating layers are observed on both sides of the scratches due to the scratch of the cutting edges on the ground surface. In addition, a few adhesion areas appear. When vs increases to 120 m/s, the texture of the ground surface becomes smoother and flatter (Fig. 5b). There is no adhesion area of workpiece material on the ground surface under this parameter combination. The surface morphology of the workpiece is greatly improved. Compared with Figure 5 a and c, the grinding temperature rises continuously with the increase of MRR. Besides, the machining texture turns to be blurred, and the plastic deformation coating on both sides of the scratch increases. The same phenomenon occurs between Fig. 5 b and d. In the case of vs of 60 m/s, when the MRR increases from 0.83 to 7.5 mm3/(mm·s), large irregular areas appear on the ground surface, and the adhesion phenomenon is increased (Fig. 5c). Moreover, when vs increases to 120 m/s, micro-cracks obviously appear on the surface with higher vs and MRR (Fig. 5d), although the surface adhesion phenomenon is reduced and no large irregular area appears. At this moment, the ground workpiece integrity is hardly improved through the increase of grinding wheel speed.

Ground surface morphology: a A1B1C1 (vs = 60 m/s, MRR=0.83 mm3/(mm·s)), b A3B1C1 (vs = 120 m/s, MRR=0.83 mm3/(mm·s)), c A1B3C3 (vs = 60m/s, MRR=7.5 mm3/(mm·s)), d A3B3C3 (vs = 120 m/s, MRR=7.5 mm3/(mm·s))
Figure 6 demonstrates the influences of MRR on surface roughness when vs are 60 m/s, 90 m/s and 120 m/s, respectively. When MRR increases, the workpiece surface roughness increases significantly for all wheel speed. When MRR increases from 0.83 to 7.5 mm3/(mm·s), the surface roughness increases from 0.46 μm at 60 m/s, 0.45 μm at 90 m/s, and 0.44 at 120 m/s to 0.486 μm, 0.474 μm, and 0.466 μm, respectively, among which the most remarkable level is 120 m/s. Furthermore, it is also noticed that the surface roughness decreases when vs increases. When vs increases from 60 to 90 m/s, the average surface roughness reduces by 2.3%. While the average surface roughness decreases by 1.5% when vs increases from 90 to 120 m/s. This variation manifests that the effect of the improvement of vs on surface roughness at high wheel speed seems smaller than that at low degree.

Effects of MRR and vs on surface roughness
The high vs can eliminate the effect of low plasticity of TiAl intermetallics on the ground surface quality, when the MRR is under low condition. Compared with the creep feed grinding technology, the surface roughness of TiAl intermetallics ground through high-speed grinding technology decreases by about 0.2 μm with the same MRR [20]. This is because the agmax reduces with the increases of vs. Compared with the creep feed grinding technology, the depth of residual cutting marks caused by HSG is smaller, which reduce residual bulges on both sides of scoring and cutting grooves. Then, the surface roughness is improved, and the size and shape errors are reduced. Due to the high thermal strength and creep resistance of TiAl intermetallics, the surface of the workpiece is difficult to be deformed plastically. When the MRR reaches 7.5 mm3/(mm·s), the micro-cracks are formed on the grain boundaries between flaky grains and extended to a certain depth under the coupling action of grinding force and heat. The local materials are pulled out from the workpiece surface finally. Nonetheless, the destabilizing cracks are reduced due to the good fracture toughness of TiAl intermetallics, preventing the expansion of cracks from micro-cracks to macro-cracks, as displayed in Fig. 5d. Sharman et al. [31] pointed out that TiAl intermetallics contained a small amount of α2-Ti3Al component. Its mechanical properties (such as Poisson’s ratio and elastic modulus) were quite different from those of other TiAl intermetallics. Therefore, under the reaction of grinding force, the deformation of these two components was different, which would lead to the occurrence of the extended gap at the grain boundary. Murtagian et al. [32] found that the large thermal stress would form in grinding arc zone of TiAl intermetallics under the effect of cooling liquid, and the micro-cracks were easy to be formed in the process of stress release. Though the surface roughness can be improved with the increase of vs, the appropriate vs should be adopted, considering the defects such as cracks caused by excessive grinding wheel speed under large MRR.
4.2 Subsurface microhardness
The workpiece deformation takes place due to the impact of grinding force during HSG process, which inevitably results in the dislocation movement. The interaction of dislocations among slip systems in metal and the shape of metal defects make the crystal work hardened. Then, the titanium element on the surface layer of TiAl intermetallics absorbs the O2 and N2 in the air, and the hardening phenomenon occurs. This hardening phenomenon occurs when the grinding temperature reaches 600 °C, making the hardness of the ground surface to increase twice [25]. The effects of vs on the subsurface microhardness were analyzed when MRR is 7.5 mm3/(mm·s). Fig. 7 shows the microhardness of the workpiece subsurface under A1B3C3 (vs=60 m/s, vw=1.5 m/min, ap=0.3 mm) and A3B3C3 (vs=120 m/s, vw=1.5 m/min, ap=0.3 mm). When the parameter combination is A1B3C3, the grinding temperature of workpiece surface is 473.55 °C, and the value of Vickers hardness is about 430 HV0.05. The hardening phenomenon of the ground surface is not obvious at this moment. Gradual decrease of Vickers hardness is noticed with the increase of subsurface depth. Then, the microhardness tends to be stable, which is about 400 HV0.05, when the subsurface depth is 10 μm. Due to the hardening phenomenon of workpiece surface, the surface wear resistance is improved. On one hand, the tendency of embedding with the surface roughness of the matched friction pair is reduced. On the other hand, the mechanical grinding effects and plastic meshing phenomenon are decreased. However, with the increase of vs, the deformation of grinding chips increases rapidly when employing parameter combination of A3B3C3. The grinding temperature increases by 39% to 658.73 °C. The obvious work hardening behavior with the work hardening depth of 9.8 μm is detected on the workpiece surface, and the maximum microhardness reaches 620 HV0.05, which is 1.55 times larger than that of the original substrate. Generally, the fatigue strength of TiAl intermetallics parts under high temperature reduces due to the deformation strengthen of grinding surface. Simultaneously, the influence of surface work hardening on fatigue strength also increases with the increase of test cycle base. However, the TiAl intermetallics is mainly used as hot-end parts in the aero-engine, which is required to bear great alternating load under high temperature [24]. Hence, to obtain better fatigue strength of the workpiece, the work hardening phenomenon needs to be decreased and the smaller MRR and vs should be selected.

Subsurface microhardness of A1B3C3 (vs=60 m/s, vw=1.5 m/min, ap=0.3 mm) and A3B3C3 (vs=120 m/s, vw=1.5 m/min, ap=0.3 mm)
4.3 Residual stress on workpiece surface
It is acknowledged that residual stress generated during HSG is one of the most important factors which play a vital role on the workpiece performance [33]. In this article, the influence of vs on the residual stress of the ground surface is discussed when the MRR is 7.5 mm3/(mm·s), as illustrated in Fig. 8. The parameter combination A1B3C3 (vs=60 m/s, vw=1.5 m/min, ap=0.3 mm) and A3B3C3 (vs=120 m/s, vw=1.5 m/min, ap=0.3 mm) are selected. The positive and negative values are correspondingly tensile and compressive stresses, while the x direction and y direction are parallel to and perpendicular to the grinding direction, respectively. It is noted that the residual stress detected along the x direction and y direction of the ground surface is both compressive stresses for these two sets of parameters. When vs takes 60 m/s, the average residual stress value along x direction is −117 MPa and the one along y direction is −540 MPa. When vs increases to 120 m/s, the residual stress along x direction decreases by 54.7% to −53 MPa. Nevertheless, the residual stress along y direction decreases only by 14.8% to −448 MPa.

Residual stress of ground surface with parameter combination of A1B3C3 (vs=60 m/s, vw=1.5 m/min, ap=0.3 mm) and A3B3C3 (vs=120 m/s, vw=1.5 m/min, ap=0.3 mm)
Wang et al. [34] indicated that the residual stress state on the ground surface was formed due to the couple effect of its initial stress and the processing stress. The initial residual stress of TiAl intermetallics generates through the casting process and heat treatment process, whose value is about −620 MPa [35]. Nevertheless, the influence mechanism of vs on the residual stress is quite different. Two aspects should be considered. On one hand, the grinding force will result in the mechanical stress which is compressive. On the other hand, the instantaneous temperature on the grinding zone may increase to thousands of degrees during high-speed grinding processes, which generates thermal expansion on the ground surface [34]. However, the thermal conductivity of TiAl intermetallics is about 15 W/(m k), which accounts for only 1/2 of nickel metal or 1/4 of metal. The grinding heat is difficult to be transmitted out of the grinding zone and aggregates easily on the ground surface [35]. In addition, the ground surface rapidly cools due to the application of grinding fluid. Therefore, the inhomogeneous deformation is strengthened further, which may lead to the residual tensile stress. Meanwhile, as the increase of vs, the T increases severely, which results in the higher thermal tensile stress. Given all this, the final compressive stress decreases.
4.4 Grinding chip morphology
The variation of the grinding chip morphology is associated with the material removal mechanism [36]. Fig. 9 shows the chip morphology with vs taking 60 m/s and 120 m/s, respectively. Shear grinding chips predominant in all grinding chips, the size of which is in the range of 50 to 400 μm (Fig. 9 a and b). The free surfaces of grinding chips are discontinuous and jagged (Fig. 9 c and d), which indicate that the shear slip phenomenon of TiAl intermetallics occurs under the push of grain with high-speed movement [37]. In addition, several scratches resulted by abrasive particles are observed on the back surface of the flowing chips, as illustrated in Fig. 9 g and h. The space of the sawtooth is 2 μm when vs is 60 m/s. When vs increases from 60 to 120 m/s, the distribution of the grinding chip size changes small due to the low ductility of TiAl intermetallics. However, the space of the sawtooth decreases by 45% to 1.1 μm. It is also noted that a small number of blocky abrasive chips are produced (Fig. 9 e and f), generated by the grain macro-fracture [38]. Generally, the well grinding performance of TiAl intermetallics is obtained during high-speed grinding processes.

Morphology of grinding chips: a, c, e, g for A1B3C3 (vs=60 m/s, vw=1.5 m/min, ap=0.3 mm); b, d, f, h for A3B3C3 (vs=120 m/s, vw=1.5 m/min, ap=0.3 mm)
5 Conclusion
In this study, the HSG experiments of TiAl intermetallics were carried out with electroplated diamond abrasive wheel. Based on GRA and variance analysis, the influences of grinding parameters on the grinding characteristics of TiAl intermetallics were illustrated. The surface integrity and material removal mechanism were also included. Based on the discussion of the experimental results, the conclusions are summed up as below:
-
(1)
According to the GRA, vs=90 m/s, vw=0.5 m/min, and ap=0.1 mm are selected as the optimal grinding parameter combination, under which T=48.56°C, Ft=6 N, Fn=50 N. ap has the most effects on the normal grinding force and temperature, while vs influences the tangential grinding force most.
-
(2)
The residual stresses along x and along y are both compressive stresses. When vs increases from 60 to 120 m/s, the compressive stresses along x and along y decrease by 54.7% to −53 MPa and by 14.8% to −448 MPa, respectively.
-
(3)
The maximum microhardness of the ground surface increased to 620 HV0.05 at this moment, which was 1.55 times larger than that of the original matrix. To obtain better fatigue strength of the workpiece, the smaller MRR and vs should be selected.
-
(4)
The shearing chips are the main chip type, and the chips morphology indicated that the adverseness of the low temperature plasticity of TiAl intermetallic alloy could be well overcome through the high-speed grinding tests.
Data availability
All data generated or analyzed during this study are included in the present article.
References
Klocke F, Herrig T, Zeis M, Klink A (2015) Experimental research on the electrochemical machinability of selected TiAl alloys for the manufacture of future aero engine components. Procedia CIRP 35:50–54
Kim YK, Hong JK, Lee KA (2020) Enhancing the creep resistance of electron beam melted gamma Ti–48Al–2Cr–2Nb alloy by using two-step heat treatment. Intermetallics 121:106771
Liang C, Li JS, Xue XY, Tang B, Kou HC, Perroud O, Bouzy E (2017) Effect of beta/B2 phase on cavitation behavior during superplastic deformation of TiAl alloys. J Alloys Compd 693:749–759
Chen ZZ, Wen DH, Lu JF, Yang J, Qi H (2021) Surface quality improvement by using a novel driving system design in single-side planetary abrasive lapping. Materials 14:1691
Qi H, Qin SK, Cheng ZC, Teng Q, Hong T, Xie Y (2021) Towards understanding performance enhancing mechanism of micro-holes on K9 glasses using ultrasonic vibration-assisted abrasive slurry jet. J Manuf Process 64:585–593
Bentley SA, Goh NP, Aspinwall DK (2001) Reciprocating surface grinding of a gamma titanium aluminide intermetallic alloy. J Mater Process Technol 118(1-3):22–28
Priarone PC, Rizzuti S, Rotella G, Settineri L (2012) Tool wear and surface quality in milling of a gamma-TiAl intermetallic. Int J Adv Manuf Technol 61(1-4):25–33
Li HN, Zhao S, Cao S, Chen H, Qi H, Sun X, Li C, Liu G (2021) Controllable generation of 3D textured abrasive tools via multiple-pass laser ablation: parameter effects and selection. J Mater Process Technol 295:117149
Li HN, Wang JP, Wu CQ, Zhao YJ, Xu J, Liu XL, Zhu WQ (2020) Damage behaviors of unidirectional CFRP in orthogonal cutting: a comparison between single- and multiple-pass strategies. Compos Part B 185:107774
Wang YG, Li CH, Zhang YB, Yang M, Li BK, Jia DH, Hou YL, Mao C (2016) Experimental evaluation of the lubrication properties of the wheel/workpiece interface in minimum quantity lubrication (MQL) grinding using different types of vegetable oils. J Clean Prod 127:487–449
Zhang YB, Li CH, Jia DZ, Li BK, Wang YG, Yang M, Hou YL, Zhang XW (2016) Experimental study on the effect of nanoparticle concentration on the lubricating property of nanofluids for MQL grinding of Ni-based alloy. J Mater Process Technol 232:100–115
Babu RP, Vamsi KV, Karthikeyan S (2018) On the formation and stability of precipitate phases in a near lamellar γ-TiAl based alloy during creep. Intermetallics 98:115–125
Shi Z, Malkin S (2006) Wear of electroplated CBN grinding wheels. J Manuf Sci Eng-Transact ASME 128(1):110–118
Ding WF, Barbara L, Zhu YJ, Li Z, Fu YC, Su HH, Xu JH (2017) Review on monolayer CBN superabrasive wheels for grinding metallic materials. Chin J Aeronaut 30(1):109–134
Masoumi H, Safavi SM, Salehi M (2014) Grinding force, specific energy and material removal mechanism in grinding of HVOF-sprayed WC–Co–Cr coating. Adv Manuf Process 29(3):321–330
Hwang TW, Evans CJ, Malkin S (2000) An investigation of high-speed grinding with electroplated diamond wheels. CIRP Annals-Manuf Technol 49(1):245–248
Choudhary A, Naskar A, Paul S (2018) Effect of minimum quantity lubrication on surface integrity in high-speed grinding of sintered alumina using single layer diamond grinding wheel. Ceram Int 4(14):17013–17021
Hood R, Cooper P, Aspinwall DK, Soo SL, Lee DS (2015) Creep feed grinding of TiAl using single layer electroplated diamond superabrasive wheels. CIRP J Manuf Sci Technol 11:36–44
Auste E, Niemannhr HR (1999) Machining of γ–TiAl. Adv Eng Mater 1(1):53–57
Xi XX, Ding WF, Wu ZX, Anggei L (2021) Performance evaluation of creep feed grinding of γ-TiAl intermetallics with electroplated diamond wheels. Chin J Aeronaut 34(6):100–109
Thepsonthi T, Özel T (2012) Multi-objective process optimization for micro-end milling of Ti-6Al-4V titanium alloy. Int J Adv Manuf Technol 63(9-12):903–914
Manimaran G, Kumar MP (2013) Multiresponse optimization of grinding AISI 316 stainless steel using grey relational analysis. Mater Manuf Process 28(4):418–423
Liu W, Deng ZH, Shang YY, Wan LL (2017) Effects of grinding parameters on surface quality in silicon nitride grinding. Ceram Int 43(1):1571–1577
Yao CF, Lin JN, Wu DX, Ren JX (2018) Surface integrity and fatigue behavior when turning γ-TiAl alloy with optimized PVD-coated carbide inserts. Chin J Aeronaut 31(4):826–836
Kothari K, Radhakrishnan R, Wereley NM, Sudarshan TS (2015) Microstructure and mechanical properties of consolidated gamma titanium aluminides. Powder Metall 50(1):21–27
Song MH, Kazuo F, Tatsuhiko T, Noda T (1999) High-resolution electron microscopy of γ-TiAl irradiated with 15 keV helium ions at room temperature. J Nucl Mater 271-272:200–204
Ghani JA, Choudhury IA, Hassan HH (2004) Application of Taguchi method in the optimization of end milling parameters. J Mater Process Technol 145(1):84–92
Chan JWK, Tong TKL (2007) Multi-criteria material selections and end-of-life product strategy: grey relational analysis approach. Mater Des 28(5):1539–1546
Pak SI, Oh TH (2010) The application of analysis of variance (ANOVA). J Vet Clinics 27(1):71–78
Durrande N, Ginsbourger D, Roustant O, Carraro L (2011) ANOVA kernels and RKHS of zero mean functions for model-based sensitivity analysis. J Multivar Anal 115(1):57–67
Sharman ARC, Aspinwall DK, Dewes RC, Clifton D, Bowen P (2001) The effects of machined workpiece surface integrity on the fatigue life of γ-titanium aluminide. Int J Mach Tool Manu 41(11):1681–1685
Murtagian GR, Hecker RL, Liang SY, Danyluk S (2010) Plastic deformation depth modeling on grinding of gamma titanium aluminides. Int Adv Manuf Technol 49(1-4):89–95
Fergani O, Shao Y, Lazoglu I, Liang SY (2014) Temperature effects on grinding residual stress. Procedia CIRP 14:2–6
Wang YD, Xu ZY, Hu JC, Zhang AN (2020) Surface integrity analysis of electrochemical machining of Y-TIAL alloys. Mater Today Commun 25:101686
Aspinwall DK, Dewes RC, Mantle AL (2005) The machining of Y-TIAL intermetallic alloys. CIRP Annals-manuf Technol 54(1):99–104
Nadolny K, Onek WK (2016) The effect of wear phenomena of grinding wheels with sol-gel alumina on chip formation during internal cylindrical plunge grinding of 100Cr6 steel. Int J Adv Manuf Technol 87(1):1–17
Hood R Lechner F, Aspinwall DK, Voice W (2007) Creep feed grinding of gamma titanium aluminide and burn resistant titanium alloys using Sic abrasive. Int J Mach Tool Manu 47(9):1486–1492
Pei-lum T (1995) An investigation of chip types in grinding. J Mater Process Technol 53(3 4):521–532
Funding
This work was financially supported by the National Natural Science Foundation of China (Nos. 51921003 and 51775275), National Key Laboratory of Science and Technology on Helicopter Transmission (Nanjing University of Aeronautics and Astronautics) (No. HTL-A-20G01), Major Special Projects of Aero-engine and Gas Turbine (No. 2017-VII-0002-0095), and the Foundation of Graduate Innovation Center in NUAA (No. KFJJ20200501).
Author information
Authors and Affiliations
Contributions
Tao Chen conceived the analysis and wrote the manuscript. Yejun Zhu collected the data and revised the manuscript. XinXin Xi and Haixiang Huan performed the experiment. Wenfeng Ding provided supervision on experimentation and manuscript preparation.
Corresponding author
Ethics declarations
Ethical approval
The article follows the guidelines of the Committee on Publication Ethics (COPE) and involves no studies on human or animal subjects.
Consent to participate
Not applicable.
Consent to publication
Not applicable.
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Chen, T., Zhu, Y., Xi, X. et al. Process parameter optimization and surface integrity evolution in the high-speed grinding of TiAl intermetallics based on grey relational analysis method. Int J Adv Manuf Technol 117, 2895–2908 (2021). https://doi.org/10.1007/s00170-021-07882-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-021-07882-x