
Abstract
Ti-6Al-4V (Ti64) alloy is largely employed in aerospace applications because of its better combination of high strength and good ductility than many other α + β Ti-alloys. The microstructures of Ti64 are various and strongly affect to its mechanical properties and fatigue behavior. The mill annealing (Ti64-Elo) with fully elongated alpha microstructure is optimized microstructure for the manufacturability and dimensional stability, while the beta anneals of fully lamellar microstructure (Ti64-La) is developed to improve the mechanical property such as the ductility, strength, creep resistance, fracture toughness and fatigue strength. This experimental study estimates the influence of Ti64 microstructure on the grinding performance through the surface roughness and specific energy in the surface grinding process with the cBN tool under dry and nano additive lubricating environment. The grinding process of Ti64-Elo produces lower surface roughness and specific grinding energy than those of Ti64-La. The nanofluid also contributes better grinding performance than conventional dry grinding.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Titanium alloy exhibits unique properties, such as excellent corrosion resistance, high strength-to-weight ratio, high melting point, and good mechanical properties at high temperatures. However, titanium alloys present poor thermal properties, high hardness, high chemical reactivity with almost cutting tool materials, and work hardening during machining. These properties lower the grindability of this alloy and make it to be listed in the group of hard-to-cut materials. Many theoretical and experimental studies have been done to investigate the microstructure and increase the grinding properties of titanium alloys in cutting processes generally and grinding process specially. Ahmed et al. studied a simple method for assessing the influences of cooling speed from the high temperature on phase transformation seen in α + β titanium alloy [1]. The cooling speeds higher than 410 ℃/s indicated a microstructure with full martensite, a great transformation was seen with a cooling speed from 20 to 410 ℃/s. With a slower cooling rate, this structure was sequentially replaced by diffusion-controlled Widmanstatten α generation. Dabrowski reported on a research of the phase transformation kinetics in the cooling of Ti64 alloy with α + β crystal structure from the β region [2]. He used metallographic inspection of specimens cooled at different speeds in the region of diffuse transformations and showed alternations from β lamellar structure under a cooling speed from 0.015 to 7.3 ℃/s to the granular structure with a cooling speed of 0.012 ℃/s. Singh et al. produced Ti64 alloy from powder mixture by warm compression, sintering in a vacuum, and hot extrusion [3]. The alloy with 0.34 wt% oxygen density was presented to different annealing treatments. The results showed that the α/β annealing achieved the highest impact strength which was close to the standard values of the ingot Ti64. In terms of the grinding process, many researchers prove that dry and wet grinding has inadequate cooling and lubrication efficiency on the grinding process of titanium alloy in particular and other hard-to-cut materials in general. Therefore nano-particles are added to the fluids to increase the machining performance. Nanofluid are a solution consisting of nano-particles, such as MoS2, TiO2, ZnO, Al2O3, C60, CNT, and diamond [4]. Using nanofluids (NFs) would contribute favorable advantages to the machining process of hard-to-machine materials as nanofluids have high thermal conductivity and more heat is dispersed from the cutting region in comparison with the conventional fluids. Furthermore, they can maintain stability in lubricating and cooling at high temperatures in the machining zone. There were some grinding processes using nanofluid that have been experimentally investigated. The study of Li et al. estimated the grinding temperature under minimum quantity lubricant (MQL) cooling of nodular cast iron, Ni-based alloy and C45 steel when the base oil is palm oil [5]. The Carbon nanotube (CNT) nano-particles of 2 and 2.5% volume fractions were added to the base fluid. The outcomes indicated that the grinding of C45 steel presented the highest temperature of 363.9 ℃ among the experimented alloys. Using the 2% nanofluid (363.9 ℃) provided slightly higher grinding temperature than the nanofluid of 2.5% fraction (352.9 ℃). Kumar et al. used the small quantity cooling-lubrication (SQCL) environment with sunflower oil as the base oil for grinding process of hardened AISI52100 steel using a vitrified alumina wheel [6]. His result proved that the wheel wear rate was considerably reduced. The Ft/Fn ratio was lowered and stabilized and surface quality was favorable with the nano-SQCL environment. In the study of Setti et al., MQL condition was also employed with nanofluid as cutting fluid mixed by adding 0.05, 0.1, 0.5, and 1% volume fraction of CuO and Al2O3 nano-particles into the water in the surface grinding of Ti64 [7]. The results demonstrated that the application of nanofluid reduced the grinding temperature and tangential forces. The Al2O3 nanofluid in MQL mode also accelerate the chip removal from the cutting zone.
The present work is implemented to estimate the grinding performance of Ti64 workpieces with two microstructures under dry and nanofluid cutting. The surface roughness and specific grinding energy are measured and evaluated. The effect of feeding rate and cooling environments on grinding performance is also studied. The received results can be employed for choosing the suitable cutting conditions for the surface grinding of Ti–6Al–4V alloy.
2 Experimental Setup
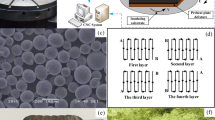
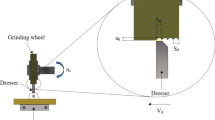
In the grinding tests, Ti64 alloy workpieces with two microstructures are used. The Ti64-Elo workpieces are received at mill anneal temperature of 704–788 ℃ in two hours then air cool, while Ti64-La samples are beta-annealed at 1066 ℃ (higher than β-transus temperature) for 2 h and furnace cool. Figure 2 demonstrates the significant difference in Ti64-Elo and Ti64-La workpiece microstructure. Metallographic examination of samples reveals variations in the α phase morphology varied from granular with mill annealing Ti64-Elo (Fig. 2a) to lamellar with beta annealing Ti64-La (Fig. 2b). The heat treatment temperature and cooling rate are the main cause for these differences in these microstructures. The hardness of Ti64-La microstructures is higher than those Ti64-Elo (376 HV and 349 HV, respectively). The grinding operation is carried out in plunge surface grinding mode on HS Super MC500 high-speed vertical machining center as presented in Fig. 3. A resinoid cBN grinding wheel with a diameter of 100 mm is used in all tests. An impregnated diamond dresser is utilized in the dressing of the wheel. Dry cutting and synthetic oil in water under flood cooling mode are applied. Table 1 provided detailed cutting parameters of the grinding experiments (Fig. 1).

Mill annealing process of Ti64-Elo and beta annealing process of Ti64-La

Crystal structure of (a) Ti64-Elo and (b) Ti64-La (Alpha - darker phase, beta - lighter phase)
The study is conducted with 8 sets of grinding experiments, consisting of four workpiece speeds and two grinding environments. For each experiment, 10 cutting passes are performed at depth of cut at 0.01 mm. The grinding forces are measured during ten cutting passes by a piezoelectric Kistler 9139AA dynamometer, while the main spindle vibration is controlled using a Brüel & Kjær Triaxial DeltaTron Accelerometer. The surface roughness of the Ti64 samples is taken by a Mitutoyo surface roughness tester.
The synthetic base oil is CIMTECH 3150-VLZ lubricant, which is produced by CIMCOOL Fluid Technology, Korea. The xGnP-M25 with a surface area of 120–150 m2/g, the thickness of 6 nm, and diameter of 25 µm, and are provided by XG Sciences, Inc, USA. A new evaluation of frictional and tribological characteristics of exfoliated graphite nanoplatelet (xGnP) as an additive in cutting fluids is conducted. xGnP has a crystal structure of carbon atoms in the form of a honeycomb. It is extremely slender and named a two-dimensional material. It owns tribological characteristics that no conventional materials are matched. In addition to its well-known physical and mechanical characteristics, xGnP has very high thermal conductivity (5000 W/m.K), interlayer slide behavior, high chemical inertness, and smooth surface, which are considerably frictional and tribological properties. The xGnP shows low friction behavior due to its inter-layer slide under weak van der Waals force. Additionally, xGnP naturally is oleophilic and hydrophobic. As a result, it has a high affinity to oil while strongly resisting water and oxygen, which then can be employed as an additive in cutting oil [8].
3 Results and Discussion
3.1 Influence of Grinding and Lubricating Condition on the Surface Roughness
The surface finish is an important factor to predict precisely the machining performance, and surface roughness is one of the most significant factors in estimating the surface finish quality. The surface roughness of a machined sample is dominantly influenced by the dressing condition, grain size, cutting condition, lubricating and cooling condition, and the material removal rate. The roughness value Ra and Rz of the Ti64 samples is plotted in Fig. 4. The slightly higher surface roughness Ra and Rz are achieved with the increase of the workpiece speed in the range of 1000 to 10000 mm/min for both Ti64-Elo and Ti6-La microstructure. In addition, the experimental results show an oscillation of the roughness values with the workpiece speed in the range of from 1000 to 6000 mm/min under dry condition. The higher grinding temperature, more loads on abrasive grains, and larger grinding force tend to enhance the abrasive wear and make the worse surface finish [9]. The occurrence of chip re-precipitated on the ground surface at high workpiece speed will also result in higher Ra and Rz values. Moreover, the higher plastic deformation of the processed surface due to the ascending force will induce a higher surface roughness [4]. The high workpiece speed will results in higher cutting temperature that will cause a higher reaction and adhesion of Ti64 on the cBN grinding wheel.

The experimental surface grinding set-up

Influence of cooling condition and feed rate on surface roughness Ra (a) and Rz (b) in grinding process of Ti64-Elo and Ti64-La
In general, the average roughness when employing synthetic oil + xGnP based fluid is lower than in the dry environment. The better lubricating and cooling properties of xGnP nano-particles in a synthetic oil-based fluid are the reasons for the reduction in the surface roughness of machined Ti64 samples [10]. Titanium tends to strongly chemically react with cBN grits and creates swarfs re-precipitated on the processed titanium surface. However, the cutting with nano-fluid would introduce the xGnP nano-particles between the Ti64 surface and the cBN grains. Table 2 presented the outcomes of Energy Dispersive X-ray Spectroscopy of the specimen ground. The higher weight percent of B and N elements on the surface under dry grinding in comparison with synthetic oil-based xGnP nanofluids proved the effect of the lubricating membrane in inhibiting the direct touch between the wheel and machined surface. The self-cleaning action which is visually indicated in Fig. 5 also assists in rejecting chips from the cutting zone by removing re-precipitation on the surface of grinding wheel. This was one of the major reasons producing the high roughness value. On fine surfaces, this debris is relocated (Fig. 5a) and on rough ones, they stick to the surfaces and are discarded from the surfaces when the drops roll away (Fig. 5b) [7].

The self-cleaning action on a fine and rough surface
The influence of the microstructure on the surface roughness is not prominent. The surface roughness of Ti64-La is a little higher than Ti64-Elo. The minimum and maximum roughness Ra of Ti64-Elo samples for all tested conditions are 0.716 and 1.012 µm, respectively, while those of Ti64-La are consecutively 0.796 and 1.082 µm. This is attributed to the fact that before being ground. The higher hardness value of Ti64-La makes shearing and fracturing the main cutting mechanism in the material removal process, leading to the occurrence of keen peaks and as a result higher roughness. On the other hand, in Ti64-Elo grinding process, the plastic deformation of the ground surface layer happens majorly due to the lower hardness value of this microstructure [11]. The slightly roughness variation between two microstructures would be result from the small difference in the hardness of these microstructures.
3.2 Influence of Grinding and Lubricating Condition on the Specific Grinding Energy
Specific grinding energy (es) can be used as an estimating factor of the lubricating ability of the cutting fluid. The sufficient lubrication in the grinding zone lowers the grinding forces and friction between the sample and the abrasive grains, resulting in relatively low es. The abrasive grains create an abrasive mechanism through rubbing, ploughing, and cutting with various specific grinding energies consisting of sliding energy, ploughing energy, and cutting energy. The specific grinding energy is correlated with tangential force Ft and can be calculated as following equation [12]:
The material removal rate Qw is the volumetric material can be removed in a unit of time and computed as:
Furthermore, the largest undeformed chip thickness (agmax) of a grinding wheel is represented as follows [13]:
where C is a constant number; ds describes the grinding wheel diameter; Nd is the density of active cutting edge. In this study, the approximate Nd value for the resinoid cBN wheel is 12.5 mm−2, while the constant number value is 6.928.
Figure 6 present the chart of the calculated data of es versus Qw. The results show a reducing trend from 200 to 40 J/mm3 compared to that of steels from 80 to 40 J/mm3 [13]). However, the specific energy when workpiece speed vw is 10000 mm/min of both Ti64 microstructures and cooling environments is relatively higher than those of the griding process at a low feed rate. It is attributed to the main spindle oscillation at the highest feed rate value, the tangential force Ft and specific energy es also increase. The average specific energy of Ti64-Elo is also a little lower than Ti64-La because Ti64-Elo has a lower hardness value than Ti64-La. Since a material has a high hardness, the constraints on its molecules are stronger, then the received grinding forces would be also higher. As the Qw value is small, the value of specific grinding energy is strongly influenced by the rubbing and ploughing action between the sample and grinding wheel due to the small value of the largest undeformed chip thickness. Then, the rubbing and ploughing process is gradually replaced by cutting interaction, the grinding energy trends to reduce rapidly as the vw and Qw value increased. The energy firstly fast declines, then slowly reduce without depending on cooling environments and sample microstructures [14]. In wet grinding, the specific grinding energy under synthetic oil + xGnP based fluid generally has lower values than those with the dry environment due to the lower tangential force of the nanofluid environment.

Influence of the material removal rate on specific energy in grinding process of Ti64-Elo and Ti64-La
4 Conclusions
The grinding experiments are implemented on two microstructures of Ti64 alloys under various cutting parameters and lubricating conditions with a resinoid cBN grinding wheel. The main conclusions are then deduced as follows:
-
The roughness value of Ti64-La samples with lamellar structure and higher hardness shows a slight increase compared to Ti64-Elo.
-
The higher surface roughness is generally achieved with enhancing workpiece infeed speed. The ground surface in dry grinding has a higher roughness value than nanofluid cooling conditions.
-
The specific energy in the xGnP nanofluid environment is lower than dry cutting. In general, the specific grinding energy value of Ti64-Elo is lower compared to Ti64-La.
References
Ahmed, T., Rack, H.J.: Phase transformations during cooling in α+β titanium alloys. Mater. Sci. Eng. A 243, 206–211 (1998)
Dabrowski, R.: The kinetics of phase transformations during continuous cooling of the Ti-6Al-4V alloy from the single-phase β range. Arch. Metall. Mater. 56(3), 703–707 (2011)
Singh, A.P., Yang, F., Torrens, R., Gabbitas, B.: Heat treatment, impact properties, and fracture behaviour of Ti-6Al-4V alloy produced by powder compact extrusion. Materials 12, 3824 (2019)
Lee, P.H., Kim, J.W., Lee, S.W.: Experimental characterization on eco-friendly micro-grinding process of titanium alloy using air flow assisted electrospray lubrication with nanofluid. J. Clean. Prod. 201, 452–462 (2018)
Li, B., et al.: Numerical and experimental research on the grinding temperature of minimum quantity lubrication cooling of different workpiece materials using vegetable oil-based nanofluids. Int. J. Adv. Manuf. Technol. 93, 1971–1988 (2017). https://doi.org/10.1007/s00170-017-0643-0
Kumar, K.M., Ghosh, A.: Assessment of cooling-lubrication and wettability characteristics of nano-engineered sunflower oil as cutting fluid and its impact on SQCL grinding performance. J. Mater. Process. Technol. 237, 55–64 (2016). https://doi.org/10.1016/j.jmatprotec.2016.05.030
Setti, D., Sinha, M.K., Ghosh, S., Rao, P.V.: Performance evaluation of Ti–6Al–4V grinding using chip formation and coefficient of friction under the influence of nanofluids. Int. J. Mach. Tools Manuf. 88, 237–248 (2015)
Singh, H., Sharma, V.S., Singh, S., Dogra, M.: Nanofluids assisted environmental friendly lubricating strategies for the surface grinding of titanium alloy: Ti6Al4V-ELI. J. Manuf. Process. 39, 241–249 (2019)
Li, Z., Ding, W., Liu, C., Su, H.: Grinding performance and surface integrity of particulate-reinforced titanium matrix composites in creep-feed grinding. Int. J. Adv. Manuf. Technol. 94(9–12), 3917–3928 (2017). https://doi.org/10.1007/s00170-017-1159-3
Shabgard, M., Seyedzavvar, M., Mohammadpourfard, M., Mahboubkhah, M.: Finite difference simulation and experimental investigation: effects of physical synergetic properties of nanoparticles on temperature distribution and surface integrity of workpiece in nanofluid MQL grinding process. Int. J. Adv. Manuf. Technol. 95(5–8), 2661–2679 (2017). https://doi.org/10.1007/s00170-017-1237-6
Sadeghi, M.H., Haddad, M.J., Tawakoli, T., Emami, M.: Minimal quantity lubrication-MQL in grinding of Ti–6Al–4V titanium alloy. Int. J. Adv. Manuf. Technol. 44, 487–500 (2009)
Zhang, X., et al.: Performances of Al2O3/SiC hybrid nanofluids in minimum-quantity lubrication grinding. Int. J. Adv. Manuf. Technol. 86(9–12), 3427–3441 (2016). https://doi.org/10.1007/s00170-016-8453-3
Zhou, H., Ding, W., Liu, C.: Material removal mechanism of PTMCs in high-speed grinding when considering consecutive action of two abrasive grains. Int. J. Adv. Manuf. Technol. 100(1–4), 153–165 (2018). https://doi.org/10.1007/s00170-018-2685-3
Zhenzhen, C., Jiuhua, X., Wenfeng, D., Changyu, M.: Grinding performance evaluation of porous composite-bonded CBN wheels for Inconel 718. Chin. J. Aeronaut. 27(4), 1022–1029 (2014)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Phi-Trong, H., Nguyen-Kien, T., Luong-Hai, C., Truong-Hoanh, S. (2022). The Effect of Microstructure and Nano Additive Lubrication on the Specific Grinding Energy and Surface Roughness in Ti-6Al-4V Grinding. In: Le, AT., Pham, VS., Le, MQ., Pham, HL. (eds) The AUN/SEED-Net Joint Regional Conference in Transportation, Energy, and Mechanical Manufacturing Engineering. RCTEMME 2021. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-19-1968-8_87
Download citation
DOI: https://doi.org/10.1007/978-981-19-1968-8_87
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-19-1967-1
Online ISBN: 978-981-19-1968-8
eBook Packages: EngineeringEngineering (R0)