
Abstract
Thermoplastics are widely used in industry and life fields. Laser transmission welding (LTW) provides a solution to improve comprehensive performances of different thermoplastics. This paper reviews LTW process of thermoplastics according to classification of composition and structure of materials, such as the fiber-reinforced thermoplastics (FRP), polycarbonate (PC), acrylonitrile/butadiene/styrene (ABS), polyethylene terephthalate (PET), polypropylene (PP), and polymethyl methacrylate (PMMA). The effects of typical laser parameters, such as laser power and scanning speed on the welding strength of materials, are discussed. The impact of reinforcement or additive on the laser welding process is also elaborated. As an auxiliary to experimental tools, the modeling and simulation methods involved in the welding process are also presented and it is concluded that finite element method (FEM) is the primary techniques employed in modeling and simulations. Response surface methodology (RSM) and artificial neural network (ANN) have also shown advantages in the welding research. Mixed method (MM), which combines various kinds of modeling and simulation methods, can be employed to obtain optimized process parameters more efficiently. In general, still, significant research is needed to improve the welding quality of thermoplastics by combining experiments with modeling and simulations.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Thermoplastics are commonly used in automotive, furniture, biological, and medical fields due to the excellent properties of low density, good flexibility, and low cost [1,2,3,4,5].With rapid industrial development, the monolithic materials are unable to meet the diverse performance requirements in extreme environments. Laser transmission welding (LTW) is a promising connection technology that combines different thermoplastics to achieve better comprehensive properties of mechanical strength, temperature resistance, and thermal conductivity [6]. LTW is also a useful tool to obtain complex parts in the micromachining field [7]. Although laser welding of various metals such as copper [8], aluminum [9], and titanium [10], and corresponding alloys [11,12,13] have been studied for several years, multiple challenges faced in LTW of thermoplastics still need to be addressed.
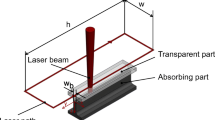
Schematic of LTW of transparent materials is displayed in Fig. 1. Laser beam passes though the transparent part and focuses on the absorbent part. Then, materials melt on the interface and join each other due to the heat diffusion [14]. As the transparent material is between the welding surface and the laser beam, the energy transfer process is more difficult to control to obtain high welding quality which is characterized by tensile strength, microstructure, and elemental composition. A comprehensive review of the related studies is crucial for the development of LTW. In the field of laser welding, extensive review has been performed on the alloys of magnesium [15], copper [16], and titanium [17]. However, for thermoplastics, the reviews only exist on the thermal degradation in LWT of polycarbonate (PC) and polyamide 6 (PA6) [18]. Hence, a comprehensive review of the LTW of thermoplastics is required to promote the development of welding field.

Schematic of LTW of transparent materials [14]
In this paper, an overview of LTW is provided to present the process for typical thermoplastics such as fiber-reinforced thermoplastics (FRP), polycarbonate (PC), polyethylene terephthalate (PET), polypropylene (PP), and polymethyl methacrylate (PMMA). The complicated physical and chemical processes involved in LTW can be simulated using models which can be more conducive to optimize the process parameters. To further understand the welding process, finite element method (FEM), response surface methodology (RSM), artificial neural network (ANN), and other mixed methods used in LTW are also discussed. The summary of the current study and the development direction are outlined at the end of the paper.
2 LTW process of thermoplastics
For different welding materials, it is vital to select appropriate process conditions to obtain better welding quality. Hence, welding process of the typical thermoplastics and effects of process parameters on welding features are deliberated.
2.1 Fiber-reinforced thermoplastics (FRP)
Carbon fiber is the most widely used reinforcement material due to good tensile strength and light weight [19]. Mechanical properties and heat resistance of thermoplastics can be improved by adding carbon fiber in the matrix [20, 21]. Carbon fiber-reinforced thermoplastics (CFRP) play an increasingly important role as engineering materials.
Jaeschke et al. [22] performed LTW of CFRP using a semi-crystalline polyphenylene sulfide (PPS) as the matrix. The welding materials with different thicknesses and non-fibers were designed as the contrast experiments. Results indicated that the absorption behavior of composites was significantly affected by the carbon fibers and the reinforcement was conducive to improve the shear strength. The temperature distribution was changed by the orientation of carbon fibers, leading to the formation of weld seam. These results were also confirmed by Wippo et al. [23]. Their experimental results found that selection of an appropriate laser scanning path was beneficial to improve the stability of welding quality. Figure 2 shows cross sections of samples at different energy per unit length (Fig. 2a) and carbon fiber arrangements (Fig. 2b). A prominent gap was observed at the connection of welding parts at low energy per unit length. As the value of process parameters increased, thermal damage became more severe. The PPS decomposed at high temperatures due to generation of pores inside the material. The heat conduction between PPS changed with different arrangements of carbon fiber, leading to a decrease in height of the welding lens. Berger et al. [24] investigated the LTW of transparent filler materials of PA6 to connect PA6 reinforced with carbon fibers. It was found that the process parameters of laser power and feeding rate depended on the optical properties of materials. In addition, the welding quality was little affected by the roughness of welding surface.

Cross sections of samples at welding parameters: different energy per unit length (a) and carbon fiber arrangements (b) with Es = 100 J/cm [22]
Glass fiber is also a typical reinforcement in the thermoplastics. Welded structural parts composed of nylon-doped glass fiber are widely used in automobile and garden fields [25, 26]. Grewell et al. [27] reported on the LTW of composites of glass fiber-reinforced nylon. The tensile strength increased with the rise in content of glass fibers. They also studied the effect of different colorants on laser transmittance. Figure 3 shows the transmittance of colored nylon for different wavelengths. Except for the white nylon, the transmittance reduced with decrease in wavelength. The transmittance changed with the colorants in the descending order of red, natural, yellow, green, and white. Chen et al. [28] measured the absorption coefficient of LTW of glass fiber-reinforced PA6 via direct-scan method. The advantages of this method are wide applications and no special environment is required in the laboratory. However, the drawback is that the reflectance cannot be measured. The absorption coefficient for PA6 without absorbent additives displayed similar issues. As shown in Fig. 4, the experimental results suggested that the absorption and the contents of carbon black (CB) had a proportional relationship in the PA6 composites. Materials with fiber reinforcement was found that materials decomposed fibers led to longer transmission path [29, 30]. Hence, the absorptivity was closer to the surface of the materials. In comparison to the materials without glass fibers, not only the scattered light was increased, but also the peak height of laser energy was density decreased in the reinforcement materials [31, 32].

Transmittance of colored nylon for different wavelengths [27]

Direct-scan method measured absorption coefficient as a function of CB level and laser scan speed for PA6: a without glass fiber and b containing glass fiber [28]
2.2 Polycarbonate (PC)
Effects of laser power and scanning speed on the welding strength of PC were studied by Sekou et al. [33]. It was found that materials decomposed at high energy input with high power and low speed. However, low energy input at low power and high speed was not enough to melt materials. Results indicated that decent welding strength could be obtained at medium laser power and speed which could melt PC without a negative effect on the welding quality [34]. With regard to representative indicators of welding quality, namely welding strength and width, the sensitivities to laser power and scanning speed were different [35]. These results can provide a reference for the optimization of process parameters.
To increase the absorption of materials to laser, CB is usually used as an additive in thermoplastics. Wang et al. [36] characterized the size, shape, and distribution of CB in LTW of PC. The particle diameters of CB in PC ranged from 5 to 20 nm due to better dispersion and were smaller than the sizes of CB in PA6. As the optical properties are the important aspects of the welding process, the suitable selection of laser wavelength is crucial to improve the quality of LTW [37, 38].The introduction of additives plays a positive role in obtaining better welding quality of materials. However, the process is relatively complicated compared with the process without absorber [39,40,41].
Mamuschkin et al. [42] studied the intensity distribution of laser wavelength at 968 nm and 1530 nm on the welding surface of PC containing different TiO2 contents. As shown in Fig. 5, the intensity decreased significantly with the rise in TiO2 content at the wavelength of 968 nm. The loss of intensity could be compensated by increasing laser power, but it was ineffective on the zero intensity at the TiO2 content of 2%. Although similar tendency of laser intensity was observed at the wavelength of 1530 nm, the attenuation slowed down prominently. This result indicated that more energy saving could be achieved in the LTW of PC containing TiO2 by operating at 1530 nm.

Distribution of laser intensity in the joining plane at different TiO2 contents [42]
2.3 Acrylonitrile/butadiene/styrene (ABS)
ABS is a promising thermoplastic which can exhibit different properties by changing the composition of acrylonitrile, butadiene, and styrene [43]. Vidal et al. [44] performed experimental study on the LTW of natural ABS and carbon nanotube–doped ABS. Figure 6 shows the weld width and shear force as a function of line energy. There is a linear relationship between the weld width and line energy at different scanning speeds and contents of carbon nanotubes. The rise in weld width was more prominent with the increase in linear energy at higher carbon nanotube contents. Accordingly, the maximum value of shear force was higher than that at low percentage of carbon nanotubes. Notably, the relationship of shear force and line energy was not linear, but was expressed by a polynomial fit. In addition, higher content of carbon nanotubes in ABS led to the formation of a welding seam that was more sensitive to the change in of process parameters [45].

Weld width (a) and shear force (b) as a function of line energy for different contents of carbon nanotubes [44]
2.4 Polyethylene terephthalate (PET)
PET is extensively employed as a medical and food plastic due to excellent physicochemical and biological properties [46, 47]. Hermetical capacity is an important index to evaluate the reliability of PET. Wang et al. [48] explored the LTW of PET with the coating of infrared absorbing medium and tested the water vapor permeability. The transmittance spectra of pure and coated PET are shown in Fig. 7. The results of tests suggested that the welding seam was in good condition after aging and the permeability was lower than 0.02 g in 24 h. This indicated that LTW was a useful tool to join PET with good sealing performance and aging resistance. The advantages of laser in transparent material packaging have been confirmed by other researchers [49, 50].

Transmittance spectra of pure and coated PET [48]
In order to obtain environment-friendly structural parts, Gisario et al. [51] employed LTW technology to process PET. As shown in Table 1, the mechanical properties could be adjusted by adding different contents of ethylene-vinyl acetate copolymer mixture (PEVA). The maximum load at break and maximum Young’s modulus decreased by increasing PEVA in PET. Maximum elongation presented the opposite trend and rose up to 10% in comparison to as-received PET. This was primarily due to the difference in the distribution of additive phase dispersed in the matrix.
2.5 Polypropylene (PP)
PP is a promising thermoplastic and has become the material of choices to replace traditional engineering plastics [52]. Ghorbel et al. [53] conducted a process study to weld PP. Natural PP and CB-doped PP were used as the transmission layer and absorption layer, respectively. Figure 8 shows the morphology of welding seams of natural PP and CB-doped PP at different scanning speeds. The dimensions of welding seams increased with the decrease in scanning speed. The main reason was that lower scanning speed led to more energy accumulation. Also, decomposition of PP may be caused by higher temperature leading to voids in the welding seam. This phenomenon of PP is similar to those of PPS [22] and PC [33].

Morphology of welding seams of natural PP and CB-doped PP at different scanning speeds [53]
Poor compatibility is the one of the main bottlenecks to obtain high welding quality. Liu et al. [54] proposed to adapt grafting modification technology to weld PP and PA66. By using polar maleic-anhydride, the welding strength of PP and PA66 enhanced from 0.3 to 3.5 MPa owing to inter-diffusion structure and chemical reactions. The chemical reaction is presented in Fig. 9. The uniform bubble distribution was beneficial to improve the bonding strength of materials.

Chemical reaction between the grafting-modified PP and PA66 [54]
2.6 Polymethyl methacrylate (PMMA)
PMMA has great application prospects in biomedical and industrial fields [55, 56]. Devrient et al. [57] investigated the LTW of PMMA with part adapted temperature fields. Figure 10 shows the experimental setup and schematic diagram. Using the pyrometric system, temperature was measured in the LTW process, which was of great significance to improve the tensile strength of materials. Schmitt et al. [58] used the optical coherence tomography to observe the defects in the welding seam. The monitoring system and results of detection of PMMA are shown in Fig. 11. In addition to the conventional laser processing system, the measurement system was integrated to detect the defects in welding seam. Based on this technology, the optimized process parameters for better welding quality can be obtained in a short duration. By measuring the distribution of laser power flux at the welding interface transverse to the laser scanning direction, the conditions of LTW can be examined [59].

Experimental setup and schematic diagram: a device of LTW with simultaneous thermal radiation detection, b arrangement of gap on surface of absorbing plastic, c method to ensure the laser spot in the center of the measuring system [57]

Schematic diagram of the monitoring system (a) and defects detection of PMMA (b) [58]
Bauernhuber et al. [60] explored the LTW of PMMA and structural steel. Effects of surface treatments and laser welding process parameters on the welding quality were investigated. Results indicated that sandblasting on the sample surface could not only increase the welding area of the materials, but also improve the laser absorption, in order to obtain higher welding strength. Owing to the impact of pulse shape on the laser power and energy, an effective way to improve the welding strength is the adjustment of appropriate waveform.
3 Modeling and simulation in LTW
As auxiliary methods, modeling and simulation cooperate with experiment research to effectively shorten the process exploration time and efficiently obtain the ideal process parameters [61, 62]. This section introduces the commonly used modeling and simulation technologies in LTW and the characteristics of various methods are also analyzed.
3.1 Finite element method (FEM)
The process of LTW is accompanied by the change in temperature field in materials, especially the thermal degradation which is crucial to the welding strength of materials [63]. Bates et al. [18] employed FEM combined with a non-linear model-fitting method to study the thermal degradation of PC and PA6 containing CB in LTW. Figure 12 shows the comparison of theoretical and experimental results of power causing degradation and the onset of welding strength decline as a function of CB content in PC and PA6. As shown in Fig. 12a and b, both for PC or PA6, power decreased with the increasing contents of CB. Notably, the difference between experimental and predicted results was more prominent at lower contents of CB as a result of poor dispersion. Similarly, with the increase in CB content, power at the onset of welding strength decline gradually decreased in both PC and PA6 (see Fig. 12c and d). As the reduction in molecular weight of the materials during LTW was not considered, the theoretical calculation values were about 25% higher than the experimental results. In addition to the process parameters and material composition, the temperature field was also affected by the distribution of laser beam [64].

Comparison of theoretical and experimental results: power causing degradation as a function of CB contents at the surface of PC (a) and PA6 (b), power at onset of weld strength decline as a function of CB contents in PC (c) and PA6 (d) [18]
Mayboudi et al. [65] developed a two-dimensional finite element model to investigate the LTW of nylon 6. Although the depth of molten zone and distribution of temperature in laser-treated area were predicted, a three-dimensional model was necessary to calculate the spatial state changes of materials during the welding process [66, 67]. The researchers also studied the distribution of temperature along the depth of materials in the LTW of PA6 using thermal imaging and theoretical calculations [68]. Figure 13 shows the three-dimensional thermal model (Fig. 13a) and comparisons between the thermal imaging and modeling along the depth of the laser absorbing (Fig. 13b) and transmitting parts (Fig. 13c). Results indicated that the temperatures calculated by the model were in good agreement with the data obtained in the experiments. In addition, the rationality of data predicted by FEM was verified using finite volume method (FVM) [69].

Three-dimensional thermal model (a) and comparison between thermal imaging and modeling along the depth of laser absorbing (b) and transmitting (c) parts [68]
Geiger et al. [70] investigated the effects of absorption coefficient of PP on the temperature fields and geometry of molten pool using FEM. The group concluded that the geometry of molten pool was negligibly affected by the absorption coefficient change with the temperature field. There have been several works on the temperature field simulations. However, the study of force fields in LTW is also important, especially the relevant interaction of different fields [71]. Labeas et al. [72] proposed the thermo-mechanical model to predict the distribution of temperature and stress in the LTW of PPS. This model was convenient to systematically study the influence of various process parameters on the real-time welding process by combining multi-physics fields. Becker et al. [73] and Zoubeir et al. [74] also proved that the residual stress field was directly related to the quality of material welding and was as crucial as temperature field.
The welding quality is significantly affected by the heat transfer state between the welding interfaces [75]. Liu et al. [76] developed thermal contact model to study the effect of interfacial contact status on the LTW of PA66. Figure 14 shows a schematic diagram of the heat-affected zone (Fig. 14a) and the comparison of the profile of heat-affected zone at the cross-section (Fig. 14b, c, d). It was found that the heat-affected zone (HAZ) in opaque PA66 was larger than the transparent PA66 because the energy was mainly absorbed by the opaque part. The simulations using thermal contact model were more consistent with the experiments. Owing to different thermal properties of PA66, the thermal contact resistance led to differences of HAZ in transparent and opaque PA66. Chen et al. [77] proposed a hybrid model with rotary body and plane heat source to investigate the LTW of PP and ABS. Figure 15 shows temperature distribution along the xy and yz planes with the body and plane models. As shown in Fig. 15a and b, the calculation of temperature field distribution along xy was similar. The simulations of temperature field in the YZ plane were also close. Although the molten pool of PP was wider than ABS in Fig. 15c and d, the temperature at the corresponding position was opposite. The temperature of PP was higher in the hybrid model. However, the temperature of ABS was higher in the plane model. This was mainly caused by the difference in laser energy absorption and material heat conduction in the model. The experiments prove that the hybrid model has higher precision and can better reflect the real situation.

Schematic diagram of HAZ (a) and comparison of HAZ profile at the cross-section by experiment (b), thermal contact model (c), and traditional model (d) [76]

Distribution of temperature along different planes with the body and plane models: a xy plane, hybrid heat source model; b xy plane, Gauss plane heat source; c yz plane, hybrid heat source model; and d yz plane, Gauss plane heat source [77]
3.2 Response surface methodology (RSM)
Several process variables are involved in LTW and have comprehensive impact on the welding quality. RSM provides an effective way to study the relationship between variables. In the process of using the response surface method, it is usually necessary to link the variables to be studied with mathematical formulas, and then combine the ANOVA method to assess the importance of each variable on the welding quality. Acherjee et al. [78] used RSM to predict the welding strength and seam width in the LTW of acrylic. Using ANOVA tables, it was found that the lap shear strength was strongly affected by the welding speed. This parameter and stand-off-distance had great impacts on the seam width. The same method is applicable to the LTW of PMMA to ABS [79]. RSM can also contribute to saving processing costs [80]. Wang et al. [81] improved the welding strength by introducing PC film between PMMA and polybutylene terephthalate. Figure 16 shows interaction effects of process parameters on the welding strength. The welding strength increased at lower laser power and slower welding speed (see Fig. 16a and b). In general, higher laser power and higher welding speed signify higher energy input, but it can easily cause thermal damage to materials. The results indicated that laser power had a greater influence on the welding strength. The clamping pressure is another factor that affects the welding strength [82]. Effect of clamping pressure on the welding strength varied with laser power (see Fig. 16c and d). This was mainly caused by the contact status between the welding materials and molecular mobility in the welding process. Therefore, the selection of moderate clamping pressure was conducive to improve the welding strength. The combination of Taguchi method and ANOVA can play a similar role in the prediction of LTW [83, 84].

Interaction effects of process parameters on welding strength: laser power and welding speed of RSM (a) and contour plot (b), laser power and clamping pressure of RSM (c) and contour plot (d) [81]
3.3 Artificial neural network (ANN)
ANN is an extremely powerful tool to predict the experimental results through learning and prediction by itself. As proposed by Acherjee et al. [85], Fig. 17 shows a typical ANN model to predict the lap shear strength and weld seam width in the LTW of acrylics. It was found that the results of ANN prediction and experimental data were similar. The research also proved that the precision of ANN was higher than multiple regression analysis. However, ANN is based on the existing process database. Before employing this model, it is often necessary to obtain the characterization data of welding quality through process experiments. Nakhaei et al. [86] investigated the LTW of acrylic by ANN. As shown in Fig. 18, the experimental and prediction results were in good agreement corresponding to different input variables. Therefore, the results predicted by the model are credible.

A typical ANN model to predict lap shear strength and weld seam width [85]

Comparison of experimental and prediction results for lap shear strength [86]
3.4 Mixed methods (MM)
As each method of modeling and simulation has its limitations, for a deeper insight into LTW, it is advantageous to combine various methods. Acherjee et al. [87] investigated the LTW of PC by a combined approach of FEM and RSM. Figure 19 shows the flow chart of the mixed method. Firstly, the temperature field and weld dimensions in the welding process were simulated by FEM. After the rationality of the model was verified by experiments, the influence of various process parameters on the welding quality was studied using RSM. Then, the process parameters were optimized to obtain the ideal welding quality. Results indicated that the influences of laser power, welding time, and beam width on the maximum value of temperature at the weld zone and interface, weld width weakened in turn. However, the influencing factors of depth of penetration in the transparent and absorbing materials weakened from welding time, laser power to beam width. This method can be employed to study the LTW of PC containing CB [88]. Wang et al. [89] proposed an integrated method including FEM, RSM, and genetic algorithm (GA) to study the LTW of PET and titanium. Figure 20 shows the research route of the integrated method. Similar to the study of Acherjee et al. [87], the results of FEM transmitted to RSM were experimentally verified. Notably, GA was used to obtain the optimum parameters after RSM. Therefore, it is beneficial to obtain better process parameters and save experimental time and processing costs. Although this method included GA which had a better guiding role in the final verification of the selection of process parameters using experiments, in comparison with the follow-up research works that used FEM and RSM directly [90, 91], the calculation time increased due to more modeling steps.

Flowchart of mixed method [87]

Research route of the integrated method. (Tmax, maximum temperature at the weld interface; Ttop, maximum temperature at the top surface of the transparent materials; WW, weld width; DT, weld depth in the transparent PET; DF, desirability function; NSGA-II, non-dominating sorting genetic algorithm-II) [89]
4 Summary and outlook
LTW has proven to be a promising technology for joining the thermoplastics and has a wide range of applications. The materials connected by this technology are divided into transparent part and absorption part. The laser passes through the transparent part and acts at the joint surface which leads to thermal interaction between the joining materials. This article reviews the LTW process based on the types of thermoplastics. To date, the research works have primarily focuses on the impact of laser power, scanning speed, and other process parameters on the welding strength and material microstructure. Fiber reinforcement and CB have significant impacts on the welding performance of thermoplastics. It is mainly concentrated on a series of processes caused by the second-phase fiber or particle scattering of the laser beam. The selection of laser wavelength also affects the welding quality. This is mainly reflected by the difference in absorption rate of the material components to the laser. The research on process parameters and welding mechanism still need further studies.
Ideally, to obtain best welding effect, pure process experiments are required which are time-consuming and costly. Modeling and simulations have greatly promoted the development of LTW. As the most typical and widely used method, 2D or 3D modeling of welding materials is performed using FEM to provide theoretical basis for the change in temperature field due to heat conduction during LTW. LTW includes multiple process parameters. Hence, it is vital to study the influence of multiple process parameters on the processing quality. RSM provides routes for investigating the relationship between process parameters. In particular, it can visually display the change trend of welding quality when multiple process parameters are changed simultaneously. However, this method still needs to be based on the existing experimental results. If there is a need to predict the influence of process parameters on the welding quality by the experiments that have not been done yet, then ANN method is more suitable.
The mixed method can provide the advantages of various modeling and simulation methods. By incorporating a variety of methods in the LTW research in sequence, in combination with experimental validation, the experimental time can be greatly shortened. The optimum process parameters for welding quality can be more intuitively reflected and best processing quality can be obtained more conveniently. Notably, modeling and simulation are only the auxiliary means of experiments. The accuracy of the model and the simulation process can only be extremely close to reality, but there would still be certain differences. The development of high-fidelity models and obtaining results with fast simulations to guide experiments is the future direction.
Data availability
Not applicable.
References
Wang X, Liu BG, Liu W, Zhong XJ, Jiang YJ, Liu HX (2017) Investigation on the mechanism and failure mode of laser transmission spot welding using PMMA material for the automotive industry. Materials 10(1):22. https://doi.org/10.3390/ma10010022
Haferkamp H, Busse AV, Barcikowski S, Ostendorf A, Bunte J (2004) Laser transmission welding of polymer and wood composites: Material and joint mechanism related studies. J Laser App 16(4):198–205. https://doi.org/10.2351/1.1809632
Singh A, Pfleging W, Beiser M, Malek CK (2013) Transparent thin thermoplastic biochip by injection-moulding and laser transmission welding. Microsyst Technol 19:445–453. https://doi.org/10.1007/s00542-012-1666-y
Bulow JFV, Bager K, Thirstrup C (2009) Utilization of light scattering in transmission laser welding of medical devices. Appl Surf Sci 256:900–908. https://doi.org/10.1016/j.apsusc.2009.08.082
Acherjee B, Misra D, Bose D, Acharyya S (2011) Optimal process design for laser transmission welding of acrylics using desirability function analysis and overlay contour plots. Int J Manuf Res 6(1):49–61. https://doi.org/10.1504/IJMR.2011.037913
Hopmann C, Weber M (2012) New concepts for laser transmission welding of dissimilar thermoplastics. Prog Rubber Plast Recycl Technol 28(4):157–172. https://doi.org/10.1177/147776061202800402
Haberstroh E, Hoffmann WM (2008) Laser transmission welding of complex micro plastic parts. Proc I Mech Eng B: J Eng 222:47–54. https://doi.org/10.1243/09544054JEM842
Yang JN, Zhang LJ, Ning J, Bai QL, Yin XQ, Zhang JX (2017) Single pass laser-MIG hybrid welding of 8-mm thick pure copper (T2) without preheating: Microstructure and properties. Appl Therm Eng 126:867–883. https://doi.org/10.1016/j.applthermaleng.2017.07.210
Miyagi M, Kawahito Y, Kawakami H, Shoubu T (2017) Dynamics of solid-liquid interface and porosity formation determined through x-ray phase-contrast in laser welding of pure Al. J Mater Process Technol 250:9–15. https://doi.org/10.1016/j.jmatprotec.2017.06.033
Gao M, Kawahito Y, Kajii S (2017) Observation and understanding in laser welding of pure titanium at subatmospheric pressure. Opt Express 25(12):13539–13548. https://doi.org/10.1364/OE.25.013539
Hess A, Weber R, Heider A, Graf T (2010) Forced deep-penetration welding with low-power second-harmonic assistance of cw copper welding with 1 μm wavelength. Phys Procedia 5:29–36. https://doi.org/10.1016/j.phpro.2010.08.026
Gao M, Chen C, Hu M, Guo LB, Wang ZM, Zeng XY (2015) Characteristics of plasma plume in fiber laser welding of aluminum alloy. Appl Surf Sci 326:181–186. https://doi.org/10.1016/j.apsusc.2014.11.136
Zhang Y, Sun DQ, Gu XY, Li HM (2018) Nd:YAG pulsed laser welding of dissimilar metals of titanium alloy to stainless steel. Int J Adv Manuf Technol 94:1073–1085. https://doi.org/10.1007/s00170-017-0997-3
Aden M, Mamuschkin V, Olowinsky A (2015) Influence of carbon black and indium tin oxide absorber particles on laser transmission welding. Opt Laser Technol 69:87–91. https://doi.org/10.1016/j.optlastec.2014.12.015
Cao X, Jahazi M, Immarigeon JP, Wallace W (2006) A review of laser welding techniques for magnesium alloys. J Mater Process Technol 171:188–204. https://doi.org/10.1016/j.jmatprotec.2005.06.068
Auwal ST, Ramesh S, Yusof F, Manladan SM (2018) A review on laser beam welding of copper alloys. Int J Adv Manuf Technol 96:475–490. https://doi.org/10.1007/s00170-017-1566-5
Auwal ST, Ramesh S, Yusof F, Manladan SM (2018) A review on laser beam welding of titanium alloys. Int J Adv Manuf Technol 97:1071–1098. https://doi.org/10.1007/s00170-018-2030-x
Bates PJ, Okoro TB, Chen M (2015) Thermal degradation of PC and PA6 during laser transmission welding. Weld World 59:381–390. https://doi.org/10.1007/s40194-014-0209-9
Huang XS (2009) Fabrication and properties of carbon fibers. Materials 2:2369–2403. https://doi.org/10.3390/ma2042369
Yamashita S, Hashimoto K, Suganuma H, Takahashi J (2016) Experimental characterization of the tensile failure mode of ultra-thin chopped carbon fiber tape-reinforced thermoplastics. J Reinf Plast Compos 35(18):1342–1352. https://doi.org/10.1177/0731684416651134
Liu B, Xu AC, Bao LM (2017) Preparation of carbon fiber-reinforced thermoplastics with high fiber volume fraction and high heat-resistant properties. J Thermoplast Compos 30(5):724–737. https://doi.org/10.1177/0892705715610408
Jaeschke P, Herzog D, Haferkamp H, Peters C, Herrmann AS (2010) Laser transmission welding of high-performance polymers and reinforced composites-a fundamental study. J Reinf Plast Compos 29(20):3083–3094. https://doi.org/10.1177/0731684410365365
Wippo V, Jaeschke P, Brueggmann M, Suttmann O, Overmeyer L (2014) Advanced laser transmission welding strategies for fibre reinforced thermoplastics. Phys Procedia 56:1191–1197. https://doi.org/10.1016/j.phpro.2014.08.034
Berger S, Schmidt M (2014) Laser transmission welding of CFRTP using filler material. Phys Procedia 56:1182–1190. https://doi.org/10.1016/j.phpro.2014.08.033
Kagan VA, Bray RG, Kuhn WP (2002) Laser transmission welding of semi-crystalline thermoplastics-Part I: Optical characterization of nylon based plastics. J Reinf Plast Compos 21(12):1101–1122. https://doi.org/10.1106/073168402024286
Kagan VA, Pinho GP (2004) Laser transmission welding of semicrystalline thermoplastics-Part II: Analysis of mechanical performance of welded nylon. J Reinf Plast Compos 23(1):95–107. https://doi.org/10.1177/0731684404029360
Grewell D, Rooney P, Kagan V.A (2004) Relationship between optical properties and optimized processing parameters for through-transmission laser welding of thermoplastics. J Reinf Plast Compos 23 (3) 239-247. doi: https://doi.org/10.1177/0731684404030732
Chen M, Zak G, Bates PJ (2015) Absorption coefficient measurement in laser transmission welding of thermoplastics. Int Polym Process 30(1):38–43. https://doi.org/10.3139/217.2820
Chen M, Zak G, Bates PJ (2011) Effect of carbon black on light transmission in laser welding of thermoplastics. J Mater Process Technol 211:43–47. https://doi.org/10.1016/j.jmatprotec.2010.08.017
Devrient M, Da X, Frick T, Schmidt M (2012) Experimental and simulative investigation of laser transmission welding under consideration of scattering. Phys Procedia 39:117–127. https://doi.org/10.1016/j.phpro.2012.10.021
Hohmann M, Devrient M, Klämpfl F, Roth S, Schmidt M (2014) Simulation of light propagation within glass fiber filled thermoplastics for Laser transmission welding. Phys Procedia 56:1198–1207. https://doi.org/10.1016/j.phpro.2014.08.035
Xu XF, Parkinson A, Bates PJ, Zak G (2015) Effect of part thickness, glass fiber and crystallinity on light scattering during laser transmission welding of thermoplastics. Opt Laser Technol 75:123–131. https://doi.org/10.1016/j.optlastec.2015.06.026
Sekou S, Chen S, Zou J, Lin Y (2015) Laser transmission welding of polycarbonate: geometrical and microstructure characterisation of the weld. J Mater Sci Eng 4(4):1000179. https://doi.org/10.4172/2169-0022.1000179
Sekou S, Chen S, Zhong S, Zhong H (2015) Laser transmission welding of polycarbonate: a finite element analysis. Inter J Mech Manuf Syst 8(5/6):207–222. https://doi.org/10.1504/IJMMS.2015.073555
Acherjee B, Kuar AS, Mitra S, Misra D (2015) Laser transmission welding of polycarbonates: experiments, modeling, and sensitivity analysis. Int J Adv Manuf Technol 78:853–861. https://doi.org/10.1007/s00170-014-6693-7
Wang CY, Bates PJ, Aghamirian M, Zak G, Nicholls R, Chen M (2007) Quantitative morphological analysis of carbon black in polymers used in laser transmission welding. Weld World 51:85–90. https://doi.org/10.1007/BF03266564
Flock D, Sickert M, Haberstroh E (2013) Temperature measurement in laser transmission welding of plastics. Intern Poly Sci Technol 40(4):704–708. https://doi.org/10.1177/0307174X1304000401
Schkutow A, Frick T (2016) Influence of adapted wavelengths on temperature fields and melt pool geometry in laser transmission welding. Phys Procedia 83:1055–1063. https://doi.org/10.1016/j.phpro.2016.08.111
Roesner A, Abels P, Olowinsky A, Matsuo N, Hino A (2008) Absorber-free laser beam welding of transparent thermoplastics. 27th International Congress on Laser Materials Processing, Laser Microprocessing and Nanomanufacturing 105-111. https://doi.org/10.2351/1.5061368
Devrient M, Frick T, Schmidt M (2011) Laser transmission welding of optical transparent thermoplastics. Phys Procedia 12:157–165. https://doi.org/10.1016/j.phpro.2011.03.020
Pelsmaeker JD, Graulus GJ, Vlierberghe SV, Thienpont H, Hemelrijck DV, Dubruel P, Ottevaere H (2018) Clear to clear laser welding for joining thermoplastic polymers: a comparative study based on physicochemical characterization. J Mater Process Technol 255:808–815. https://doi.org/10.1016/j.jmatprotec.2017.12.011
Mamuschkin V, Roesner A, Aden M (2013) Laser transmission welding of white thermoplastics with adapted wavelengths. Phys Procedia 41:172–179. https://doi.org/10.1016/j.phpro.2013.03.067
Kamelian FS, Saljoughi E, Nasirabadi PS, Mousavi SM (2018) Modifications and research potentials of Acrylonitrile/Butadiene/Styrene (ABS) membranes: A review. Polym Compos 39(8):2835–2846. https://doi.org/10.1002/pc.24276
Vidal ER, Quintana I, Etxarri J, Azkorbebeitia U, Otaduy D, González F, Moreno F (2012) Optical design and development of a fiber coupled high-power diode laser system for laser transmission welding of plastics. Opt Eng 51(12):124301. https://doi.org/10.1117/1.OE.51.12.124301
Vidal ER, Quintana I, Gadea C (2014) Laser transmission welding of ABS: Effect of CNTs concentration and process parameters on material integrity and weld formation. Opt Laser Technol 57:194–201. https://doi.org/10.1016/j.optlastec.2013.10.020
Mayer G, Blanchemain N, Dupas-Bruzekb C, Miri V, Traisnel M, Gengembre L, Derozier D, Hildebrand HF (2006) Physico-chemical and biological evaluation of excimer laser irradiated polyethylene terephthalate (pet) surfaces. Biomaterials 27:553–566. https://doi.org/10.1016/j.biomaterials.2005.05.096
Jankauskaitė V, Macijauskas G, Lygaitis R (2008) Polyethylene terephthalate waste recycling and application possibilities: A review. Mater Sci 14(2):119–127. https://doi.org/10.1016/j.tsf.2007.07.131
Wang YY, Wang AH, Weng ZK, Xia HB (2016) Laser transmission welding of clearweld-coated polyethylene glycol terephthalate by incremental scanning technique. Opt Laser Technol 80:153–161. https://doi.org/10.1016/j.optlastec.2016.01.008
Coelho JP, Abreu MA, Pires MC (2000) High-speed laser welding of plastic films. Opt Lasers Eng 34:385–395. https://doi.org/10.1016/S0143-8166(00)00071-3
Huang H, Yang LM, Liu J (2012) Ultrashort pulsed fiber laser welding and sealing of transparent materials. Appl Opt 51(15):2979–2986. https://doi.org/10.1364/AO.51.002979
Gisario A, Veniali F, Barletta M, Tagliaferri V, Vesco S (2017) Laser transmission welding of poly (ethylene terephthalate) and biodegradable poly (ethylene terephthalate)-Based blends. Opt Lasers Eng 90:110–118. https://doi.org/10.1016/j.optlaseng.2016.10.010
Hong CH, Lee YB, Bae JW, Jho JY, Nam BU, Hwang TW (2005) Preparation and mechanical properties of polypropylene/clay nanocomposites for automotive parts application. J Appl Polym Sci 98:427–433. https://doi.org/10.1002/app.21800
Ghorbel E, Casalino G, Abed S (2009) Laser diode transmission welding of polypropylene: geometrical and microstructure characterisation of weld. Mater Design 30:2745–2751. https://doi.org/10.1016/j.matdes.2008.10.027
Liu HX, Jiang HR, Guo DH, Chen GC, Yan Z, Li P, Zhu HJ, Chen J, Wang X (2015) Study on welding mechanism based on modification of polypropylene for improving the laser transmission weldability to PA66. Materials 8:4961–4977. https://doi.org/10.3390/ma8084961
Bi G, Ng SH, May KT, Chan CZ (2010) Micro-laser welding of plastics for the applications in micro-fluidic devices. Key Eng Mater 447-448:745–749. https://doi.org/10.4028/www.scientific.net/KEM.447-448.745
Volpe A, Niso FD, Gaudiuso C, Rosa AD, Vázquez RM, Ancona A, Lugarà PM, Osellame R (2015) Welding of PMMA by a femtosecond fiber laser. Opt Express 23(4):4114–4124. https://doi.org/10.1364/OE.23.004114
Devrient M, Kern M, Jaeschke P, Stute U, Haferkamp H, Schmidt M (2013) Experimental investigation of laser transmission welding of thermoplastics with part-adapted temperature fields. Phys Procedia 41:59–69. https://doi.org/10.1016/j.phpro.2013.03.052
Schmitt R, Mallmann G, Devrient M, Schmidt M (2014) 3D polymer weld seam characterization based on optical coherence tomography for laser transmission welding applications. Phys Procedia 56:1305–1314. https://doi.org/10.1016/j.phpro.2014.08.055
Zak G, Mayboudi L, Chen M, Bates PJ, Birk M (2010) Weld line transverse energy density distribution measurement in laser transmission welding of thermoplastics. J Mater Process Technol 210:24–31. https://doi.org/10.1016/j.jmatprotec.2009.08.025
Bauernhuber A, Markovits T, Takács J (2016) Investigating the pulse mode laser joining of overlapped plastic and metal sheets. Phys Procedia 83:1094–1101. https://doi.org/10.1016/j.phpro.2016.08.115
Ven JDVD, Erdman AG (2007) Laser transmission welding of thermoplastics-Part I: temperature and pressure modeling. J Manuf Sci E 129:849–858. https://doi.org/10.1115/1.2752527
Ven JDVD, Erdman AG (2007) Laser transmission welding of thermoplastics-Part II: experimental model validation. J Manuf Sci E 129:859–867. https://doi.org/10.1115/1.2752832
Aden M, Liviany F, Olowinsky A (2013) Joint strength for laser transmission welding of thermoplastics: a simulation approach. Int Polym Process 28(1):79–83. https://doi.org/10.3139/217.2674
Aden M (2016) Influence of the laser-beam distribution on the seam dimensions for laser-transmission welding: a simulative approach. Laser Manuf Mater Process 3:100–110. https://doi.org/10.1007/s40516-016-0023-x
Mayboudi LS, Birk AM, Zak G, Bates PJ (2006) A two-dimensional thermal finite element model of laser transmission welding for T joint. J Laser Appl 18(3):192–198. https://doi.org/10.2351/1.2227007
Mayboudi LS, Birk AM, Zak G, Bates PJ (2007) A 3-D thermal model for spot laser transmission welding of thermoplastics. Weld World 51:74–78. https://doi.org/10.1007/BF03266551
Mayboudi LS, Birk AM, Zak G, Bates PJ (2007) Laser transmission welding of a lap-joint: Thermal imaging observations and three–dimensional finite element modeling. J Heat Transfer 129:1177–1186. https://doi.org/10.1115/1.2740307
Mayboudi LS, Birk AM, Zak G, Bates PJ (2009) Infrared observations and finite element modeling of a laser transmission welding process. J Laser Appl 21(3):111–118. https://doi.org/10.2351/1.3184433
Mayboudi LS, Birk AM, Zak G, Bates PJ (2010) Finite volume model for laser-soot interaction for a laser transmission welding process. J Laser Appl 22(1):22–28. https://doi.org/10.2351/1.3367750
Geiger M, Frick T, Schmidt M (2009) Optical properties of plastics and their role for the modelling of the laser transmission welding process. Prod Eng 3:49–55. https://doi.org/10.1007/s11740-008-0141-1
Sooriyapiragasam SK, Hopmann C (2016) Modeling of the heating process during the laser transmission welding of thermoplastics and calculation of the resulting stress distribution. Weld World 60:777–791. https://doi.org/10.1007/s40194-016-0330-z
Labeas GN, Moraitis GA, Katsiropoulos CV (2010) Optimization of laser transmission welding process for thermoplastic composite parts using thermo-mechanical simulation. J Compos Mater 44(1):113–130. https://doi.org/10.1177/0021998309345325
Becker F, Potente H (2002) A step towards understanding the heating phase of laser transmission welding in polymers. Polym Eng Sci 42(2):365–374. https://doi.org/10.1002/pen.10954
Zoubeir T, Elhem G (2011) Numerical study of laser diode transmission welding of a polypropylene mini-tank: Temperature field and residual stresses distribution. Polym Test 30:23–34. https://doi.org/10.1016/j.polymertesting.2010.10.008
Ven JDVD, Erdman G (2007) Bridging gaps in laser transmission welding of thermoplastics. J Manuf Sci E 129:1011–1018. https://doi.org/10.1115/1.2769731
Liu HX, Liu W, Meng DD, Wang X (2016) Simulation and experimental study of laser transmission welding considering the influence of interfacial contact status. Mater Design 92:246–260. https://doi.org/10.1016/j.matdes.2015.12.049
Chen Z, Huang Y, Han FL, Tang D (2018) Numerical and experimental investigation on laser transmission welding of fiberglass-doped PP and ABS. J Manuf Process 31:1–8. https://doi.org/10.1016/j.jmapro.2017.10.013
Acherjee B, Misra D, Bose D, Venkadeshwaran K (2009) Prediction of weld strength and seam width for laser transmission welding of thermoplastic using response surface methodology. Opt Laser Technol 41:956–967. https://doi.org/10.1016/j.optlastec.2009.04.007
Acherjee B, Kuar AS, Mitra S, Misra D, Acharyya S (2012) Experimental investigation on laser transmission welding of PMMA to ABS via response surface modeling. Opt Laser Technol 44:1372–1383. https://doi.org/10.1016/j.optlastec.2011.12.029
Wang X, Zhang C, Wang K, Li P, Hu Y, Wang K, Liu HX (2012) Multi-objective optimization of laser transmission joining of thermoplastics. Opt Laser Technol 44:2393–2402. https://doi.org/10.1016/j.optlastec.2012.04.009
Wang X, Zhong XJ, Liu W, Liu BG, Liu HX (2016) Investigation on enhancement of weld strength between PMMA and PBT in laser transmission welding—Using intermediate material. J Appl Polym Sci 133(44):44167. https://doi.org/10.1002/app.44167
Devrient M, Knoll B, Geiger R (2013) Laser transmission welding of thermoplastics with dual clamping devices. Phys Procedia 41:70–80. https://doi.org/10.1016/j.phpro.2013.03.053
Acherjee B, Kuar AS, Mitra S, Misra D (2010) Selection of process parameters for optimizing the weld strength in laser transmission welding of acrylics. Proc I Mech Eng B: J Eng 224:1529–1536. https://doi.org/10.1243/09544054JEM1854
Kumar N, Rudrapati R, Pal PK (2014) Multi-objective optimization in through laser transmission welding of thermoplastics using grey-based taguchi method. Procedia Mater Sci 5:2178–2187. https://doi.org/10.1016/j.mspro.2014.07.423
Acherjee B, Mondal S, Tudu B, Misra D (2011) Application of artificial neural network for predicting weld quality in laser transmission welding of thermoplastics. Appl Soft Comput 11:2548–2555. https://doi.org/10.1016/j.asoc.2010.10.005
Nakhaei MR, Arab NBM, Kordestani F (2012) Modeling of weld lap-shear strength for laser transmission welding of thermoplastic using artificial neural network. Adv Mater Res 445:454–459. https://doi.org/10.4028/www.scientific.net/AMR.445.454
Acherjee B, Kuar AS, Mitra S, Misra D (2012) Modeling and analysis of simultaneous laser transmission welding of polycarbonates using an FEM and RSM combined approach. Opt Laser Technol 44:995–1006. https://doi.org/10.1016/j.optlastec.2011.10.018
Acherjee B, Kuar AS, Mitra S, Misra D (2012) Modeling of laser transmission contour welding process using FEA and DoE. Opt Laser Technol 44:1281–1289. https://doi.org/10.1016/j.optlastec.2011.12.049
Wang X, Chen H, Liu HX, Li P, Yan Z, Huang C, Zhao ZN, Gu YX (2013) Simulation and optimization of continuous laser transmission welding between PET and titanium through FEM, RSM, GA and experiments. Opt Lasers Eng 51:1245–1254. https://doi.org/10.1016/j.optlaseng.2013.04.021
Wang X, Chen H, Liu HX (2014) Numerical-simulation-driven optimization of a laser transmission welding process under consideration of scattering. J Appl Polym Sci 131(12):40396. https://doi.org/10.1002/APP.40396
Wang X, Chen H, Liu HX (2014) Investigation of the relationships of process parameters, molten pool geometry and shear strength in laser transmission welding of polyethylene terephthalate and polypropylene. Mater Design 55:343–352. https://doi.org/10.1016/j.matdes.2013.09.052
Funding
This work was supported by Key Laboratory of Robotics and Intelligent Equipment of Guangdong Regular Institutions of Higher Education (No.2017KSYS009), DGUT Innovation Center of Robotics and Intelligent Equipment (No. KCYCXPT2017006), Young Creative Talents of Guangdong Regular Institutions of Higher Education (No. 2018KQNCX254), Guangdong Basic and Applied Basic Research Foundation (Nos. 2020A1515110666 and 2020A1515111183), Guangdong Provincial Science and Technology Program Foundation (No. 2019B040403003).
Author information
Authors and Affiliations
Contributions
H.J. Wang contributed to the conception and wrote the paper. J. Wu, S. Lu, and Y. Wang organized figures. F.B. Xia and J. Wang collected the literatures.
Corresponding author
Ethics declarations
Ethics approval and consent to participate
Not applicable.
Consent to publish
This work is approved by all authors for publication.
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Wu, J., Lu, S., Wang, HJ. et al. A review on laser transmission welding of thermoplastics. Int J Adv Manuf Technol 116, 2093–2109 (2021). https://doi.org/10.1007/s00170-021-07519-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-021-07519-z