
Abstract
Electrical discharge machining (EDM) is a well-known process, which is distinct from conventional machining methods thermal machining principle not susceptible to materials hardness and therefore is mainly used for difficult-to-cut materials. EDM milling is a relatively new method to machine complex geometries by using standard shape, cylindrical, rotary electrode. This method with some limitations of small radius of corners and edges can be used instead of the complex die-sinking electrodes and exclude electrode milling step from the production chain. Layer-by-layer machining strategy is typically used in EDM milling, while the influence of such a crucial parameter as the layer thickness to the machining conditions is barely addressed in the process optimization. The current work investigates in the wear pattern during EDM milling in order to optimize machining strategy and therefore to achieve higher shape precision and minimized milling time. Correlations in electrode wear pattern are investigated after EDM drilling, EDM milling, and electrode dressing. Geometries of the machined cavities are presented and analyzed. Through all investigations derived the conditions and optimization principles for the thickness of the machining layer. Electrode diameter, electrode type, and the process gap, as an outcome of servo control and open voltage, are considered. Finally, new correlations and machining strategy recommendations are proposed based on the obtained knowledge.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
EDM is a thermal process, which is beneficial for machining hard to cut materials such as cemented carbide, quenched steel, nickel, and titanium-based alloys. As it is indicated by Kunieda et al. in [1], the reaction forces generated during EDM process are not significant in comparison with conventional machining such as grinding or milling processes. This fact allows to machine flexible parts and deep grooves with very high accuracy in an order of several micrometers, which is hard or at some conditions impossible to achieve by any other machining method. Despite the fact of relativity low process forces electrode vibrations can cause instabilities as it is shown by Maradia et al. in [2] and authors in [3]. Instabilities can be mainly limited and controlled by machining parameters and should be considered in the optimization. This work mainly investigates electrode wear formation and machining depth optimization to achieve on one hand a controllable wear pattern and increase machining productivity on the other.
As it is shown by Klocke et al. in [4], EDM is used for turbomachinery to produce pockets, grooves and machining of cooling holes. All the above is used to provide and control the flow of air in film cooling of the turbine blade, as described by Aksit in [5]. Film cooling is currently the most frequently and the most efficient method used for the reduction of turbine blade temperature and protection of overheating due to ever-increasing requirements to burning temperature in the exhaust section of the turbine according to the US Aviation Administration [6].
Machining of complex cavities by die-sinking EDM usually requires milling or complex electrode assembled out of copper plates. Cooling hole drilling and shaping can be directly done by EDM as it is described by authors in [7], where the combinations of diffusors milling and film cooling holes machining are performed on a single EDM drilling machine. Despite the enhancements of dielectric flushing described by Uhlmann et al. in [8], evacuation of the eroded material from deep holes and narrow slots remain extremely difficult and causes inefficient machining, as it discussed by Maradia et al. in [2].
An alternative compound milling method using EDM as finishing and arc machining as roughing were shown by Wang et al. in [9], in that work graphite electrode is used to erode Ti6Al4V. Having similar electrode wear arc marching could double MRR during the roughing phase. Despite high production yield arc machining creates extreme thermal stress which needs to be considered due to high surface integrity expectations in aerospace applications. Current work provides machining conditions and optimization principles of the machining layer thickness which in combination with EDM parameter optimization can significantly increase MRR in comparison to the state-of-art methods and therefore bring EDM milling productivity closer to other competing methods without an increase of thermal stresses or reduction of geometrical accuracy.
2 Layer-by-layer milling method
The most common layer-by-layer milling method with the use of the tubular electrodes has been proposed by Bleys et al. in [10] and improved with the wear compensation based on discharge information by Bleys et al. in [11]. It was reported that the use of tubular electrodes improved the machining conditions by better flushing and sufficient cooling of electrodes. This method with the number of limitations, caused by cylindrical electrode geometry, can be applied for machining complex pockets, slots and diffusors. The biggest limitation of the method is ceased by low MRR due to the thin material layer removed.
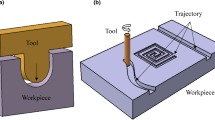
EDM milling using proposed layer-by-layer milling method is shown in Fig. 1; machining by horizontal electrode movement removes layers of the workpiece material with the electrode feed rate \( {\overline{\upupsilon}}_0 \) and the wear compensation vector\( {\overline{\upupsilon}}_w \). Material penetration starts at the beginning of each new layer vertically similar to EDM drilling process.

EDM layer-by-layer milling method. The tubular electrode is rotating, the electrode feed rate \( {\overline{\upupsilon}}_0 \) and the wear compensation vector\( {\overline{\upupsilon}}_w \) during machining are shown, adapted from [11]
The first attempts of layer thickness selection based on wear pattern were shown by the author in [12]. The increase of the machining productivity within the increase of the layer thickness was proven in comparison to the previously discussed original method proposed by Bleys et al. in [11]. The growth of yield is reached due to the minimization of electrode movements caused by the reduction of several layers.
The conicity of lateral pocket side and therefore taper angle α depends on vectors \( {\overline{\upupsilon}}_w \) and \( {\overline{\upupsilon}}_0 \), which are bonded with the layer thickness, the taper can be leveled by additional finishing. However, taper angle α can be adapted for a pocket machining if the geometry requires, as shown in Fig. 2. Such strategy is beneficial for machining complex and deep cavities with large taper angles for instance diffuser.

Schematic representation of EDM layer-by-layer milling of conical cavity machining. The electrode wear pattern is adapted and utilized for the lateral side of the machined cavity, adapted from [12]
Bleys et al. in [11] stated that the machining with tubular electrode causes rapid stabilization of the electrodes wear pattern and after milling process it is started that the tool shape remains unchanged and can be compensated by a vector\( {\overline{\upupsilon}}_w \). Machining of the straight groove has been done with 3 mm diameter tubular electrode over the distance of 40 mm; programmed layer thickness was 0.2 mm.
This work considers also the transition between the material penetration phase and the milling phase of the layer-by-layer method. Also, the difference between the single-hole (tubular electrode) and the multi-hole electrode is shown.
3 Experiment
Several hard to cut materials are used in the aerospace sector, where Inconel 718 is one of the most common alloys, therefore particularly this material is selected for EDM milling tests in the current study. Copper single hole and copper multi-hole electrodes are used for all tests, electrodes selected diameter is 0.5 mm due to a need for narrow and precise cavities. The pulse parameter optimization is shown by authors previously in [7] thus EDM machining parameters are not changed during the experiment. Machining conditions are presented in Table 1.
According to previous process optimization results, shown by authors in [7], minimal electrode wear and maximum MRR are both achieved within the meaning of the value of pulse duration parameter Ton = 32μs. The minimum meaning of Electrode wear is achieved with parameter Id = 12А. Experiment setup is shown schematically in Fig. 3. Electrode dressing parameters are in Table 2.

Schematic representation of the EDM experiment setup, Inconel 718 is used as workpiece material and copper multi-hole (if single-hole electrode is used the flushing channel is in the middle) electrode is used for drilling tests
Experiments are performed on Drill 300 from GF Machining Solutions, Switzerland. Measurements and imaging are made by Alicona Infinite Focus microscope, Austria.
3.1 Wear pattern
To penetrate the workpiece material and start milling process several strategies can be used. One of the strategies is a linear ramp approach when the electrode is entering the material under a certain angle and increases the penetration depth until the requested layer thickness. The circular approach is another method when the electrode is entering the material on the spiral or the orbital movement; a simplification of this approach is drilling with a rotary electrode. Independently of the method used the wear pattern of the electrode is changing from the penetration moment to the stabilized wear pattern during EDM milling process. In contradiction to what was reported by Bleys et al. in [11] the wear pattern stabilization requires time and need to be considered during the machining process.
In this work the wear patterns after milling, drilling and electrode dressing processes are considered, the difference is presented in Fig. 3 for 0.5 mm multi-hole electrode and Fig. 4 for 0.5 mm single-hole electrode.

The wear pattern of 0.5 mm multi-hole electrode, from left to right: after dressing, after drilling and after milling processes. The shape of the electrode tip after EDM drilling and dressing processes is similar and has a round shape. The tapered shape of the electrode tip is seen after EDM milling process
Electrode wears similar during EDM drilling and dressing processes independently from the number of flushing channels and its location. The tapered shape of the electrode tip is seen after EDM milling process using single and multi-channel electrodes, the tip of the multi-channel electrode is round while the single hole electrode reviles a sharpening of the edge. Layer thickness in both cases is maximized to half of electrode diameter 0.25 mm. The further increase of layer thickness higher than the electrode radius causes lateral erosion and instability due to electrode vibrations. In this regard, the electrode shape changes unpredictably.
Wear patterns can be generalized basing on electrode wear observations after EDM drilling, dressing and milling. Minor rounding of the electrode tip is distinguishable in Fig. 3 and Fig. 4. The rounding of electrode sharp corners after drilling and dressing can be explained by the distribution of the electromagnetic field. Corners in this regard become concentrators of the field and therefore the probability of the spark happening on the corner is higher. Higher concentration of sparks round corners and equalize the electromagnetic field. The electrode shape is different after milling process. This phenomenon ceased by an additional the electrode feed rate \( {\overline{\upupsilon}}_0 \) as indicated in Fig. 1 and Fig. 2. Lateral movement reduces the gap between electrode and workpiece and spark concentration in this aria changes geometry from semisphere electrode shape to the tapered shape.
Figure 5 indicates the change of electrodes forms from a new electrode to the dressed electrode. At current experiment conditions, wear patterns after drilling and milling are similar, which makes it possible to maintain similar electrode shape; the electrode radius after drilling and shaping is considered similar
where rd and rf are rounding of the electrode after dressing and drilling.

The wear pattern of 0.5 mm single-hole electrode, from left to right: after dressing, after drilling, and after milling processes. As well as with the multi-hole electrode, the shape of the electrode tip after EDM drilling and dressing processes is similar and has a round shape; however, this similarity is not so clear. The tapered shape of the electrode tip is similar to the previous investigation and can be seen after the EDM milling process
Figure 6 shows the comparison of the electrode wear pattern after drilling and after milling. Insignificant rounding of the electrode tip is observed on the electrode and can be considered similar
where hd, hf, and hm are rounding of the electrode tip.

New electrode compared with wear pattern after electrode dressing, adapted from [12]. The new electrode has a sharp edge which is the concentrator of an electrical field and typically rounded within the first discharges
As it is observed the wear pattern is changing from drilling/dressing pattern with an electrode tip radius rf to the milling wear pattern with a conical electrode tip. Therefore, the machined slot or pocket will have a certain imperfection on the lateral side which has to be considered and if necessary corrected.
The shape of the electrode is changing from drilling to milling and within the correct compensation vector \( {\overline{\upupsilon}}_w \) stabilizes, stabilization of the wear in transition from drilling/dressing process takes in this case of parameters and layer thickness about 2 mm, as it is indicated at Fig. 7, but due to electrode vibrations in a pocket (is indicated at Fig. 8) in comparison to slot machining the effect is not significant.

EDM drilling and milling wear pattern comparison, adapted from [12]. After EDM drilling or dressing, the electrode has a rounded edge which is transformed into a taper during the milling process. For single-hole electrodes, hf and hm can be neglected

Slot milling, using drilling as a material penetration approach, indicates the influence to the machined cavity from the electrode shape transformation from EDM drilling process to a stabilized EDM milling
The MMR in layer-by-layer milling achieved due to layer optimization and use of a single-hole electrode is 0.16 mm3/s, which is comparable to MRR during drilling with the multi-hole electrode (0.24 mm3/s) and only about 3 times slower then drilling with the same electrode type. The comparison to the conventional layer-by-layer milling method presented by Bleys et al. in [10] shows an increase of productivity up to 5 times. Since the exact values are not presented in that work, the parameters of the experiment made by Bleys et al. in [10] are used to reconstruct the test and calculate MRR, which is for the reconstruction test equal to 0.04±0.01 mm3/s. The increase of the yield is dependent on the penetration depth due to the optimization proposed in this work without significant reduction of shape accuracy.
The machining surface at the tip of the electrode is different from the single-hole electrode to the multi-hole electrode. Despite this, the angle α is not significantly dependent on the electrode shape but from the machining layer thickness and can be defined as
where vectors \( {\overline{\upupsilon}}_{\mathrm{w}} \) and \( {\overline{\upupsilon}}_0 \) are dependent on the layer thickness and the coefficients K1 and K2 are empirically defined.
Wear patterns can be generalized based on electrode wear observations after EDM drilling dressing and milling. Minor rounding of the electrode tip is distinguishable in Fig. 3 and Fig. 4.
3.2 Finishing off a flat surface
Machining of flat bottom surfaces of a pocket requires the solution of uneven electrode wear, which creates triangular prism artefact between two machining paths, as it shown in Fig. 9 remains after machining has to be removed, as it is shown in Fig. 10. Finishing step is performed after electrode dressing and employed to mitigate waviness.

Cavity machined using the layer-by-layer method with the layer thickness of 0.25 mm, total machining time is 22 s, removed volume 3.5 mm3 and MRR 0.16mm3/s

Two machining paths create an artefact in between within the triangular prism shape and a height of h0. This artefact can be removed during the finishing step as it is shown in Fig. 10
The height h0 is equal to the layer thickness and the triangular prism angle correlates with the angle α (see Fig. 6).
3.3 Machining of a pocked cavity with finishing
A square pocket is selected for a test machining. The standard electrode of cylindrical shape is used to produce a complex shape as layer-by-layer machining. The depth of layers influences the quality of the shape and the MRR of the machining process.
A pocket made by EDM layer-by-layer shaping method including finishing is shown in Fig. 11. The total depth of the eroded cavity is 0.5 mm and the depth is reached in three layers, where the last one is finishing machining. The roughness Sa of the bottom surface is lower than 1 μm and MRR is 0.09 mm3/s, including finishing step (Fig. 12). The electrode path is shown by solid lines and the finishing path is shown by dashed lines.

The triangular prism shape artefact can be removed at the finishing phase of machining

EDM-milling of a pocked performed in tree layers, MRR is 0.09 mm3/s, including finishing layer. The roughness Sa of the bottom surface is lower than 1 μm
In order to improve productivity further, electrode measurements can be replaced with electrode dressing due to the fact that electrode wear is significantly higher. Electrode dressing is used at the finishing step and if the sharp corners of the machined cavity are required.
4 Conclusions
This work investigates in material removal maximization during EDM-milling. The shape of the tool-electrode is analyzed. Naturally, nearly the best condition for the electrode shape precision can be achieved with the thickness of the layer equal to the gap width between electrode and workpiece. However, at this condition, MRR and productivity will be extremely low. On the other hand, maximization of MRR can be achieved when the thickness of the layer is in the range of the radius of the electrode, which is a maximum layer thickness reached in this work. This limitation based on the shaping process where the top of the electrode becomes round and the roundness depends on the electrode size. If the layer thickness is higher than the electrode radius, the erosion will start on the lateral part and instability caused by electrode vibrations it will change the shape condition of the electrode unpredictably.
The combination of EDM drilling (for a next layer penetration and electrode dressing) and shaping processes demonstrates the method to produce complex cavities without electrode change. After shaping, the roughness Sa of the internal surface is less than 1 μm. MRR can reach 0.16 mm3/s.
Abbreviations
- ton :
-
Pulse duration time (μs)
- toff :
-
Pause interval time (μs)
- Id :
-
Discharge current (A)
- pol:
-
Polarity
- Uop :
-
Open voltage (V)
- D :
-
Electrode diameter (mm)
- α :
-
Lateral cavity inclination angle (°)
- \( {\overline{\upupsilon}}_0 \) :
-
Feed rate
- \( {\overline{\upupsilon}}_{\mathrm{w}} \) :
-
Wear compensation rate
References
Kunieda M, Lauwers B, Rajurkar KP, Schumacher BM (2005) Advancing EDM through fundamental insight into the process. CIRP Ann Manuf Technol 54:64–87
Maradia U, Kliuev M, Baumgart C (2018) Efficient machining of complex-shaped seal slots for turbomachinery. CIRP Ann 67:209–212
Kliuev M, Baumgart C, Büttner H, Wegener K (2018) Flushing velocity observations and analysis during EDM drilling. Procedia CIRP 77:590–593
Klocke F, Klink A, Veselovac D, Aspinwall DK, Soo SL, Schmidt M, Schilp J, Levy G, Kruth J-P (2014) Turbomachinery component manufacture by application of electrochemical, electro-physical and photonic processes. CIRP Ann 63:703–726
Aksit MF, Chupp RE, Dinc OS, Demiroglu M (2002) Advanced seals for industrial turbine applications: design approach and static seal development. J Propuls Power 18:1254–1259
Administration FA (2011) Airplane flying handbook 2nd edition: FAA-H-8083-3A. Skyhorse Publishing Inc.
Kliuev M, Boccadoro M, Perez R, Dal Bó W, Stirnimann J, Kuster F, Wegener K (2016) EDM drilling and shaping of cooling holes in Inconel 718 turbine blades. Procedia CIRP 42:322–327
Uhlmann E, Domingos D (2013) Investigations on vibration-assisted EDM-machining of seal slots in high-temperature resistant materials for turbine components. Procedia CIRP 6:71–76
Wang F, Liu Y, Zhang Y, Tang Z, Ji R, Zheng C (2014) Compound machining of titanium alloy by super high speed EDM milling and arc machining. J Mater Process Technol 214:531–538
Bleys P, Kruth J-P, Lauwers B, Zryd A, Delpretti R, Tricarico C (2002) Real-time tool wear compensation in milling EDM. CIRP Ann 51:157–160
Bleys P, Kruth J-P, Lauwers B (2004) Sensing and compensation of tool wear in milling EDM. J Mater Process Technol 149:139–146
M. Kliuev, EDM drilling and milling of aerospace materials, in, ETH Zurich, 2019.
Peer-review statement
Peer review under the responsibility of the scientific committee of the International Conference on Advanced and Competitive Manufacturing Technologies
Availability of data and material
Not applicable
Funding
This article was supported by the Innosuisse - Schweizerische Agentur für Innovationsförderung.
Author information
Authors and Affiliations
Contributions
Mikhail Kliuev: conceptualization, methodology, investigation, formal analysis, writing–original draft, writing–review and editing, visualization. Andrey Kutin: writing–review and editing, supervision. Konrad Wegener: writing–review and editing, supervision.
Corresponding author
Ethics declarations
All authors certify that they have no affiliations with or involvement in any organization or entity with any financial interest or non-financial interest in the subject matter or materials discussed in this manuscript. The authors give their consent for publication.
Consent to participate
Not applicable.
Consent to publish
Not applicable.
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Kliuev, M., Kutin, A. & Wegener, K. Electrode wear pattern during EDM milling of Inconel 718. Int J Adv Manuf Technol 117, 2369–2375 (2021). https://doi.org/10.1007/s00170-021-07327-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-021-07327-5