
Abstract
To simplify complex optical systems, a next-generation optical component which combines a refractive element and a diffractive element is desirable. To fabricate these next-generation optical components, it is desirable to keep the focal point of the lithographic lens focused on the curved surface. Keeping the focus constant is challenging for a laser process, as well as for measuring and metrology systems. In this study, a coaxial confocal microscopic type commercialized displacement sensor was used to make it easier to fabricate the pattern required for diffractive optical elements (DOEs) on a curved surface, using direct laser lithography. The test results confirmed that a constant line width of 5 μm could be fabricated on a curved surface such as a cylinder and convex lens using the proposed auto-surface tracking system, with a position error of 1 μm. The diffraction pattern fabricated on the curved surface was analyzed for optical performance and compared with mathematical modeling.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
As the use of integrated circuit devices based on optical devices is increasing in various fields, such as semiconductors and displays, precise manufacturing of these devices is required [1, 2]. To improve product performance, considerable research has been conducted to develop optical elements [3, 4] with various features that are capable of correcting aberrations and performing complex functions [5, 6]. Among these are hybrid optical elements, in which an existing refractive and a diffractive optical element are combined [7,8,9,10]. Particularly for smaller and more compact optical imaging systems, spherical artificial compound eye optics are used [11]. While manufacturing fine patterns on non-planar surfaces has been studied for many years, it still has difficulties. Recently, soft lithography [12, 13] and direct laser writing lithography [14,15,16,17,18] have been used as methods to manufacture patterns on curved surfaces, to produce hybrid optical devices.
Soft lithography requires a soft mask with a pattern design. It is easy to use for mass production but has difficulty manufacturing various types of patterns or patterns on a wide area. In order to overcome these limitations, a laser direct exposure method using a high magnification exposure lens and a precision stage can produce a pattern on a large area with low process cost.
In this study, we introduce an easier and simpler auto-surface tracking system for patterning with a direct laser lithography on a curved surface.
It is difficult to maintain the line width of a pattern of several micrometers on a curved surface at a constant quality. The focus of the exposure lens must be maintained within the depth of focus range over the entire working area to produce a pattern with a constant line width. The auto-surface tracking system introduced in this study is capable of direct laser lithography on a curved surface, with a driving range of 100 mm in the z-axis, using the signal of a displacement sensor and an actuator.
In this study, we propose and verify an easy and simple way of auto-surface tracking using a displacement sensor and actuator. According to the change in surface, the focal position is kept constant while moving so that a line width pattern of 5 μm is produced with a constant line width on the curved surface. The position of the exposure lens is measured in real time according to the change of the surface, and the focal position is kept constant while moving. As a result, it was confirmed that a pattern with a constant line width of 5 μm could be manufactured on the curved surface.
2 The modified direct laser lithographic system and test of auto-surface tracking
Research has been conducted on ways of maintaining a constant focal position during laser lithography using the thermal-chemical reaction of a laser on a coated chrome substrate, as shown in Fig. 1a. A laser is used as the light source to measure the focal position, and a position close to the exposed position is measured. This offset is necessary because when the laser used for exposure is focused on the specimen, an oxide film of chromium is immediately formed that prevents accurate measurement. This is not a problem on a flat surface. However, as shown in Fig. 1c, if the position used to measure the focal position and the laser writing position on a curved surface are different, a big error factor is introduced. To overcome this, in this study, the system was improved so that the exposed position and the measured position were on the same optical axis, as shown in Fig. 2. In this way, the laser lithography occurs on the upper surface of the chrome layer, and the bottom surface of the chrome layer becomes the measurement position of the autofocus system. A schematic diagram of the system is shown in Fig. 2a, and the actual experimental picture is shown in Fig. 2b.

Issue of auto-surface tracking system for direct laser lithography

a The modified system configuration for pattern fabrication on curved surface. b Actual picture. c Test result of auto-surface tracking system. Measurement displacement of top surface profile (black line) and bottom surface profile (black dot). d The difference between the measured values
The depth of focus is very short due to the high magnification lens used in the direct laser lithographic system, according to the following equation,
where λ is the wavelength of the source laser.
To manufacture a fine pattern on a wide area or to manufacture a pattern on a non-planar substrate for next-generation optical devices, it is important to keep the focal position constant. This system uses a commercially available displacement sensor to keep the focal position constant in real time. The displacement sensor used in this paper is Omron’s ZW-7000 model.
The curved specimen used in this study had a curvature radius of 77.5 mm and a difference in height of 1.5 mm. The measured results of the actual surface shape and the values of the auto-surface tracking system are shown in Fig. 2c. As shown in Fig. 2c, the black line is the result of measuring the top surface of the chrome layer, and the data indicated by black dots value is the result of measuring the bottom surface of the chrome layer. The measurements confirm that the relative position value to the inclined surface of 8 degrees was almost constant. The difference between the measured values on the top and bottom can be seen in Fig. 2d. It was confirmed that the blue line was inclined due to an alignment problem when measuring as the original data, and the inclined value was removed, and the data was shown as a pink line. There is an error value of Peak to Valley (PV) 20 μm near the edge, but this appears to have occurred because the measured profile point on the top and the point on the bottom surface were not the same in the measurement system. The average difference was confirmed to be 1.5 μm.
The automatic focusing device uses the signal of a commercially available coaxial confocal microscope displacement sensor for stable signal detection. Because the z-axis actuator has a long travel distance of 100 mm, it is possible to realize a fine pattern on a tilted and a curved surface while maintaining a constant focal position on a plane. To do so, it is desirable that the auto-surface tracking system is stable. As shown in Fig. 3a, an experimental system was constructed to verify the auto-surface tracking system. The chromium-based specimen used in the experiment was attached to the stage to evaluate stability when stopped, and it was confirmed that the auto-surface tracking system works well when an oscillation is introduced.

Test scheme for verification of auto-surface tracking system, (b) stability, and (c) writing speed test result
Figure 3b shows the test results checking the stability of the auto-surface tracking system. The black line is the stability when the specimen is fixed and the auto-surface tracking system is stopped. It was confirmed that it had an error of up to about 1 μm level. The blue line was determined to be an error due to temperature or vibration in the laboratory environment, and it was judged that the stability of the system was within an acceptable range.
The performance of the autofocus system was analyzed by changing the writing speed of the stage with the specimen fixed, at a rate of 1 μm/s to 5 μm/s, as shown in Fig. 3c. The system exhibited an error of 1 μm or less at 2.5 mm/s or less, confirming that it operates within an acceptable error range.
To compare and verify the performance of the auto-surface tracking system more accurately, comparative verification was performed with a Renishaw’s XL-80 heterodyne laser interferometer, with a resolution of 1 nm. The device configuration is shown in Fig. 4a. While moving the specimen 100 mm at intervals of 100 μm, it was used to determine whether the system could be operated at long-range distance. The position value was repeatedly measured 10 times, and an error value of Peak to Valley (PV) 500 nm or less was obtained. Five hundred nanometer was confirmed to be a stable long-range auto-surface tracking system process condition, with a value within the depth of focus of this system.

a Heterodyne laser interferometer measurement system for comparative verification of auto-surface tracking system. b Long-range displacement test
Experiments were then conducted with fabricated patterns on inclined and curved surfaces using the stable process.
3 Results of the pattern fabrication
The process conditions of the direct laser lithographic system during pattern fabrication were a writing speed of 3 μm/s and a laser intensity of 15 mW. This process condition is suitable for the use with an auto-surface tracking system, and a minimum line width of 5 μm can be stably fabricated. If the writing speed is slower, a stable auto-surface tracking system can still be used, but the line width is wider.
A pattern was fabricated on the tilted surface as shown in Fig. 5a using the verified auto-surface tracking system. Figure 5b, d shows the result of the pattern fabricated when the auto-surface tracking system did not work well, and a broken pattern can be observed. The results in Fig. 5c, e show the system was able to fabricate a clean pattern when the auto-surface tracking system worked well.

Result of the fabricated patterns on the tilted specimen at 5 degrees. a System setup of tilted specimen; fabricated pattern (b) without the auto-surface tracking system and (c) with the auto-surface tracking system. d, e Each 1-axis profile
The pattern was fabricated using the auto-surface tracking system process conditions described above and the direct laser writing process conditions.
In this study, an improved direct laser lithographic system was developed by combining a direct laser lithographic system with an auto-surface tracking system that measures the position of the lithographic lens in real time and maintains a constant focal position. Using the stable process conditions with the direct laser lithographic system, a pattern of 5 μm was fabricated on the surface of a cylinder lens and a convex lens having a radius of curvature of 77.5 mm. Figures 6 and 7 show the results, as measured by a white light interferometer.

Result of fabricated pattern on the cylindrical lens surface. 3D image of (a) the line pattern and (b) its 1-axis profile. 3D image of (c) the circular pattern

Result of fabricated pattern on the convex lens surface; 2D image of a the line pattern, b its 1-aixs profile, and c 3D image
As shown in Fig. 8, a grating pattern was fabricated on a lens with a diameter of 30 mm and a radius of curvature of 77.5 mm by the proposed process method in this paper.

Result of patterning on a lens with a 30 mm diameter and 77.5 mm radius of curvature. a Photographic view of the grating pattern (b) at the center point and (c) at the edge point
4 Optical imaging performance and theory of the fabricated DOEs
When a pattern of diffractive optical elements is fabricated on a curved surface, the incident light is refracted and diffracted at the same time (Figure 9).

Concept for mathematical modeling
As shown in Fig. 9, mathematical modeling of the process, where the incident parallel light is refracted by the lens and the refracted light is diffracted by the pattern, is expressed in the following equation.
where U1 is the transmitted function that is incident and δ is the Dirac-delta function, P is the function refracted by the lens, and M is the function of the diffraction mask pattern being fabricated. Using the defined function, mathematical modeling was performed to obtain the final diffracted image by Fraunhofer diffraction.
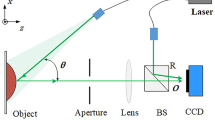
Figure 10a, b shows the simulation results obtained from calculations based on the theory, and Fig. 10c, d shows the experimental results. The indicated part is the 0th order beam of the diffracted beam generated by internal reflection in the optical system. As the beam was concentrated at the focal position, the radial diffraction pattern was confirmed, and the diffraction pattern was confirmed on the defocused image at the defocus position. The produced pattern was verified through a similar tendency.

Comparison between the simulation and experimental results. Simulation result (a) focal point, (b) defocus and diffraction image (c) focal point, and (d) defocus
5 Conclusion
In this study, we used an auto-surface tracking system to fabricate patterns on tilted and curved surfaces by direct laser lithography. The auto-surface tracking system was easily and simply applied to a direct laser lithographic system using a coaxial confocal microscope displacement sensor. The auto-surface tracking system had a position error within 1 μm at a writing speed of 3 μm/s, which was acceptable, with a line width of 5 μm with an error of about 1%. In addition, stability of the auto-surface tracking system was tested with a heterodyne laser interferometer, and the exact error was compared and verified.
By using the proposed method, various patterns were fabricated on a cylindrical lens with a curvature of 75 mm, a convex lens, and a tilted specimen. In our case, it was confirmed that a pattern with a line width of 5 μm was stably fabricated. We expect that the proposed method can fabricate patterns on various curved surfaces at low cost and wide area.
Data availability
All data supporting the conclusions of this manuscript are included within the manuscript.
References
Erhardt M, Jim H-C, Abelson JR, Nuzzo RG (2000) Low-temperature fabrication of Si thin-film transistor microstructures by soft lithographic patterning on curved and planar substrates. Chem Mater 12:3306–3315
Desai S, Netravali A, Thompson M (2006) Carbon fiber as a novel material for high-performance microelectromechanical system(MEMS). J Micromech Microeng 16(7):1403–1407
Xie Y, Lu Z, Li F, Zhao J, Weng Z (2002) Lithographic fabrication of large diffractive optical elements on a concave lens surfaces. Opt Express 10(20):10431047
Rhee H-G, Kim D-I, Lee Y-W (2009) Realization and performance evaluation of high speed autofocusing for direct laser lithography. Rev Sci Instrum 80(7):073103
Lee H, Low MJ, Lim CHJ, An J, Suchand Sandeep CS, Rohith TM, Rhee H-G, Murukeshan VM, Kim Y-J (2019) Transferable ultra-thin multi-level micro-optics patterned by tunable photoreduction and photoablation for hybrid optics. Carbon 149:572–581
Yang S, Jin K, Chu D, Duan J-A (2018) Femtosecond laser structuring of janus foam: water spontaneous antigravity unidirectional penetration and pumping. Appl Phys Lett 113(20):203701
Tian R, Liu J, Li X, Wang X, Wang T (2015) Design and fabrication of complicated diffractive optical elements on multiple curved surfaces. Opt Express 23(26):32917–32925
Radtke D, Zeitner UD (2007) Laser-lithography on non-planar surfaces. Opt Express 15(3)
Weidong Q, Gu H, Tan Q (2016) Design of refractive/diffractive hybrid optical elements for beam shaping with large diffraction pattern. Chin Opt Lett 14(3):031404–031407
Ai J, Qufeng D, Qin Z, Liu HG, Zeng X (2018) Laser direct-writing lithography equipment system for rapid and μm-precision fabrication on curved surfaces with large sag heights. Opt Express 26(16):20965–20974
Radtka D, Duparre J, Zeitner UD, Tunnermann A (2007) Laser lithographic fabrication and characterization of a spherical artificial compound eye. Opt Express 15(6):3067–3077
Kim JG, Takama N, Kim Adams BJ, Fujita H (2009) Optical-soft lithographic technology for patterning on curved surfaces. J Micromech Microeng 19(5):055017
Jackman RJ, Brittain ST, Adams A, Wu H, Prentiss MG, Whitesides S, Whitesides GM (1996) Three-dimensional metallic microstructures fabricated by soft lithography and microelectrodeposition. Languir 15(3):826–836
Zhang ZL, Li F (2006) Fabrication of a curved linear grating by using a laser direct writer system. Opt Commun 266(1):249–252
Rhee H-G, Lee Y-W (2010) Improvement of linewidth in laser lithography computer generated hologram. Opt Express 18(2):1734–1740
Kim Y-G, Rhee H-G, Ghim Y-S, Lee Y-W (2019) Method of fabricating an array of diffractive optical elements by using a direct laser lithography. Int J Adv Manuf Technol 101(5-8):1681–1685
Kim Y-G, Rhee H-G, Ghim Y-S, Yang H-S, Lee Y-W (2017) Dual-line fabrication method in direct laser lithography to reduce the manufacturing time of diffractive optics elements. Opt Express 25(3):1636–1645
Xie Y, Lu Z, Li F, Zhao J, Weng Z (2003) Fabrication of large diffractive optical elements in thick film on a concave lens surface. Opt Express 11(9):992–995
Funding
This research was supported by the Commercialization Promotion Agency for R&D Outcomes (COMPA), “Real-time 3D surface measurement for aspheric and freeform lens,” funded by the Ministry of Science and ICT(MSIT).
Author information
Authors and Affiliations
Contributions
Y.-G. Kim carried out experiments and drafted the manuscript. H.-G. Rhee and Y.-S. Ghim provided the manuscript revise suggestion. All authors read and approved the final manuscript.
Corresponding authors
Ethics declarations
Consent to participate
The authors declared their approval to participate in the submitted manuscript.
Consent to publication
The authors have agreed to submit it in its current form consideration for publication in the journal.
Competing interests
The authors declare no competing interests
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Kim, YG., Rhee, HG. & Ghim, YS. Real-time method for fabricating 3D diffractive optical elements on curved surfaces using direct laser lithography. Int J Adv Manuf Technol 114, 1497–1504 (2021). https://doi.org/10.1007/s00170-021-06862-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-021-06862-5