
Abstract
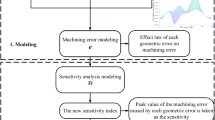
The influence of geometric errors on the accuracy of machine tools tends to attract more attention to the increasing demand for high-precision machining. In this paper, geometric error modeling and sensitivity analysis are employed to quantify the importance of geometric error for a new efficient and automatic 6-axis welding equipment. The geometric error model of the 6-axis welding equipment with 36 geometric error components is established based on Lie theory. Based on the geometric error model, the new sensitivity analysis method, in which the deviation of the welding torch pose is treated as a distance metric in SE(3), is proposed to evaluate the influences of geometric errors on the accuracy of the welding torch. And the sensitivity coefficient of each geometric error is derived by considering the basic value of geometric errors. Numerical simulations of a typical welding trajectory for intersecting pipes are conducted to analyze the sensitivity of geometric errors by the new method. The simulation results verified the validity of the sensitivity analysis method and the dominant geometric errors affecting the accuracy of the welding equipment were identified. Compared with the previous sensitivity analysis method, the proposed sensitivity analysis method considers the orientation error and position error of the welding torch simultaneously, which is more convenient and effective, and can also be applied in precision design and geometric error compensation of machine tools.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Intersecting pipes welding widely exists in pipeline engineering, steel structure, valve manufacturing, pressure vessel manufacturing, etc. With the development of manufacturing, the industry focuses on the dimensional accuracy and surface finish for improved functioning of the machined parts. The requirement of welding accuracy for welding equipment is increasing. Up to the present, the existing strategies to improve the accuracy of machine tools can be divided into two categories: precision design and error compensation [1]. The strategy of precision design is to improve the precision of components at the design stage of a machine tool. However, the strategy of error compensation tries to improve the machining accuracy by software or assistant mechanisms without changing the machine tool structure. Compared with error compensation, the cost and degree of difficulty are increasing rapidly with the improvement of machining accuracy by precision design, and the range of application is limited for existing machine tools, though, regardless of which approach is employed to improve the accuracy of a machine tool, geometric error modeling and identifying vital error components are essential steps to do first.
The geometric error sources of machine tools can be mainly classified into four parts: kinematic errors, thermo-mechanical errors, forces, and control errors [2]. As the geometric errors existing in machine tools are inevitable, plenty of researchers focused on geometric error modeling and error analysis. Lin and Shen [3] proposed the matrix summation approach to establish the error model of the five-axis machine tool and broke down the kinematics equation into six components, which decreases the amount of computation and makes the five-axis kinematics model manageable and understandable. Fu et al. [4] established a geometric error model of a multi-axis machine tool based on the product of exponential (POE) theory, and the results showed the effectiveness and precision of the integrated model. Chen et al. [5] developed an error model for a four-axis machine tool, in which the geometric errors of axis were regarded as a differential motion, and a Spearman rank correlation method was proposed to identify the key geometric error parameters which have a large effect on the tool posture of machine tools. E. Díaz-Tena et al. [6] proposed a methodology for evaluating the geometrical accuracy of a multi-axis machine based on Denavit and Hartenberg (D-H) method, in which the geometric errors were introduced as additional geometric parameters in each elemental transformation matrix. Zhang et al. [7] focused on system reliability and global sensitivity analyses of machine tools through the multiplicative dimensional reduction method (M-DRM), but the results were only verified in the three-axis vertical milling machine tool by Monte Carlo simulation method. Cheng [8] employed multi-body theory to establish a geometric error model of a 3-axis machine tool and identified the key geometric error elements by Sobol sensitivity analysis method. Cheng et al. [9] proposed a method based on the product of exponential screw theory to obtain the error model of a five-axis machine tool, then identified the key geometric errors, which have a greater influence on the machining accuracy, by global sensitivity analysis based on Morris method. Hong et al. [10] focused on the error motions of rotary axes on a five-axis machine tool and discussed the influence of position-dependent geometric errors of rotary axes on the machining accuracy of cone frustum machined. Lin and Lee proposed a systematically mathematical analysis method to analyze the assembly error of five-axis machine tools based on form-shaping theory [11]. Fu et al. [12] developed an integrated geometric error model of a machine tool based on the differential motion matrix, and the influences of geometric errors on the accuracy of the tool were calculated with the error vector of each axis.
The geometric error model of multi-axis machine tools is carried out by researchers mainly based on the D-H method [13, 14], or rigid body kinematics method with different theories [4, 5, 9]. However, Tang et al. [15] proposed a geometric error modeling method for a multi-axis system based on the stream of variation (SOV) theory, in which the axis was treated as a continuous workstation and the intermediate deviations were evaluated station by station. Nonetheless, previous studies mainly focused on conventional machine tools, in which multi-axis welding equipment is less mentioned, especially a kind of 6-axis welding equipment, consisting of a five-axis industry robot and a positioner, which is used in the field of intersecting pipes welding [16]. Compare with conventional machine tools for turning, milling, boring, and grinding, the main geometric error sources of the welding equipment are kinematic errors and control errors. The geometric error sensitivity analysis of machine tools is commonly carried out with probabilistic analyses (e.g., [7, 8, 24]) or direct analyses (e.g., [14, 17, 20]). However, the insufficiency of these studies is that the geometric error model of machine tools is an approximate model. In this paper, a new method is proposed to analyze the geometric error of multi-axis machine based on Lie theory, which considers the orientation and position deviation of the welding torch at the same time.
The rest of the paper is organized as follows: Section 2 introduces the kinematics of rigid body motion, including Lie group and Lie algebra theory to describe rigid motion. In Section 3, the geometric errors of the 6-axis welding equipment are analyzed, and the geometric error model of the 6-axis welding equipment is established based on Lie theory. In Section 4, a new method is proposed to evaluate the influence of geometric errors by treating the deviation of the welding torch as a distance metrics in SE(3), and a new sensitivity coefficient for geometric errors is proposed by considering the reality. The numerical simulations and discussion are carried out in Section 5. Conclusions are given in Section 6.
2 Kinematics of rigid body motion based on Lie theory
The rigid body motion like machine tools or manipulators can be described by a curve in the group of rigid motions in three-dimensional Euclidean space. In mathematical discussion of machine tools or manipulators, the Lie group SE(3) is bound to play a fundamental role. The element g ∈ SE(3) can be regarded as a mapping transformation \(g:{{\mathbb {R}}^{3}}\to {{\mathbb {R}}^{3}}\) in the form of g(x) = Rx + p, showing the distance and posture between points [22]. In general, the homogeneous g ∈ SE(3) can be written as:
where R ∈ SO(3) represents the rotation matrix in \({{\mathbb {R}}^{3}}\), \(p\in {{\mathbb {R}}^{3}}\) is the translation vector, \(SO(3)=\{ R\in {{\mathbb {R}}^{3\times 3}}:R{R^{T}}=I,detR=1 \}\) represents the rotation group of \({{\mathbb {R}}^{3}}\).
The Lie algebra of g ∈ SE(3) can be defined as \(\hat \xi \in se(3)\), and \(\hat \xi \) also known as a twist. The matrix form of \(\hat \xi \) can be expressed as:
where \(\boldsymbol {\omega } \in {{\mathbb {R}}^{3}}\) and \(\nu \in {{\mathbb {R}}^{3}}\), \(\hat {\boldsymbol {\omega } }\in so(3)\) is a 3 × 3 skew symmetric matrix. so(3) represents the Lie algebra of SO(3), and if \(\boldsymbol {\omega } ={{ \begin {bmatrix} {{\boldsymbol {\omega } }_{x}} & {{\boldsymbol {\omega } }_{y}} & {{\boldsymbol {\omega } }_{z}} \\ \end {bmatrix} }^{T}}\), \(\hat {\boldsymbol {\omega } }\) can be written as:
The exponential map can be used to map \(\hat {\xi }\in se(3)\) into the group g ∈ SE(3), which means, one can obtain:
when ω = 0, \(\hat {\xi }= \begin {bmatrix} 0 & v \\ 0 & 0 \\ \end {bmatrix} \), it represents pure translational motion of rigid body, then
when v = 0, \(\hat {\xi }= \begin {bmatrix} {\hat {\boldsymbol {\omega } }} & 0 \\ 0 & 0 \\ \end {bmatrix}\), it represents pure rotational motion of rigid body, then
when ω≠ 0 and \(\left \| \boldsymbol {\omega } \right \|=1\),
The rotational part \({e^{\hat {\boldsymbol {\omega } }\boldsymbol {\theta } }}\) in Taylor series expansions can be transformed by the means of triangular progression, then
The mapping \(\hat {\xi }\in se(3)\mapsto \xi ={{(v^{T},\boldsymbol {\omega }^{T})}^{T}}\in {{\mathbb {R}}^{6}}\) is isomorphic, where ξ is known as the ray coordinate or twist coordinate of \(\hat {\xi }\). In 3-dimensional Euclidean space, the final transformation matrix of the rigid body moves from point a to point b can be expressed as:
where gab(0) represents the initial transformation matrix, \({{\hat {\xi }}}\) represents the unit twist of the motion from a to b, \(\boldsymbol {\theta } \in \mathbb {R}\) represents the rotation angle from a to b when ω≠ 0, or the distance from a to b when ω = 0.
Considering gab(0) ∈ SE(3) and gab(𝜃) ∈ SE(3), the Lie algebra of gab(0) and gab(𝜃) can be defined as \({{\hat {\xi }}_{ab}}\) and \({{{\hat {\xi }}^{\prime }}_{ab}}\), respectively. Thus, Eq. 9 can be rewritten as:
where \(Ad({{e}^{{\hat {\xi }}\boldsymbol {\theta } }})\) is the adjoint transformation associated with \(e^{{\hat \xi }\boldsymbol {\theta } }\).
Given \(g={{e}^{{\hat {\xi }}\boldsymbol {\theta } }}=\begin {bmatrix} R & p \\ 0 & 1 \\ \end {bmatrix} \), the adjoint matrix of g is given as
For an n degree of freedom (DOF) open-chain manipulator, the forward kinematics can be expressed as:
where gST(0) represents the initial transformation matrix, 𝜃1, 𝜃2, ... ,𝜃n represent the joint angle variable or prismatic joint variable of link 1, link 2, ..., link n, respectively.
3 Geometric error modeling of the 6-axis welding equipment
The 6-axis welding equipment is based on a common main pipe and consists of a chain robot and positioner, which is different from the conventional welding equipment. The chain robot has five DOF, including three translational axes, i.e., X-axis, Y-axis, and Z-axis, and two postural axes, U-axis and V-axis, respectively. The U-axis rotates around X-axis, and V-axis rotates around Y-axis. The one DOF positioner, B-axis, is used to rotate the main pipe, which rotates around Y-axis. The kinematics of the 6-axis welding equipment is shown in Fig. 1, and the reference coordinate system (RCS) is set at the center axis of the main pipe, which is coincident with the User Coordinate System defined in [16]. The welding torch coordinate system (TCS) is coincident with the RCS in the origin. With different tools, the 6-axis welding equipment can not only finish welding but also cut the intersection curve for pipes.

The kinematics of the 6-axis welding equipment
3.1 Geometric error modeling of axis
In general, the position and posture of a rigid body in 3-dimensional space can be described by 3 location parameters and 3 orientation parameters. Similarly, there are six error components for a translational axis: the positioning error, two straightness error motions, roll error motion, and two tilt error motions, which are called pitch and yaw error motion for horizontal axis [2]. For the 6-axis welding equipment, there are 3 translational axes and 3 rotation axes, and the kinematics model of each axis can be described by the Lie group.
Usually, when the six error components of X-axis are ignored, the ideal kinematics model of X-axis can be written as:
where \({\xi _{x}}={{(1,0,0,0,0,0)}^{T}}\) is the unit twist coordinate of X-axis, gx(0) is the initial transformation matrix, and x is the amount of translation that moves along X-axis.
However, the actual kinematics model of X-axis is influenced by various reasons. Geometric error components exist in each axis. As shown in Fig. 2, the six error components of X-axis, δx(x) represents the linear error, δy(x) and δz(x) represent the straightness error in Y-axis and Z-axis direction, εx(x) represents the roll error, and εy(x) and εz(x) represent the tilt error around Y-axis and Z-axis, respectively. When the geometric errors of X-axis are treated as the twist motion. According to [23], the actual kinematics model of X-axis can be written as:
where \({\xi _{y}}={{(0,1,0,0,0,0)}^{T}}\) and \({\xi _{z}}={{(0,0,1,0,0,0)}^{T}}\) are the unit twist coordinate of Y-axis and Z-axis, respectively. \({\xi _{b}}={{(0,0,0,0,1,0)}^{T}}\) is the unit twist coordinate of B-axis; \({\xi _{a}}={{(0,0,0,1,0,0)}^{T}}\) is the unit twist coordinate of A-axis, which rotates around X-axis; \({\xi _{c}}={{(0,0,0,0,0,1)}^{T}}\) is the unit twist coordinate of C-axis, which rotates around Z-axis. On account of its complication, the actual transformation matrix of X-axis is not formulated in detail here.

Error components of X axis
The actual kinematics model of X-axis can be regarded as two parts. One is the ideal translation along X-axis, and the other is the pose deviation caused by the geometric errors which can be regarded as a smooth motion in \(\mathbb {R}^{3}\). Thus, Eq. 14 can be rewritten as:
where \({e^{{{\hat \xi }_{xe}}}}\) represents the transformation matrix of error part and ξxe represents the equivalent twist coordinate of the pose deviation of X-axis.
For the rotation axis, as shown in Fig. 3, the six error components of the B-axis. δy(b) represents the axial error of B-axis, and δx(b) and δz(b) represent the radial error of B-axis in X direction and Z direction, respectively. εy(b) represents the angular positioning error, and εx(b) and εz(b) represent the tilt error around X-axis and Z-axis, respectively. The ideal kinematics of the B-axis can be written as:

Error components of B-axis
In the same way, when considering the geometric errors of the B-axis, the actual kinematics model of B-axis can be written as:
where \({e^{{{\hat \xi }_{be}}}}\) represents the transformation matrix of error part and ξbe represents the equivalent twist coordinate of the pose deviation of B-axis.
For the 6-axis welding equipment, there are 36 geometric error components, which are shown in Table 1. δx, δy, and δz represent the location error components, where the subscript represents the error direction; εx, εy, and εz represent the angular error components, where the subscript represents the rotation axis of error; b, u, and v are the rotation angle of B-axis, U-axis, and V-axis, respectively; x, y, and z are the translational distances of X-axis, Y-axis, and Z-axis, respectively.
3.2 Geometric error modeling of the 6-axis welding equipment
The topological structure of the 6-axis welding equipment is shown in Fig. 4. The equipment can be considered as an open kinematic chain from the working table to the welding torch, and the machine bed can be ignored due to the twist of the machine bed is zero. Then, the order of the kinematics model is shown as B → Y → X → Z → V → U. According to Section 2, the ideal kinematics model of the 6-axis welding equipment can be obtained as:
where \(\xi _{u}={(0,0,l_{1},1,0,0)}^{T}\) and \(\xi _{v}={(0,0,l_{1}+l_{2},0,1,0)}^{T}\) are unit twist coordinates of U-axis and V-axis, respectively; l1 represents the distance from the welding torch tip to the center of U-axis, l2 represents the distance from the center of U-axis to the center of V-axis, and g(0) = I4×4 is the initial transformational matrix.

Topological structure of the 6-axis welding equipment
However, the existence of geometric errors in each axis, affecting the accuracy of the equipment, is inevitable. When the geometric errors are taken into account, the actual kinematics model of the 6-axis automatic welding equipment can be expressed as:
where \(\hat \xi _{ye}\), \(\hat \xi _{ze}\), \(\hat \xi _{ve}\), and \(\hat \xi _{ue}\) are the equivalent twist of the geometric errors existing in Y-axis, Z-axis, V-axis, and U-axis, respectively.
The difference between the ideal and actual homogeneous coordinates of the welding torch tip is the pose error of the welding torch, which can be defined as ge, then
Thus, the geometric error model of the 6-axis welding equipment can be expressed as:
where pe represents the position error of the welding torch, and Re represents the orientation error of the welding torch. On account of its complication, the actual transformation matrix is also not formulated in detail here.
4 Sensitivity analysis based on Lie theory
According to the geometric error model, the deviation of the welding torch pose can be influenced by 36 geometric error components. Among these, some geometric errors have a significant impact on the accuracy of the welding equipment, and some geometric errors have less impact on the accuracy of the welding equipment. However, it is really difficult to measure each geometric error and compensate for all geometric errors. To improve the accuracy of a machine tool, the essential geometric error components that affect the accuracy of the tool should be identified first. Therefore, the sensitivity analysis of geometric errors is fundamentally essential.
4.1 Evaluation for the influence of geometric errors
As shown in Fig. 5, the deviation of the welding torch, introduced by the geometric errors, can be regarded as a smooth motion of the welding torch tip moving from the actual pose to the ideal pose. Thus, the impact of geometric errors on the accuracy of the welding torch can be regarded as the impact of geometric errors on the smooth motion from the actual pose to the ideal pose. Since no natural length scale exists for physical space, the effect of geometrical errors on the welding equipment is complex. However, according to [18, 19], the distance metrics of the tool frame and desired goal frame can be constructed in SE(3) under the left or right translations. On this basis, the distance metrics from gi to gr = gi ∗ ge can be calculated. And, according to the geometric error model, the left invariant distance metric is suitable for analyzing the sensitivity of geometric errors. This distance metric of left translations can be defined as:
where g1 and g2 are elements of SE(3), \(\left \| \cdot \right \|\) denotes the Euclidean norm, and c and d are scale factors to balance the position component and orientation component.

Deviation of the welding torch
Hence, the influence of geometric errors can be evaluated by the distance metrics from the ideal pose to the actual pose, and the distance metrics can be written as:
For the 6-axis welding equipment, the deviation between the ideal welding trajectory and the actual welding trajectory can be calculated by Eq. 22. Thus, for a complete machining path, the root mean square error introduced by geometric errors can be obtained as:
where m represents the sample number of the machining path.
4.2 Sensitivity coefficient of the geometric error
To evaluate the influence of geometric errors on the accuracy of a machine tool, the sensitivity coefficient of geometric error is often employed. In general, the sensitivity coefficient of geometric error can be obtained by probabilistic analyses or direct analyses. For the probabilistic analysis method, the distribution of geometric error components is required, which can be obtained by corresponding measure methods like [8, 24], or assumed like [7]. However, the distribution of geometric error components in each axis is uncertain, especially the rotation axis. The differential method is used to obtain the sensitivity indices in the direct analysis, and the results are generally good. However, to simplify the calculation, the geometric error model of machine tools is an approximate treatment in most studies. To identify the dominant geometric error, considering the application of the 6-axis welding machine, the geometric error components set as a constant are desirable for sensitivity analysis.
The geometric error components of each axis set or separately set as a constant are a common approach applied in the geometric error sensitivity analysis of the multi-axis machine tools [14, 15, 17, 21]. Nevertheless, it is inevitable that the geometric errors of the machine tool exist and affect the tool pose in actual situations, even after the compensation. It is insufficient to consider the geometric error components separately or just set the geometric error as a constant. Therefore, considering the actual state of geometric errors, the basic value of each geometric error should be defined at first, and the accuracy of the tool pose affected by the increment of geometric error evaluated. In other words, the geometric error, which has the best improvement on the accuracy of the machine tool after compensation, is the key geometric error of the machine tool.
For the difference of units, the basic value is different for position error and angular error. The 36 geometric errors of the 6-axis welding equipment can be divided into positional error and angular error. Hence, we define Δp and Δa to represent the fundamental value of positional error and angular error, respectively. The basic root mean square error is denoted by:
where de is the basic distance metrics between the ideal tool pose to the actual tool pose when geometric errors are taken the basic value.
To figure out the influence of each geometric error, the geometric error plus an increment value systematically at the basic value of Δp or Δa. Thus, for the 36 geometric errors of the 6-axis welding equipment, the root mean square error can be expressed as follows:
where j is the sequence number, represents the geometric error component related to Table 1; \({d^{\prime }}_{e}\) is the distance metrics between the ideal tool pose to the actual tool pose when the geometric error j plus the increment value and the others are set at the basic value.
The impact on the tool tip of geometric errors is different: each geometric error has a positive or negative effect on the welding torch pose. The improvement of the accuracy of the welding torch can be evaluated by the comparison of the mean square errors. Therefore, the value between Ej and E0 can be regarded as the size of effect introduced by the increment value of geometric error, which can be denoted as:
The new sensitivity coefficients, for the 36 geometric errors of the 6-axis welding equipment, can be defined as:
5 Numerical results and discussion
In this section, the numerical simulations are carried out to verify the effectiveness of the geometric error model and sensitivity analysis of all axes. The welding trajectory planning for intersecting pipes introduced in literature [16] is a typical algorithm to weld intersecting pipes, which can be used to verify the kinematics model and conduct the sensitivity analysis of geometric errors.
5.1 Parameters for numerical simulation
For computational expediency, the parameters of welding equipment are set at l1 = 400 mm, and l2 = 150 mm. Thus, the corresponding unit twist coordinates of the U-axis and V-axis are \(\xi _{u}={(0,0,400,1,0,0)}^{T}\) and ξv = (0,0,550,0, 1,0)T, respectively. The basic parameters and welding technological requirements for two intersecting pipes are obtained from the literature [25], which are shown in Table 2. And, the welding torch trajectory planning without swing motion. As shown in Fig. 6, the ideal welding trajectory for intersecting pipes is obtained by the kinematics model of the 6-welding equipment based on Lie theory.

Ideal welding trajectory for intersecting pipes
To closely resemble reality, the influence of basic geometric errors is taken into consideration by setting the basic value of geometric errors. Alternatively, the basic position errors are set at Δp = 1 μm, and the basic angular errors are set at Δa = 10 μrad. As the pose error of welding torch can be divided into the position error and orientation error, the scale factors c and d, mentioned in Section 4.1, become particularly important. For different application scenarios, the scale factors can be selected independently based on the weight of position and orientation. Here, c and d are taken at the same value (where c = d = 1).
To investigate the error contribution of each error, the geometric error components of each axis are sequential plus the corresponding increment on the basic value. Above the basal value of Δp and Δa, the increment value of position error is set at 1 μm, and the increment value of angular error set at 10 μrad. Then, the deviation of the welding torch pose introduced by the geometric errors can be obtained by Eq. 25, and the sensitivity coefficient of each geometric error can be obtained according to Eq. 27. In numerical simulations, the sample number m is set at 500.
5.2 Simulation results and discussion
Shown in Fig. 7 are the numerical simulation result of sensitivity coefficient for each geometric error. The sensitivity coefficients range from 0.0003 to 0.1515, where the angular error εz(u) has a minimal impact and εy(z) has a maximum impact on the accuracy of the welding torch. For the 6-axis welding equipment, the angular errors εy(x), εz(x), εy(z), and εz(z) have a stronger influence on the welding torch pose compared with other geometric errors, which means that the angular errors εy(x), εz(x), εy(z), and εz(z) have priority when compensating the geometric errors. According to the difference of units, the sum of sensitivity coefficient of position error components is 0.36, and the sum of sensitivity coefficient of the angular error components is 0.64. However, it is easy to find the orientation error caused by angular errors and the deviation of spatial location caused by both position errors and angular errors in geometric error model. Compared with position error components, the angular errors have a greater impact on the deviation of the welding torch pose, and the sensitivity coefficients of the geometric errors εy(x), εz(x), εy(z), and εz(z) are larger than the others, which means that more attention should be paid on the straightness of the X-axis and Z-axis.

Sensitivity coefficient of geometric error components
When the position error and angular error analysis separated, the sensitivity coefficient of position error can be defined as:
where the subscript p represents the sensitivity coefficient of position error and the subscript j represents the sequence number of position error.
Similarity, the sensitivity coefficient of angular error can be defined as:
where the subscript a represents the sensitivity coefficient of angular error, and the subscript j represents the sequence number of angular error.
The sensitivity coefficients of position errors and angular errors are shown in Figs. 8 and 9, respectively. Besides the angular errors εy(x), εz(x), εy(z), and εz(z), the angular errors of B-axis have stronger influence on the accuracy of the welding torch. The angular errors of the U-axis and V-axis can be ignored when compared with the others, and the angular errors around Y-axis impact the welding torch pose most, followed by Z-axis. The position error components of B-axis, X-axis, Y-axis, and Z-axis have the same effect on the accuracy of the welding torch. The position error in the X direction impacts the welding torch most, followed by Z direction.

Sensitivity coefficient of angular errors

Sensitivity coefficient of position errors
To further verify the sensitivity analysis method and figure out the effect of geometric errors, the distance metrics d(g0,ge) can be divided into 2 parts: logRe represents the orientation deviation and pe represents the position deviation of the welding torch. According to [18], logRe = d(Re,R0), and the simulation result of the orientation deviation is shown in Fig. 10. For the angular errors of X, Y and Z axes have the same effect as B-axis, εy(v) same as εy(b), and εx(u) same as εx(v), on the orientation deviation of the welding torch, the angular error components of X-axis, Y-axis, Z-axis, εy(b), εx(v) are not shown in Fig. 10. The basic curve in Fig. 10 represents the orientation error distribution when the geometric errors are set at the basal value, and εx(b), εy(b), εz(b), εx(u), εy(u), εz(u), and εz(ν) represent the orientation error distribution of the welding torch when the corresponding angular error component plus the increment value and the other geometric errors remain unchanged. And on the basis of all geometric errors set at the basic value, when the angular errors are varied systematically, the changes of impact on the orientation accuracy of the welding torch are roughly similar. The position error distribution of the welding torch is shown in Fig. 11, when all geometric errors are varied systematically. The Basic curve represents the position error of the welding torch when the geometric errors are taken the basic value. It is obvious that εy(x), εz(x), εy(z), and εz(z) have a stronger influence on the position accuracy of the welding torch, which also verifies the validity of new sensitivity analysis method. It is evident from Figs. 10 and 11 that the posture error of the welding torch is relatively small compared to the position error of the welding torch, which means the distance metrics d(g0,ge) is predominantly affected by the position error of the welding torch, and the angular errors of each axis have a greater impact on the accuracy of the welding torch.

The orientation deviation of the welding torch. The Basic represents the orientation deviation when the geometric errors are taken the basic value

The position deviation of the welding torch when the geometric errors are changed systematically. The Basic represents the position deviation when the geometric errors are taken the basic value. a B-axis, b U-axis, c V-axis, d X-axis, e Y-axis, and f Z-axis are the position deviations of the welding torch when the geometric errors of each axis are changed systematically
6 Conclusion
In this paper, the geometric error modeling and its sensitivity analysis of a new automation welding equipment for intersecting pipes welding, consisting of a positioner and 5-axis industry robot, were studied. Compared with the traditional machine tool, the 6-axis welding equipment focuses on machining along the trajectory while the traditional machine tools focus on surface machining. The strict error model of the 6-axis welding equipment including 36 geometric errors was established based on the Lie theory without approximate treatment. Besides, a new sensitivity analysis method was proposed to find out the key geometric error components which have a stronger influence on the welding torch pose. The sensitivity coefficient of each geometric error component was obtained and the dominant geometric errors that affected the accuracy of the machine were identified by applying the new sensitivity analysis method. The major contributions of the paper are as follows:
-
(1)
The strict geometric error model of the 6-axis welding equipment is established, which contains 36 geometric error components, based on Lie theory.
-
(2)
A new sensitivity analysis method is proposed based on the distance metrics of SE(3), which considers the position and orientation error of the welding torch at the same time. The proposed method is more convenient and flexible, when compared with previous studies of the geometric error sensitivity analysis method.
-
(3)
To closely resemble reality, a new sensitivity coefficient of geometric error is proposed by considering the basic value of geometric error.
-
(4)
Numerical simulations are taken to verify the sensitivity analysis method, and the dominant geometric errors of the 6-axis welding equipment were identified, which lays the foundation for follow-up studies.
References
Huang T, Li Y, Tang G, Li S, Zhao X, Xianping L (2002) Error modeling, sensitivity analysis and assembly process of a class of 3-DOF parallel kinematic machines with parallelogram struts. Sci China Ser E-Technol Sci 45:467–476. https://doi.org/10.1360/02ye9054
Schwenke H, Knapp W, Haitjema H, Weckenmann A, Schmitt R, Delbressine F (2008) Geometric error measurement and compensation of machines-an update. CIRP Ann-Manuf Technol 57(2):660–675. https://doi.org/10.1016/j.cirp.2008.09.008
Lin Y, Shen Y (2003) Modelling of Five-Axis Machine Tool Metrology Models Using the Matrix Summation Approach . Int J Adv Manuf Technol 21:243–248. https://doi.org/10.1007/s001700300028https://doi.org/10.1007/s001700300028
Fu G, Fu J, Xu Y, Chen Z (2014) Product of exponential model for geometric error integration of multi-axis machine tools. Int J Adv Manuf Technol 71:1653–1667. https://doi.org/10.1007/s00170-013-5586-5https://doi.org/10.1007/s00170-013-5586-5
Chen J-x, Lin S-w, Zhou X-l (2016) A comprehensive error analysis method for the geometric error of multi-axis machine tool. Int Mach Tools Manuf 106:56–66. https://doi.org/10.1016/j.ijmachtools.2016.04.001https://doi.org/10.1016/j.ijmachtools.2016.04.001
Díaz-Tena E, Ugalde U, De Lacalle LL, De la Iglesia A, Calleja A, Campa FJ (2013) Propagation of assembly errors in multitasking machines by the homogenous matrix method. Int J Adv Manuf Technol 68:149–164. https://doi.org/10.1007/s00170-012-4715-x
Zhang X, Zhang Y, Pandey MD (2015) Global sensitivity analysis of a CNC machine tool: application of MDRM. Int J Adv Manuf Technol 81:159–169. https://doi.org/10.1007/s00170-015-7128-9
Cheng Q, Zhao H, Zhang G, Gu P, Cai L (2014) An analytical approach for crucial geometric errors identification of multi-axis machine tool based on global sensitivity analysis. Int J Adv Manuf Technol 75:107–121. https://doi.org/10.1007/s00170-014-6133-8
Cheng Q, Feng Q, Liu Z, Gu P, Zhang G (2016) Sensitivity analysis of machining accuracy of multi-axis machine tool based on POE screw theory and Morris method. Int J Adv Manuf Technol 84:2301–2318. https://doi.org/10.1007/s00170-015-7791-x
Hong C, Ibaraki S, Matsubara A (2011) Influence of position-dependent geometric errors of rotary axes on a machining test of cone frustum by five-axis machine tools. Precis Eng 35(1):1–11. https://doi.org/10.1016/j.precisioneng.2010.09.004
Lee RS, Lin YH (2012) Applying bidirectional kinematics to assembly error analysis for five-axis machine tools with general orthogonal configuration. Int J Adv Manuf Technol 62:1261–1272. https://doi.org/10.1007/s00170-011-3860-y
Fu G, Fu J, Xu Y, Chen Z, Lai J (2015) Accuracy enhancement of five-axis machine tool based on differential motion matrix: Geometric error modeling, identification and compensation. Int J Mach Tools Manuf 89:170–181. https://doi.org/10.1016/j.ijmachtools.2014.11.005https://doi.org/10.1016/j.ijmachtools.2014.11.005
Khan AW, Wuyi C (2010) Systematic geometric error modeling for workspace volumetric calibration of a 5-axis turbine blade grinding machine. Chin J Aeronaut 23(5):604–615. https://doi.org/10.1016/S1000-9361(09)60261-2
Chen G, Liang Y, Sun Y, Chen W, Wang B (2013) Volumetric error modeling and sensitivity analysis for designing a five-axis ultra-precision machine tool. Int J Adv Manuf Technol 68:2525–2534. https://doi.org/10.1007/s00170-013-4874-4
Tang H, Duan J-a, Lan S, Shui H (2015) A new geometric error modeling approach for multi-axis system based on stream of variation theory. Int J Mach Tools Manuf 92: 41–51. https://doi.org/10.1016/j.ijmachtools.2015.02.012
Shi L, Tian X, Zhang C (2015) Automatic programming for industrial robot to weld intersecting pipes. Int J Adv Manuf Technol 81:2099–2107. https://doi.org/10.1007/s00170-015-7331-8
Li Q, Wang W, Jiang Y, Li H, Zhang J, Jiang Z (2018) A sensitivity method to analyze the volumetric error of five-axis machine tool. Int J Adv Manuf Technol 98:1791–1805. https://doi.org/10.1007/s00170-018-2322-1
Park FC (1995) Distance Metrics on the Rigid-Body Motions with Applications to Mechanism Design. ASME J Mech Des 117(1):48–54. https://doi.org/10.1115/1.2826116
Wang Y (2006) An incremental method for forward kinematics of parallel manipulators. In 2006 IEEE Conference on Robotics, Automation and Mechatronics, pp 1–5
Li J, Xie F, Liu X (2016) Geometric error modeling and sensitivity analysis of a five-axis machine tool. Int J Adv Manuf Technol 82:2037–2051. https://doi.org/10.1007/s00170-015-7492-5
Fu G, Gong H, Fu J, Gao H, Deng X (2019) Geometric error contribution modeling and sensitivity evaluating for each axis of five-axis machine tools based on POE theory and transforming differential changes between coordinate frames. Int J Mach Tools Manuf 147. https://doi.org/10.1016/j.ijmachtools.2019.103455
Murray RM, Li Z, Sastry SS (1994) A mathematical introduction to robotic manipulation. CRC press, Boca Raton
Craig JJ (2009) Introduction to robotics: mechanics and control, 3/E. Pearson Education India
Guo S, Zhang D, Xi Y (2016) Global Quantitative Sensitivity Analysis and Compensation of Geometric Errors of CNC Machine Tool. Math Probl Eng 2016. https://doi.org/10.1155/2016/2834718https://doi.org/10.1155/2016/2834718
Shi L, Tian X (2015) Automation of main pipe-rotating welding scheme for intersecting pipes. Int J Adv Manuf Technol 77:955–964. https://doi.org/10.1007/s00170-014-6526-8
Funding
The authors received research funding by the National Key Research and Development Plan of China under Grant No.2017YFB13035 and the Shandong Provincial Key Research and Development Program (Major Scientific and Technological Innovation Project) under Grant No. 2019JZZY010441.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Author’s contributions
Weihua Fang was a major contributor in writing the manuscript. All authors read and approved the final manuscript.
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Fang, W., Tian, X. Geometric error sensitivity analysis for a 6-axis welding equipment based on Lie theory. Int J Adv Manuf Technol 113, 1045–1056 (2021). https://doi.org/10.1007/s00170-020-06527-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-020-06527-9