
Abstract
In the current scenario, industries need to have continuous improvement in their manufacturing processes. Digital twin (DT), a virtual representation of a physical entity, serves this purpose. It aims to bridge the prevailing gap between the design and manufacturing stages of a product by effective flow of information. This article aims to create a state-of-the-art review on various DTs with their application areas. The article also includes schematic representations of some of the DTs proposed in various fields. The concept is also represented by a case study based on a DT model developed for an advanced manufacturing process named friction stir welding. Towards the end, a model for implementing DT in a factory has been proposed.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
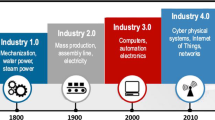
The industrial revolution refers to the change in the process of production. It originated in the sixteenth century when rich traders brought together a group of labors to manufacture textiles at home. It continued for a period of 100 years when the first steam engine was designed and the power obtained from this steam brought a change in the industrial scenario and is referred as the first industrial revolution or Industry 1.0 [1]. Considering the manufacturing process of an automobile in Industry 1.0, the chassis stood still while the individual parts were brought to it. The whole assembly process lacked efficiency and was time consuming. With the passage of time, the assembly line concept was introduced which reduced the manufacturing lead time and is referred as Industry 2.0 [2]. The advent of computers brought the next revolution in the industry which eventually led to the idea of computer-integrated manufacturing. The third industrial revolution, Industry 3.0, started with the advent of the electronic components and information technology systems which replaced the labor on the shop floor [2]. It led to large-scale automation of the manufacturing process and reduced the lead time substantially. Industry 4.0 is the latest revolution in the industrial era which refers to the digitization of manufacturing by merging the physical and digital worlds. Its vision is to build smart machines consisting of mechatronic components where the sensor system is engaged in collection of data, and the actuator system for controlling the physical process, both occurring in real-time. It also aims at energy and resource efficiency, increasing productivity, and digital integration of engineering. This internet-aided manufacturing will provide a basis to identify, monitor, and control every single product in the production line.
This article presents a review on one of the enablers of Industry 4.0, i.e., digital twin (DT). In a nutshell, DT aims at developing a digital and a virtual model of a physical object to mirror its life and make useful predictions about the physical object. The present work describes the importance of DT, a comprehensive survey of its applications, and the potential to be implemented in certain manufacturing processes. In order to provide a better understanding, a few self-drawn schematic representations of the proposed DTs have been discussed in details. Although, the theory on DT has been explored by a few researchers, there is a scanty evidence of a case study validation exhibiting the implementation of DT. Thus, a unique application of a DT has been developed, as a case study validation, for a discrete manufacturing process such as in friction stir welding (FSW). A virtual model of the physical FSW machine has been developed to evaluate and predict its health. In this DT, a prediction of large number of aspects of the machine has been made. The developed DT resides in cloud, and it constantly communicates with the FSW machine. It takes sensory data as the input, processes and analyzes it, and gives useful information about the process and machine on a dashboard in real time. The DT allows the user to provide inputs based on the suggestion which the twin feeds back to the machine in real time to control it. Further, a model for implementing DT in a factory containing similar FSW machines has been proposed which describes the cooperation among the DTs associated with each of the FSW machine. The next section introduces the concept of DT and its implementation in various areas.
2 Digital twin
DT is a strategy within Industry 4.0 operating on virtualization principle. As stated by NASA, “DT is an integrated, multi-physics, multi-scale, probabilistic simulation of an as-built vehicle or system that uses the best available physical models, sensor updates, and fleet history to mirror the life of its flying twin” [3]. This definition can be explained as follows. In order to get a holistic view of the real-time performance of a product/component of a machine, and predict its health, the DT needs several models to make the analysis. For instance, consider a gearbox, this will involve a thermal analysis to determine the temperature distribution across it, a wear model to determine the wear caused to it, dynamic modeling for fault diagnosis and etc. This constitutes a multi-physics model for one component. This analysis may be multi-scale in a manner if the individual analysis will be requiring different solvers. Since, in addition to the prediction of the real-time performance, DT also needs to state the remaining useful life, probabilistic simulations are essential.
In the current technological era, diligent efforts are being made to implement the Industry 4.0 concepts in the industrial environment, and as stated earlier, DT is considered to be an enabler to the implementation of Industry 4.0. A company invests quite a fortune in designing prototypes of the final product for testing the efficiency of the same. For instance, if any equipment is manufactured, then its prototype is to be tested by the workers or the operators who shall be working on it in the future. At times, it is unsafe to work with prototypes as there could be an occurrence of industrial hazards. The DT concept eliminates these hurdles and provides a platform for the workers to learn in a virtual environment. The difficulties faced by the operator can be immediately rectified without the need for backtracking or redesigning prototypes for further testing. DT technique is expected to assist the industries in up-skilling of its workforce at minimum costs incurred. It is an economic way of fostering the implementation of Industry 4.0 which is still in its conceptual stages in emerging economies. Similarly, for manufacturing, a DT model can be utilized to simulate various conditions and help an operator identify faults.
Figure 1 shows a possible DT’s framework depicting linkage between a physical and a digital world. The physical world can comprise of the physical devices in a machine for instance. These devices are associated with various sensors and data acquisition devices. The acquired data is sent to the virtual space where it is analyzed to monitor the process and health of the machine. Various signal processing tasks, machine learning algorithms, and simulations will be utilized to make useful predictions regarding the process as well as monitor individual machine components, and thereby pass on this information to the physical world for real-time control [4]. The virtual world integrates the history of the machine components with the present condition to predict the life of the component, and thus, takes care of the health of the machine. The feedback from the digital world can be predictions of few useful parameters to judge the process, health condition of few critical components in that machine and their remaining useful life, suggestions to user as how to ensure safe mode of operation, control of few parameters to ensure the safe operation of a machine etc. The following paragraph discusses the various works on DT which has been performed by researchers around the globe.

Framework of DT: interaction between digital world and physical world
2.1 DT for humans
In order to understand the concept of DT in an engineering application, for which only it has been proposed and is under development, let us first consider an example of how DT can be applied in the life of a human being.
The DT for a human is expected to reveal the true condition of that human [5]. The DT of that person will have information such as previous history and present condition of the physical human and will be helpful in predicting the occurrence of various kinds of diseases. The DT will also provide the human with recommendations on how to improve their health based on the predictions. It has been reported that this DT will be helpful, particularly for persons with diabetes. It will keep a track of their daily activities and will provide recommendations on how to improve the quality of their life. In addition, the DT can also be used to acquire a detailed information about the biological, physical, and lifestyle data for an individual over a period of time. Based on the predictions from the collected data, the health of that individual can be determined. It can also assist in suggesting the suitable therapy for that person. This is possible because of the data analytics involved in DT which is capable of using the available data and build models to make useful predictions. Based on this discussion, Fig. 2 shows a schematic representation of a DT for a human.

DT for a human
The existing cyber physical systems (CPS) run on the idea of automated planning and implementation [6]. This somehow leads to the degradation of human skills in the manufacturing shop floor. DTs provide a new basis of an interconnected approach between the stakeholders (human and devices). Researchers have proposed a DT which will be a representative of the human employee in the CPS for effective information sharing, and thereby making the human operator involved in computational decision-making by using a database that matches the user behavior. The human DT will actively take part in the automated, decentralized production planning, and control, mostly in resource allocation.
2.2 DT for product design and product life cycle
The existing research on product life cycle data primarily focuses on physical products instead of the virtual models [7]. The mirroring of a physical product on the virtual space is lacking. Moreover, owing to this insufficient convergence, the product life cycle management data is isolated, fragmented, and stagnant. A product life cycle conventionally has four stages namely, introduction, growth, maturity, and decline, as shown in Fig. 3 [8]. Introduction stage involves product awareness and identification of the market for the product. Growth stage involves product branding and initiative to increase the market share. During maturity, the product has competition from similar products, and the sole objective is to secure market share while ensuring profit. In the decline stage, the product becomes outdated and requires rejuvenation and reformation to compete with the latest products. This concept has affected the efficiency and sustainability in the product design and manufacturing.

Product life cycle
An innovative way for product design and manufacturing by incorporating a DT has been proposed [7, 9]. The model has been elaborately brought out through various case studies. The first stage has been referred as the conceptual stage, where the DT will have the natal information about the product, such as the concept of the product, how the product will look like, and its functioning. In addition, it will also include a feedback in the form of customer’s satisfaction for that product, sales, market competition of that product etc. which will help designers to note the improvement they need to make in their products [10]. Following this will be the design stage where the DT will have numerous simulations to ensure the performance of the product as desired in the long run. The virtual product contains the expectations of the designer in the design stage, and along with this, also, it has the practical constraints of the physical world. Here, DT helps designers to optimize design. Finally, the virtual verification stage deals with prediction of the quality of the product before their actual manufacturing. DT in the virtual stage, forecasts, predicts, and verifies the functionality of that product before manufacturing.
A DT model for iron and steel product life cycle has also been proposed [11]. This model conceptualizes from raw material acquisition to recycling of the scrap, and these models have been discussed below. Raw material acquisition begins in the order stage which will identify the customer needs, examine them, and understand about the requirement. Accordingly, the comparison between the existing orders and the future requirement will be forecast. Following this will be the design stage which will include strength and fatigue life prediction models to determine the strength and service life of the product. Then after, in the production stage, capacity requirement and material requirement planning models will be involved to determine the equipment and material required to meet the needs. This information will be passed to the purchase and logistics models. The manufacturing stage will include different models for different production processes such as blast furnace, converter, casting, hot-rolling etc. Finally, the DT will have a product usage model for customer feedback and a scrap recycling model for tracing the scrap products. These different models need to have a semantic and real-time flow of information, i.e., between the physical object and the virtual space so that the entire life of the product can be traced.
Based on the above discussion in this section, Fig. 4 shows a schematic representation of a DT for the product design, where three stages in the product design, namely, conceptual, design, and virtual verification, have been shown. The functionalities of the physical space and virtual space have been shown in the picture. Also, the flow of information between the three stages has been depicted. To envisage the DT concept for product design, let us consider the example of manufacturing of a car. The traditional way follows the development of a computer-aided design (CAD) model to describe how the car will appear (the physical object). It is a 3D model listing the dimensions of the components and the grade of material to be utilized in manufacturing of those components. This CAD model serves the purpose in the design stage and is mainly based on the experiences of the designer. DT, on the other hand, stays throughout the life cycle of a product. It also takes into consideration a CAD model; however, the same is equipped with the latest sensory data being acquired from the sensors associated with a similar physical device. The benefit here is that the manufacturer will have the performance map of their products out there in the market at all instances. It can be advocated that the simulation models also have sensory information with them. However, this does not hold good for DTs. Although, simulation is utilized for designing and optimization, and to understand how a model may respond to a situation, DT will provide information on the above and also how the model will respond in real time. The real-time information will help the manufacturer to track the operation of their components, health of few critical components and etc. Accordingly, measures can be taken to rectify the product and incorporate the feedback into the product design as well. The importance of DT lies in the data analytics involved which is in tandem with the sensors engaged with the physical devices. This analysis will form the intelligence of DT. This is possible by the modern information technology concepts like artificial intelligence (AI), augmented reality (AR), Internet of Things (IoT) etc.

DT for product design
2.3 DT for manufacturing shop floor
DTs have significant relevance in the manufacturing context as they have the ability to optimize the manufacturing operations, detect bottlenecks, verify settings, and simulate situations to forecast performance. This sub-section discusses the DTs proposed for manufacturing shop floors. This includes the conceptual models describing its components, DTs proposed for improving the supply chain efficiency, optimizing tasks in the shop floor, optimizing energy consumption, product assembly, and geometry assurance. The detailed report on these proposed models have been discussed in the following paragraphs.
2.3.1 Conceptual DTs for shop floor
A DT enabled shop floor will comprise of five different layers, namely, physical, network, data, cyber, and application layers [12]. The first layer refers to the physical objects present on the shop floor such as the equipment, sensors, jobs, etc. and demands the layer to be sensor enabled to have a real-time perception. The second layer refers to those entities which will bridge the communication between the physical objects and the virtual object. Such entities are Ethernet, wireless connectivity, mobile networks etc. The third layer, i.e., data layer refers to the data available with respect to production, material, tooling, environment etc. which will be the driving factors of the DT model. The cyber layer will hold the geometry model, manufacturing attributes, behavior model etc. The final, application layer refers to the integration of the above models to have a seamless coordination of the activities on the shop floor. This includes optimization of activities, real-time monitoring of the events on the shop floor, job scheduling etc. Another DT conceptual model for shop floor has been proposed consisting of physical space, virtual space, shop floor service system, and production data [13]. The physical space will consist of several sensors which communicate with the virtual space by sending it the real-time data. A set of these sensors will be engaged to capture the life cycle of materials and environment data, few sensors to capture the human motion on the floor, work progress, and other sensors will be engaged with the machineries on the floor for capturing information about the state of the machine. The virtual space will consist of four models, namely, geometry, physics, behavior, and rule models. While the geometric models will be utilized for describing the shape, size, position, and assembly relations of the machine components, the physical models will constitute finite element (FE) analysis of these models by associating it with the physical properties. The behavior models will determine the response of the machine under various circumstances, and the rule models will consist of machine learning algorithms and others for evaluation and prediction of the machine status. The shop floor service system refers to the management of the data in between the physical and virtual space. Finally, the production data refers to the metadata about a particular phenomenon/component. For successful implementation, integration of the physical and virtual space, exchange of data, and evolution of the DT etc. have been identified to be the major challenges.
2.3.2 DT for improving supplier collaboration
A major hurdle in the progress of a manufacturing industry is the assessment of the true capacity of suppliers (small and medium enterprises and micro, medium, and small enterprises) to effectively plan their supply chain. The traditional method for assessing the capacity is making a visit to the suppliers’ facilities which is time consuming or can be browsing through their profiles on the internet which is uncertain as many-a-times the information is outdated. In this regard, a DT of a factory has been proposed to present the true capabilities of a factory [14]. This DT will replicate the material handling equipment, machineries, and layout of the plant. The underlying benefit is the increasing efficiency of supply chain formulation and sourcing by representation of the true capabilities of an organization.
2.3.3 DT for optimizing plant operations
A virtual model named as “Plant Simulation” has been developed and utilized to monitor, control, and optimize the tasks in a shop floor engaged in assembling hydraulic pistons [15]. The time required for accomplishing the tasks on the shop floor was recorded, and the DT keeps a track of the same. During any task, if the cycle time differs, the DT model provides instructions to the operator. In another work, a DT model has been proposed for energy consumption monitoring, analysis, and optimization in the manufacturing shop floor [16]. The energy consumption monitoring model will track the energy consumption by equipment on the shop floor by using various sensors attached to the physical equipment. The available real-time data along with the historical data of particular machinery with a model will help in tracking its energy consumption. The analysis model will be utilized for statistical prediction purpose by using the available historical data. Finally, the optimization model will be utilized for parameter optimization, scheduling, and equipment upgrading.
2.3.4 DT for assembly operation and metrology
A DT model, consisting of a construction stage and an operation stage, has been proposed for a shop floor engaged in satellite assembly [17]. The construction stage involves building of IoT networks for the shop floor for acquiring the digital record of the manufacturing resources via bar codes, tags etc. For enabling the real-time flow of resource’s information to enterprise information management system, the shop floor has Ethernet connections, Bluetooth, wireless services etc. The DT included the 3D geometric models, FE software to simulate the process etc. The operation stage will have the real-time information about the manufacturing resources collected through the IoT networks, information about the production process collected through interaction between human and computer, and production activity plan. This information needs to be updated in their respective virtual models for management and control of the resources, production process, prediction of production quality, progress in production etc. DT has also been successfully applied in the field of geometry assurance [18,19,20]. The developed DT model contains geometry representation of the assembly line, kinematic relations, FE analysis, simulation, material properties, and is linked with the inspection database. It has been applied in the design phase to design excellent products, and also to distribute tolerances. Further, during the production stage, the DT model has been used to monitor and control the assembly system by feeding the model with scan data of the part geometries.
2.4 DT for diagnostics and prognostics
This sub-section discusses the DTs proposed for diagnostics and prognostics of some critical components involved in plant and machines, aircraft, manufacturing process etc.
2.4.1 DTs proposed for wind farm monitoring
Researchers have reported about an IoT platform named “Pavatar” for investigation and remote diagnosis of an ultrahigh-voltage converter station [21]. The purpose of this station is to convert direct current (DC) to alternating current (AC) of clean energy such as wind, solar, nuclear etc. The station consists of a synchronous compensator whose function is to stabilize the outgoing current by absorbing or generating reactive power, in response to unpredictable voltage fluctuations. Pavatar performs the sensing of the synchronous compensator, environmental conditions, cooling systems, and surrounding activities. It predicts the system errors, detects the faults, and diagnoses them. Temperature, pressure, rotation, and vibration sensors are also included for the investigation. In addition to these sensors, various battery-free sensors for monitoring air quality, noise, humidity, and liquid leakage detectors are also installed to capture the information about the surroundings. The unit also includes networked cameras that cover few walk-able distances. The collected data are sent through networks for data visualization, fault detection, and diagnosis. Another DT model proposed for wind farm consisted of sensors such as vibration, speed, and humidity for monitoring of the farm [22]. A physics-based DT has also been developed for predicting the remaining useful life and damage accumulation of wind power converter [23].
2.4.2 DTs proposed for few critical components
Considering the gearbox in a wind turbine being prone to failure due to gradual degradation, a DT has been proposed for the monitoring of this component [24]. Torque sensor has been utilized to sense the input and output torque, and a factor has been identified to compensate for the deviation between the measured value and simulated value obtained from the physical object (gearbox) and virtual object, respectively. For determining the occurrence of fault, a vibration sensor is attached, and the energy of the signal is determined. A threshold value has been identified for prediction of the fault. The developed DT predicts the possible faults in the gearbox by a neural network which was fed with data acquired from the vibration sensor and stress value obtained from the simulation. Accordingly, the maintenance strategies were suggested by the DT. Thus, here, DT stakes for an advantageous situation by combining vibration along with the stress. Similarly, a DT has been developed for the early failure prediction of ball screw in a milling machine [25]. This component is utilized in transmitting the force from the motor during the machining process. A multi-domain software-based model has been built and a neural network has been utilized for the prediction of fault. The sensors utilized for the study are a vibration sensor and a temperature sensor, from which the real-time data is acquired and is analyzed to predict the chances of early failure. A case study which deals with the DT of the tanks in a ship has also been performed [26]. Here, the use of AR and web services has been presented to visualize the physical data. The tanks in the ship include one for carrying gas, one for oil, and one for water. The real-time data about the level of gas, oil, and water in the tanks has been studied to be displayed in the device providing AR. Further information to be carried by the developed DT of these tanks in the ship has been proposed which includes data about the size and capacity of the tank and manufacturing data. In addition to this, more number of sensors can also be associated with these tanks to extract more insightful information about the health of the tanks, and the fluid being carried by them.
2.4.3 DTs proposed for aircraft monitoring
A unique proposition titled “airframe DT” for monitoring and predicting the health of aircrafts has been proposed [27]. The airframe DT comprises of several sub-modules, i.e., involved electronics, flight controls, propulsion system etc. These sub-modules will predict the temperature, stress, strain etc. evolution in the physical aircraft. Thus, the DT will be able to make predictions about the damage caused to the aircraft and required maintenance. In another work, a versatile probabilistic model by using the concept of a dynamic Bayesian network has been built for airframe health monitoring [28]. The model has been used to track the evolution of time-dependent variables and prediction of the crack growth. A similar DT model has been proposed for the prediction of useful life of aircraft structures [29]. The proposed model includes complex sub-models such as a thermal model, a dynamic model, a stress analysis model, and a fatigue model. Each aircraft will have its own computational fluid dynamics (CFD) DT model, which will be flown virtually to estimate the loads and environment the corresponding physical aircraft is going to experience. The DT will also be working in close relation with an FE model so as to extract the information about the aeroelastic vibrations and structural deflections.
2.4.4 DTs proposed for process monitoring
A DT consisting of a 3D heat transfer and fluid flow model has been developed and implemented for laser-directed energy deposition additive manufacturing process [30, 31]. The model determines temperature, velocity fields, cooling rates, solidification parameters, and deposit geometry for a single-layer deposit. Similarly, a DT model with multi-objective optimization algorithm has been developed for hollow gas production line which includes a calculation system and a simulation platform [32]. The system determines the optimization kernel and transmits the results to simulation platform in the form of a production order. The simulation platform is equipped with real physical properties to depict the manufacturing process.
2.4.5 DTs proposed for machine health monitoring
An FE model of a CNC machine has been developed as an approach for building a DT of the machine [33]. The machine comprises of a reverse “T” structure with movements in 3-axis. The developed model has been validated by a modal analysis. This model will serve the purpose of a DT of the physical machine. Similarly, a DT for a jet diverter system has also been developed [34]. The model comprises of three modules where, the first takes the measured infrared temperature of the tiles as the input and determines the heat flux density over time, second is a simulation code developed for tracking the ongoing activities of the system, and third is an FE model for calculating the power at each node.
Based on the discussions in this section, Fig. 5 shows a schematic representation of a possible DT for the diagnostics and prognostics of a machine. The picture includes a physical object (machine “A”) equipped with various sensors (sensor “1” to sensor “n”). The digital counterpart of the physical machine has been shown as a virtual machine which has various modules, namely, simulation module, signal processing module, machine learning algorithms, and many more. During the operation of the physical machine, sensory data is acquired and is continuously transmitted to the virtual machine in real time. The virtual machine performs simulations of the operations being carried out in the physical machine, processes the information collected from the sensors associated with physical machine in real time, and makes useful predictions. These predictions along with the monitored data and corrective measures are being suggested by the virtual machine on a dashboard, as shown in Fig. 5. With those predictions about the ongoing process, users can optimize the production and can ensure quality of the product being manufactured. Since the DT can reveal the true condition of the physical asset, corrective measures can be taken at the right instant to prevent failure. In addition, the user can also optimize the next phase of production based on those predictions.

DT for diagnostics and prognostics of a machine
DTs are the new age manufacturing breakthroughs owing to their potential of revolutionizing the production scenario. As discussed earlier, it is a much more advanced version of CAD model as it offers a real-time connection between the digital and physical element. However, developing a digital counterpart of an entire manufacturing system is cumbersome. The best option is to create digital replica for a part of the manufacturing system and execute it and then continue developing the remaining parts. The DT for a manufacturing system can be decomposed into different levels such as the level 1, level 2, level 3, and level 4. In level 1, only the main component on which the entire system depends is highlighted. The DT implemented in this context permits real-time data collection from sensory devices which enables flexible manufacturing, IoT-driven maintenance regimes, and ensuring safe work environment. In level 2, only a particular part of equipment which is used during production is focused upon. When there is a need to improve the system performance, a DT at level 3, i.e., for the entire system is utilized. This digital replica provides real-time production information on the product’s characteristics, its performance, and a database for service history to facilitate predictive after-sales service. A DT at level 4 highlights the entire life cycle of the product, i.e., from the product design to actual manufacturing and physical distribution. This is achieved by integrating data across the product life cycle for assessing the deviations in manufacturing and timely detection of defects/errors, and subsequently updating the product design.
2.5 Benefits of DT
The proposed concept of DT and the supporting models are going to bring a revolution in the present industrial scenario. It aims at refining the existing idea of designing a product, manufacturing it, and managing its sales. By implementing DT in a shop floor practicing manufacturing operations, immediate data about the entities present on the shop floor, ongoing operations, and appearing errors can be identified. Thus, at every instant of time, there will be a visualization of the ongoing operations, and control of the same can be performed in case any error occurs. In addition, it will enable the engineers to simulate the system with the real-time information gathered from the sensors associated with the physical object and will help to predict and prevent downtime. The DT with passage of time will become more intelligent by mirroring its physical counterpart and will have the historical data with the help of which it can predict its remaining useful life. All these will ultimately lead to higher level of machine availability by lowering the downtime and increase in the efficiency of the production unit and profit. Apart from the monitoring and evaluation of a system, DTs offer an environment to study the impact of deviations on the system performance. After developing a DT of a physical object or service, the real world errors/defects can be projected at the time of their occurrence. This provides a scope to incorporate the necessary changes to avoid the occurrence of any defects or errors. The major advantage of DT application includes optimization and risk management inherently required for the health sector. Smart machines are considered to be better than humans in accurate data collection and communication. In the healthcare sector, this can be a major breakthrough to save time, cost, and precious lives. DTs are considered to be the innovative breakthrough in hospital management and patient’s healthcare. In this regard, there is a possibility of twinning a human body to a digital form using virtual simulations. This assists in creating the digital duplication of the vital organs in a human body which can be constantly monitored for a patient without the need for him to walk down to the hospital every time. It can alleviate a lot of mental stress a patient goes through while conducting the health check-ups.
2.6 Challenges of DT
The initial challenge is building the virtual model comprising of various sub-modules as discussed in earlier sections. This model will be securely placed in a virtual environment, i.e., in a cloud server, a service system in shop floor, or a service system within the group enterprise [32]. Once the virtual model has been developed, it has to be integrated with the physical object enabling a real-time transfer of information between the two models [35]. As pointed out, the sub-modules have to be updated in real time, and work accordingly. There is an eminent need of semantic coordination among the sub-modules. For instance, if there is a change in the production execution plan, the design stage needs to be updated accordingly.
During the process of manufacturing, the physical object will be associated with various sensing devices to sense various physical parameters. The virtual model will also be equipped with such similar sensing devices and a real working environment, as existing for the physical object. The collected information will be utilized to run simulations and decipher information about the process. In order to extract the information from the physical parameters acquired from the sensors, the next challenge is to select proper signal processing techniques to be applied. This will help to identify the needs in the process monitoring quickly, so that necessary actions to control the process in real time can be performed [21]. Another related challenge here is the incorporation of big data analytics in the DT model [36]. Since this process is going to generate huge amount of data in various stages of a product, proper and logical management of the data is essential. Also, the flow of data concerning the integration of physical-virtual-social worlds (information from the physical object, information generated by the DT from simulations and customers) is a challenge that has to be considered under the data management system [37, 38].
The most important feature that a DT model should possess is “intelligence.” The preliminary objective behind the development of a DT model is to help build an excellent product, if the model is concerned about the product design [7]. Similarly, the objective of a DT model of a manufacturing process will be to monitor and control the process, make useful predictions about the process and involved machineries [21, 23]. However, the challenge for these models is to grow their intelligence with the accumulated data, so that it can be reused and help improve the physical object continuously [39]. For instance, a DT concerned with a machine will eventually learn the symptoms of various situations arising within the process. It also learns the behavior of the machine in such situations. This learning needs to be strengthened with time.
3 Case study
This section elaborates a DT model developed and implemented for a welding technique named FSW. The following paragraph discusses FSW process in detail.
3.1 Friction stir welding
FSW, invented in 1991 at The Welding Institute, UK, is a solid-state joining technique, i.e., it joins workpieces, being in their solid-state only [40]. Frictional heating, mechanical deformation, and stirring are the three main principles of FSW process [41]. In order to achieve that, the process makes use of a designed tool, which has two specific features, namely, a pin and a shoulder. This tool is mounted on the machine spindle and has the ability to rotate. Schematic diagrams depicting the FSW process and the tool have been shown in Fig. 6 a and b, respectively. The joining occurs in four distinct stages, namely, plunge-in, dwelling, welding, and plunge-out. During the plunge-in phase, the tool descends into the workpieces resulting in the generation of frictional heat and deforms the material underneath it plastically. While the pin’s job is to deform the materials in the thickness direction, the shoulder generates the frictional heat by interacting with the materials on the top surface. The length of the pin is determined based on the thickness of the workpieces to be welded and is usually taken 0.2 to 0.3 mm lesser than the thickness of the workpieces. The ratio of diameter of the shoulder to diameter of the pin is 3 or 4. During the dwelling stage, the tool is allowed to rotate at the same position, i.e., plunge-in position, to have sufficient amount of deformation, so that the plasticized material can flow. Hereafter, in welding stage, the machine bed is provided with a linear motion, which along with the rotating tool helps to transport the deformed material from one side to the other, resulting in the formation of a joint. Finally, the tool retracts out of the joint-line leaving behind a keyhole which is being referred as the plunge-out stage.

Schematic diagrams of a FSW process and b tool
Fabrication is a process of value addition which creates structures, components, machines etc. from various raw materials. The process of welding is carried out with or without the application of pressure, heat, or addition of filler material. The process has an extensive and varied usage that it is no exaggeration to state that there is no metal industry that would not make use of it in some or the other manner. Varying from small machine production to large welded structures and from small-scale to large-scale industries, welding is used everywhere. With the cut throat global competition towards industrialization, it is crucial to adopt and practice engineering methods which are not only economic but also environmentally friendly. Owing to the feasibility of joining the workpieces being in their solid state, FSW is advantageous over the conventional fusion welding techniques. Researchers have also shown the importance of FSW as a manufacturing process, mentioning its sustainable features, and economically viable process having minimal adverse impacts on the environment [42]. This leads to a fact that more number of industries would adopt and practice FSW in their shop floors. Thus, applying the digitization techniques to FSW is expected to improve the overall quality of the process.
Researchers around the globe have attempted to develop strategies for monitoring of FSW process. For instance, the gap defects have been monitored by acquiring acoustic emission signals and force signals [43, 44]. The occurrence of wormhole, a type of volumetric defect, has been investigated by using the force signals [45]. Force signals have also been analyzed in FSW to identify the surface defects [46, 47]. The tracking of tool position over the joint line has been performed by analyzing the force signals [48]. The monitoring of FSW has also been attempted using other signals like current and voltage signals of the spindle motor, current signal of feed motor, and speed signal [49]. The speed signals have also been utilized to classify the defective and defect-free welds [50]. A comprehensive review on the various research works concerned with the sensor-based monitoring and control of FSW has been reported in [51]. While most of these works deal with the identification of defects, classification of defective and defect-free welds, monitoring process changes etc., an integrated model monitoring the process along with the machine, and suggesting the corrective measures in real time for FSW is lacking.
The present work aims at developing one such DT of the physical FSW machine. The developed DT resides in cloud and it constantly communicates with the FSW machine. It takes sensory data as the input, processes and analyzes it, and gives useful information about the process and machine on a dashboard in real time. The information is the prediction of the weld quality, machine health, and corrective measures. The user can respond to the twin’s suggestion in real time which is fed back to the FSW machine. This will help prevent wastage of raw materials during weld fabrication. The DT also informs the operator about the quality. In other words, a user can utilize this developed model to feed it with some data and see how the health of the machine components deteriorates. Further, as this DT operates virtually from cloud, its diagnosis and prognostics can be accessed from any location to any user having an access of the same.
3.2 Experimental details
The FSW machine utilized in the present study is an instrumented numerically controlled linear machine (ETA Technology, WS004) with a maximum rated tool rotational speed of 3000 rpm and a maximum rated welding speed of 1000 mm/min. A picture of the utilized machine has been shown in Fig. 7. The workpieces used are 3 mm thick sheets of aluminum alloy, AA6061. The tool material is H13 tool steel, and it has a shoulder diameter of 16 mm and a pin diameter of 6 mm.

FSW machine
The present experimental state was set up with an objective to monitor the tool health condition during the process of welding. As discussed in the earlier sections while introducing FSW, the importance of the tool in the process of welding can be felt. In the event of tool failure, or change in the conditions of the tool as compared to a healthy tool, the fabricated weld will be deteriorated. In order to begin with the investigation, five different tools with varying health conditions were selected, namely, weld material stuck on tool, pin-less tool, tool with half-broken pin, cracked tool, and a normal tool (healthy condition). Figure 8 shows the picture of these five tools. All the five tools had the same shoulder diameter (16 mm) and pin diameter (except the pin-less tool). The ideas behind the selection of these specific conditions of tools are as follows. Usually, the tool material selected is of higher strength than of the workpiece material, and since the tool does not get consumed, it has appreciable longevity. However, since, the pin plunges inside the workpieces every time, it may happen that with passage of time and continuous use, the pin may get worn out in the process, may partly break, at times material may get stick to its surface with improper parametric combinations, or may completely fail. In an automated factory, the machine has to run seamlessly, and thus, the condition of the tool at each instant of the welding process has to be ensured. The welds with these five tools were fabricated with a tool rotational speed of 1200 rpm, a welding speed of 50 mm/min, a tilt angle of 2°, and a plunge depth of 0.1 mm.

Tools of various health conditions. a weld material stuck on tool. b Pin-less tool. c Tool with half-broken pin. d Normal tool (tool of good health condition). e Cracked tool
For enabling the twin with data, the physical machine is equipped with strain gauge type load cells to acquire the axial force signals during welding. An external power sensor (Montronix, PS100) was also used for sensing the spindle power during welding. The variations in tool rotational speed and weld speed over the selected tool rotational and weld speed during the welding are also tracked by the machine. The sampling rate of these signals was 10 Hz. Along with these sensors, a turbidity sensor (SKU, SEN0189), a flow rate sensor (YFS, 201), a capacitive type oil level sensor, and a K-type thermocouple were utilized for measuring the hydraulic oil conditions in the return line of the FSW machine.
3.3 Developed DT of FSW
This section discusses the developed DT for health and performance monitoring of the FSW machine. The DT checks various components of the FSW machine and delivers information about the maintenance. Figure 9 shows the workflow of the developed DT for the present FSW machine. The twin works in four distinct phases for maintaining the overall health condition and production level of the FSW machine.
Data acquisition phase: Here, the twin gather signals from various sensors associated with the FSW machine. In the present study, force sensor, power sensor, tool rotational speed and linear speed sensors, turbidity sensor, flow rate sensor, oil level sensor, and a thermocouple have been utilized.
Fault detection phase: After data acquisition, the twin predicts the possible faults or defects that might be occurring in the FSW machine. Fault detection from signals acquired from the FSW process is achieved via several machine learning and signal processing techniques.
Suggestion phase: Upon identification of the fault, the twin suggests corrective measures to improve the welding conditions, and the health condition of different parts of the FSW machine. The suggestive measures are provided via a graphical user interface (GUI) and a voice output.
Cooperation phase: Several smart FSW machines constitute a FSW 4.0 industry. From the information gathered through various sensors associated with a particular FSW machine of the industry, overall health condition of that machine is determined. Accordingly, through an optimization, workload is distributed among various machines of the industry to minimize overall health loss and maximize production level. Thus, it can be said that a relatively healthy machine should perform more amount of FSW than a relatively unhealthy machine, so that there is an optimization between the overall health deterioration and net production level.

Developed DT’s work flow
As per the suggestions from the suggestion phase, action is performed to improve the health of the FSW machine. Finally, the twin is informed about the current state of the machine so that it can initialize parameters accordingly for the future cycles of health monitoring. The twin application runs on an edge computer associated with the FSW machine so that it can directly collect the required signals.
The present DT is set up in a cloud server named, “Meghamala,” the private cloud server of Indian Institute of Technology Kharagpur. A graphical user interface (GUI) has been created in LABVIEW software installed in the computer associated with the FSW machine where the data from the engaged sensors is received, and thereby is continuously sent to the cloud by using transmission control protocol/internet protocol (TCP/IP). The mentioned protocol (TCP/IP) is utilized for interconnecting several network devices on the internet by making use of a client/server model. In this model, the “client” which refers to a machine is provided with a service by another computer which is being referred as “server.” The reception of the inputs from the user based on the suggestions by DT to the FSW machine is also being performed via the same protocol. TCP/IP block for reading and writing are used to receive and send the data during the welding process.
Figure 10 shows the dashboard of the FSW DT. The major tasks performed by the DT of the FSW machine are:
- 1.
Feed motor condition monitoring
- 2.
Spindle motor condition monitoring
- 3.
Tool heath monitoring
- 4.
Hydraulic oil level monitoring
- 5.
Load cell and power sensor’s noise level measurement
- 6.
Return line hydraulic oil quality monitoring

DT dashboard
Each of the tasks performed by the DT as shown in the dashboard is discussed as follows:
- 1.
Feed motor health monitoring: The feed motor of the FSW machine under consideration can make the FSW tool traverse up to a speed of 1000 mm/min. During real-time health check-up, the feed motor is instructed to traverse at specific velocities (vins) in different ranges, and the corresponding velocity reached by the feed motor (vac) is measured by the speed sensor. From here, performance degradation percentage of feed motor (pv) is calculated and is depicted in Eq. (1). It is noted that always vac < vins. Figure 11 shows the current feed motor health condition of the FSW machine under consideration. It is observed that pv increases with an increase in vins. Hence, the twin gives an option to the user to restrict the weld velocity below a certain range, in this case 200 mm/min, to avoid strain on the feed motor.

Feed motor health condition
- 2.
Spindle motor health monitoring: This process is also similar to that of feed motor health monitoring. The spindle motor can make the FSW tool rotate with a maximum rotational speed of 3000 rpm. After each welding, the FSW machine spindle motor is instructed to spin with specific rpm (wins) covering the whole range. A rotational speed sensor (wac) measures the speed with which the tool rotates. Again, performance degradation percentage for spindle motor (pw) is calculated as depicted in Eq. (2). Figure 12 shows the current spindle motor health condition of the FSW machine under consideration. It is always desired to make performance degradation percentage as minimum as possible. As it is seen that performance degradation increases with weld velocity and tool rotational speed, the DT suggests restricting the weld velocity and rotational speed to lower values in order to reduce the strain created on the motor and increase its lifetime.

Spindle motor health condition
One notable thing here is that the difference between the instructed velocity and achieved velocity may arise from control errors. However, the error associated with any control system with passage of time will rise because of the degradation of the components of those motors. Thus, the percentage degradation is a way to evaluate the health condition of the motors. The twin will collect the data from the FSW machine over a period of time for varying process conditions, analyze it for identifying the percentage degradation at all instants of the machine in operation, and will also store those data. This historical data collected over the time (percentage degradation values of the motors) will be the way to predict the health condition of the motors. In the present scenario, the observed values of the percentage degradation reflect minute deviations; however, the health of the mechanical components may deteriorate suddenly, and the DT in real time can help prevent the machine from failure.
- 3.
Tool health monitoring: During the welding, if the information about the tool health condition is available, then, continuing welding with a defective tool can be stopped, and an alert stating the tool health condition can be generated. This can reduce the cost of material loss and weld quality degradation, which could have occurred otherwise. Due to deterioration of tool health, several kinds of defects occur during the welding. As defects occur, the force exerted by the weld sample on the tool undergoes sudden fluctuations. These sudden changes correspond to the presence of high-frequency components in the FSW force signal and power signal. This property is utilized for the identification of tool anomaly and characterization of the selected tool health conditions. Sudden occurrence of high-frequency components can only be identified though a time-spectral analysis of a signal. To capture this information, a signal processing technique called discrete wavelet transform (DWT) is utilized which provides a time versus frequency information of any non-stationary signal. The following paragraph discusses the basics of DWT.
The computation of DWT is done by passing the signal x[n] through high-pass (g) and low-pass (h) filters. The output of high-pass filters after down sampling gives the detailed coefficients (Eq. (3)), whereas the same for the low-pass filters gives approximate coefficients (Eq. (4)):
DWT coefficients are actually values of convolution of input signal and impulse response of the filters. To increase frequency resolution, the approximate coefficients are again passed through high- and low-pass filters to obtain detailed and approximate coefficients of the next level, respectively. This process is repeated.
In FSW, DWTs have been applied to show the effect of changing process parameters like weld speed and tool rotational speed [52]. DWT was applied on force signal data to localize both surface and internal defects [46, 53]. Thus, with the help of DWT coefficients of FSW force signals, the exact occurrence time of high-frequency components can be identified with which the point of occurrence of defect in the weld sample can be located and the welding can be stopped to avoid material loss. The same force signal can be utilized for tool health condition monitoring. To achieve this, a support vector machine (SVM) classifier is used which takes the first-level DWT coefficients of the FSW force and power signals as inputs and predicts the category in which the tool health condition falls.
SVM is a supervised classification algorithm in which parameter values for several sample points belonging to different classes are taken and the algorithm fits hyperplanes among different classes of data, trying to maximize the distance between various classes. For a j dimensional dataset where each sample X is a 1 × j dimensional vector, the hyperplane can be described as shown in Eq. (5):
where WT is a j × 1 dimensional vector and b is a scalar used to define the position of the separating hyperplane. The width of the margin is \( \frac{2}{\left|W\right|} \) and the task of SVM is to maximize it or minimize \( \frac{1}{2}{\left|\left|w\right|\right|}^2 \). In FSW, SVM classifier has been used to differentiate defective and defect-free welds [54]. In this work, a linear kernel classifier trained with the DWT coefficients of force and power signals of FSW is used with each of these defective tools.
Figure 13 shows the variation of the force signal with time obtained during the process of welding. This force is responsible for proper forging of the workpieces, and in times when it becomes insufficient, workpieces will not get deformed, and welding defects will occur. Various stages involved in the welding process have been depicted in the plot. The first peak in the plot is a result of the contact between the pin and the workpieces, and as it continues to go inside the materials to be welded, the force decreases. This is because of the deformation of the materials in the thickness direction. The second peak occurs as the shoulder comes in contact with the workpieces. Hereafter, a fall in the force values can be observed which is because of dwelling. Then after, the force again increases which is because of the traverse of the machine bed, and at last, the force drops as the tool retracts out from the joint line.

Variation of force with time during welding
Figure 14 shows the variation of spindle power consumption with time obtained during the welding. The figure depicts an increase in the power consumption as the tool starts rotating, plunging, and worktable feed due to the induced initial torque in the electric motors. In case of welding with faulty parameters, the power plot which now has a stable region during welding will differ, which will be useful for the monitoring and control purpose.

Variation of power with time during welding
Figure 15 shows the welds fabricated by using the five different tools, as mentioned earlier. During real-time operation of the DT, the classifier takes the required DWT coefficients as inputs and predicts the tool health. Accordingly, it produces alarm signal to stop the welding process if it finds severe health condition deterioration. Figure 16 shows the force variation obtained with the selected tools. Here, the shown pictures in Fig. 16 contain only the welding data; the plunging, dwelling, and retraction data have been removed. It can be visualized from the pictures how the axial force is varying with change in tool’s health. While large variation in the force signal can be observed for the tool with deteriorated health, the one obtained with normal tool has negligible variation, and thus, the normal tool produced a weld with better quality than others. The weld fabricated with the cracked tool as shown in Fig. 15e looks good visually, and the corresponding force signal as shown in Fig. 16e has little variation. This is so because in the present case, the tool did not break during the welding. However, the cracked surface will definitely be interacting with the material flow, and this is the reason the signal has variations in it, as compared to a healthy tool. In the case it would have broken, the weld quality would have been worse.

Weld sample surface images using tools of different health conditions. a Weld material stuck on tool. b Pin-less tool. c Tool with half-broken pin. d Normal tool (tool of good health condition). b Cracked tool

Force signals for tools of different health conditions. a weld material stuck on tool. b Pin-less tool. c Tool with half-broken pin. d Normal tool (tool of good health condition). e Cracked tool
The pin-less tool failed to join the work pieces. The weld surface has many defects in case of welds made with half-broken pin tool, cracked tool, and with weld material stuck on tool. Best weld is achieved using tool of good health condition. The multiclass classifier designed in this study can demarcate between five classes of tool health, and it predicts health with 82% accuracy. The classification boundary along is shown in Fig. 17.

Tool health condition
The red cross mark in Fig. 17 denotes the position of DWT coefficient of the current weld under consideration in the feature space. Since it lies within the region of tool with good health condition; hence, the status bar shows “Tool condition okay.”
- 4.
Hydraulic oil level monitoring: The hydraulic oil level of the FSW machine is measured with the help of a liquid level sensor attached with an Arduino UNO R3 microcontroller. Initially, the oil level of the full tank was measured. At the end of each welding, the twin collects information about the oil level in the tank and measures the percentage of oil remaining in the tank. Accordingly, twin generates alert signal if the oil level falls below 20%. Figure 18 shows the current hydraulic oil level of the FSW machine under consideration.

Hydraulic oil level
- 5.
Sensor noise level: Till now, the force and power sensors were considered to be noise free. But actually, they possess a DC noise level which mainly arises due to gradual malfunctioning of sensors with time and also due to vibrations of various machine parts. The DC level changes over time. The DT performs a dry run after each welding and calculates the DC noise level of force and power signals by taking the mean value of the signal amplitudes (Fig. 19). The twin calculates FSW force and power signals accordingly by subtracting the DC noise levels.

Sensor noise level
- 6.
Monitoring quality of hydraulic oil in return line: Apart from all these mentioned above, the quality of the hydraulic oil returning to the tank after the process is also being monitored. Figure 20 shows the various sensors equipped in the return oil, and they are turbidity sensor, flow rate sensor, and a K-type thermocouple. The former two sensors are connected to an Arduino UNO R3 microcontroller which is finally connected to the local computer for storage of data acquired from the sensors. The thermocouple is for sensing the temperature of the oil in the return oil and is connected to the same computer through a data acquisition card via LABVIEW software. The hydraulic oil being used in the machine is ISO 32 grade. Assuming the present health of the machine to be good and at its best condition, the data acquired from these sensors are being treated as a reference and presenters of the machine’s condition as good.

Monitoring quality of hydraulic oil in return line
With passage of time, the oil quality will get degraded by inclusion of various foreign particles because of the wear and tear occurring inside the machine elements and would be captured by the turbidity sensor. Similarly, the flow rate sensor will capture the change in flow rate (F) from a healthy condition to an abnormal condition.
The temperature of the oil recorded during a welding has been shown in Fig. 21. It can be seen that the oil temperature fluctuates during the plunging and dwelling stages. During the welding, the temperature remains more or less constant. Finally, there is a sharp decrease in oil temperature when welding ends. Usually, the hydraulic oil’s normal operating temperature is considered in the range of 45 to 55 °C. The machine components work efficiently when the oil is maintained in this normal operating range. The temperature of the oil will help know the level of wear and tear inside the machine.

Oil temperature
During FSW, the turbidity value remains constant, i.e., 4 mV. The turbidity value is scaled to a millivolt range between 1 and 5 V by the turbidity sensor. It can be seen from Fig. 22 that there is a sharp increase in the flow rate during the plunging phase and plunge-out phase. Flow rate remains almost constant during the welding. The information on mean temperature, turbidity, and flow rate during the welding is made available in the GUI of the DT, as shown in Fig. 23.

Variation in oil flow rate with time

Return line health condition
Thus, with these few sensors and the developed model engaged in real time, the welding process, and the machine, both are being monitored at the same time, and corrective measures are being suggested by the model to take care of the process and health of the machine.
4 FSW factory 4.0 model
This section discusses a concept on smart FSW factory 4.0 model to achieve integration of various activities on the shop floor. The proposed model will consist of several units performing similar operations. Each unit will have a separate DT application running on a local edge computer. However, each of these twins must be able to communicate with each other, as a result of which machine to machine communication is enabled. It refers to those machines which exchange data and optimize results through their DT platforms to help each other take a decision on how to react to a particular kind of situation. The DTs cooperate among each other. When a fault is detected by a sensor mapped DT, the twin searches among all other DTs of similar machines in the smart industry to find what corrective actions they undertook, upon facing such a similar kind of situation. Then, by appropriately setting a bias among the information collected from all other DTs and decision made by the DT under consideration, the physical machine is suggested with corrective actions.
Also, in case when a particular production level is to be maintained in the industry, workload is appropriately distributed among various machines in such a way that the healthier machine performs more manufacturing than the relatively less healthy machine. This ensures minimizing the net health deterioration of the machines in the industry while maintaining the required production level.
In case of FSW, the net health of the major motors of the machines, i.e., the feed motor, spindle motor, and the hydraulic motor, is determined by pv, pw, and F, respectively. For similar weld speed, tool rotational speed, and weld material, the more they change with time, i.e., the higher is their gradient with respect to the number of welding performed (n), the worser will be the health of the machine under consideration. Thus, health factor (Η) can be defined as a function (Ψ) of the following variables, shown in Eq. (6):
If there are k numbers of FSW units in the factory, the average health condition (Ηavg) of the machines in the factory can be taken as shown in Eq. (7):
If the net amount of welding to be performed is \( \mathcal{W} \), the ith machine will perform \( \frac{\mathcal{W}{H}_i}{k{H}_{avg}} \) number of welding:
5 Conclusions and future directions
This study presented the DT concept through a state-of-the-art review on the proposed and developed DTs in various areas. It is worth noting that the envisioned “Intelligent DT” involves two essential attributes, namely, adaptivity and learning. Literature suffices the benefits of DTs in manufacturing industries right from identification of suppliers, inventory of raw materials, and design of prototypes to optimizing the activities on shop floor, control of manufacturing process, and real-time health prediction of machines. Few studies concern with the application of DT in healthcare sector, and a huge potential of the same is lying to be explored. This work also presented a case study where a DT model for FSW has been developed and discussed in detail. This DT resides in a cloud which communicates with FSW machine by exchanging data, analyzes the streaming data, diagnoses it, and displays the information on a dashboard, in real time. The DT allows the user to provide inputs based on the suggestion which the twin feeds back to the machine in real time to control it. It also consists of a data model for predicting the tool condition in real time to prevent wastage of material during the welding. It has the capability to store the analysis done for different processing conditions over a period of time and display those as a trend analysis.
The case study has got immense potential to be used in future for building a more informative DT model. For example, it can have several features as shown in Fig. 24. This may follow a Turing machine model for complete state representation of all the DTs belonging to the graph. Figure 25 represents a complex DT of a factory setup for production use of FSW systems, where each FSW machine is connected with an Edge computing facility trying to have a local state machine of each setup. The communication between the Edge and the cloud system happens over message queuing telemetry transport (MQTT) protocol, and it determines the overall factory output in terms of the production numbers. For a steady and stable production line of multiple FSW systems belonging to a discrete production facility, the unit must have equilibrium of multiple state machines. This can be guaranteed by having deterministic observation and control of the input data stream for each state machine, i.e. spindle load, current, moving speed etc. which can follow patterns of certain distribution as shown in Fig. 26. Thus, by representing the whole ecosystem and a collection of autonomous DTs who can have capability of state exchange and take distributed decision, it becomes a classical optimization problem for the whole factory. Thus, a predictable state transition diagram can represent the pattern of the complex DT at the factory level which in turn controls each state machines of each FSW machine level.

A typical DT representation for FSW machines

A complex DT model

State machine lifecycle history to determine its RUL
References
Carvalho N, Chaim O, Cazarini E, Gerolamo M (2018) Manufacturing in the fourth industrial revolution: a positive prospect in sustainable manufacturing. Procedia Manuf 21:671–678. https://doi.org/10.1016/j.promfg.2018.02.170
Nowotarski P, Paslawski J (2017) Industry 4.0 concept introduction into construction SMEs. IOP Conf Ser mater Sci Eng 245. https://doi.org/10.1088/1757-899X/245/5/052043
Glaessgen E, Stargel D (2012) The digital twin paradigm for future NASA and U.S. Air Force vehicles. 53rd AIAA/ASME/ASCE/AHS/ASC Struct Struct Dyn Mater Conf AIAA/ASME/AHS Adapt Struct Conf AIAA 1–14. https://doi.org/10.2514/6.2012-1818
Liu Z, Meyendorf N, Mrad N (2018) The role of data fusion in predictive maintenance using digital twin. 020023:020023. https://doi.org/10.1063/1.5031520
Bruynseels K, de Sio FS, van den Hoven J (2018) Digital twins in health care: ethical implications of an emerging engineering paradigm. Front Genet 9:1–11. https://doi.org/10.3389/fgene.2018.00031
Graessler I, Poehler A (2018) Integration of a digital twin as human representation in a scheduling procedure of a cyber-physical production system. IEEE Int Conf Ind Eng Eng Manag 2017-Decem:289–293. https://doi.org/10.1109/IEEM.2017.8289898
Tao F, Cheng J, Qi Q, Zhang M, Zhang H, Sui F (2018) Digital twin-driven product design, manufacturing and service with big data. Int J Adv Manuf Technol 94:3563–3576. https://doi.org/10.1007/s00170-017-0233-1
Cao H, Folan P (2012) Product life cycle: the evolution of a paradigm and literature review from 1950-2009. Prod Plan Control 23:641–662. https://doi.org/10.1080/09537287.2011.577460
Tao F, Sui F, Liu A, Qi Q, Zhang M, Song B, Guo Z, Lu SCY, Nee AYC (2019) Digital twin-driven product design framework. Int J Prod Res 57:3935–3953. https://doi.org/10.1080/00207543.2018.1443229
Qi Q, Tao F (2018) Digital twin and big data towards smart manufacturing and Industry 4.0: 360 degree comparison. IEEE Access 6:3585–3593. https://doi.org/10.1109/ACCESS.2018.2793265
Xiang F, Zhi Z, Jiang G (2018) Digital twins technolgy and its data fusion in iron and steel product life cycle. 2018 Ieee 15Th Int Conf Networking, Sens Control
Zhang H, Zhang G, Yan Q (2018) Dynamic resource allocation optimization for digital twin-driven smart shopfloor. ICNSC 2018 - 15th IEEE Int Conf Networking, Sens Control 1–5. https://doi.org/10.1109/ICNSC.2018.8361283
Tao F, Zhang M (2017) Digital twin shop-floor: a new shop-floor paradigm towards smart manufacturing. IEEE Access 5:20418–20427. https://doi.org/10.1109/ACCESS.2017.2756069
Ameri F, Sabbagh R (2016) Digital factories for capability modeling and visualization. Pp 69–78
Vachálek J, Bartalský L, Rovný O, et al (2017) The digital twin of an industrial production line within the Industry 4 . 0 concept. 21st Int Conf Process Control 258–262. https://doi.org/10.1109/PC.2017.7976223
Zhang M, Zuo Y, Tao F (2018) Equipment energy consumption management in digital twin shop-floor: a framework and potential applications. In: 2018 IEEE 15th international conference on networking. Sensing and Control (ICNSC), IEEE, pp 1–5
Zhuang C, Liu J, Xiong H (2018) Digital twin-based smart production management and control framework for the complex product assembly shop-floor. Int J Adv Manuf Technol 96:1149–1163. https://doi.org/10.1007/s00170-018-1617-6
Wärmefjord K, Söderberg R, Lindkvist L, et al (2017) Shaping the digital twin for design and production engineering. In: Volume 2: advanced manufacturing. ASME, p V002T02A101
Wärmefjord K, Söderberg R, Lindkvist L, et al (2017) Inspection data to support a digital twin for geometry assurance. In: Volume 2: Advanced Manufacturing. ASME, p V002T02A101
Söderberg R, Wärmefjord K, Carlson JS, Lindkvist L (2017) Toward a digital twin for real-time geometry assurance in individualized production. CIRP Ann - Manuf Technol 66:137–140. https://doi.org/10.1016/j.cirp.2017.04.038
He Y, Guo J, Zheng X (2018) From surveillance to digital twin: challenges and recent advances of signal processing for industrial internet of things. IEEE Signal Process Mag 35:120–129. https://doi.org/10.1109/MSP.2018.2842228
Pargmann H, Euhausen D, Faber R (2018) Intelligent big data processing for wind farm monitoring and analysis based on cloud-technologies and digital twins: a quantitative approach. 2018 3rd IEEE Int Conf Cloud Comput Big Data Anal ICCCBDA 2018 233–237. https://doi.org/10.1109/ICCCBDA.2018.8386518
Sivalingam K, Spring M, Sepulveda M, Davies P (2018) A review and methodology development for remaining useful life prediction of offshore fixed and floating wind turbine power converter with digital twin technology perspective - IEEE Conference Publication. 197–204. https://doi.org/10.1109/ICGEA.2018.8356292
Tao F, Zhang M, Liu Y, Nee AYC (2018) Digital twin driven prognostics and health management for complex equipment. CIRP Ann 67:169–172. https://doi.org/10.1016/j.cirp.2018.04.055
Luo W, Hu T, Zhang C, Wei Y (2018) Digital twin for CNC machine tool: modeling and using strategy. J Ambient Intell Humaniz Comput 10:2–5. https://doi.org/10.1007/s12652-018-0946-5
Schroeder G, Steinmetz C, Pereira CE, et al (2017) Visualising the digital twin using web services and augmented reality. IEEE Int Conf Ind Informatics 522–527. https://doi.org/10.1109/INDIN.2016.7819217
Tuegel EJ (2012) The airframe digital twin : some challenges to realization. 1–8
Li C, Mahadevan S, Ling Y, Choze S, Wang L (2017) Dynamic Bayesian network for aircraft wing health monitoring digital twin. AIAA J 55:930–941. https://doi.org/10.2514/1.J055201
Tuegel EJ, Ingraffea AR, Eason TG, Spottswood SM (2011) Reengineering aircraft structural life prediction using a digital twin. Int J Aerosp Eng 2011:. https://doi.org/10.1155/2011/154798, 2011, 1, 14
Knapp GL, Mukherjee T, Zuback JS, Wei HL, Palmer TA, de A, DebRoy T (2017) Building blocks for a digital twin of additive manufacturing. Acta Mater 135:390–399. https://doi.org/10.1016/j.actamat.2017.06.039
DebRoy T, Zhang W, Turner J, Babu SS (2017) Building digital twins of 3D printing machines. Scr Mater 135:119–124. https://doi.org/10.1016/j.scriptamat.2016.12.005
Zhang H, Liu Q, Chen X, et al (2017) A digital twin-based approach for designing and decoupling of hollow glass production line. IEEE Access 1–1. https://doi.org/10.1109/ACCESS.2017.2766453
Scaglioni B, Ferretti G (2018) Towards digital twins through object-oriented modelling: a machine tool case study. IFAC-PapersOnLine 51:613–618. https://doi.org/10.1016/j.ifacol.2018.03.104
Iglesias D, Bunting P, Esquembri S, Hollocombe J, Silburn S, Vitton-Mea L, Balboa I, Huber A, Matthews GF, Riccardo V, Rimini F, Valcarcel D (2017) Digital twin applications for the JET divertor. Fusion Eng Des 125:71–76. https://doi.org/10.1016/j.fusengdes.2017.10.012
Uhlemann THJ, Schock C, Lehmann C, Freiberger S, Steinhilper R (2017) The digital twin: demonstrating the potential of real time data acquisition in production systems. Procedia Manuf 9:113–120. https://doi.org/10.1016/j.promfg.2017.04.043
Lynch C (2008) Big data: how do your data grow? Nature 455:28–29. https://doi.org/10.1038/455028a
Barnaghi P, Sheth A, Singh V, Hauswirth M (2015) Computing : looking back. Looking Forward. IEEE Internet Comput 19:7–11
Bandaru S, Ng AHC, Deb K (2017) Data mining methods for knowledge discovery in multi-objective optimization: part a - survey. Expert Syst Appl 70:139–159. https://doi.org/10.1016/j.eswa.2016.10.015
Uhlemann THJ, Lehmann C, Steinhilper R (2017) The digital twin: realizing the cyber-physical production system for Industry 4.0. Procedia CIRP 61:335–340. https://doi.org/10.1016/j.procir.2016.11.152
Thomas W, Nicholas E (1997) Friction stir welding for the transportation industries. Mater Des 18:269–273. https://doi.org/10.1016/S0261-3069(97)00062-9
Mishra RS, Mahoney MW (2007) Friction stir welding and processing. ASM Int 368. https://doi.org/10.1361/fswp2007p001
Mehta KP (2019) Sustainability in welding and processing. In: Innovations in Manufacturing for Sustainability. Springer International Publishing, pp 125–145
Chen C, Kovacevic R, Jandgric D (2003) Wavelet transform analysis of acoustic emission in monitoring friction stir welding of 6061 aluminum. Int J Mach Tools Manuf 43:1383–1390. https://doi.org/10.1016/S0890-6955(03)00130-5
Yang Y, Kalya P, Landers RG, Krishnamurthy K (2008) Automatic gap detection in friction stir butt welding operations. Int J Mach Tools Manuf 48:1161–1169. https://doi.org/10.1016/j.ijmachtools.2008.01.007
Jene T, Dobmann G, Wagner G, Eifler D (2008) Monitoring of the friction stir welding process to describe parameter effects on joint quality. Mater Sci 5454:1–11. https://doi.org/10.1007/BF03266668
Kumar U, Yadav I, Kumari S, Kumari K, Ranjan N, Kesharwani RK, Jain R, Kumar S, Pal S, Chakravarty D, Pal SK (2015) Defect identification in friction stir welding using discrete wavelet analysis. Adv Eng Softw 85:43–50. https://doi.org/10.1016/j.advengsoft.2015.02.001
Kumari S, Jain R, Kumar U, Yadav I, Ranjan N, Kumari K, Kesharwani RK, Kumar S, Pal S, Pal SK, Chakravarty D (2016) Defect identification in friction stir welding using continuous wavelet transform. J Intell Manuf 30:1–12. https://doi.org/10.1007/s10845-016-1259-1
Fleming PA, Lammlein DH, Wilkes DM, Cook GE, Strauss AM, Delapp DR, Hartman DA (2009) Misalignment detection and enabling of seam tracking for friction stir welding. Sci Technol Weld Join 14:93–96. https://doi.org/10.1179/136217108X372568
Bipul Das, Sukhomay Pal SB (2014) Monitoring of friction stir welding process through signals acquired during the welding. In: 5 th International & 26th All India Manufacturing Technology, Design and Research Conference (AIMTDR 2014) December 12th–14th, 2014, IIT Guwahati, Assam, India. pp 1–7
Das B, Bag S, Pal S (2016) Defect detection in friction stir welding process through characterization of signals by fractal dimension. Manuf Lett 7:6–10. https://doi.org/10.1016/j.mfglet.2015.11.006
Mishra D, Roy RB, Dutta S, Pal SK, Chakravarty D (2018) A review on sensor based monitoring and control of friction stir welding process and a roadmap to Industry 4.0. J Manuf Process 36:373–397. https://doi.org/10.1016/j.jmapro.2018.10.016
Soundararajan V, Atharifar H, Kovacevic R (2006) Monitoring and processing the acoustic emission signals from the friction-stir-welding process. Proc Inst Mech Eng Part B J Eng Manuf 220:1673–1685. https://doi.org/10.1243/09544054JEM586
Roy RB, Ghosh A, Bhattacharyya S, Mahto RP, Kumari K, Pal SK, Pal S (2018) Weld defect identification in friction stir welding through optimized wavelet transformation of signals and validation through X-ray micro-CT scan. Int J Adv Manuf Technol 99:623–633. https://doi.org/10.1007/s00170-018-2519-3
Bhat NN, Kumari K, Dutta S, Pal SK, Pal S (2015) Friction stir weld classification by applying wavelet analysis and support vector machine on weld surface images. J Manuf Process 20:274–281. https://doi.org/10.1016/j.jmapro.2015.07.002
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Electronic supplementary material
ESM 1
(DOCX 13.5 kb)
Rights and permissions
About this article

Cite this article
Roy, R.B., Mishra, D., Pal, S.K. et al. Digital twin: current scenario and a case study on a manufacturing process. Int J Adv Manuf Technol 107, 3691–3714 (2020). https://doi.org/10.1007/s00170-020-05306-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-020-05306-w