
Abstract
In this study, the feasibility of using oil palm trunk wastes for producing cross laminated timber (CLT) for building construction was evaluated. The small size three-layer CLT panels were manufactured using melamine urea formaldehyde adhesive as bonding between the lumber layers. Effects of oil palm wood density and the controlled strain levels of the panel during pressing on the properties of the obtained CLT panels were investigated. Panel thickness (Pt), density (ρ), water absorption (WA), thickness swelling (TS), bonding strength (BS), compressive strength (Fc0) and modulus (Ec0) parallel to the major strength direction, compressive strength (Fc90) and modulus (Ec90) perpendicular to the flat plane and rolling shear strength (RS) of the produced CLT panels were measured. The result showed that oil palm wood density and the controlled strain level had noticeable effect on the properties of the obtained CLT panels. Using high controlled strain level of up to 20.8% and density oil palm wood to produce CLT panels gave better dimensional stability and mechanical properties for the final product but it resulted in an increasing of panel density. Thickness of the produced CLT panels decreased with increasing the controlled strain level during pressing. In view of mechanical properties, Fc0 of CLT made of high-density oil palm wood and all obtained BS met the requirement of the standard CLT but the others were much below. However, the calculation revealed that its application to low-rise building construction seemed to be possible.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
While the natural forest resource worldwide has been declining, the demand for wood based products still tends to increase continuously in line with the growing world population (FAO 2018). Currently, there is strong interest to use the wood from plantation trees as alternative wood raw materials for the production of wood based products because it is more sustainable than using wood from natural forest (Dungani et al. 2013; Srivaro et al. 2014; Ruy et al. 2018; Huang et al. 2018; Lu et al. 2018). In particular, oil palm trees in the tropics are in the focus because there is a large amount of planted area of approximately 20 million ha (FAO 2018). It has been estimated that oil palm trees of approximately 0.8 million ha will be cut down for replanting each year, generating oil palm lumber of approximately 150 million cubic meters per year (Kurz 2013). Uses of these oil palm trunk wastes as raw materials for high value added products for structural application is of great interest.
In order to utilize oil palm wood for structural purpose, the large variation in physical and mechanical properties of oil palm wood within the trunk should be concerned because they might lead to an uncertainty of property of the structure to be obtained (Erwinsyah 2008; Fathi 2014; Srivaro et al. 2018). However, it has been reported that most oil palm wood properties are related to its apparent density without regarding the position within the trunk (Srivaro et al. 2018). This is useful for strength class grading of oil palm wood in practice, and a more uniform property of oil palm wood could therefore be achieved (Srivaro et al. 2018). At a certain density, especially in the periphery zone of a cross section, oil palm wood has comparable strength to that of structural wood, but its stiffness is relatively low (Srivaro et al. 2018). An exploration of appropriate products made of oil palm wood for structural purpose remains a challenge.
Currently, cross laminated timber (CLT) has become an important engineered wood product for building construction (Brandner et al. 2016). CLT is made up of glued layers of dimensional lumber of typically 3, 5 or 7 layers (ANSI/APA PRG-320 2011). The grain direction of each layer is oriented perpendicular to that of the adjacent layer (ANSI/APA PRG-320 2011). This assembly provides CLT good two-way action capabilities. Thus, CLT is generally used as bearing wall and floor/roof components in buildings (ANSI/APA PRG-320 2011). Nowadays, softwoods are the main raw materials used for the production of standard CLT panels in America and Europe regions (CLT Handbook 2013; Brandner et al. 2016. However, in some countries, local wood species should be preferred (Liao et al. 2017; O’Ceallaigh et al. 2018).
The aim of this research work was to study the feasibility of using oil palm wood to produce CLT for building construction in tropical zone. Small size prototype CLT panels made of oil palm wood were produced. The examined parameters included density of oil palm wood and the controlled strain during pressing. Some physical and mechanical properties of the produced CLT panels were examined. Then, the obtained properties were compared with those of standard CLT provided in ANSI/APA-320 (2011).
2 Materials and methods
2.1 Materials
Five oil palm trees (Elaeis guineensis Jacq) at approximately 25 years old were taken from the same plantation area in Thasala district, Nakhon Si Thammarat province, Thailand for this experiment. The oil palm trunks were cut with a sawing pattern to obtain oil palm wood lumber with dimensions of 30 mm (radial) × 80 mm (tangential) × 1000 mm (longitudinal). After drying to reduce moisture content to be approximately 12%, the oil palm wood specimens with the dimensions of 16 mm (radial) × 80 mm (tangential) × 480 mm (longitudinal) (without finger jointing) were prepared for CLT panel production. These specimens were conditioned at ambient temperature of 20 °C and relative humidity of 65% for about 3 months to ensure that the equilibrium moisture content of approximately 12% of specimens was obtained. Then, the weight and dimensions of all oil palm wood specimens were measured again to determine the density of the oil palm wood specimens at 12% moisture content. Since it has been reported that density could be used to classify properties of oil palm wood (Srivaro et al. 2018), oil palm wood specimens used in this study were classified into two different density ranges namely medium density oil palm wood (MDOP) and high density oil palm wood (HDOP) for CLT panel production. The fundamental properties (lumber thickness (toil), density (ρoil), modulus of rupture (MORoil) and modulus of elasticity (MOEoil)) of the classified oil palm wood are summarized in Table 1. Note that modulus of rupture and modulus of elasticity of oil palm wood raw materials were determined from center point bending test using span length to thickness ratio of 14. The dimensions of the test sample were 16 mm (thickness) × 20 mm (width) × 240 mm (length) and a total of 35 specimens were used for each group of specimens.
2.2 Cross laminated timber production
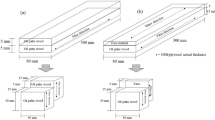
Six pieces of oil palm wood lumber with the same density range were bonded edge to edge using polyvinyl acetate (PVA) to form a single layer of 480 mm in width and 480 mm in length. The edge gluing is not expected to enhance the structure properties of the prototype. It was performed to enhance the prototype manufacturing process. The three single layers which had the same density range was then glued face to face using MUF adhesive with the resin content of 250 g/m2 (solid basis) to form a 3-layer CLT prototype panel. The CLT panels were produced at two different levels of controlled strains of 10.4% and 20.8%, respectively. Two sets of steel bars, two for each of the same thickness, were placed between the assembled CLT panels to control the desired deformation of the CLT panels during pressing to achieve the required strain. The assembled panel was pressed at a temperature of 170 °C using a clamping pressure of 2 MPa for 25 min. The pressing rate was automatically controlled to be constant at 2.5 mm/s. A total of 8 panels, two panels for each condition, were produced in this study.
2.3 Measurement of CLT panel properties
Panel thickness (Pt), density (ρ), water absorption (WA), thickness swelling (TS), rolling shear strength (RS), bonding strength (BS), modulus (EC90) and strength (FC90) perpendicular to the flat plane and compressive modulus (EC0) and strength (FC0) parallel to the major strength direction of the CLT panels produced were measured. Dimensions of the test specimens and methods are summarized in Table 2.
3 Results and discussion
3.1 Panel thickness
Figure 1 shows the thicknesses of the obtained CLT panels manufactured at two different levels of the controlled strain (10.4% and 20.8%) during pressing. It was found that the density of oil palm wood raw materials had no effect on the target thickness of the prototype CLT panels (see Fig. 1). The thickness of the panel was found to be dependent on the controlled strain level during pressing. This might be caused by the collapse of wood cells during pressing, leading to the reduction in the thickness of the CLT panels. Higher controlled strain level resulted in a greater reduction of air space volume in the wood tissue, causing a greater reduction in the panel thickness.

Measured and calculated thicknesses of the obtained CLT panels manufactured at the controlled strain levels of 10.4% and 20.8%, respectively
Assuming that the thickness of the adhesive layer within the panel was relatively thin and did not contribute to the overall thickness of the obtained CLT panel, the theoretical thickness of the produced CLT panels (tCLT−cal) as a result of the controlled strain (εcontrolled) during pressing could be calculated as follows
where tOP is the combined original thicknesses of oil palm wood lumber used for three layer CLT production.
The calculated panel thicknesses are shown in Fig. 1. It revealed that the measured and calculated CLT panel thicknesses were similar, indicating that there was no spring back of the produced CLT panel thickness after the pressing process, showing good dimensional stability of the produced CLT panels. Kúdela et al. (2018) reported that dimensional stability of thermally compressed beech wood was very dependent on pressing temperature and time, initial moisture content of wood and compression ratio. They found that no spring back of the beech wood thickness after pressing was observed if an optimum initial moisture content of wood, compression ratio, pressing temperature and times were used. Generally, spring back in thickness of thermally compressed softwood/hardwood is a result from immediate elastic deformation after load removal and swelling of wood cell wall (Kúdela et al. 2018). However, in case of oil palm wood, it is possible that some parenchyma cells were damaged during pressing because the parenchyma cell wall is relatively thin (Erwinsyah 2008). This could explain why the produced panels did not have spring back at both levels of the controlled strain. However, the potential parameters affecting spring back of this type of panel such as pressing time and temperature, clamping pressure and compression ratio should be further investigated in order to achieve more effective use of this product in practice.
Moreover, it was noticed that the face layers seemed to be thinner for all types of the panels produced (Fig. 2). The compression ratios were found to be approximately 12.6% and 30.6% for the face layers and 1.2% and 0.5% for the cross layers for CLT panels manufactured at the controlled strain levels of 10.4% and 20.8%, respectively. This is caused by the relatively high temperature of the hot plates which the face layers had directly contacted to during pressing, causing the wood face layers to consolidate and more easily compress than that of the core layer. This behavior is generally observed in manufacturing hot pressed wood composites such as particleboard (Gamage and Setunge 2014), medium density fiberboard (Wang et al. 2004), oriented strand boards (Garcia et al. 2001) and thermal compressed wood (Kutnar et al. 2009). Notably, the compaction of lumber in typical CLT panels is generally not observed. The CLT panel thickness is generally equal to the combined original thickness of its original lumber (Lam et al. 2016; Li 2017). It is possible that the cell wall of typical softwood did not collapse because the magnitude of clamping pressure used for manufacturing (0.4 MPa) is relatively low and the cell wall of typical softwood is stiffer and stronger than that of thin-walled parenchyma cell in oil palm wood tissue.

Cross section of the produced MDOP-CLT panel manufactured at the controlled strain levels of a 10.4% and b 20.8%
3.2 Physical properties
3.2.1 Density
Densities of the produced CLT panels manufactured at two different levels of the controlled strains are shown in Fig. 3. They were 387 ± 27 kg/m3 and 441 ± 39 kg/m3 for MDOP-CLT and 590 ± 19 kg/m3, 667 ± 29 kg/m3 for HDOP-CLT manufactured at the controlled strain levels of 10.4% and 20.8%, respectively. Notably, they all were greater than that of its original oil palm wood lumber used for CLT production (density of MDOP = 342 ± 56 kg/m3, density of HDOP= 541±39 kg/m3).

Densities of MDOP-CLT and HDOP-CLT manufactured at two different levels of the controlled strain
Since the degree of compression ratio of the face and the core layers was different as mentioned above, density profile of the produced CLT panels was of interest to be explored. Results of density specimens taken from the face and core layers showed that densities of the face layers were greater than that of the cross layers for all types of CLT panels (Fig. 4). This trend agrees with that of thermally hot-pressed wood composites in such as density of the face layer is greater (Garcia et al. 2001; Wang et al. 2004; Skyba et al. 2009; Gamage and Setunge 2014; Esteves et al. 2017). It should also be noticed that the difference between the face and cross layer densities appeared to be higher at higher level of the controlled strain. This is because the compaction of the face layer had increased with the level of the controlled strain while the compression ratios in the cross layer were roughly the same (Fig. 2).

Densities of the face and cross layers of MDOP-CLT and HDOP-CLT manufactured at the controlled strain levels of 10.4% and 20.8%
In comparison to the standard CLT panels, it was found that densities of MDOP-CLT panels were slightly lower than those of typical CLT panels made of southern pine (550 kg/m3) (Hindman and Bouldin 2015), radiata pine (450 kg/m3) (Li 2017), Irish sitka spruce (437 kg/m3) (Sikora et al. 2016) and CLT strength class 24 h in European standard (420 kg/m3) (Brandner et al. 2016; EN 14080 2017), but it was 1.4–1.6 times greater for HDOP-CLT.
3.2.2 Water absorption (WA) and thickness swelling (TS)
The WA at various soaking times of MDOP-CLT and HDOP-CLT manufactured at the controlled strain levels of 10.4% and 20.8% are shown in Fig. 5. WA of all types of CLT panels appeared to decrease with increasing the controlled strain level during pressing. This is because the void volume for containing water in wood tissue had decreased with increasing the level of the controlled strain during pressing. Notably, at a given level of the controlled strain, CLT panels made from lower density oil palm wood (MDOP-CLT) showed greater WA than CLT panels made from higher density oil palm wood (HDOP-CLT). Basically, lower density wood has more cavities for containing water (Bodig and Jayne 1982; Erwinsyah 2008). This should be the reason for the greater WA of HDOP-CLT panels to be obtained.

Water absorption at various soaking times of MDOP-CLT and HDOP-CLT manufactured at the controlled strain levels of 10.4% and 20.8%
Thickness swelling (TS) at various soaking times of the produced CLT panels is shown in Fig. 6. It was found that TS of the produced CLT was dependent on the controlled strain level during pressing regardless of the density of the CLT panels. TS decreased with increasing the controlled strain level. It is interesting to note that at the same level of the controlled strain, WA of HDOP-CLT was lower but TS of MDOP-CLT and HDOP-CLT were similar. It was postulated that some parenchyma cells were damaged during pressing and the fraction of the damaged cells is proportional to the level of controlled strain. This might cause the TS of the MDOP-CLT, which had higher fraction of parenchyma cells, to reduce even if it could absorb more water.

Thickness swelling at various soaking times of MDOP-CLT and HDOP-CLT manufactured at the controlled strain levels of 10.4% and 20.8%
3.3 Mechanical properties
3.3.1 Bonding strength (BS) determined by block shear test
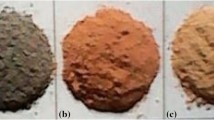
Figure 7 shows the typical failure mode of the test specimen after block shear test. It revealed that all test specimens failed through the wood materials (wood failure percentage of 100%), not in the glue line, indicating that the bond line has sufficient strength for resisting the shear load. This meets the requirement of the standard CLT specified in ANSI/APA PRG-320 (2011), which requires the minimum wood failure percentage of 80% after block shear test. It should be noted that clamping pressures used in this work are relatively high in comparison to the clamping pressure used for standard CLT panel production (~ 0.28–0.83 MPa for hydraulic press (Wang et al. 2018) and ~ 0.1 MPa for vacuum press (CLT Handbook 2013)). Basically, using high clamping pressure could suppress potential warping of lumber layers (CLT Handbook 2013) and therefore a close contact for bonding could be achieved between adhesive and oil palm wood substrates.

Failure mode of the specimens after block shear test of a MDOP-CLT manufactured at the controlled strain level of 10.4%, b MDOP-CLT manufactured at the controlled strain level of 20.8%, c HDOP-CLT manufactured at the controlled strain level of 10.4% and d HDOP-CLT manufactured at the controlled strain level of 20.8%
The BS of both types of CLT panels seemed to slightly increase with increasing the level of the controlled strain during pressing (Fig. 8). In addition, it was found that HDOP-CLT panels showed greater BS values compared to MDOP-CLT panels. In addition, it was observed that BS of CLT made of oil palm wood (ranged from 1.33–1.77 MPa) was lower than that of the standard CLT which ranged from 2.68–3.89 MPa (Wang et al. 2018). This is because of the difference between the anatomical structures of the two wood species.

Bonding strength determined by block shear test of MDOP-CLT and HDOP-CLT manufactured at the controlled strain levels of 10.4% and 20.8%
3.3.2 Rolling shear strength (RS)
Figure 9 shows typical failure modes of all CLT panels under short span three point bending test. During the test, it was observed that the internal shear force induced cracks in the cross layers between the loading point and the support for all test specimens. The angle of the observed cracks was approximately 45° with respect to the horizontal axis. This pattern of failure mode is correspondent to that of typical shear failure mode of CLT made of typical softwoods (Li and Lam 2016; Li 2017; O’Ceallaigh et al. 2018). Stress transformation shows that at the 45° failure surface, high tensile stress perpendicular to grain and relatively low shear stress exist. The cracks are therefore initiated by tensile perpendicular to grain failure of the wood fibers.

Typical failure modes of CLT made of oil palm wood, a MDOP-CLT manufactured using the controlled strain level of 10.4%, b MDOP-CLT manufactured using the controlled strain level of 20.8%, c HDOP-CLT manufactured using the controlled strain level of 10.4% and HDOP-CLT manufactured using the controlled strain level of 20.8%
Rolling shear strength was calculated using shear analogy method (Kreuzinger 1999). According to this method, Young’s moduli in longitudinal and transverse direction of wood are needed for the calculation of RS. However, modulus of elasticity of oil palm wood in the face layers might have changed because the face layers were denser as mentioned above. To check this hypothesis, oil palm wood specimens of the face layers from undamaged zone of the bending test specimen were taken to determine modulus of elasticity and modulus of rupture. The results obtained are shown in Fig. 10. Obviously, both values were greater than those of its original wood raw materials. For the cross layers of the produced CLT panels, these values were assumed to be similar to that of its original oil palm wood lumber because the density of the cross layer had only changed slightly.

a Modulus of rupture of the face layers and b modulus of elasticity of the cross layers of the produced CLT panels manufactured at the controlled strain levels of 10.4% and 20.8%
The actual modulus of elasticity and size of the face and the core layers were then used to calculate rolling shear strength of the produced CLT panels. In the calculation, the Young’s modulus in transverse direction of oil palm wood was assumed to be one-thirtieth the Young’s modulus in parallel direction to the fiber (Bodig and Jayne 1982). The result showed that RS of all CLT panels appeared to increase with the controlled strain levels during pressing (Fig. 11). HDOP-CLT showed greater RS values for both levels of the controlled strains. They ranged from 0.08–0.11 MPa and 0.16–0.22 MPa for MDOP-CLT and HDOP-CLT, respectively. Notably, RS of all types of CLT panels did not meet the requirement of standard CLT panels which is recommended to be about 0.43-0.63 MPa for the American standard (ANSI/APA PRG-320 2011) and 1.1 MPa for European standard (EN 16351 2015). This indicates that in order to utilize this panel as a floor panel where this kind of failure mode is critical (CLT Handbook 2013), rolling shear strength of the panel should be improved. Based on the result obtained, one of the possible ways to increase RS of the CLT is increasing the controlled strain level for manufacturing the CLT panels.

Rolling shear strength of MDOP-CLT and HDOP-CLT manufactured at the controlled strain levels of 10.4% and 20.8%
3.3.3 Compressive strength and modulus parallel to the major strength direction of CLT panels
Figure 12 shows typical load-deformation curves and observed failure mode of the specimens during compression test. It was found that the produced CLT panels showed elastic deformation in the first region of the load-deformation curve. After the applied load reached the maximum point, it was observed that all of the test specimens failed by crushing in the face layers due to compressive load. Then, the applied load had dropped. Wiesner et al. (2017) also found a similar load—deformation curve of the CLT panels made of spruce pine which was loaded in the same direction. This pattern of load-deformation is similar to that of typical wood which is loaded in parallel direction to the grain (Bodig and Jayne 1982). In case of CLT, the face layers are the main layers for supporting load of the CLT panels under compression parallel to the major strength direction of the CLT panel test because its grain direction runs parallel to the applied load. The resistance to load deformation behavior under compression parallel to the major strength direction of the CLT panel should therefore be governed by the face layer in which it should be similar to that of typical wood which is loaded parallel to the grain.

a Typical load-deformation curves and b failure mode of specimen during compression test in parallel direction to the major strength direction of the CLT panel
Compressive strength (Fc0) and modulus of elasticity (Ec0) parallel to the major strength direction of MDOP-CLT and HDOP-CLT panels manufactured at the two different levels of the controlled strain are shown in Fig. 13. The result showed that Fc0 and Ec0 for both types of the produced CLT panels appeared to increase with the controlled strain level (Fig. 13). Densification of wood in the surface layers should contribute to the higher strength and stiffness of the CLT panels manufactured at higher level of the controlled strain to be obtained. In addition, it was found that at a given controlled strain, HDOP-CLT showed greater Fc0 and Ec0 due to having higher density wood.

Compressive strength and modulus of MDOP-CLT and HDOP-CLT manufactured at the controlled strain levels of 10.4% and 20.8%
In comparison to the standard CLT in America (ANSI/APA PRG-320 2011), it was found that the compressive strength of HDOP-CLT met the requirement of standard CLT grades V1, V2 and E3. However, its corresponding modulus of elasticity was found to be much lower than that of the standard CLT. This implies that the resistance to deformation of CLT made of oil palm wood should be lower. Using this panel to resist relatively high bearing load might result in an excessive lateral deformation of the panel which leads to structural instability. In other words, constructing tall buildings using this panel as the lower wall structure might be impossible because the heavy load from upper structures of the building could result in the structural instability of the lower wall structure. For MDOP-CLT, their properties did not meet the requirement of the standard CLT.
To be useful for further development of this type of panel, it should be investigated for potential applications in low-rise building construction where the loads to be resisted is relatively low. It is also useful to evaluate the column capacity of the CLT panels which accounts for the tendency of the panel to buckle. The equation for the evaluation of column capacity provided in CLT Handbook (2013) was taken to predict the compression capacity of the produced CLT panels. It was assumed that the panel has pinned end supports. The dimensions of CLT used for the calculation were 1000 mm (width) × 108 mm (thick) × 3000 mm (height). The lumber thickness of 35 mm and 38 mm were used as the face and cross layers, respectively. This lumber size was selected because it is typically used for the standard CLT production (ANSI/APA PRG-320 2011). The measured modulus of elasticity of the face and the cross layers of the produced CLT panels were used as inputs for the laminations above. The Young’s modulus in transverse direction and shear modulus of oil palm wood used in the calculation were estimated from Young’s modulus in longitudinal direction as recommended in CLT Handbook (2013). It showed that the column capacity of the HDOP-CLT panels manufactured at the controlled strain level of 20.8% met the requirement of the standard structural insulated panel used as load bearing wall for two story building construction (ANSI/APA PRS-610.1 2009) (Fig. 14). This indicates that using CLT made of high density oil palm wood as a load bearing wall for low-rise building construction should be feasible. It should also be noticed that if the modulus of elasticity of the panel could be increased, greater capacity of the panel could be obtained.

The calculated column capacity accounted for the tendency to buckle of all types of the produced CLT panels
3.3.4 Compressive strength (Fc90) and modulus (Ec90) perpendicular to the flat plane of CLT panels
Figure 15 shows typical load-deformation curves of the produced CLT panels under compression perpendicular to the flat plane test. An elastic deformation response was observed in the first region of all curves. Beyond the proportional limit, the applied load gradually increased as the strain increased. This pattern of the curve is similar to that of CLT panels made from typical softwood (Brandner 2018). Generally, wood cell wall was bent during being loaded perpendicular to the grain (Gibson and Ashby 1998), leading the wood cell to collapse. Then, densification of wood takes place, which results in an increased bearing load capacity of wood (Gibson and Ashby 1998).

Typical load-deformation of the produced CLT panels under compression perpendicular to the flat plane
Compressive strength and modulus perpendicular to the flat plane of MDOP-CLT and HDOP-CLT manufactured at the two different levels of the controlled strains are shown in Fig. 16. Both values for both MDOP-CLT and HDOP-CLT panels increased with increasing the controlled strain. Densification of wood should contribute to increase flatwise compressive strength and modulus of the CLT panels manufactured at higher level of the controlled strain because fraction of the collapsed wood cells should be greater. Moreover, it was found that, at a given controlled strain level, HDOP-CLT showed greater compressive strength and modulus. Higher stiffness and fraction of fiber cells of higher density oil palm wood should contribute to increase compressive strength and stiffness of HDOP-CLT panels. Notably, the obtained Fc90 (1.24–2.82 MPa) and Ec90 (36–81 MPa) of the produced CLT panels were lower than that of the CLT made of typical softwood which was measured using the same standard (EN 408 2012) (Fc90 = 3.38 MPa, Ec90 = 357 MPa (Brandner 2018).

Compressive strength and modulus perpendicular to the flat plane of MDOP-CLT and HDOP-CLT manufactured at the controlled strain levels of 10.4% and 20.8%
4 Conclusion
The following conclusions can be drawn from this study.
-
1.
Properties of cross laminated timber made of oil palm wood were significantly influenced by density of oil palm wood raw materials and the controlled strain level during pressing.
-
2.
The dimension in thickness of the produced CLT panels decreased with increasing controlled strain level. The face layers were mainly densified.
-
3.
Using high controlled strain level of up to 20.8% and oil palm wood density gave a better dimensional stability and mechanical properties of the produced CLT panels but it resulted in an increase in panel density.
-
4.
Most of the examined mechanical properties of the produced CLT panels were much lower than that of standard CLT with the exception of compressive strength parallel to major strength direction of HDOP-CLT and all obtained bonding strengths met the requirement of the standard CLT.
References
ANSI/APA PRS-610.1 (2009) Standard for performance-rated structural insulated panels in wall applications. American National Standard Institute, WA
ANSI/APA PRG-320 (2011) Standard for Performance-Rated Cross-Laminated Timber. American National Standards Institute, USA
ASTM D1037-12 (2012) Standard test methods for evaluating properties of wood-based fiber and particle panel materials. ASTM Annual Book of Standards. ASTM International, West Conshohoken
ASTM D 905-08 (2013) Standard test method for strength properties of adhesive bonds in shear by compression loading. ASTM Annual Book of Standards. ASTM International, West Conshohoken
Bodig J, Jayne BA (1982) Mechanics of wood and wood composites. Van Nostrand Reinhold Company Inc, New York
Brandner R (2018) Cross laminated timber (CLT) in compression perpendicular to plane: testing, properties, design and recommendations for harmonizing design provisions for structural timber products. J Struct Eng 171:944–960
Brandner R, Flatscher G, Ringhofer A, Schickhofer G, Thiel A (2016) Cross laminated timber (CLT): overview and development. Eur J Wood Prod. 74(3):331–351
CLT Handbook (2013) Structural design of cross-laminated timber elements. In: CLT Handbook, FPInnovations, BC
Dungani R, Jawaid M, Abdul Khalil HPS, Jasni J, Aprilia S, Hakeem KR, Hartati S, Islam MN (2013) A review on quality enhancement of oil palm trunk waste by resin impregnation: future materials. BioRes 8(2):3136–3156
EN 14080 (2017) Timber structures-glued laminated timber and glued solid timber-requirements. European Committee for Standardization (CEN), Brussels
EN 16351 (2015) Timber structures—Cross laminated timber—requirements. European Committee for Standardisation (CEN), Brussels
EN 323 (1993) Wood-based panels: determination of density. European Committee for Standardization (CEN), Brussels
EN 317 (1993) Particleboards and fibreboards: determination of swelling in thickness after immersion in water, European Committee for Standardization (CEN), Brussels
EN 408 (2012) Timber structures—structural timber and glued laminated timber—determination of some physical and mechanical properties, European Committee for Standardization (CEN), Brussels
Erwinsyah E (2008) Improvement of oil palm trunk properties using bioresin. Doctoral dissertation, Technische Universität Dresden, Germany
Esteves B, Ribeiro F, Cruz-Lopes L, Domingos JFI (2017) Densification and heat treatment of Maritime pine wood. Wood Res Slovakia 62(3):373–388
FAO (2018) FAOSTAT Online statistical service. http://www.fao.org/faostat. Accessed 1 Mar 2018
Fathi L (2014) Structural and mechanical properties of the wood from coconut palms, oil palms and date palms. PhD thesis, University of Hamburg, Germany
Gamage N, Setunge S (2014) Modelling of vertical density profile of particleboard, manufactured from hardwood sawmill residue. Wood Math Sci Eng 10(2):157–167
Garcia P, Avramidis S, Lam F (2001) Internal temperature and pressure responses to flake alignment during hot-pressing. Holz Roh Werkst 59(4):272–275
Gibson LJ, Ashby MF (1998) Cellular solids: structure and properties. Pergamon press, Oxford
Hindman DP, Bouldin JC (2015) Mechanical properties of Southern pine cross-laminated timber. J Mater Civ Eng 27(9):04014251
Huang X, Xie J, Qi J, De Hoop CF, Xiao H, Chen Y, Li F (2018) Differences in physical–mechanical properties of bamboo scrimbers with response to bamboo maturing process. Eur J Wood Prod 76(4):1137–1143
Kreuzinger H (1999) Platten, Scheiben und Schalen—Ein Berechnungsmodell für gängige Statikprogramme. (Panels, plates and shells—a computation model for current statics programs) (In German). Bauen mit Holz 1:34–39
Kúdela J, Rousek R, Rademacher P, Rešetka M, Dejmal A (2018) Influence of pressing parameters on dimensional stability and density of compressed beech wood. Eur J Wood Prod 76(4):1241–1252
Kurz V (2013) Drying of oil palm lumber: State of the art and potential for improvements. Master thesis, University of Hamburg, Germany
Kutnar A, Kamke FA, Sernek M (2009) Density profile and morphology of viscoelastic thermal compressed wood. Wood Sci Technol 43:57–68
Lam F, Li Y, Li M (2016) Torque loading tests on the rolling shear strength of cross-laminated timber. J Wood Sci 62:407–415
Li M (2017) Evaluating rolling shear strength properties of cross laminated timber by short span bending tests and modified planar shear tests. J Wood Sci 63:331–337
Li Y, Lam F (2016) Low cycle fatigue tests and damage accumulation models on the rolling shear strength of cross-laminated timber. J Wood Sci 62:251–262
Liao Y, Tu D, Zhou J, Zhou H, Yun H, Gu J, Hu C (2017) Feasibility of manufacturing cross-laminated timber using fast-grown small diameter eucalyptus lumbers. Constr Build Mater 132:508–515
Lu Z, Zhou H, Liao Y, Hu C (2018) Effects of surface treatment and adhesives on bond performance and mechanical properties of cross-laminated timber (CLT) made from small diameter Eucalyptus timber. Constr Build Mater 161:9–15
O’Ceallaigh C, Sikora KS, Harte AM (2018) The influence of panel lay-up on the characteristic bending and rolling shear strength of CLT. Buildings 8(9):114. https://doi.org/10.3390/buildings8090114
Ruy M, Gonçalves R, Pereira DM, Lorensani RGM, Bertoldo C (2018) Ultrasound grading of round Eucalyptus timber using the Brazilian standard. Eur J Wood Prod 76(3):889–898
Sikora KS, McPolin DO, Harte AM (2016) Effects of the thickness of cross-laminated timber (CLT) panels made from Irish Sitka spruce on mechanical performance in bending and shear. Constr Build Mater 116:141–150
Skyba O, Schwarze FWMR, Niemz P (2009) Physical and mechanical properties of thermo-hygro-mechanically (THM)-densified wood. Wood Res Slovakia 54(2):1–18
Srivaro S, Matan N, Chaowana P, Kyokong B (2014) Investigation of physical and mechanical properties of oil palm wood core sandwich panels overlaid with a rubberwood veneer face. Eur J Wood Prod 72(5):571–581
Srivaro S, Matan N, Lam F (2018) Property gradients in oil palm trunk (Elaeis guineensis). J Wood Sci 64(6):709–719
Wang S, Winistorfer PM, Young TM (2004) Fundamentals of vertical density profile formation in wood composites. Part III: MDF density formation during hot-pressing. Wood Fiber Sci 36(1):17–25
Wang JB, Wei P, Gao Z, Dai C (2018) The evaluation of panel bond quality and durability of hem-fir crosslaminated timber (CLT). Eur J Wood Prod 76(3):833–841
Wiesner F, Randmael F, Wan W, Bisby L, Hadden RM (2017) Structural response of cross-laminated timber compression elements exposed to fire. Fire Saf J 91:56–67
Acknowledgements
This work was supported by the Thailand Research Fund through the Royal Golden Jubilee Advanced Programme (Contract no. RAP60K0017). The authors would also like to thank AICA Co., Ltd., Songkhla, Thailand for providing MUF adhesives and the Research Center of Excellent on Wood Science and Engineering, School of Engineering and Resources, Walailak University, Thailand for providing facilities for experimental work.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Rights and permissions
About this article

Cite this article
Srivaro, S., Matan, N. & Lam, F. Performance of cross laminated timber made of oil palm trunk waste for building construction: a pilot study. Eur. J. Wood Prod. 77, 353–365 (2019). https://doi.org/10.1007/s00107-019-01403-0
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00107-019-01403-0