
Abstract
Three layer particleboards of 500 and 650 kg/m3 target density were made by spreading the core layer wood particles between upright positioned caul plates with the intention of partial vertical orientation. This procedure was assumed to increase the core layer compression resistance and, thus, counteract decreased panel properties in lightweight particleboard manufacture. While internal bond strength and thickness swelling were significantly improved, bending properties were on the same level as those of the references with conventional particle orientation. Density profiles were found to be just slightly more pronounced. The lack of improvements was explained by the changed structural set-up and, thus, lacking of core layer support.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
In the past years, competition for wood and wood co-products has increased and, thus, also expenses for particles used for wood-based panel manufacture. To counteract this development, efforts are made to increase the material efficiency of the wood (Berggren 2014), as other rationalization measures to keep or increase plant productivity have almost been optimized. In this context, material efficiency means a reduction in the amount of wood used for panel manufacture. However, a simple reduction of the amount of wood for panel manufacture leads to panels of lower density and, consequently, lower properties (Dunky and Niemz 2002).
The comparably lower particle compression in the manufacture of density-decreased particleboard (PB) and, thus, the comparably fewer and smaller load-bearing adhesive connections between the particles, have to be assumed as the reason for the reduction of properties. While panel properties can be compensated for up to a certain degree by an increase in the adhesive content, in particular sufficient bending properties require a pronounced density profile with high-density face layers. In the conventional PB process, high-compressed face layers are obtained as a result of the wood loading and the applied pressing program (short closing time). Here, the heat- and moisture-induced plasticized face layer particles are compressed against the still cold and highly wood loaded core layer of high compression resistance. With a simple reduction of the amount of wood for panel manufacture, the core layer particles are just less compacted and provide a lower compression resistance resulting in reduced face layer density and strength.
Following the suggestions from Plath and Schnitzler (1974) on increased compression resistance due to oblique and upright oriented particles in the mat (referring to the patent DBP 967328 from Fahrni 1942), it is the intention of the present study to investigate the potential of such orientated particles in the core layer to counteract decreased panel properties in wood-reduced PB manufacture. For this purpose, panels with core layer particles spread between upright positioned caul plates were made, their properties determined and compared to those of panels with conventional particle orientation.
2 Materials and methods
2.1 Panel manufacturing
The material used for panel manufacture (wood particles, adhesive, hardener and additives), the recipe for face and core layer particle preparation, the method of reducing the amount of wood particles, and the applied pressing procedure were equal to that of reference sample manufacture as described by Benthien and Ohlmeyer (2017). From the four described methods for reducing the amount of wood particles, “Method 2” was applied. This means that the core layer resin content was kept consistent at 8%, while the face-to-core layer ratio was reduced from 35/65 for panels with a target density of 650 kg/m3 to 46/54 for panels with a target density of 500 kg/m3.
In contrast to reference sample manufacture, the formation of the particle mats with intended vertical particle orientation in the core layer was performed as follows:
-
1.
The core layer particles were spread between two vertically positioned caul plates, which are kept at a distance from each other via compressible spacers (see Fig. 1a).
-
2.
After core layer spreading, the caul plates with the mat between them were positioned horizontally, the upper caul plate was removed, and the first face layer spread.
-
3.
The first face layer was covered with siliconized paper, the caul plate laid upon it, the so-fixed mat was turned 180-degrees, the now upper caul plate removed and the second face layer spread.

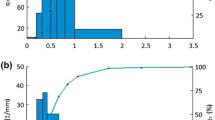
Schematic drawing of the spreading procedure applied to achieve vertically oriented core layer particles (a) and visual edge appearance and particle orientation of “Cross” and “Length” cut bending samples (b). Results from panel testing as well those of reference samples, with bending properties in (c), internal bond strength in (d), thickness swelling in (e), and raw density profile in (f)
Core layer mat formation can be understood as somehow similar to the spreading process of extruded particleboard manufacture. The particles come to rest loosely piled up in the spreading form, oriented lengthwise coincidental in the area perpendicular to fall direction. Due to this structural set-up and putting the core layer mat flat down to add the face layers, two panel directions occur and have to be considered in the course of bending properties. These two panel directions will be called “Length” and “Cross” in the following (see Fig. 1b). The edge in Length-direction of the pressed panel is characterized by longitudinally cut particles with lengthwise, oblique, and upright oriented particles. The edge in Cross-direction is characterized by crosswise cut particles with a quite loose core layer structure and partially perpendicular to the plane direction orientated particles. In contrast to extruded PB, where the mat is compressed in the direction of the falling particles, the mat compression here is done after turning the core, so that particle compression takes place in the grain direction, or rather, more often in a certain angle to that.
The spacers were cut from polyurethane foam panels in a thickness that allows the volume between the caul plates to be spread with the amount of particles calculated from the face-to-core layer ratio and panel size.
In contrast to reference sample manufacture, the panel size was chosen to be 800 × 500 mm2 in order to receive a sufficient number of samples in Length and Cross direction for bending tests, but keeping the particle mass constant like that of reference sample manufacture.
2.2 Experimental setup
A total of six experimental particleboards with adapted core layer particle orientation were tested, while three panels were made for each target density (500 and 650 kg/m3). Test results obtained from a previously published study (Benthien and Ohlmeyer 2017) with conventional core layer particle orientation and varied target density (400, 450, 500, 575, and 650 kg/m3) served as reference.
2.3 Sample preparation and testing procedure
Prior to sample cutting, test panels were trimmed to a size of approximately 600 × 370 mm2. The number of test specimens for each target density was 18 (nine for each panel direction): for modulus of elasticity (MOE) and modulus of rupture (MOR) according to EN 310, 24 for internal bond strength (IB) according to EN 319, 15 for thickness swelling (TS) according to EN 317, and six (three for each panel direction) for measuring the density profile. Prior to testing, specimens were conditioned in a climatic chamber at 20 °C and 65% relative humidity.
Thickness swelling was determined after 2 and 24 h of water immersion (TS 2 h and TS 24 h).
Density profiles were measured as described by Benthien and Ohlmeyer (2017).
2.4 Data treatment and statistical analysis
As target densities were poorly achieved, a linear interpolation of the reference data was done in order to statistically compare the panel properties at an almost constant density level of approximately 455 and 600 kg/m3. Data normalization was done on the basis of the commonly assumed linear interrelation between property and density. In the case of bending data, samples of 450 and 500 kg/m3 and those of 575 and 650 kg/m3 target density were used for straight-line equation calculation and afterwards data normalization to 455 and 600 kg/m3 each. IB and TS data were normalized on the basis of the slope of trend line for all reference data (400…650 kg/m3).
Statistical analysis was done applying the analysis tool JMP from SAS, Cary, North Carolina, USA. The Tukey-test was applied at a significance level of α = 0.05 for mean value comparison.
3 Results and discussion
The results from panel testing, the reference samples’ properties, as well as the normalized data are displayed in Fig. 1, with bending properties in (c), IB in (d), and TS in (e). Raw density profiles are shown in Fig. 1 f. Table 1 lists the results from panel testing (PB with adapted core layer particle orientation) and the normalized references (conventional particle orientation) for comparison on consistent density levels (“High” = ~ 600 kg/m3, “Low” = ~ 455 kg/m3) and statistical analysis. Although normalization has to be handled with care, it seems to be justifiable here as the reference data covers a wide range of density levels, which proves the assumed relationship between density and property.
It can be seen from Fig. 1c that bending properties of panels with adapted particle orientation are in the range of panels with conventionally oriented particles. The statistical analysis (first pairs of data being compared; I in Table 1) shows that the properties of samples with adapted particle orientation and panel Cross-direction are mostly minor to those of reference samples. The bending properties of those in Length-direction are equal to reference samples. Neglecting differences in the structure of the panel with adapted particle orientation in the core layer (Length- and Cross-direction) by forming the mean of both data, no differences were found between the bending properties except for MOR at 600 kg/m3 (second pairs of data being compared; II in Table 1).
As can be seen from Fig. 1d, IB of panels with adapted particle orientation almost doubles that of panels with conventionally oriented particles in both the high-density and the low-density levels, and is statistically significant (Table 1). TS of panels with adapted particle orientation in the core layer was found to be superior to that of panels with conventionally oriented particles after 2 and 24 h of water immersion (Fig. 1e). Differences were found to be statistically significant (Table 1). The averaged and, to a consistent thickness of 16 mm, normalized density profiles of reference samples, high-density samples (mean sample density: 599 kg/m3), and low-density samples (mean sample density 452 kg/m3) of panels adapted particle orientation in the core layer are displayed in Fig. 1f. Density profiles of panels with adapted particle orientation, both high- and low-density, were slightly more pronounced in comparison to those of nearly the same density reference samples.
Although the targeted particle orientation in the mat after spreading and in the panel’s core layer after pressing was not examined quantitatively, its presence (and still maintenance after pressing) can be concluded from significantly improved IB and TS. Still slightly, but yet more pronounced density profiles were assumed to indicate that the direction of core layer particle spreading and, thus, particle orientation has an influence on the mat’s compression behaviors. It was however surprising that the more pronounced density profiles are not accompanied by increased bending properties. The targeted structural set-up of the core layer may serve as an explanation, since it cannot evenly assist the face layer in the support of resulting forces from bending loads as conventional spread core layer particles can do. In contrast to panels with the core layer particles spread between upright positioned caul plates, the core layer particles of conventionally spread PB are oriented lengthwise coincidental in the panel’s plain direction and, thus, serve as a strengthening element. The strengthening effect of the core layer was mentioned by Wyss (1981), when comparing the mechanical principals of PB manufactured in accordance with the Fahrni and the Behr–Homogenholz procedure. While the bending strength of the Fahrni panel was realized by a special kind of face layer particles, fine face layer particles of the Behr–Homogenholz panel needed the core layer as a strengthening element to provide sufficient properties. Panels with core layer particles spread between upright positioned caul plates can just provide a support of the face layer in the case of the panel Length-direction, as here lengthwise oriented particles were found. This means in sum, that the benefits of the higher face layer density can only be effective if the core layer provides a certain amount of strength support in the form of lengthwise oriented particles. Otherwise the weak tensile and compressive strength of the core layer in the plane direction covers this effect.
Improved IB and TS can be explained by the higher strength and the lower swelling properties of the wood in grain than in the radial and tangential direction. The oblique and partially vertical oriented particles in the core layer presumably serve as reinforcement and have a barrier effect like crosswise-adhered veneers in the case of plywood.
4 Conclusion
Test panels of low and common density were made by spreading the core layer particles between vertically positioned caul plates, intending to compare their properties with those of references without adapted core layer particle orientation. This approach aimed to investigate the potential of more or less vertically oriented particles in the core layer in order to counteract decreased properties from density reduction in wood-reduced PB production. Particle orientation in the core layer was assumed to be beneficial in terms of material efficient panel manufacture, as the mechanical strength and the swelling properties in the wood’s grain direction are superior to those in the radial and tangential direction. Aside from a direct improvement of IB and TS, an increase of the core layer compression resistance has, thus, a more pronounced density profile (in particular high face layer densities) and, in consequence, improved bending properties were expected. The missing improvement of bending properties was concluded to be a result of the core layer particle orientation, which enables the core layer to assist the face layer in the support of forces resulting from bending loads. Possible benefits of the higher face layer density were covered by the weak tensile and compressive strength of the core layer in the plane direction. Improved IB and TS were explained by the higher strength and the lower swelling properties of the wood in grain direction and the resulting barrier effect from oblique and partially vertically oriented particles in the core layer.
To benefit from the advantages of core layer particle orientation, a supporting layer has to add or use specially shaped particles as face layer material. To increase the number of vertically oriented particles in the core layer, the particle spreading between upright positioned caul plates has to be arranged with an additional guiding device.
References
Benthien JT, Ohlmeyer M (2017) Influence of face-to-core layer ratio and core layer resin content on the properties of density-decreased particleboards. Eur J Wood Prod 75(1):55–62
Berggren P (2014) Industrialisierung moderner Leichtbauwerkstoffe für den Möbelbau [Industrialization of modern light-weight materials for furniture construction]. Leichtbau-Symposium, Herford, Germany, 4 December 2014. In: Benthien JT (2014) Mega-Trend, Zukunftsmusik oder Sackgasse? [Mega-trend, visions of the future or dead end?]. Holz-Zentralblatt 141(3):58–59
Dunky M, Niemz P (2002) Holzwerkstoffe und Leime—Technologie und Einflussfaktoren [Wood-based panels and adhesives—technology and influencing factors]. Springer, Berlin
Fahrni F (1942) Verfahren zur Herstellung von Kunstholzplatten [Method of producing artificial wood panels]. DBP 967328, 1942. In: Wyss O (1981) Zur Patentgeschichte der Spanplatte-Teil 1 [The history of particleboard patents-part 1]. Holz Roh Werkst 39:399–404
Plath E, Schnitzler E (1974) Das Rohdichteprofil als Beurteilungsmerkmal von Spanplatten [The density profile as assessment characteristic of particleboard]. Holz Roh Werkst 32:443–449
Wyss O (1981) Zur Patentgeschichte der Spanplatte [The history of particleboard patents]. Holz Roh Werkst 39:399–404
Acknowledgements
The authors thank the Fachagentur Nachwachsende Rohstoffe e.V. (FNR) (Gülzow, Germany) for its financial support. We also thank the research partner Stuttgart University, Institute of Machine Tools (IfW) (Stuttgart, Germany), especially Mr. Matthias Schneider, Mr. Dan Talpeanu and Dr.-Ing. Thomas Stehle. And also the industry partners Kronopol Sp z o.o. (Zary, Poland), especially Prof. Dr. Joachim Hasch and Mr. Maik Hirschberg; Leuco Ledermann GmbH & Co. KG (Horb am Neckar, Germany), especially Dr. Martin Dressler; and Pallmann Maschinenfabrik GmbH & Co. KG (Zweibrücken, Germany), especially Dr. Helmut Roll; for their involvement in the project. Special thanks go to all those persons who were engaged in the experimental realization and data analysis, namely Mrs. Dörte Bielenberg, Mrs. Sabrina Heldner, Mrs. Bettina Steffen, and Mr. Hannes Wagner (all Thünen Institute of Wood Research).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Benthien, J.T., Ohlmeyer, M. Enhancement of low-density particleboard properties by core layer particle orientation. Eur. J. Wood Prod. 76, 1087–1091 (2018). https://doi.org/10.1007/s00107-017-1282-8
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00107-017-1282-8