
Abstract
As a response to increased costs and a shortage in wood supply it is a current approach to reduce the amount of material in the manufacturing process of particleboard (PB). However, the production of lightweight PB by simply reducing density results in decreased panel properties. Thus, investigations to re-engineer the panel’s core layer are required in order to achieve density-reduced panels which meet minimum property requirements (e.g., EN 312), edge processability and surface coatability. The intention of the present paper is to investigate the influence of potentially occurring changes in the face-to-core layer ratio (35/65…57/43) and core layer resin content (8 %…22.3 %) on panel properties when reducing the density from 650 to 400 kg/m3.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
With an annual production of about 28.4 million m3 in 2013, particleboard (PB) is the most important type of wood-based panel (WBP) in Europe and, with a share of 68 % of the overall sales, used mainly in the furniture sector (EPF 2013). The mean density of conventional particleboards ranges between about 600 and 680 kg/m3 (WPIF 2014).
The use of PB for furniture application has not really been questioned for long time, because its relatively low price, diverse applicability and good machinability superpose its quite high density and consequently wood demand for production. In contrast, during the 1950s and 1960s—driven by the wood shortage after World War II—light furniture constructions were quite common. Due to the increased use of PB and medium-density fiberboard (MDF) for furniture construction, furniture weight later increased significantly. However, changes in the furniture market (supply of knock-down furniture in cash-and-carry markets) and design (trend to thicker components) let the furniture dealer IKEA pick up principles of lightweight construction in the early 1980s and start to reduce furniture weight since then (Thoemen 2008).
Since the early 2000s lightweight increasingly entered the awareness of the WBP and furniture industry, because of potentially reducible transportation costs and design preferences (Michanickl 2004). Balducci et al. (2008) later mentioned increased costs and a shortage in the supply of wood in the context of the development of innovative PBs. Today, expected limitations in the availability of raw material are stated as reasons for the world’s leading furniture dealer IKEA to expand its use of lightweight WBP for furniture production to about 70 % during the next decade (Berggren 2014). Thus, lightweight construction is a topic of current interest for suppliers in the furniture industry, especially particleboard producers.
With the intention to develop PB of reduced density without adding any non-wood fillers or density irregularities in the panels’ plane direction, the compression resistance of the particle mat—in particular of the core layer particles—has to be increased so that highly compacted face layers and a low density core can be achieved. Beside press parameters (compression velocity, pressure and press temperature), the compression resistance can be modified by varying the particle mat structure (Plath and Schnitzler 1974). Under “particle mat structure”, the distribution of the material on face and core layer, wood species, particle shape and dimension, resin content in face and core layer and the moisture content in the face and core layer are understood here. Assuming press parameters and moisture content are optimized to a great extent today, and wood species are fixed due to the location of the plant, particle geometry, resin content and the distribution of particle material on face and core layer seem to be the only adjustable variables.
Whereas particle geometry is one variable in the development of lightweight PB, this paper investigates the influences of changes in the face-to-core layer ratio and core layer resin content on panel properties, as these effects need to be understood first as a basis for further research on particle geometry.
2 Materials and methods
2.1 Panel manufacturing
Three-layer panels with a nominal thickness of 16 mm were produced on a computer-controlled laboratory hot press. Wood particles (face and core layer particles), liquid urea–formaldehyde (UF) resin and paraffin emulsion from a commercial particleboard plant (Kronopol Sp z o.o., Zary, Poland) were used as feedstock. Ammonium nitrate (NH4NO3) solution with 40 % solid content was used as hardener. The solid content of the UF-resin was 67 %. The solid content of the paraffin emulsion was 50 %.
The particles were glued in a rotary drum blender, equipped with an air-atomizing spray system. Prior to application, 1 % hardener, 1 % urea (both based on the resin solid content) and 0.5 % paraffin emulsion (based on the dry wood mass) were added in the case of the face-layer material. In the case of the core-layer material, 3 % hardener and neither urea nor paraffin were added as it is practiced in commercial production. The amount of additional water was calculated with regard to particle moisture content and added to the resin solution. A target moisture content of 11 % in the face layers and 8 % in the core layer were calculated. Resin content was 11 % (based on dry wood mass) in the face layers while the resin content in the core layer was adjusted with respect to experimental set-up between 8 and 22.3 %. According to target density and relation of face-to-core layer ratio (with respect to experimental set-up between 650 and 400 kg/m3 respectively 35/65 and 57/43), particles were weighed and formed into mats on an aluminum caul plate using a 695 × 595 mm2 forming box. After removing the forming box, a second such plate was laid on the top of the mat while both were covered with siliconized paper to prevent adherence between panel and caul plates.
At a press plate temperature of 200 °C, the mats were compressed with a pressing time factor of 8 mm per second (effective press time: 128 s). Closing time of the press was 6 s. Within the first 20 s after press closure, a thickness of 14.5 mm was strived for at a maximum specific pressure of 4 N/mm2. During the following 100 s, the maximum specific pressure was reduced from 1.5 to 1 N/mm2 while the thickness was increased to nominal panel thickness (16 mm). Plate positions were kept constant for 8 s while the specific pressure was decreased further stepwise (0.5 N/mm2 per step). After hot-pressing, the panels were cooled down at ambient conditions and then stored in a climatic chamber at 20 °C and 65 % relative humidity (RH) prior to sample cutting.
2.2 Experimental design
A total of 51 experimental PBs were tested, three panels for each of the 17 test formulations. For each of the four raw material formulation variations (manufacturing Methods 1 to 4), target densities of 575, 500, 450 and 400 kg/m3 were selected (meaning 16 material formulations). A 17th panel type with a density of 650 kg/m3 was manufactured as a reference and starting point for the variation of density and material composition.
In the first method (Method 1), decreased densities were achieved by reducing the amount of glued particles in the face and core layer simultaneously. The face-to-core layer ratio was kept consistent at 35/65 and the core layer resin content (based on dry particle mass) at 8 %. In the case of Method 2, density reduction was achieved by reducing the amount of glued particles in the core layer only, which results in a changed face-to-core layer ratio at a consistent core layer resin content of 8 %. With respect to target panel densities, the face-to-core layer ratios were 40/60 (575 kg/m3), 46/54 (500 kg/m3), 51/49 (450 kg/m3) and 57/43 (400 kg/m3). Methods 3 and 4 follow substantially the principle of Method 2, while here the core layer resin content was increased. In the case of Method 4, the mass of resin in the core layer was kept on the level of the panels with a density of 650 kg/m3. This leads to resin contents (resin solid content per dry wood mass) of 9.9 % (575 kg/m3), 13 % (500 kg/m3), 16.4 % (450 kg/m3) and 22.3 % (400 kg/m3). In the case of Method 3, the resin content was set to 14 % for the panel density 400 kg/m3 and linearly interpolated down to 8 % at 650 kg/m3. This procedure results in resin contents of 9.8 % (575 kg/m3), 11.6 % (500 kg/m3) and 12.8 % (450 kg/m3). Table 1 gives an overview of the varied parameters.
2.3 Sample preparation and testing procedures
Prior to sample cutting, test panels were trimmed to a size of approximately 500 × 400 mm2. The number of test specimens for each formulation was 12 for modulus of elasticity (MOE) and modulus of rupture (MOR) (EN 310), 24 for internal bond strength (IB) (EN 319), 15 for thickness swelling (TS) (EN 317), 15 for dimensional changes associated with changes in RH (EN 318) and three for measuring the density profile. Prior to testing, specimens were conditioned in a climatic chamber at 20 °C and 65 % RH.
Dimensional changes associated with changes in RH were—deviating from EN 318—determined on samples of 50 × 50 mm2 edge length. Thickness was determined only once in the samples’ center, and length changes as the mean of the dimensional changes in plane direction of the whole sample. Relative changes in thickness (δt65, 85) and length (δl65, 85) refer to changes of RH with a basic measurement after reaching weight constancy at 20 °C and 65 % RH and a second measurement after reaching weight constancy at 20 °C and 85 % RH. Additionally to changes in thickness and length, relative changes in mass (δm65, 85) were determined in accordance with δt65, 85 and δl65, 85. Finally, the samples were dried at 103 °C and weighed in order to determine the equilibrium moisture content (EMC) at 20 °C and 65 % respectively 85 % RH.
Thickness swelling was determined after 2 h and 24 h of water immersion (TS 2 h and TS 24 h).
Parallel to the measurement of the sample’s thickness swelling, the increase of mass after water immersion was determined. The mass of absorbed water is expressed as percentage of the initial sample weight and termed as water absorption (WA).
Density profiles were measured on the basis of the radiometric principle applying a modified Itrax Wood Scanner (Cox Analytical Systems, Mölndal, Sweden). Implemented modifications on this device—originally constructed for the execution of dendrochronological studies (annual ring analysis)—were mentioned by Solbrig et al. (2010) referring to Gruchot (2007, personal communication, 2009) and Solbrig (2009). Beginning from the panel’s bottom side, the samples were scanned stepwise (step size 0.05 mm) and the density for each scan spot was determined. The obtained data sets (scan spot position and density) were normalized to a consistent panel thickness of 16 mm and the mean density profile for each material formulation was calculated and plotted (Fig. 6). Additionally, the face layer peak density, average face and core layer density as well as the adjoining position of the face and core layer materials were calculated. As face (core) layer, all those sections were assigned which consist of face (core) layer particles. These sections have been determined on the basis of the average density of the 0.05 mm thick scanned layers (grammage in kg/m2) and the face-to-core layer ratio applied during panel manufacture. For example, at a face-to-core layer ratio of 35/65, the bottom face layer ends at the scan spot position where in sum 17.5 % of the material is detected. The top face layer starts at the scan position where in sum 82.5 % of the material is detected. From this position information, the mean face (core) layer thickness was subsequently calculated. On the basis of the face layer peak density, respectively average face layer density, and the mean core layer density, the density difference between face and core layer were calculated. On the basis of the adjoining position of the face and core layer materials, the mean face and core layer thicknesses were calculated.
2.4 Wood particle characterization
The characterization of face and core layer particles was done on samples at EMC in an air-conditioned environment (both 20 °C/65 % RH) with three-fold determination for each sample.
Particle size analysis was performed applying a horizontal sieve machine (AS 400 Control) from Retsch GmbH (Haan, Germany). Sieving time was 5 min, rotation speed 240 rpm and weight of sample taken 40 g in the case of face layer particles and 46 g in case of core layer particles. Mesh widths of the applied sieves (200 mm diameter) were chosen for face layer particles analysis as
-
0.2 mm
-
0.315 mm
-
0.5 mm
-
0.63 mm
-
0.8 mm
-
1 mm
-
2 mm
-
3.15 mm
and
-
0.8 mm
-
1 mm
-
1.6 mm
-
2 mm
-
3.15 mm
-
4 mm
-
5 mm
-
8 mm
-
11.2 mm
-
16 mm
for core layer particle analysis.
Face and core layer particles’ bulk density were calculated on the basis of the mass of 2000 cm3 material.
The moisture content of the particles at EMC (20 °C/65 % RH) was determined in accordance with EN 322.
2.5 Compression ratio
In order to calculate the compression ratio—meaning the quotient of particle mat thickness and panel thickness—the caul plate’s distance was measured prior to hot pressing.
2.6 Statistical analysis
Statistical analysis and graphical representation of the experiments were done applying the analysis tool JMP from SAS, Cary, North Carolina, USA. Histogram plots were arranged using Matlab (MathWorks, Natick, Massachusetts, USA).
3 Results and discussion
3.1 Particle characterization
The histograms of the face (a) and core layer (b) particle size distributions are displayed in Fig. 1. The bulk density (moisture content) was found to be 173 kg/m3 (10.1 %) in the case of face layer particles and 158 kg/m3 (10.8 %) for core layer particles.

Histogram, \( \bar{q}_{{_{ 3} }} \left( {\text{x}} \right) \), of the density distribution and cumulative distribution Q3(x) of the analysis of the particle-size distribution of a face layer particles and b core layer particles by sieve analysis
3.2 Mechanical properties
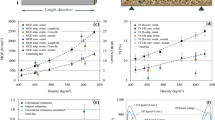
Bending properties (EN 310) were found to decrease with decreasing panel density. MOE (MOR) decreased from 2443 N/mm2 (13.6 N/mm2) at target density of 650 kg/m3 to 394 N/mm2 (2.1 N/mm2) at target density of 400 kg/m3 (mean value over all methods). The decrease of bending properties more probably follows a quadratic than a linear relation as suggested by a comparison of the coefficients of determination (R2). Taking confidence intervals into consideration, no influence of the raw material formulation variation (Methods 1–4) was found on bending properties, as can be seen in Fig. 2.

Bending properties of the four material formulations (Methods 1–4)
Internal bond strength (EN 319) was found to decrease with decreasing panel density with 0.49 N/mm2 at target density of 650 kg/m3 to 0.15 N/mm2 (Method 2) respectively 0.22 N/mm2 (Method 4) at a target density of 400 kg/m3. In the case of Methods 3 and 4, the decrease of IB more probably follows a quadratic than a linear relation as a comparison of the coefficients of determination (R2) suggests. Analyzing Fig. 3, the increase of core layer resin content (Methods 3 and 4) was found to increase IB in comparison to raw material formulations with consistent resin content in the core layer (Methods 1 and 2). The more the resin content in the core layer was increased, the more IB increased. However, with decreasing panel density the benefit of increased resin content decreased. This means that higher resin content can compensate a decreased IB for only a limited range of density reduction. Differences between Method 1 (consistent face-to-core layer ratio) and Method 2 (changed face-to-core layer ratio) were not found.

Internal bond strength of the four material formulations (Methods 1–4)
3.3 Physical properties
Thickness swelling (EN 317) was found to decrease with decreasing panel density. As an explanation it can be assumed that weight reduction was achieved by reducing particle material so that less material is present to swell. For samples made in accordance with Method 1 (simultaneous reduction of face and core layer particles) higher TS were measured than for samples made in accordance with Methods 2, 3 and 4 (Fig. 4, TS 2 h), which implies that especially the core layer material is responsible for TS. The reason may be the lack of hydrophobic agent (paraffin emulsion) used in the core layer. With increasing time of water immersion (24 h) the clearness of this effect gets lost (Fig. 4, TS 24 h). In sum it is noticeable that an increased resin content in the core layer results in decreased TS, in particular at decreased panel densities. A more intensive wetting of the particles with resin (hydrophobization) and more intensive prevention of swelling due to higher internal strength (internal bond) may be the reason.

Thickness swelling and water absorption of the four material formulations (Methods 1–4)
Water absorption (according to EN 317) was found to increase with decreasing panel density. As an explanation a more porous panel structure can be assumed which allows more water to be absorbed in the cavities between the particles. For samples made in accordance with Method 1 (simultaneous reduction of face and core layer particles) higher WA were measured than for samples made in accordance with Methods 2, 3 and 4 (Fig. 4, WA 2 h and WA 24 h). This observation fits well to the explanation given above because less face layer material results in a thicker core layer.
Changes in thickness and mass associated with changes in RH (EN 318) were found to follow in principle the results from TS and WA (Fig. 5). This implies in particular relative changes in thickness. With decreasing density the thickness increase decreases. Further on, the graduated effect of the raw material formulation (method) on increase in thickness was the same as that found for TS: samples with high resin content in the core layer show low thickness increase at moisture exposition.

Relative changes in thickness, length and mass associated with changes in relative humidity of the four material formulations (Methods 1–4)
In the case of relative changes in mass associated with changes in RH, an increase of absorbed water (mass increase) at reduced density was found for samples made in accordance with Method 1. However, for samples made in accordance with Method 4 (significantly increased core layer resin content at decreased density) lower mass increases were found at decreased densities. This relationship, as well as the observations in the case of relative thickness increase, supports the assumption that high resin content hydrophobized the wood particles. With the coefficients of determination (R2) in view, no relationship was found between mass changes associated with changes in RH and panel density, especially for samples made in accordance with Methods 2 and 3. In the case of length changes associated with changes in RH this does apply for all methods.
A direct relationship (correlation) between results from TS after immersion in water (2 and 24 h) and changes in thickness associated with changes in RH was found, as can be understood on the basis of correlation coefficients displayed in Table 2. For both, within each material formulation as well as across all methods, a significant positive correlation between TS and thickness increase was found. This result confirms the assumption that the measurement of changes in thickness associated with changes in RH does not provide a gain in knowledge compared to the determination of TS after immersion in water.
In the case of WA and mass increase, significant relations (high correlation coefficients) can be found within each material formulation for some value pairs. However, positive and negative correlation coefficients were found. In consequence, conclusions cannot be drawn from the one to the other measurement.
For all material formulations, a significant change of the density distribution over the panels cross section was found with decreasing density. This can be understood when looking at Fig. 6. Those density peaks found at high panel densities (maximal face layer density) flatten with decreasing panel density. In the case of panels with a density of 400 kg/m3, the maximal face layer density is close to mean core layer density. For samples with high resin content in the core layer (Methods 3 and 4) a nearly homogeneous density profile was found.

Density profiles of the four material formulations (Methods 1–4)
Changes in density profiles (Fig. 6) can also be traced by characteristic values (density difference) as displayed in Table 3. With decreasing panel density the difference between face and mean core layer density becomes smaller. Clear differences between raw material formulations can be seen for Method 4 and Method 3 at lower densities.
The constant (Method 1), respectively varied (Methods 2, 3 and 4) face and core layer thickness with decreasing density, reflects the different face-to-core layer ratio applied. The application of a high face-to-core layer ratio leads to thicker face layers, while simultaneous reduction of face and core layer material (Method 1) leads to constant face and core layer thicknesses. Regardless of these differences, the density profile developed for all samples in nearly the same manner. This means, that a pronounced density profile cannot be realized by changes in the ratio of face and core layer material. As it can be concluded from the overall decreasing compression ratio (Table 3) too, modifications need to be made on the particle mat structure in order to achieve high-density face layers with simultaneously reduced panel density. Towards this goal, the compression resistance of the face layer material needs to be reduced and the compression resistance of the core layer material increased.
The mean EMC at 20 °C and 65 % RH were found to be 9.8 % (standard deviation ±0.2 %) and at 20 °C and 85 % RH 16.0 % (standard deviation ± 0.4 %).
4 Conclusion
Before considering particle geometry as a variable in the development of lightweight PB in order to increase the compression resistance of the core layer particles, the influence of changes occurring in the face-to-core layer ratio and core layer resin content on panel properties due to reduced material use was investigated in this study.
It was found that the assembling of material composition influences mainly the internal bond strength and physical properties. Bending properties were not found to be affected. While increased resin contents in the core layer (Methods 3 and 4) lead to improved IB, physical properties worsen if face and core layer (Method 1) were reduced simultaneously. This leads to the conclusion that the application of Method 2 (reduction of core layer material only) causes minimal unintended side effects and seems to be an adequate basis for further experiments. In addition to unintended side effects, Method 2 seems to be advantageous because requirements with regard to mechanical properties (e.g., EN 312, boards for interior fitments for use in dry conditions—Type P2) and surface quality (coatability) usually have to be met by lightweight PBs as well. Thus, a re-engineering of the panel’s core layer (decrease of density, increase of compression resistance) is more likely, because surface layers can be kept unchanged.
Based on the results obtained, the development of lightweight PB on the basis of adjusted particle geometry (shape and dimension) in the core layer can be conducted, because the effect of changes in the face-to-core layer ratio and core layer resin content on panel properties are now known.
References
Balducci F, Harper C, Meinlschmidt P, Dix B, Sanasi A (2008) Development of innovative particleboard panels. Drvna industrija 59(3):131–136
Berggren P (2014) Industrialisierung moderner Leichtbauwerkstoffe für den Möbelbau. (Industrialization of modern lightweight construction materials for the building of furniture) (In German)]. Leichtbau-Symposium 2014, 4. December 2014, Herford, Germany. In: Benthien JT (2014) Mega-Trend, Zukunftsmusik oder Sackgasse? [Mega trend, future music or dead end?] (In German) Holz-Zentralblatt 2014(3):58–59
EPF (2013) Annual Report 2013–2014. European Panel Federation, 19 June 2014, Bruges, Belgium
Gruchot (2009) In-situ-Untersuchungen des Rohdichteprofiles von Holzwerkstoffen am Beispiel von MDF [In-situ studies of the density profile of wood-based panels based on the example of MDF] (In German). Dissertation, Hamburg University, Hamburg, Germany
Michanickl A (2004) Light wood based panels—state of the art trend. In: 4th European wood-based panel symposium. Hannover, Germany. 15–17 Sept 2004. European Panel Federation
Plath E, Schnitzler E (1974) Das Rohdichteprofil als Beurteilungsmerkmal von Spanplatten (The density profile, a criterion for evaluating particleboard) (In German) Holz Roh- Werkst 32:443–449
Solbrig (2009) Optimierung und Evaluierung eines radiometrischen Dichtemessplatzes am Beispiel des Itrax Woodscanners [Optimization and evaluation of an radiometric density measuring station based on the example of the Itrax Woodscanner] (In German). Master thesis Hochschule Ostwestfalen-Lippe, Lemgo, Germany
Solbrig K, Frühwald K, Gruchot M, Ressel JB (2010) Rohdichteprofilbestimmung bei Holzwerkstoffen—“Itrax Woodscanner” als radiometrischer Labor-Dichtemessplatz für Holzwerkstoffe und Sonderanwendungen [Density profile determination on wood-based panels—“Itrax Woodscanner” as an radiometric laboratory density measuring station for wood-based panels and special applications] (In German). Holz-Zentralblatt 36:895–896
Thoemen H (2008) Lightweight panels for the European furniture industry: Some recent developments. COST Action 49 processes and performance of wood-based panels, lightweight wood-based composites, production, properties and usage. Bled, Slovenia, 23–25 June 2008
WPIF (2014) Panel Guide Version 4. Wood Panel Industries Federation ISBN 978-1-909594-21-0
Acknowledgments
The authors thank the Fachagentur Nachwachsende Rohstoffe e.V. (FNR), Gülzow, Germany, for their financial support and all those who were engaged in the experimental realization, namely Mrs. Dörte Bielenberg, Mrs. Stefanie Warsow and Mr. Hannes Wagner. The Company Kronopol Sp z o.o., namely Prof. Dr. Joachim Hasch and Mr. Maik Hirschberg, is gratefully acknowledged for providing test materials and technological advice.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Benthien, J.T., Ohlmeyer, M. Influence of face-to-core layer ratio and core layer resin content on the properties of density-decreased particleboards. Eur. J. Wood Prod. 75, 55–62 (2017). https://doi.org/10.1007/s00107-016-1059-5
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00107-016-1059-5