
Abstract
It is assumed that improved mechanical properties of plasma treated particleboards are caused by enhanced spreading of urea-formaldehyde adhesive on wood particles. Spreading of adhesive drops was therefore microscopically evaluated based on dimensions and shape of the drops. Plasma treated wood surfaces revealed increased adhesive spreading, which resulted in more contiguous and increased adhesive areas; this was indicated by decreased drop circularity. It is concluded that the plasma treatment increases the adhesive coverage of the particles and therefore enhances the mechanical properties.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The mechanical properties of particleboards depend on various factors, one of them being the adhesive distribution. Various theories have been discussed concerning the optimal adhesive distribution within particleboards. In general, many single and small adhesive drops are favoured, which are evenly distributed on the particle surfaces (Wilson and Krahmer 1976). Plasma treatment has successfully been applied previously to various solid wood surfaces in order to change their surface wettability (Avramidis et al. 2009). A recent study reported on enhanced mechanical properties of particleboards made of plasma treated wood particles at low adhesive contents (Altgen et al. 2015). It is assumed that these improvements are due to changed adhesive distribution on the wood particle surfaces. The aim of this study is to show that plasma treatment enhances spreading of UF adhesive on particles. This was achieved by subsequent staining, which has previously been used to study adhesive penetration or adhesive coverage (Sernek et al. 1999; Riegler et al. 2012).
2 Materials and methods
2.1 Material
Beech (Fagus sylvatica L.) particles were heated up to 230 °C in a rotary stainless steel vessel under vacuum (30 mbar) and subsequently cooled down to room temperature. One particleboard per variant was produced with a UF adhesive (Kaurit 350, BASF, Ludwigshafen, Germany) content of 5 % (solid based on oven dry weight of wood). Ammonium sulphate (3 % based on solid adhesive weight) was added as a hardener. The particleboards were pressed for 12 s mm−1 in an electrical platen press (HP-S 200, Joos, Pfalzgrafenweiler, Germany) at 200 °C using steel stops.
Beech micro-veneers (Fagus sylvatica L.) with a thickness of 100 µm were produced as described previously (Xie et al. 2007). The veneers were heat treated in an oven at 220 °C under atmospheric steam pressure and a holding stage of 2 h. After cooling, UF adhesive was applied on the veneers using a similar spraying nozzle to the one used for particleboard production. The spraying nozzle was automatically moved along the veneers, ensuring the same amount of adhesive application on each veneer.
2.2 Plasma treatment
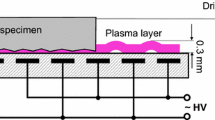
The particles and veneers were treated for 1 s with a rotary cylindrical electrode, using 12.5 Ws/cm2 and ambient air as process gas as described previously (Altgen et al. 2015).
2.3 Microscopic evaluation
During adhesive application, resinated particles were removed from the rotary glue drum. They were subsequently dried to cure the adhesive. The particles were fractionated in an impact screen, and about 60 particles with a diameter between 1.6 and 2.0 mm were collected from the untreated and plasma treated particles. They were stained with 0.1 % Brilliant Sulfoflavine solution (CAS 2391-30-2, Chemos, Regenstauf, Germany). Five particles of each group, which showed the highest adhesive coverage, were visually selected by using an epi-fluorescent microscope (Nikon Eclipse600, Nikon Instruments Inc., Melville, NY) equipped with a B-2E filter block. Up to seven single images were recorded using a 2× objective and the extended depth of focus (EDF) function (Nikon Software, NIS Elements Br 4.10, Nikon Instruments Inc., Melville, NY) in order to generate 2D images of the whole particles surface. Fiji software (ImageJ 1.46d, Maryland, USA) was used to stitch the individual images and to analyze the adhesive drops. Five images were evaluated for the respective veneers.
The micro-graphs were analysed based on the RGB colour system, but only a fixed colour range in the green channel was used to evaluate the adhesive areas. Areas larger than 20 µm2 were defined as adhesive areas. These adhesive drops were evaluated with respect to their area-to-perimeter ratio. The circularity was calculated by the equation circularity = 4Π × (area/perimeter−2), providing values from 0 to 1 with 1 being a perfect circle. In total, 3819 and 3546 drops were evaluated on veneers and 34,119 and 22,253 drops on particles for the reference and plasma treated samples, respectively.
2.4 Mechanical properties of particleboards
Bending strength (MOR, modulus of rupture) and modulus of elasticity (MOE) were determined according to EN 310 (1993) (four samples per board), internal bond strength (IB) according to EN 319 (1993) (eight samples per board).
3 Results and discussion
Heat treated beech particles proved to be better suited for microscopic evaluation of the adhesive drops than untreated particles due to their reduced auto-fluorescence. Therefore, heat treated particles and heat treated veneers were used for this study. Principally, plasma treatment caused the same effect of adhesive distribution on heat treated beech veneers as on untreated beech, pine (Pinus sylvestris) and spruce (Picea abies) veneers, but the effect on the heat treated veneers was more pronounced (Altgen et al. 2016).
The plasma treated veneers showed a more pronounced spreading of the adhesive compared to the reference (Fig. 1a, b), indicating a more hydrophilic surface. The average size (area) of the adhesive drops on the veneers was greater on the plasma treated samples (Fig. 2a, b). As a consequence, the number of drops representing 1 mm2 of adhesive decreased, because the drops were larger and more likely to connect with each other forming more continuous areas. Increasing adhesive areas result in decreased circularity of the drops, because bigger adhesive drops are more likely to run along the fibres and vessels. This leads to a shift in the histogram from high circularity to medium circularity (Fig. 2a, b).

Enlarged details of the images used for microscopic evaluation. The stained adhesive drops are grey; a beech veneer, b plasma treated beech veneer, c beech particle, d plasma treated beech particle. Scale bar 200 µm

Histogram of circularity of adhesive drops on a beech veneers, b plasma-treated beech veneers, c beech particles and d plasma-treated beech particles
A comparable effect of adhesive spreading due to plasma treatment was also observed with particles. The treatment caused increase of the adhesive area as well as decrease of the drop circularity and of the number of drops per mm2. The effect, however, was less prominent compared to that observed with veneers. In addition, the average area of the drops on the particles was generally smaller than on the veneers. This is attributed to mutual wiping of the particles in the rotary drum during adhesive application, which leads to fragmentation of adhesive drops. The wiping effect reduces the differences in the average area of the drops and the circularity between plasma treated particles and reference particles. The size of the drop correlates with the circularity, because with decreasing droplet size the circularity increases. This is why the histogram of the plasma treated particles is generally more shifted to higher circularity (Fig. 2c, d). The adhesive drops on plasma treated particles, however, are less circular than those on the reference particles, which is reflected by an increase in the circularity classes 0.1–0.8.
As the main focus of this study was set on the microscopic observation only a limited number of samples was used for mechanical tests. Still, plasma treatment of heat treated particles evidenced higher strength properties of the particleboards made thereof than reference boards from heat treated particles (Fig. 2c, d). This effect of plasma is in accordance with results from previous studies on conventional particleboards (Altgen et al. 2015). It was previously reported that mechanical properties of particleboards are enhanced with decreased droplet size (Wilson and Krahmer 1976). This appears to be contradictory to the results obtained here, because plasma treatment increases the average area of the adhesive drops and still enhances mechanical board properties. The effect observed by Wilson and Krahmer (1976), however, only applies to different adhesive drop sizes at the same adhesive amount and unmodified wood particles. In this study, the adhesive droplet size was a consequence of altered surface energy of the particles due to plasma treatment, which resulted in increased adhesive spreading. The results indicate that the resin coverage of plasma treated particles increases, because spreading of single drops is enhanced.
4 Conclusion
The effect of the plasma treatment was evidenced on veneers as enhanced spreading of the UF adhesive on the wood surface. The same effect was established on particles, although the differences were less prominent due to the mode of adhesive application during particleboard production. It is therefore concluded, that the enhanced mechanical properties of the particleboards are likely to be caused by a greater coverage of the particle surface by the UF adhesive.
References
Altgen D, Avramidis G, Viöl W, Mai C (2016) The effect of air plasma treatment at atmospheric pressure on thermally modified wood surfaces. Wood Sci Technol (submitted)
Altgen D, Bellmann M, Wascher R, Viöl W, Mai C (2015) Enhancing mechanical properties of particleboards using plasma treated wood particles. Eur J Wood Wood Prod 73:219–223
Avramidis G, Hauswald E, Lyapin A, Militz H, Viol W, Wolkenhauer A (2009) Plasma treatment of wood and wood-based materials to generate hydrophilic or hydrophobic surface characteristics. Wood Mater Sci Eng 1–2:52–60
Riegler M, Gindl-Altmutter W, Hauptmann M, Müller U (2012) Detection of UF resin on wood particles and in particleboards: potential of selected methods for practice-oriented offline detection. Eur J Wood Wood Prod 70:829–837
Sernek M, Resnik J, Kamke FA (1999) Penetration of liquid urea-formaldehyde adhesive into beech wood. Wood Fiber Sci 31:41–48
Wilson JB, Krahmer RL (1976) Particleboard—microscopic observations of resin distribution and board fracture. Forest Prod J 26:42–45
Xie Y, Krause A, Militz H, Turkulin H, Richter K, Mai C (2007) Effect of treatments with 1,3-dimethylol-4,5-dihydroxy-ethyleneurea (DMDHEU) on the tensile properties of wood. Holzforschung 61:43–50
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Altgen, D., Bellmann, M., Wascher, R. et al. Enhanced urea-formaldehyde adhesive spreading on plasma treated wood particles. Eur. J. Wood Prod. 74, 617–620 (2016). https://doi.org/10.1007/s00107-016-1026-1
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00107-016-1026-1