
Abstract
The surface properties of wood particles are one of the key factors for the development of mechanical and physical properties of particleboards. Particles were treated with plasma at atmospheric pressure with ambient air in order to enhance the polarity of wooden surfaces. One-layer particle boards were produced from the plasma-treated particles by using 3, 5, and 8 % urea formaldehyde adhesive (related to the particles). For all adhesive ratios, internal bond strength was increased by approximately 0.1 MPa compared to the respective controls. The modulus of rupture, modulus of elasticity and water related properties were only improved compared to the respective controls at the lowest adhesive content. It is therefore concluded that the plasma treatment can improve the bonding quality and water related properties of particleboards particularly at low adhesive contents.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Since four decades the particleboard industry has been confronted with the demand for boards with a low formaldehyde emission potential because formaldehyde was classified as carcinogenic to humans (IARC 2006). New urea–formaldehyde (UF) adhesive formulations with low formaldehyde content have been developed to gain these regulations, but they came along with new challenges for the industry. The two most important drawbacks of these are the lower achievable mechanical strength properties (Que et al. 2007) and the lower reactivity of these adhesive systems (overview in Myers 1984). By enhancing the resin efficiency, it would be possible to reduce the required adhesive amount or compensate the disadvantages of new adhesive systems, both reducing the environmental impact.
The development of adequate mechanical properties of particleboards depends on various factors including the adhesive system, the properties of the wood itself, the resin distribution and the process parameters. Wood can have an influence with respect to wood species (Grigoriou 1981), storing duration of the particles (Carll 1998) or their drying temperature (Roffael 1987; Sari et al. 2013) because all of these factors change the wood surface properties. For example, increasing drying temperature or storage duration of wood particles/flakes resulted in decrease in internal bond strength of the produced boards due to a loss in wettability of the particles. The resin on the other hand can have an influence with respect to its chemistry, e.g. the U:F molar ratio or gel time. Furthermore, different process parameters influence the resin distribution or droplet size within particleboards, which has an influence on the mechanical properties (Lehmann 1970; Christensen and Robitschek 1974; Wilson and Krahmer 1976).
It has been shown that plasma treatment at atmospheric pressures with ambient air as a gas source can increase the surface polarity of wood and wood based material (Wolkenhauer et al. 2007). Low wettability of aged wooden surfaces was enhanced through a plasma treatment (Wolkenhauer et al. 2009; Aydin and Demirkir 2010). This general effect of the plasma treatment on wood can be attributed to increased polarity reflected by an increased O/C ratio on the wood surface assessed by XPS measurement (Avramidis et al. 2009; Klarhöfer et al. 2005). The plasma effect enhanced the adhesion properties of some water-based adhesives on different wood-based substrates (Acda et al. 2012; Aydin and Demirkir 2010; Scholz et al. 2010; Wolkenhauer et al. 2008). Up to now, the effect of plasma treatment has only been described for solid wood surfaces but not for wood particles.
The objective of this paper was to study the effect of an atmospheric cold plasma treatment of particles on the important physico-mechanical properties of the particleboards made thereof. The plasma parameters corresponded to those previously used for the treatment of solid wood, and the properties of the particleboards were tested at 3, 5, and 8 % UF adhesive content of the boards.
2 Materials and methods
2.1 Plasma treatment
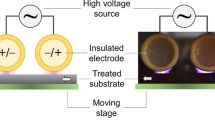
The wood particles used for the plasma treatment were middle-layer particles provided by Glunz (Meppen, Germany). The material consisted mainly of spruce particles without recycling material. For homogenization, the particles were sieved to remove fractions with a greater diameter than 4 mm and a smaller diameter than 0.4 mm. The moisture content of the particles prior to plasma was ~6 %. The wood particles were transported as a layer with the thickness of a single particle through the plasma discharge on a band conveyor with a continuous speed of 3 m min−1. This yielded an effective treatment time of 1 s. The general set-up of the plasma treatment was based on a direct dielectric barrier discharge using compressed air as process gas (Fig. 1). By means of an alternating pulsed voltage with amplitude of 23 kV, a pulse duration of 1 µs and a pulse repetition frequency of 15 kHz (at 225 W in the discharge injected electrical power), a plasma discharge was generated between the ground and high voltage.

Schematic diagram of the plasma-treatment setup: the band-conveyor transports the wood particles through the plasma discharge between the ground and high voltage electrodes
2.2 Particleboard production
Approximately 24 h after the plasma treatment one-layered particleboards were produced with a target density of 660 kg m−3 and adhesive contents of 3, 5, and 8 % solids based on oven dry weight of particles. The urea–formaldehyde (UF) adhesive, Kaurit 350 (BASF, Ludwigshafen, Germany) was mixed with 3.5 % (based on solid adhesive mass) ammonium sulphate as a hardener. The adhesive was applied in a rotary drum using a spraying nozzle to assure homogeneous adhesive distribution. The particles were hand spread into a mould of 45 × 45 cm2 and cold pressed to enhance the rigidity of the mat. Subsequently the mat was pressed at 200 °C in an electrical platen press (HP-200 Lab, Joos, Pfalzgrafenweiler, Germany) and with a duration of 15 s mm−1. The thickness was adjusted to 16 mm by steel stops. The boards were sanded after cooling to room temperature. Four boards were produced from the plasma-treated particles and the control particles, respectively.
2.3 Physico-mechanical properties of particleboards
Bending strength (MOR, modulus of rupture) and modulus of elasticity (MOE) were determined according to EN 310 (1993) (3 samples per board, n = 12), internal bond strength (IB) according to EN 319 (1993) using eight samples per board (n = 32). Thickness swelling (TS) was assessed after 24 h immersion in water following EN 317 (1993) using eight samples per board (n = 32). In the same test, relative water uptake was determined and related to the dry mass of the sample. Prior to testing, all samples were conditioned in a climate chamber at 65 % RH and 20 °C until constant mass was reached. The density profile was measured using DA-X (GreCon, Alfeld, Germany) system with a scanning speed of 1 mm s−1.
2.4 Formaldehyde content and emission
The formaldehyde content and emission of the particleboards were determined according to the respective standards by means of the perforator test (EN 120 1992) using four samples per variant, the flask method (EN 717-3 1996) using three samples per variant, and the gas analysis method (EN 717-2 1994) using three samples per variant. Samples used for the flask method and the perforator test were collected directly after sanding of the particleboards and sealed airtight until testing. Samples for the gas analysis were conditioned at 20 °C and 65 % relative humidity prior to testing.
2.5 Statistics
The statistical analysis was done with the program R (version 2.15.1). The samples were tested for normality according to the Shapiro–Wilk test. An F test was used to compare the variances from the reference and the respective plasma treatment. Significant differences between the treatments were tested with a t test or Wilcoxon test with p < 0.05.
3 Results and discussion
In order to ensure a homogenous plasma treatment, the wood particles were evenly distributed on a band-conveyer which transported the particles through the plasma gas (Fig. 1). A treatment setup was realized that avoided electrostatic charging of fine wood particles or jamming of greater wood particles while keeping the distance between the wood and the electrodes smallest as possible.
3.1 Physico-mechanical properties
The IB of the particleboards linearly increased with increasing adhesive content (Fig. 2). The plasma treatment of the particles led to enhanced IB values of the boards produced thereof compared to those of untreated particles. For each adhesive content given, the IB of the plasma-treated boards was approximately 0.1 MPa higher than that of the control boards; this corresponds to a resin saving potential of 1 % related to the particle mass. At the lowest adhesive content of 3 %, plasma treatment led to significantly enhanced mechanical and improved water-related properties. At 5 % adhesive content only the IB and the thickness swelling (TS) were improved by the plasma treatment and at 8 % adhesive content only the IB was positively affected by the plasma treatment (Figs. 3, 4).

Internal bond strength (IB) depending on the adhesive content. The boxes are shifted to the left and right of the resin content values to gain a better overview (n = 32, box width = Interquartile range (IQR), whiskers = 1.5 × IQR or Max/Min value whichever is less/larger, notches = ±1.57 × IQR/sqr(n) according to Chambers (1983)* = significant differences)

Modulus of rupture and modulus of elasticity depending on the adhesive content (n = 12, description see Fig. 2)

Thickness swelling (TS) and water uptake (WU) after 24 h immersion in water depending on the adhesive content (n = 32, description see Fig. 2)
It is known that the IB increases with reduced adhesive droplet size on the particle surfaces, when the same adhesive contents are compared (Burrows 1961; Christensen and Robitschek 1974; Lehmann 1965; Wilson and Krahmer 1976). Increasing total number of adhesion droplets leads to higher probability that the adhesive is present between two adjacent particles. Lehmann (1968) showed that with smaller droplet size the resin produced a more continuous resin film on the particles. It is assumed that plasma treatment enhances the wetting properties of wood with water-based UF resins because it increases the polarity of wood surfaces (Avramidis et al. 2009; Klarhöfer et al. 2005) and thus the adhesive coverage area on the particles. As the plasma treatment affects only the outer wood surface, it is assumed that the adhesive wetting will lead to the formation of a thin film on the surface, while deeper penetration into the wood is not expected. The increased IB found here might therefore be explained by a more homogeneous distribution of the adhesive on the particle surfaces. This is in accordance with Lehmann (1968), who reported on enhanced TS and MOR due to the decreased droplet size and the formation of a more continuous resin film. With increasing adhesive content, however, the differences in strength became less prominent (Lehmann 1970). The latter was observed in this study, as the plasma treatment only had a positive effect on water related properties, MOR, and MOE at low adhesive content.
Density profiles of boards from plasma-treated and control particles were recorded in order to rule out that the plasma treatment influences the particle size or the distribution of particles in the boards (Fig. 5). As the density profiles did not differ between control and plasma-treated boards, enhanced MOR and MOE cannot be explained by a changed particle size distribution and density profile.

Density profiles of single layered particleboards with 3 % adhesive content. The profile represents the average of six samples, respectively
3.2 Formaldehyde content and emission
Plasma-treated boards with 3 % adhesive content revealed higher formaldehyde contents and emissions than the reference boards, whereas those with 8 % adhesive contents did not show this trend except for the flask method (Table 1).
Roffael and Behn (2012) reported that the formaldehyde emission does not increase with increasing adhesive contents when UF resins with a low molar U:F ratio of 1:1.4 are used. The UF adhesive used here also had a low molar ratio. The reference boards showed increased formaldehyde values with increasing adhesive amount, but this does not apply to the plasma treated samples. Nevertheless, the formaldehyde content assessed by the perforator method for all adhesive contents used were below the limits of the European Class E1 regulations (E1: 8 mg 100 g−1, EN 312 2010). The boards produced from fresh wood particles revealed high strength properties compared to recycling material which is an important raw material in Europe (1993, EPF 2012). Lower strength properties of recycling material are attributed to poor wetting qualities (Hameed et al. 2005). It is therefore assumed that plasma treatment is a useful technique to improve bonding of less wettable wood surfaces such as recycled, modified or dried wood materials. Additional test will be necessary to optimize the process parameters of the plasma treatment and to establish the effect on formaldehyde emissions.
4 Conclusion
Treatment of wood particles with cold air plasma improves the mechanical and water-related properties of particleboards particularly at low adhesive content. This effect is attributed to better wettability of the particles shown here. Plasma treatment revealed the most significant effect on IB which was enhanced at all adhesive contents tested. The proportion of UF resin related to the particle mass can be reduced by approximately 1 % through plasma treatment without losing IB compared to the reference. Improvement of MOR, MOE, and water-related properties is only achieved at low adhesive content, while these mechanical and water-related properties are not improved at higher resin content.
References
Acda MN, Devera EE, Cabangon RJ, Ramos HJ (2012) Effects of plasma modification on adhesion properties of wood. Int J Adhes Adhes 1–2:70–75
Avramidis G, Hauswald E, Lyapin A, Militz H, Viöl W, Wolkenhauer A (2009) Plasma treatment of wood and wood-based materials to generate hydrophilic or hydrophobic surface characteristics. Wood Mater Sci Eng 4:52–60
Aydin I, Demirkir C (2010) Activation of spruce wood surfaces by plasma treatment after long terms of natural surface inactivation. Plasma Chem Plasma P 30:697–706
Burrows CH (1961) Some factors affecting resin efficiency in flake board. Forest Prod J 11:27–33
Carll C (1998) Flake storage effects on properties of laboratory-made flakeboards. Res. Note FPL-RN-267. Madison, US Dept. of Agriculture, Forest Service, Forest Products Laboratory
Chambers JM (1983) Graphical methods for data analysis. Wadsworth, Belmont
Christensen RL, Robitschek P (1974) Efficiency of resin-wood particle blending. Forest Prod J 24:22–25
EN 120 (1992) Wood-based panels: determination of formaldehyde content: extraction method called the perforator method. European Standard
EN 310 (1993) Wood based panels—determination of modulus of elasticity in bending and of bending strength. European Standard
EN 317 (1993) Particleboards and fibreboards—determination of swelling in thickness after immersion in water. European Standard
EN 319 (1993) Particleboards and fibreboards—determination of tensile strength perpendicular to the plane of the board. European Standard
EN 717-2 (1994) Wood-based panels—determination of formaldehyde release—Part 2: formaldehyde release by the gas analysis method. European Standard
EN 717-3 (1996) Wood-based panels—determination of formaldehyde release—Part 3: formaldehyde release by the flask method. European Standard
EN 312 (2010) Particleboards—specifications. European Standard
EPF (2012) Annual report 2011–2012. European Panel Federation, Brussels
Grigoriou (1981) Der Einfluß verschiedener Holzarten auf die Eigenschaften dreischichtiger Spanplatten und deren Deckschichten. Holz Roh Werkst 39:97–105
Hameed M, Behn C, Roffael E, Dix B (2005) Wettability of recycling shavings and “fresh” wood shavings with various adhesive agents. Holz Roh Werkst 63:394–395
IARC (2006) International Agency for Research of Cancer—Formaldehyde, 2-Butoxyethanol and 1-tert-Butoxy-2-propanol, IARC monographs on the evaluation of carcinogetic risks to humans, Vol. 88. World Health Organisation, Lyon
Klarhöfer L, Frerichs M, Maus-Friedrichs W, Kempter V, Viöl W (2005) Investigation of pure and plasma treated spruce with surface analytical techniques. In: Militz H, Hill C (eds) European conference on wood modification, Germany., pp 339–345
Lehmann WF (1965) Improved particleboard through better resin efficiency. Forest Prod J 15:155–161
Lehmann WF (1968) Resin distribution in flakeboard shown by ultraviolet light photography. Forest Prod J 18:32
Lehmann WF (1970) Resin efficiency in particleboard as influenced by density, atomization, and resin content. Forest Prod J 20:48–54
Myers GE (1984) How mole ratio of UF resin affects formaldehyde emission and other properties: a literature critique. Forest Prod J 34:35–41
Que Z, Furuno T, Katoh S, Nishino Y (2007) Effects of urea–formaldehyde resin mole ratio on the properties of particleboard. Build and Environ 42:1257–1263
Roffael E (1987) Effect of drying conditions of scots pine chips on their gluability with UF resins. Holz Roh Werkst 45:449–456
Roffael E, Behn C (2012) On the influence of binder content in particleboards bonded with resins of high and low molar ratio on the formaldehyde release measured by the perforator method. Eur J Wood Prod 70:819–822
Sari B, Nemli G, Ayrilmis N, Baharoglu M, Bardak S (2013) The influences of drying temperature of wood particles on the quality properties of particleboard composite. Dry Technol 31:17–23
Scholz G, Nothnick E, Avramidis G, Krause A, Militz H, Viöl W, Wolkenhauer A (2010) Adhesion of wax impregnated solid beech wood with different glues and by plasma treatment. Eur J Wood Prod 68:315–321
Wilson JB, Krahmer RL (1976) Particleboard—microscopic observations of resin distribution and board fracture. Forest Prod J 26:42–45
Wolkenhauer A, Avramidis G, Cai Y, Militz H, Viöl W (2007) Investigation of wood and timber surface modification by dielectric barrier discharge at atmospheric pressure plasma. Process Polym 4:S470–S474
Wolkenhauer A, Militz H, Viöl W (2008) Increased PVA-Glue adhesion on particle board and fibre board by plasma treatment. Holz Roh Werkst 66:143–145
Wolkenhauer A, Avramidis G, Hauswald E, Militz H, Viöl W (2009) Sanding vs. plasma treatment of aged wood: A comparison with respect to surface energy. Int J Adhes Adhes 29:18–22
Acknowledgments
This study was funded by the FNR (Fachagentur für Nachwachsende Rohstoffe, support code 22005410). Furthermore, we are thankful to Glunz AG and BASF SE for providing the material.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Altgen, D., Bellmann, M., Wascher, R. et al. Enhancing mechanical properties of particleboards using plasma treated wood particles. Eur. J. Wood Prod. 73, 219–223 (2015). https://doi.org/10.1007/s00107-015-0879-z
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00107-015-0879-z