
Abstract
Data related to the comparison of the mechanical properties of the different stoppers used in the wine industry are scarce. This study aims at comparing the effect of hydration (from 0 to 100 % relative humidity at 25 °C) on the mechanical properties of four widely used types of stoppers: natural corks, agglomerated corks, technical stoppers and synthetic (co-extruded) stoppers. For both natural and agglomerated corks, the Young’s modulus was significantly and similarly affected by hydration, with a constant plateau value up to 50 % relative humidity (RH) and a mean value around 22 and 14 MPa, respectively. For higher RH, the increase in water content leads to a decrease in the material rigidity (Young’s modulus <10 MPa), which is attributed to water clusters formation between polymer chains. Technical stoppers revealed a similar profile, but with a much smaller impact of the water content and with overall lower Young’s moduli values, around 5 MPa, throughout the RH range. The stiffness of synthetic closures was not affected by hydration, in agreement with the hydrophobic behavior of polyethylene. Differential scanning calorimetry and dynamic mechanical thermal analysis allowed us to identify a glass transition temperature (T g) in cork (around 0 °C), and another one in agglomerated cork and technical stoppers (close to −45 °C, corresponding to additives). All together, for the first time the data highlight the comparative mechanical properties of such materials of the wine industry, and the progressive loss of the “cork-like” behavior of cork composites when other components are mixed with cork.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
In 2012, the global wine consumption was around 24.5 × 109 liters which is equivalent to 32 × 109 wine bottles [1]. USA, France and Italy were the main consumers of wine in 2014, with a 11.6 % increase for USA between 2009 and 2013 [2]. Nowadays, regarding the global market of closures, cork is still the most used material to seal wine bottles [3]. While natural corks have been used for many centuries, more recently, cork-based stoppers have been developed and represent currently more than half of the cork stoppers sales [4]. Alternative stoppers, made of synthetic polymers, have also been used as closures, which represent 17 % of the global stoppers market [4]. While some studies were focused on the barrier properties of these alternative stoppers to evaluate their performance against oxygen transfer [5–10], only a few were interested in their mechanical properties [11, 12]. In the work of Giunchi et al. [11], synthetic and natural cork stoppers were compared against different test such as compression, relaxation (to evaluate the resilience of the material after compression) and extraction tests to measure the force needed to extract the closure from the bottleneck. Nevertheless, this study does not display any thermal or dynamic measurements and Young’s moduli are not reported. In the work of Jardin et al. [12], only agglomerated corks are studied and the effect of cork particles size, binder quantity and processing methods were investigated. However, the agglomerated corks studied are not those used in the wine industry and results may therefore differ.
Cork is an anisotropic material due to its specific cell structure. Moreover, the presence of lenticels, running radially, can also reinforce the rigidity of the material when cork is compressed along their growth direction [13]. Mechanical properties of cork were already studied in compression [14–21] as well as in tension [22–25]. The behavior of this material in compression against such strains is well known. The typical strain–stress curve in compression displays three distinct parts, described as the elastic region (<10 % strain), the progressive buckling (10 % < strain < 60 %) and the buckling of the cells (strain > 60 %). In its use for sealing, the stopper is compressed in the bottling machine and then in the bottleneck, with respective applied strains (in the radial and tangential direction for cork) of 23 and 34 % for still wine and 43 and 49 % for sparkling wine. This corresponds to the intermediate part of the stress–strain curve when the progressive buckling of cells occurs, well above the elastic region.
In a previous study [26], we investigated the effect of hydration on the mechanical properties of natural corks. It revealed a significant decrease of the Young’s modulus for relative humidity above 50 %. For the first time, a glass transition of the material was also identified, between −8 and 3 °C, depending on the relative humidity. In the continuation of this work, this study seeks to investigate how water can affect the mechanical properties of alternative stoppers compared to natural cork, namely: agglomerated corks, technical stoppers and synthetic stoppers. The aim is to evaluate the performance of these four types of stoppers as regards to their mechanical properties, paying particular attention to the cork particles size used in the cork-based stoppers, as well as to the presence of additives.
Experimental procedure
Stoppers
Natural cork stoppers
Natural cork stoppers from the oak trees Quercus suber L. were produced in the Mora (Portugal) production area and the best quality of cork stoppers was studied (class 0). Natural corks were neither washed nor surface treated (with paraffin or silicone) prior to use.
Agglomerated cork stoppers
These closures are used for sealing sparkling wine and are composed of two different parts. The first and upper part is composed of agglomerated cork, with particles size around 2–8 mm, bound together with polyurethane adhesive. The final dimension of this part is 39 mm in length with a 33 mm diameter [27], while the second part is made with two cork wafers (6 mm thickness) cut in the radial direction. In this study, only the agglomerated part was analyzed.
Technical stoppers
Technical stoppers were processed from cork powder (particle size around 1 mm) previously treated with supercritical carbon dioxide to remove molecules responsible for cork taint, such as chloro- and bromo-anisole. The treated powder is then mixed with other compounds (e.g., polyurethane adhesive, polyacrylonitrile micro-sphere, etc.) molded and heated.
Synthetic stoppers
Synthetic stoppers are co-extruded and made with polyethylene produced from sugar cane. Cellulose from this plant is submitted to a fermentation process to produce ethanol. Then, ethanol is dehydrated to produce ethylene which is polymerized into polyethylene. The characteristic dimensions of these stoppers are 44 mm length and 23.5 mm diameter. A difference could be noticed between the inside and the outside of the material. Inside, the alveolar structure was easily identifiable, whereas the outside showed the label of the company and looked smooth.
Samples preparation
All the stoppers were cut with a cutting machine (Mecatome T201 with resinoid cut-off wheels of 180 mm diameter and 0.5 mm thickness, Presi S.A, France) in two different shapes according to the experiment performed (static or dynamic measurement). In both cases and for all the stoppers, only the inside of the stoppers was selected, without taking into account the external surface. For unidirectional compression testing, the stoppers were cut into cubes having edges of 15 mm. For each type of stoppers, forty five cubes were obtained from fifteen different stoppers stored until equilibrium under the corresponding controlled relative humidity (RH) before analysis. For dynamic mechanical and thermal analysis (DMTA) measurements, stopper plates of 3 mm thick were used (length = 35 mm; height = 13 mm). For differential scanning calorimetry (DSC) analysis, as for the previous other experiments, only the inside of the stoppers was considered for sampling. All experimental details concerning the samples geometry and repetitions are summarized in Table 1.
Water vapor isotherms
The samples were stored at 25 °C until equilibrium under nine relative humidity atmospheres, from 0 to 97 % (0, 11, 23, 33, 44, 54, 69, 81, 97 %) in air-tight containers over P2O5 (≈0 % RH) or over various saturated salt solutions, already described in detail in our previous work [26]. Equilibrium was considered to be reached when the weight variation, measured by weighing on an analytical balance with a precision of 10−2 mg, did not exceed 0.05 weight % (wt%, i.e., g/100 g sample) over 2 weeks.
The sorption isotherms of water vapor on each stopper can be well described according to the GAB (Guggenheim-Anderson-de Boer) model [28, 29]:
where m a is the amount of water adsorbed by the stopper (wt%), m m is the amount of water adsorbed on the equivalent monolayer (wt%), p/p s is the relative pressure (RH/100) defined as the ratio between the pressure at equilibrium over the pressure at saturation (for water p s = 31.66 hPa at 25 °C), C and K are constants related to the adsorption energy for the first and second layers and second and subsequent layers, respectively.
Mechanical properties of cork
Uniaxial compression
Stopper cubes (of 15 mm edge) were submitted to a unidirectional compression test using a texture analyzer TA-HD + (Swantech, France) with a 980 N load cell and a P50 probe. The assays were performed using the same parameters as those described in a previous work of Lagorce-Tachon et al. [26], focusing on natural cork stoppers. Although both radial and tangential compressions were studied in the former study, only the compression following the tangential axis is reported in the present paper.
Dynamic measurement
The viscoelastic properties of the stoppers were determined using a dynamic mechanical analyzer Q800 (TA Instrument, USA), operating between 1.2 and 18 Hz (13 different frequencies were applied: 1.2, 1.5, 1.9, 2.4, 3.0, 3.8, 4.8, 6.0, 7.6, 9.5, 12.0, 15.0, 18.0) in single cantilever mode. In our previous study [26], the compression mode was used to investigate the viscoelastic properties of cork. However, this kind of experiment was not well adapted to the material behavior due to the relaxation of some samples leading to their fall during measurement. The single cantilever mode gave the same results as the compression mode and was not affected by the latter phenomenon. The temperature investigated by dynamic mechanical and thermal analysis (DMTA) covered the range from −100 to 100 °C using 10 and 5 °C steps when a transition was expected. Samples (dimensions = 35 × 13 × 3 mm) were submitted to 250 µm strain (8.3 %), corresponding to the elastic region of each material. The viscoelastic behavior was investigated by following the evolution of the storage modulus E′, the loss modulus E″ and the loss factor tan δ, which represents the ratio between E″ and E′ (namely tan δ = E″/E′), as a function of temperature.
Stoppers structure
In order to visualize how compression may affect the structure of materials, stoppers equilibrated at 0 % RH were observed by scanning electron microscopy (SEM) before and after compression testing, using a Jeol JSM 7600F (15 kV). Prior to imaging, specimens were cut with a razor blade to have a final thickness of 1 mm, and they were coated with carbon (15–20 nm).
Thermal analysis of stoppers using DSC
Differential scanning calorimetry (DSC) measurements were carried out using a Q20 calorimeter (TA Instruments, France), in the range of −80 to 100 °C. Around 4 mg of sample were placed in a sealed aluminum pan and scanned at 10 °C min−1. Samples were submitted to two heating and cooling cycles as already reported in Lagorce-Tachon et al. [26].
Results and discussion
Affinity of stoppers for water
Figure 1 displays the sorption isotherms of water vapor on natural corks, agglomerated corks, technical stoppers and synthetic stoppers at 25 °C. Isotherms for natural cork-based materials (i.e., natural corks, agglomerated corks and technical stoppers) have similar shapes with sorption capacities which lie between 8 and 13 wt% (dry basis) close to saturation. These three samples present a type II shape of the IUPAC classification [30], typical of the sorption on nonporous and macroporous materials. The presence of additional components to cork such as glue or polymer micro-sphere used in agglomerated and technical stoppers, slightly reduces the water sorption capacity. Looking at the GAB parameters displayed in Table 2, a decrease is also noticeable in m m and C parameters. For both agglomerated and technical stoppers, the values of m m and C are close to 1.8 wt% and 7.9, respectively, while natural corks display higher values (2.4 wt% and 13.2 for m m and C, respectively). Such decrease in the sorption capacity as well as changes observed in m m and C from GAB modeling, are in line with the hydrophobic character of the additives used, i.e., polyurethane adhesive and micro-spheres of poly(acrylonitrile). Rodríguez et al. [31] already studied the sorption and diffusion of water vapor in poly(acrylonitrile) (PAN). At 35 °C and for a high water activity (0.9), PAN only sorbs a small amount of water, around 2 wt% (dry basis). Another study focusing on water sorption by polyurethane block polymers [32] at 20 °C, showed very small water sorption, around 1.6 wt% (dry basis). Synthetic stoppers, composed of polyethylene, are highly hydrophobic and do not sorb any water.

Sorption isotherms of water vapor on four different stopper materials at 25 °C (m a mass adsorbed by the sample). (n = 5) Samples have a cubic geometry of 15 mm edge. Symbols experiments (red circle natural cork, blue box agglomerated cork, green diamond technical stopper, plus synthetic stopper); solid lines GAB model (Color figure online)
Mechanical properties of stoppers
Mechanical properties of stoppers in compression
Figure 2 displays typical strain–stress curves obtained from the compression of the four different types of stoppers equilibrated at 0 % RH. All of them are characterized by three steps, which have already been reported several times in the literature for natural corks [15–18, 26], cork agglomerates [12] as well as alveolar materials [33]. The first part of the curve (strain between 3 and 10 %) represents the elastic region of the material (below 3 % strain, the impact of the surface sample is too important to be considered). The second part (between 10 and 50 % strain) corresponds to the progressive buckling of the cells, or alveoli in the case of synthetic stoppers. The third part (strain >50 %) corresponds to a progressive densification of the material characterized by cells or alveoli buckling. It is worthy to note that the two stoppers made with cork particles (agglomerated corks or technical stoppers) exhibit the same behavior as natural corks, for the first and the last part of the strain–stress curve. However, they do not present the typical second part related to the progressive buckling of the cork cells. The stress is twice as much when the strain is increased from 10 to 50 %, while it remains almost constant for natural corks or for synthetic stoppers. This behavior for agglomerated and technical stoppers is unambiguously related to the presence of additives such as glue or polymers which ensure the integrity of the stopper.

Strain–stress curves for different stoppers, obtained from uniaxial compression on samples equilibrated at 0 % RH at 25 °C
Effect of hydration in compression
Figure 3 shows the effect of the relative humidity on the Young’s modulus for natural cork stoppers (tangential compression), agglomerated cork stoppers, technical stoppers and synthetic stoppers. The Young’s modulus was calculated from the slope of the strain–stress curve in the elastic region. As already reported in our previous work on the mechanical properties of natural cork stoppers [26], the evolution of the Young’s modulus follows two steps according to the relative humidity. Firstly, when the relative humidity is lower than 50 %, the Young’s moduli are rather constant (≈22 MPa), meaning that the water content (<4 wt%) of the material corresponding to such humidity conditions does not affect the mechanical properties of the material submitted to compression. Secondly, for a higher relative humidity (>50 %, corresponding to 4–12 wt% water content), Young’s moduli decrease to 6.6 MPa, close to saturation, which is attributed to the formation of water molecule clusters between polymer chains [26, 34]. These two steps are also noticeable for agglomerated stoppers: for RH < 50 % Young’s modulus is close to 17 MPa and it decreases to 5.8 MPa close to saturation. For the whole range of RH studied, it is worthy to note that Young’s moduli for agglomerated corks are lower than for natural corks.

Effect of hydration on the Young’s modulus for the four different types of stoppers, as determined from uniaxial compression testing. (red circle natural cork, tangential compression; blue box agglomerated cork, green diamond technical stopper; plus synthetic stopper) (n = 5) (Color figure online)
Synthetic and technical stoppers clearly exhibit a behavior which is different from the behavior of natural and agglomerated corks. As previously described in Fig. 1, synthetic stoppers are hydrophobic materials which have a very weak affinity for water. Therefore, it is not surprising that Young’s moduli remain almost constant, around 13 MPa, whatever the RH. However, results obtained for technical stoppers, made with cork particles, are more surprising. Firstly, Young’s moduli are much lower than for natural corks, around 7 MPa for RH < 50 % and 3.8 MPa when RH is close to saturation. Secondly, the resistance to compression is less affected by water than natural cork or agglomerated cork stoppers. Young’s moduli for technical cork are reduced by a factor 3 and 1.8, for RH < 50 % and at saturation, respectively, compared to natural cork. According to these data, technical stoppers deviate from a “cork like” behavior considering the studied mechanical behavior. These stoppers are made with cork powder (particle size of = 1 mm) bounded with adhesives and polymers. Alternatively, agglomerated cork stoppers made with bigger selected particles, sizes of around 2–8 mm in diameter, exhibit such cork-like behavior [27]. Technical stoppers also contain poly(acrylonitrile) (PAN) polymer particles in addition to adhesives, contrary to agglomerated stoppers, which only contain cork and adhesives. These PAN particles are easily identifiable on the SEM observations (Fig. 4). These last two parameters, smaller cork particle sizes and the presence of additional polymers, with obviously more glue surrounding the particles, both contribute to confer mechanical properties which are different from those of natural corks. Such results, which are reported here for the first time, suggest that there is a dimensional limit for agglomerated cork particles to exhibit cork-like mechanical properties. Finally, Fig. 3 also shows that when in contact with water vapor pressure close to saturation, synthetic stoppers will always exhibit a higher rigidity than all of the other stoppers.

Observation by scanning electron microscopy of the different stoppers stored at 0 % RH and 25 °C before and after unidirectional compression of 70 % strain
It is also worthy to note that the Young’s modulus is not the only parameter characterizing the mechanical properties of the stopper. The elastic return (not investigated in this study) is also an important parameter to evaluate the performance of the various materials in their use as sealing [35, 36]. During the bottling process, stoppers are compressed in the bottling machine (34 and 49 % strain for still and sparkling wines, respectively) before being inserted in the bottleneck (in which they remain compressed at 23 and 43 % strain for still and sparkling wines, respectively). Stresses at these different strains are displayed in Table 3. They also represent interesting parameters to compare other materials with natural cork. Similar behaviors are observed for all strains for cork-based materials (natural, agglomerated, technical), with no apparent variation between 0 and 50 % RH and a decrease above. Synthetic stoppers do not display any significant difference with RH. Comparing the different stoppers, agglomerated corks presents higher stress values than natural corks for all RH except close to saturation where values are similar. On the contrary, values obtained for technical stoppers lie in the same range as natural corks, thus showing a cork-like behavior for strains representative of both the bottling process and the bottleneck. Regarding synthetic stoppers, stress values are slightly lower or close to those of natural corks for RH < 50 % but become higher at saturation due to the invariability of their mechanical properties as a function of the relative humidity.
Static uniaxial compression tests performed on stoppers revealed a noticeable effect of water on the mechanical properties.
Stopper structure under compression
At 0 % RH and after the compression of cork stoppers, the cells were damaged and lost their initial shape (Fig. 4). As the material is previously completely dried before submitted to compression, the mobility of polymer chains may be considerably reduced, which prevents their rearrangement after compression. Regarding agglomerated corks, adhesives used to maintain the integrity of the whole stopper can easily be seen (Fig. 4). According to a first coarse approach, a ratio cork/adhesive of around 5.6 was determined from SEM observation (the surface area of additives was estimated and reported to the total surface area of the same SEM image). It is also worthy to note that there is no specific cell orientation in these stoppers, making them isotropic contrarily to natural cork stoppers [37]. The mechanical properties are therefore the same whatever the compression axis, contrarily to natural corks, which display an anisotropy due to the specific cell orientation. Regarding the effect of compression, cells are damaged and it is even more visible on the cork piece with radial orientation (honeycomb structure). Moreover, the adhesive interface of each cork particle is less visible meaning that this additive is not able to return to its initial state after such compression. A similar behavior is noticed for technical stoppers. This closure also includes many polymer particles which seem to be unaffected by compression, contrarily to cork cells (Fig. 4). In that case, the ratio cork/additives is evaluated of around 9.2. Thus, this image also shows that the quantity of cork powder in such stoppers is much lower than in agglomerated corks, which could explain the difference observed in mechanical properties. Lastly, the structure of synthetic stoppers is totally different from the other closures studied, with a dense phase of polymer with many egg-shaped alveoli of around 300 µm diameters (Fig. 4). Moreover, after compression, the alveoli are strongly damaged and pressed together.
Phase transition in stoppers
Differential scanning calorimetry analysis
Differential scanning calorimetry was first used in this study to probe phase transitions. Figure 5 shows typical second heating curves obtained for the different stoppers, previously equilibrated at 53 % RH at 25 °C. This corresponds to a water content (dry basis) of 3.9; 3; 2.4, and 0 wt% for natural corks, agglomerated corks, technical stoppers and synthetic stoppers, respectively.

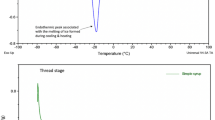
DSC curves obtained at 10 °C min−1 for the different stoppers previously equilibrated at 53 % relative humidity (at 25 °C)
Stoppers made of cork or cork particles were characterized by a large endothermic peak starting from around 50 °C and finishing close to 90 °C with a maximum at approximately 75 °C. This peak was also observed during the first heating and was reversible. This phase transition could be attributed to suberin melting. However, no data are available in literature to clearly attribute such phase transition in natural cork. Only a few authors, such as Cordeiro et al. [38] observed a similar endothermic peak for suberin extracted from cork but around 40 °C. The suberin extraction process from cork powder requires successive steps with different solvents [39], which could likely modify the intrinsic properties of suberin in cork.
Another reversible endothermic event occurring at −5.5 °C can also be observed for natural corks, as already reported by Lagorce-Tachon et al. [26]. Even if such a glass transition was identified in cork, its origin could not be attributed to a single polymer because the complex structure of cork (mainly composed of suberin, lignin, cellulose, and hemi-cellulose) is not yet fully understood. Regarding the other closures made with cork particles, the glass transition observed for cork at around −5 °C could not be clearly identified. However, a glass transition is unambiguously detectable at a temperature of around −45 °C for both agglomerated corks and technical stoppers. This dynamical transition is attributed to the polyurethane adhesive used in these two closures to maintain the cohesion of cork particles [40–42]. Moreover, the melting temperature of this adhesive is known to occur at around 50 °C [40] or more [42], but is merged in the present case with the endothermic peak of suberin. Regarding synthetic stoppers, no phase transition could clearly be identified. Only a slight deviation leading to a progressive increase of the heat flow is observed. However, around 70 °C, an increase in the heat flow is observed, probably due to the progressive softening of the polymer (T m > 100 °C) [42].
Dynamic mechanical and thermal analysis
Dynamic mechanical and thermal analysis (DMTA) also allows the characterization of relaxational process according to the kinetic behavior of stoppers. Figure 6 shows the DMTA spectra of natural corks, agglomerated corks, technical stoppers, and synthetic stoppers, previously equilibrated at 53 % RH at 25 °C. For all the samples, the storage modulus decreases with temperature due to an increase in molecular mobility leading to a softening of the material. At −100 °C the storage modulus is much higher for synthetic stoppers (≈400 MPa) due to the increase of the stiffness close to T g (between −130 and −120 °C, depending on the polyethylene density and composition) [42]. Technical stoppers also present a higher storage modulus (≈130 MPa) than corks (≈90 MPa) and agglomerated corks (≈100 MPa). This could be attributed to the presence of both polyurethane and polyacrylonitrile which are in the glassy state at this temperature (T g = −45 °C and −100 to −80 °C for polyurethane and polyacrylonitrile, respectively) [42].

DMTA spectra of one stopper from each type equilibrated at 53 % RH for temperatures ranging between −100 and 100 °C, and frequencies ranging from 1.2 to 18 Hz (one curve represents one frequency). Frequencies gap corresponding to α and β relaxations are also displayed in the figure. (red line storage modulus, blue line loss modulus, black line tan δ) (scale is different for synthetic stopper) (Color figure online)
The loss modulus of natural corks is characterized by two peaks, at −75 and 10 °C, with a dependence of the relaxation process on the frequency. These phenomena have already been described by Mano [43] and Lagorce-Tachon et al. [26]. They are attributed to a secondary (named β) and primary (named α) relaxation of the material, respectively, the last one being associated to a glass transition of some of the cork components. This glass transition was also previously characterized by DSC analysis at −5 °C (Fig. 5).
Agglomerated corks and technical stoppers are also characterized by a frequency gap occurring for both of them at around −40 °C. This is related to an α relaxation associated to a glass transition of the polyurethane adhesive, as previously highlighted by DSC. The transition from the glassy to the rubbery state of some additives used in such cork composites increases the molecular mobility in the system, and leads to a decrease of the loss modulus. However, the β and α transitions previously observed in natural cork do not appear so clearly. There is still an increase in tan δ in the same temperature range corresponding to the α transition (giving a maximum peak position at around 10 °C). However, in that case, we do not detect any frequency dependence. Nevertheless, the similarity with the spectra of natural cork unambiguously reveals the signature of the cork particles composing such materials. Reticulating polymers constituting the framework of these two stoppers, agglomerated and technical, govern the mechanical behavior as determined by DMTA. Surprisingly, above 80 °C and for technical stoppers only (compared to natural corks and agglomerated corks), an increase in the loss modulus and consequently in tan δ is noticeable (Fig. 6). Such a phenomenon has also been observed by Suresh et al. [44] and Bashir et al. [45] for polyacrylonitrile at 78 and 72 °C, respectively. This temperature corresponds to the ordering of paracrystalline regions which increases the stiffness of the material.
The behavior of synthetic stoppers is completely different from that of the other materials studied. An increase of tan δ and a decrease of the storage modulus are noticeable at around −20 °C, probably due to the transition of a plasticizer or another additive used in polyethylene to improve its functional properties, the T g of PE being of −130 to −120 °C [42]. Then, above 40 °C, a separation of frequency curves and a decrease of tan δ is observed. At this temperature, the material starts to soften and the deformation applied is no longer in the elastic region.
Conclusions
The mechanical and thermal properties of four different types of wine stoppers (natural corks, agglomerated corks, technical stoppers, and synthetic stoppers) were investigated in this study. The effect of hydration was also studied. Static uniaxial compression testing revealed similar dependence of the Young’s modulus on the water content for natural corks (tangential compression) and agglomerated corks. Two distinct parts were noticeable for these two stoppers. Firstly, below 50 % RH, the Young’s modulus remained constant. Secondly it decreased between three and five times for higher water content. This effect tends to vanish for technical stoppers, which also display much lower values of Young’s modulus for the whole relative humidity range. Synthetic stoppers have mechanical properties which do not depend on the relative humidity. Moreover, they exhibit a higher rigidity than all of the other stoppers when in contact with water vapor pressure close to saturation.
DMTA, in line with DSC analyses, revealed the existence of dynamic transitions for natural corks and cork-based stoppers (agglomerated and technical). On the contrary, synthetic stoppers, having a distinct chemical composition, obviously exhibit a very different behavior from other closures. Two dynamic transitions are noticeable for natural cork. They occur with maxima at around −75 and 10 °C. They are attributed to a secondary and primary relaxation (namely β and α, respectively) of the material. Only the α relaxation attributed to a glass transition of some of the cork components is detectable for agglomerated and technical stoppers, even if no frequency gap is clearly evidenced. Moreover, for these two closures a T g around −45 °C is identified, which corresponds to polyurethane adhesive.
From this study focusing on the mechanical properties of wine stoppers, it seems that the size of cork particles, and obviously the ratio cork/additives, matter for changing from a “cork-like” material to a “glue-like” material. However, the present work could not clearly identify whether the particle size or the cork/additive ratio is the predominant factor impacting the mechanical properties.
References
Barjonet C (2013) La consommation mondiale de vin portée par la demande chinoise, Les échos
Cougard MJ (2015) Vins: les Etats-Unis s’imposent comme le moteur de la croissance, Les échos
Carvalho FJ (2009) L’avenir du liège dans le monde, Amorim
Cork, les professionnels du liège (2011) Dossier de Presse : Le bouchon liège, partenaire naturel du vin
Lopes P, Saucier C, Glories Y (2005) Nondestructive colorimetric method to determine the oxygen diffusion rate through closures used in wine making. J Agric Food Chem 53:6967–6973
Lopes P, Saucier C, Teissedre PL, Glories Y (2006) Impact of storage position on oxygen ingress through different closures into wine bottles. J Agric Food Chem 54:6741–6747
Godden P, Lattey K, Francis L, Gishen M, Cowey G, Holdstock M, Robinson E, Waters E, Skouroumounis G, Sefton MA, Capone D, Kwiatkowski M, Field J, Coulter A, D’Costa N, Bramley B (2005) Towards offering wine to the consumer in optimal condition-the wine, the closures and other packaging variables: a review of AWRI research examining the changes that occur in wine after bottling. Aust N Z Wine Indust J 20:20–30
Rabiot D, Sanchez J, Aracil JM (1999) Study of the oxygen transfer trough synthetic corks for wine conservation. In: Second European Congress of Chemical Engineering, Montpellier
Silva A, Lambri M, De Faveri MD (2003) Evaluation of the performances of synthetic and cork stoppers up to 24 months post-bottling. Eur Food Res Technol 216:529–534
Karbowiak T, Gougeon RD, Alinc JB, Brachais L, Debeaufort F, Voilley A, Chassagne D (2010) Wine oxidation and the role of cork. Crit Rev Food Sci 50:20–52
Giunchi A, Versari A, Parpinello GP, Galassi S (2008) Analysis of mechanical properties of cork stoppers and synthetic closures used for wine bottling. J Food Eng 88:576–580
Jardin RT, Fernandes FAO, Pereira AB, Alves de Sousa RJ (2015) Static and dynamic mechanical response of different cork agglomerates. Mater Des 68:121–126
Pereira H (2007) Mechanical properties. Cork. Elsevier Science, Amsterdam, pp 207–225
Rosa ME, Fortes MA (1988) Rate effects on the compression and recovery of dimensions of cork. J Mater Sci 23:879–885. doi:10.1007/BF01153983
Anjos O, Rodrígues C, Morais J, Pereira H (2014) Effect of density on the compression behaviour of cork. Mater Des 53:1089–1096
Anjos O, Pereira H, Rosa ME (2008) Effect of quality, porosity and density on the compression properties of cork. Eur J Wood Prod 66:295–301
Oliveira V, Rosa ME, Pereira H (2014) Variability of the compression properties of cork. Wood Sci Technol 48:937–948
Gibson LJ, Easterling KE, Ashby MF (1981) The structure and mechanics of cork. Proc R Soc Lond A 377:99–117
Fortes MA, Teresa Nogueira M (1989) The Poisson effect in cork. Mat Sci Eng A 122:227–232
Pereira H, Graca J, Baptista C (1992) The effect of growth-rate on the structure and compressive properties of cork. IAWA Bull 13:389–396
Carpintero E, Jurado M, Prades C (2015) Application of a kiln drying technique to Quercus suber L. cork planks. Food Bioprod Proc 93:176–185
Anjos O, Pereira H, Rosa ME (2011) Tensile properties of cork in axial stress and influence of porosity, density, quality and radial position in the plank. Eur J Wood Prod 69:85–91
Anjos O, Pereira H, Rosa ME (2010) Tensile properties of cork in the tangential direction: variation with quality, porosity, density and radial position in the cork plank. Mater Des 31:2085–2090
Fernandes EM, Correlo VM, Mano JF, Reis RL (2015) Cork-polymer biocomposites: mechanical, structural and thermal properties. Mater Des 82:282–289
Rosa ME, Fortes MA (1991) Deformation and fracture of cork in tension. J Mater Sci 26:341–348. doi:10.1007/BF00576525
Lagorce-Tachon A, Karbowiak T, Champion D, Gougeon RD, Bellat JP (2015) Mechanical properties of cork: effect of hydration. Mater Des 82:148–154
Comité Interprofessionnel du vin de Champagne (2009) Guide qualité bouchon liège
Anderson RB (1946) Modifications of the Brunauer, Emmett and Teller equation. J Am Chem Soc 68:686–691
Quirijns EJ, van Boxtel AJB, van Loon WKP, van Straten G (2005) Sorption isotherms, GAB parameters and isosteric heat of sorption. J Sci Food Agric 85:1805–1814
Sing KSW, Everett DH, Haul RAW, Moscou L, Pierotti RA, Rouquérol J, Siemieniewska T (1985) Reporting physisorption data for gas/solid systems. Pure Appl Chem 57:603–619
Rodríguez O, Fornasiero F, Arce A, Radke CJ, Prausnitz JM (2003) Solubilities and diffusivities of water vapor in poly(methylmethacrylate), poly(2-hydroxyethylmethacrylate), poly(N-vinyl-2-pyrrolidone) and poly(acrylonitrile). Polymer 44:6323–6333
Pissis P, Apekis L, Christodoulides C, Niaounakis M, Kyritsis A, Nedbal J (1996) Water effects in polyurethane block copolymers. J Polym Sci Pol Phys 34:1529–1539
Gibson LJ, Ashby MF (1997) Cellular solids: structure and properties, 2nd edn. Cambridge University Press, Cambridge, p 532
Lequin S, Chassagne D, Karbowiak T, Gougeon R, Brachais L, Bellat JP (2010) Adsorption equilibria of water vapor on cork. J Agric Food Chem 58:3438–3445
Gonzalez-Hernandez F, Gonzalez-Adrados JR, de Ceca JLG, Sanchez-Gonzalez M (2014) Quality grading of cork stoppers based on porosity, density and elasticity. Eur J Wood Prod 72:149–156
Mano JF (2007) Creep-recovery behaviour of cork. Mater Lett 61:2473–2477
Fernandes FAO, Pascoal RJS, de Sousa RJA (2014) Modelling impact response of agglomerated cork. Mater Des 58:499–507
Cordeiro N, Belgacem NM, Gandini A, Neto CP (1998) Cork suberin as a new source of chemicals: 2. Crystallinity, thermal and rheological properties. Bioresour Technol 63:153–158
Cordeiro N, Aurenty P, Belgacem MN, Gandini A, Neto CP (1997) Surface properties of suberin. J Colloid Interface Sci 187:498–508
Pérez-Limiñana MA, Arán-Aís F, Torró-Palau AM, Orgilés-Barceló AC, Martín-Martínez JM (2005) Characterization of waterborne polyurethane adhesives containing different amounts of ionic groups. Int J Adhes Adhes 25:507–517
Nabeth B, Corniglion I, Pascault JP (1996) Influence of the composition on the glass transition temperature of polyurethane and polyurethane acrylate networks. J Polym Sci Pol Phys 34:401–417
Mark JE, Polymer data handbook 1999
Mano JF (2002) The viscoelastic properties of cork. J Mater Sci 37:257–263. doi:10.1023/A:1013635809035
Suresh KI, Thomas KS, Rao BS, Nair CPR (2008) Viscoelastic properties of polyacrylonitrile terpolymers during thermo-oxidative stabilization (cyclization). Polym Adv Technol 19:831–837
Bashir Z, Rastogj S (2005) The explanation of the increase in slope at the Tg in the plot of d-spacing versus temperature in polyacrylonitrile. J Macromol Sci Phys B44:55–78
Acknowledgements
We gratefully acknowledge the Bureau Interprofessionnel des Vins de Bourgogne, the Comité Interprofessionnel du vin de Champagne and the Conseil Régional de Bourgogne for their financial supports. We thank the Trescases company, Diam company, and Nomacorc company for providing stoppers. The unidirectional compression tests on corks were performed with equipments from the technical platform RMB (Rhéologie et structure des Matériaux Biologiques) in AgroSup Dijon (France). We would like to thank the Ecole Supérieure d’Ingénieurs de Recherche en Matériaux et en Infotronique (ESIREM, Dijon, France) and Marie-Laure Léonard for DMTA measurements as well as Frederic Herbst from ICB for Scanning Electron Microscopy analyses. We also thank JC Rocca-Smith and Prof. JP Gay for helpful discussion on that work.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Rights and permissions
About this article

Cite this article
Lagorce-Tachon, A., Karbowiak, T., Champion, D. et al. How does hydration affect the mechanical properties of wine stoppers?. J Mater Sci 51, 4227–4237 (2016). https://doi.org/10.1007/s10853-015-9669-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-015-9669-6