
Abstract
The objectives of this study are to quantitatively evaluate, using a wetting model, the wettability of three probe liquids with different properties on heat-treated jack pine surfaces prepared by three different types of machining (sanding, planing and sawing) and to compare with those of untreated wood surfaces. The results indicate that the heat-treated wood is wetted less than the untreated wood due to degradation of wood components (hemicelluloses, lignin and cellulose) during heat treatment and it absorbs less liquid. The heat-treated wood becomes most hydrophobic when wood surfaces are sanded by 180-grit paper compared to those prepared by other machining process. Heat-treated wood surfaces are strongly acidic similar to those of untreated wood. Consequently, the basic probe liquid, formamide, shows the highest spreading and penetration rate (K-value) on wood surfaces.
Zusammenfassung
Ziel dieser Studie war es, die Benetzbarkeit mit drei Versuchsflüssigkeiten mit unterschiedlichen Eigenschaften von thermisch behandeltem Jack Pine Holz, dessen Oberflächen unterschiedlich bearbeitet worden waren (schleifen, hobeln, sägen) quantitativ anhand eines Modells zu bestimmen und mit unbehandelten Holzoberflächen zu vergleichen. Die Ergebnisse zeigen, dass thermisch behandeltes Holz aufgrund des Abbaus von Holzbestandteilen (Hemicellulose, Lignin und Cellulose) bei der thermischen Behandlung weniger stark benetzt wurde als unbehandeltes Holz und dass es weniger Flüssigkeit aufnimmt. Thermisch behandeltes Holz, dessen Oberfläche mit Schleifpapier der Körnung 180 bearbeitet wurde, ist im Vergleich zu anders bearbeitetem Holz am hydrophobsten. Thermisch behandelte Holzoberflächen sind stark acidisch, ähnlich wie unbehandeltes Holz. Folglich weist die basische Testflüssigkeit Formamid die höchste Ausbreitungs- und Eindringrate (K-Wert) auf Holzoberflächen auf.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Jack pine (Pinus banksiana) is an important North American species with its native range in Canada. However, similar to other kinds of wood, its natural durability is too low for outdoor applications. As one of the alternatives to chemical treatment against environmental hazards, wood heat treatment has been intensively investigated. This treatment increases the durability and the service life of wood used in industrial applications (Hakkou et al. 2005). The hygroscopicity of heat-treated wood is reduced and its dimensional stability and bio-durability are improved (Kocaefe et al. 2006). Hakkou and co-workers (Hakkou et al. 2005) attributed the decrease in wettability of heat-treated wood to the plasticization of lignin leading to a reorganization of the lignocellulosic polymeric components of wood. Improved hydrophobic character of treated wood causes severe problems during varnish or paint application (Petrissans et al. 2003).
Wetting characteristics of wood surfaces are highly influenced by the surface roughness which is determined by the type of surface machining used such as sawing, planing, and sanding (Stehr et al. 2001). This study indicated that the sanded surface is wetted least with the probe liquids. Liptakova et al. (1995) observed that mechanical surface treatment changes morphological properties and chemical composition of wood surface. A model was proposed describing the chemical changes taking place on the wood surface due to sanding (Sinn et al. 2004). The nature and properties of liquids such as adhesives and coatings have important effects on wetting (Stehr et al. 2001). Investigating the effect of surface preparations on the wetting of heat-treated wood by different liquids with different properties leads to a better understanding of the liquid spreading and penetration. This information is important for developing coatings suitable for heat-treated wood surfaces.
The wetting process of wood by a liquid involves the spreading and penetration of the liquid drop as shown in Fig. 1. Wood is a porous material; and its many different-size cells and vacant spaces help the liquid drop penetrate but the ridges of cells hinder drop spreading. The change in contact angle with time (dynamic contact angle) can be obtained by analyzing the drop shape (Shi and Gardner 2001). In recent years, many researchers studied the dynamic liquid wetting process on wood surfaces (Liptakova and Kudela 1994; Scheikl and Dunky 1998; Gindl et al. 2001). Shi and his co-worker (Shi and Gardner 2001) proposed a dynamic wetting model which makes it possible to describe and quantify the spreading and penetration ability of liquids on wood surfaces. The model can be expressed as:
where: θ i is the initial contact angle, θ e is the equilibrium contact angle (here is the angle measure at 40 s after the drop deposit on the surface), K is the penetration and spreading rate constant, and t is the absorption time.

Wetting of a wood surface by liquid: (a) Penetration and (b) Spreading
Benetzung einer Holzoberfläche mit Flüssigkeit: (a) Eindringung und (b) Ausbreitung
K-value represents how fast the liquid spreads and penetrates into the porous structure of wood. By knowing the K-value, spreading and penetration for a given liquid–solid system can be quantified. Higher K-value indicates that the contact angle reaches equilibrium more rapidly and the liquid penetrates and spreads faster (increased wetting). K-value of a particular liquid–solid system can be determined by curve-fitting the experimental data to Eq. (1) using a nonlinear method. If the measured apparent equilibrium contact angle is zero, a contact angle of 0.01 must be used in Eq. (1) in order to solve for the K-value (Shi and Gardner 2001). There have been many studies aiming to quantify the dynamic wetting process of wood (Stehr et al. 2001; Liu et al. 2004; Lu and Wu 2006; Wang et al. 2007). Studies on the wetting of heat-treated wood are rare. Kocaefe and co-workers (Kocaefe et al. 2008) studied the dynamic wettability of heat-treated white ash and soft maple by water. However, there is no quantitative study on the spreading and penetration properties of different liquids on heat-treated wood surfaces prepared using different methods. The dynamic wetting process of heat-treated wood by different liquids is not fully understood.
The objectives of this study are to evaluate quantitatively the dynamic wetting of different probe liquids on heat-treated jack pine surfaces prepared using different machining methods; to compare the results with those of untreated jack pine; to study the influences of heat treatment, different types of surface preparations methods, and different types of probe liquids with wide range of properties on the initial and equilibrium (measured at 40 seconds) contact angles as well as on the K-value calculated from these contact angles.
2 Materials and methods
Heat-treated and untreated jack pine was obtained from ISA Industries, Normandin, Quebec. The heat-treatment was carried out using Finish ThermoWood technology. The maximum temperature of the heat treatment was 210 °C. Specimens for experimental study were arbitrarily selected for a complete statistical randomization. The untreated wood samples were kiln dried with the final moisture content of about 12 %, and then kept in an oven at 105 °C for 24 hours to unify the moisture content. It was found that the wetting on the longitudinal radial (LR) and tangential (LT) surfaces is not significantly different, and the biggest influence of heat treatment on contact angle is on transverse surface (TR) (Kocaefe et al. 2008). In practice, the coated surfaces are mainly the LR or LT surface. For this reason, all experiments were carried on the tangential surface (LT) of the wood. Both heat-treated and untreated wood samples were prepared by sawing to approximate dimensions of 200 mm length in longitudinal direction, 20 mm thickness in tangential direction and 20 mm height in radial direction (shown in Fig. 2). The specimens were divided into five groups, and each group was prepared using a different method: sawing (group 1), planing (group 2), and sanding (with 100-grit (group 3), 150-grit (group 4), and 180-grit (group 5) sandpaper). The equipment used for the wood preparation was an ordinary woodworking machine. Each machining process began with sawing followed (in the last four groups) by planing. Then, the specimens were sanded with different grit sandpapers (in the last three groups). Wood dust was removed from the specimens with a brush after each machining process.

Schematic of sample preparation
Schematische Darstellung der Prüfkörperherstellung
Wetting experiments were performed using three polar probe liquids. The physical properties and surface tensions of these liquids are shown in Table 1. Formamide (Methanamide) and ethylene glycol (ethane-1,2-diol) were used to study the acidic and basic character of the wood surface, respectively. Both liquids were purchased from Sigma-Aldrich. Distilled water was used in the experiments with water.
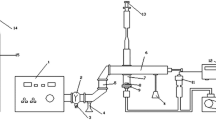
Contact angles were determined using the sessile-drop system (First Ten Angstroms FTA200). The advantage of this system which uses video image processing compared to the conventional contact angle goniometry is the faster determination of dynamic contact angles. The initial period after trigger was 0.033 s and the post-trigger period multiplier was set up to 1.1. A drop of test liquid with volume of 15 μl was dosed automatically by an auto-syringe and picked up by the specimen placed on a movable sample table. Measurement of contact angle was carried out by sessile drop profile method. The contact angles between each droplet and specimen surface were measured both on the left side and the right side of the droplet and the mean contact angles were automatically calculated. Images of the drop in contact with the substrate were continuously captured at full video speed. From the image, the contact angle was determined as a function of time. Measurement of contact angle was performed immediately after each surface creation to prevent the effect of surface aging. Six to twelve tests were performed on different samples for each set of experimental conditions in order to account for the non-homogeneous nature of wood.
3 Results and discussion
The mean values of contact angles as well as the spreading and penetration constants (K-values) for all samples and their correlation coefficients (R 2) were calculated using SAS 9.1. The results are presented in Table 2. R 2 values of the wetting model are over 0.92 for all of the wood surfaces examined. R 2 is the measure of the fit quality, and its value indicates that the wetting data fits the cited model well. Table 3 shows the results of the three-way analysis of variance for the initial contact angles, equilibrium contact angles (measured at 40 s), and K-values based on different surface preparations, type of liquid, and whether the wood was heat-treated or not. From the results shown in Table 3, the P-values for all three parameters (presence of heat treatment, surface preparation, and type of probe liquid) are all less than 0.0001 for K-values and both initial and equilibrium contact angles. This indicates that these three factors have significant effect on the wetting of jack pine. The contact angle as a function of time and K-values for the different wood surfaces and three probe liquids are shown in Figs. 3, 4, and 5. The results are discussed in more detail below.

Dynamic contact angle of water on (a) heat-treated and (b) untreated Jack pine surfaces using different machining methods
Dynamischer Kontaktwinkel von Wasser auf (a) thermisch behandelten und (b) unbehandelten Jack Pine Holzoberflächen bei unterschiedlichen Bearbeitungsverfahren

Dynamic contact angle of ethylene glycol on (a) heat-treated and (b) untreated Jack pine surfaces using different machining methods
Dynamischer Kontaktwinkel von Ethylenglykol auf (a) thermisch behandelten und (b) unbehandelten Jack Pine Holzoberflächen bei unterschiedlichen Bearbeitungsverfahren

Dynamic contact angle of formamide on (a) heat-treated and (b) untreated Jack pine surfaces using different machining methods
Dynamischer Kontaktwinkel von Formamid auf (a) thermisch behandelten und (b) unbehandelten Jack Pine Holzoberflächen bei unterschiedlichen Bearbeitungsverfahren
3.1 Effect of heat treatment on dynamic wetting
As can be seen from Table 2, the mean values of initial and equilibrium contact angles of three liquids on heat-treated wood prepared by different methods are higher than those of untreated wood, respectively, while mean K-values and percent decrease in contact angle show opposite trends with the exception of formimade on wood surface sanded by 150-grit sandpaper. Nearly all the results show that the wettability of heat-treated wood by three liquids decreases. It can be seen from Table 3 that heat treatment has a significant effect (P-value < 0.0001) on all the three parameters (θ i , θ e , K-value) of the wetting. The degradation of hemicelluloses of wood during heat treatment results in the reduction of OH bonds and O-acetyl group and the subsequent cross-link formation between the wood fibres makes wood more hydrophobic (Kocaefe et al. 2008). According to Rowell et al. (2000) and Hakkou et al. (2005), the changes in lignin and cellulose during heat treatment also contribute to the reduction in water absorption. As it can be seen from Fig. 3, the contact angles formed by water on heat-treated jack pine surface are higher than those of untreated wood produced by same machining process for all times with an exception of surface produced by 150-grit. This shows that the heat treatment decreases the wettability of wood by water, which is in accordance with the results of previous studies (Kocaefe et al. 2008). From Fig. 4, both heat-treated and untreated wood surface prepared by planing has the largest contact angles with ethylene glycol (less wetting), followed by sawn surface and finally by sanded surface. The differences in contact angles of the heat-treated wood surfaces prepared using different methods are more significant than those of untreated wood. In general, similar trends are observed for formimade (Fig. 5). Consequently, heat treatment affects most the wetting of planed surface by formimade, followed by those of sawn and sanded surfaces. This agrees with the results which indicate a strong relationship between heat treatment and different machining methods on the initial contact angle (30.1) and the equilibrium angle (8.0) as shown in Table 3.
3.2 Effect of surface preparation on wetting
From the comparison of the results presented in Figs. 3, 4 and 5, it is clear that sanding with different sandpapers (100-grit, 150-grit and 180-grit) decreases the contact angles of both heat-treated and untreated wood for all three liquids used compared to surface prepared by sawing or planing. The contact angles of planed surfaces are generally the highest and their rate of decrease is the lowest compared to all other surfaces produced by sanding or sawing for almost all the cases studied with an exception of heat-treated wood vs. water. In addition, it can be seen from Table 2 that lower initial contact angles and higher K-values for all three liquids especially for water are observed for the wetting on the sanded surfaces compared to the other two preparations. It indicates the sanding process increases the wettability of heat-treated jack pine as well as untreated wood. This result is in agreement with previous studies on untreated wood (Scheikl and Dunky 1998). Sanding produces surfaces free of visible defects and makes surfaces uniformly absorbent for coating (Richter et al. 1995; de Moura and Hernandez 2006). Stehr et al. (2001) explained that sanding creates more damage and roughness on the surface structure, and consequently, increases the surface area. This facilitates the movement of the liquid due to capillary forces. Figure 3(a) shows that there is no significant difference between heat-treated wood surface produced by planing and sanding of 150-grit paper while the contact angles of water on planed untreated surface are much higher than those of sawn surface during all the times (shown in Fig. 3(b)). It is clear from Fig. 3 and Table 2 that there is no significant difference between the wettability of the heat-treated wood surfaces sanded with 180-grit and 100-grit paper by water. Under these conditions the surfaces are more wettable compared to those sanded with 150-grit paper. However, untreated wood surface sanded with 150-grit paper has the best wettability by water, which agrees well with the observations of Sinn and his co-workers (Sinn et al. 2004).
3.3 Effect of liquid type
Spreading and penetration of liquids are also strongly related to the acidic-basic nature and the viscosity of probe liquid. From the results of the variance analysis shown in Table 3, P-values for different probe liquids are all less than 0.0001 for all the three parameters (initial contact angle, equilibrium contact angle, and K-value) indicating that the liquid type has a significant effect on the wettability of wood. Comparing the mean values of contact angles as a function of time for three different probe liquids on heat-treated wood surfaces (Figs. 3(a), 4(a) and 5(a)), it is clear that all the samples are wetted most by the formamide. This also can be seen from Table 2. Formamide which is basic has the highest K-values compared with those of water and ethylene glycol. Stehr et al. (2001) demonstrated that formamide is a strong hydrogen-bonding liquid which radically reduces the interfacial free energy at the liquid–solid interface through acid base interactions, therefore, increases the spreading and penetration rate. Mantanis and Young (1997) explained that wood surfaces have a very strong acidic character so that the strongest interactions occur with basic liquids while much weaker interactions occur with acidic liquids. Accordingly, stronger interactions with formamide result in an increase in spreading and penetration rate. This probably is the reason for higher wetting rates observed with formamide compared with those of water and ethylene glycol. It is also interesting to note that the K-values of ethylene glycol and water (<1, see Table 2) are relatively closer and smaller compared to those of formamide (>1). Ethylene glycol has also the highest viscosity which reduces the rate of wetting.
4 Conclusion
The dynamic wetting of heat-treated jack pine by three different probe liquids on wood surfaces prepared by sanding (with three different sandpapers), planing, and sawing were studied. Their wetting characteristics were compared with those of the untreated jack pine. The results indicate that the heat-treated wood is wetted less and absorbs less amounts of liquids compared to the untreated wood due to degradation of wood components (hemicelluloses, lignin and cellulose) during heat treatment. Sanding increases the wettability of liquids on heat-treated jack pine surfaces. The wetting by water is faster on sanded wood surfaces compared to those prepared by other machining methods for both heat-treated and untreated samples. The heat-treated wood becomes most hydrophobic when wood surfaces are sanded by 180-grit paper compared to those prepared by other machining process. Heat-treated wood surfaces also have a very strong acidic character similar to that of untreated wood. Therefore, basic liquid has the higher spreading and penetration rate (K-value) than acidic liquid for both heat-treated and untreated wood surfaces.
References
de Moura LF, Hernandez RE (2006) Effects of abrasive mineral, grit size and feed speed on the quality of sanded surfaces of sugar maple wood. Wood Sci Technol 40(6):517–530
Gindl M, Sinn G, Rieterer A, Tschegg S (2001) Wood surface energy and time dependence of wettability: a comparison of different wood surfaces using an acid-base approach. Holzforschung 55(4):433–440
Hakkou M, Petrissans M, Zoulalian A, Gerardin P (2005) Investigation of wood wettability changes during heat treatment on the basis of chemical analysis. Polym Degrad Stab 89(1):1–5
Kocaefe D, Poncsak S, Dore G, Younsi R (2008) Effect of heat treatment on the wettability of white ash and soft maple by water. Holz Roh- Werkst 66(5):355–361
Kocaefe D, Younsi R, Chaudry B, Kocaefe Y (2006) Modeling of heat and mass transfer during high temperature treatment of aspen. Wood Sci Technol 40(5):371–391
Liptakova E, Kudela J (1994) Analysis of the wood-wetting process. Holzforschung 48(2):139–144
Liptakova E, Kudela J, Bastl Z, Spirovova I (1995) Influence of mechanical surface-treatment of wood on the wetting process. Holzforschung 49(4):369–375
Liu ZM, Wang FH, Wang XM (2004) Surface structure and dynamic adhesive wettability of wheat straw. Wood Fiber Sci 36(2):239–249
Lu JZ, Wu QL (2006) Surface characterization of chemically modified wood: dynamic wettability. Wood Fiber Sci 38(3):497–511
Mantanis GI, Young RA (1997) Wetting of wood. Wood Sci Technol 31(5):339–353
Petrissans M, Gerardin P, El Bakali I, Serraj M (2003) Wettability of heat-treated wood. Holzforschung 57(3):301–307
Richter K, Feist WC, Knaebe MT (1995) The effect of surface-roughness on the performance of finishes. 1. Roughness characterization and stain performance. For Prod J 45(7–8):91–97
Rowell R, Lange S, Davis M (2000) Steam stabilization of aspen fiberboards. Proc of Fifth Pacific Rim Bio-based Composites Symp: 425–438
Scheikl M, Dunky M (1998) Measurement of dynamic and static contact angles on wood for the determination of its surface tension and the penetration of liquids into the wood surface. Holzforschung 52(1):89–94
Shi SQ, Gardner DJ (2001) Dynamic adhesive wettability of wood. Wood Fiber Sci 33(1):58–68
Sinn G, Gindl M, Reiterer A, Stanzl-Tschegg S (2004) Changes in the surface properties of wood due to sanding. Holzforschung 58(3):246–251
Stehr M, Gardner DJ, Walinder MEP (2001) Dynamic wettability of different machined wood surfaces. J Adhes 76(3):185–200
Wang G, Yu YL, Yu WJ (2007) Effects of temperature on the dynamic adhesive wettability of PF resin on bamboo surface. Beijing Linye Daxue Xuebao/Journal of Beijing Forestry University 29(3):149–153
Acknowledgements
The financial support of FQRNT, UQAC, FUQAC, Développement Économique Canada (DEC), Ministère du Développement Économique, de l’Innovation et de l’Exportation (MDEIE), Conférence Régionale des Élus du Saguenay-Lac-St-Jean (CRÉ) and the contributions of Alberta Research Council, Cégep de Saint-Félicien, FP Innovations, PCI Ind., Ohlin Thermotech, Kisis Technology, and Industries ISA are greatly appreciated.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Huang, X., Kocaefe, D., Boluk, Y. et al. Effect of surface preparation on the wettability of heat-treated jack pine wood surface by different liquids. Eur. J. Wood Prod. 70, 711–717 (2012). https://doi.org/10.1007/s00107-012-0605-z
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00107-012-0605-z