
Abstract
The need for nonconventional machining of carbon fibre reinforced plastics (CFRPs) has emerged due to several problems encountered during their conventional machining. Wire electrical discharge machining (WEDM) is a potential nonconventional machining process having the ability to produce delamination and damage-free features in CFRP laminate. But machining of CFRPs by means of WEDM is a challenging task due to their low electrical conductivity characteristic. The present work focuses on the feasibility study of machining of CFRP laminate by WEDM process. Sandwich assisting electrode method was applied to improve the machining performance of the chosen material. The influence of three input factors, namely, (i) pulse on time, (ii) pulse off time, and (iii) current on machining time has been investigated. The experiments were performed according to full factorial design by taking three levels of each input factor. It was found from the experimental results that the machining time increases marginally with an increase in the pulse on time at a lower level of current (current level of 2). However, the machining time is almost constant for a higher level of current (current level of 4 and 6). The results also showed that the machining time increases with pulse off time and decreases with the current.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
CFRP composites possess some superior properties, viz., (i) high strength, (ii) high stiffness, (iii) good toughness, (iv) good fatigue, creep, wear, and corrosion resistance, (v) low friction coefficient, and (vi) good dimensional stability [1]. Due to these properties, CFRPs are being extensively used in various applications like aerospace, commercial aircraft, sports items, automobile parts, robotic arms, bridges, chemical storage containers, tripods, golf clubs, fishing rods, etc. [2]. Recently, manufacturers have used CFRP up to 25% and 53% in two aircrafts, namely, (a) Airbus 380 and (b) A350 XWB, respectively. CFRP is extensively used to manufacture fuselage, wing, and empennage assemblies in these aircrafts. It is possible to achieve a stronger and stiffer structure with the application of CFRP in these aircrafts. Also, the overall weight of the aircraft is reduced due to the use of CFRP. This led to more efficiency in terms of fuel consumption [3]. While manufacturing different components from CFRP, it is necessary to perform machining operations in order to get the product with the required dimension and tolerances. Cutting is an important operation among all the machining operations to get the required size and shape of CFRP laminate. Damages like delamination, fibre breakage, fibre pull out, etc., frequently occur during conventional cutting of CFRP laminate by hack saw, power saw, milling, etc. These damages can be avoided by adopting nonconventional machining processes during cutting or trimming of CFRP laminate. WEDM is such a nonconventional machining process by which electrically conductive material can be cut with minimal surface damage. Another advantage of WEDM is that any intricate shapes which are difficult to achieve by conventional machining processes can be easily obtained by this process. CFRP consists of electrically conductive carbon fibre and nonconductive epoxy matrix. Therefore, it is quite challenging to machine CFRP by WEDM. A comparative study between laser cutting and WEDM process presented while cutting CFRP [4]. The important factors under consideration were cutting rate, edge quality, and damage to the workpiece. It was observed that the WEDM resulted in better cutting edge profile and better control of the process parameters for lesser damage to the workpiece. But it was not discussed how the spark is initiated during WEDM of CFRP laminate which has low electrical conductivity. Also, the material removal mechanism was not discussed thoroughly.
In the present work, sandwich assisting electrode is used to initiate the spark while performing WEDM on CFRP laminate. Also, the mechanism of material removal is discussed comprehensively. The cutting length is kept constant to 4 mm under each experimental trial to study the effects of input factors such as pulse on time, pulse off time, and current on the machining time.
2 Materials and Methods
2.1 Fabrication of CFRP Laminate
CFRP laminate was prepared using hand layup process. 3k plain weave carbon fibre mats were used as reinforcement and epoxy resin was used as matrix. A steel mould with a nut and bolt fastening mechanism was used to prepare the laminates. The fibre mat was placed over the lower mould plate after cutting to the required size. Epoxy (Lapox L12) in liquid form was then mixed properly with the recommended hardener (K6) in a weight ratio of 10:01. The mixture was uniformly distributed over the fibre mat. Then the second layer of fibre mat was placed over it. This process was repeated until the required number of fibre mats was incorporated. A hand roller was used to remove the trapped gas bubbles between the fibre mats and excess resin as well. Finally, the top mould plate was placed over the layup stack and pressure was applied. The whole setup was kept at room temperature for 24 h for curing. The thickness of 1 mm of the composite plate was achieved by maintaining a distance between the upper and lower mould with the help of nuts and bolts used for fastening the mould plates.
2.2 Experimental Work
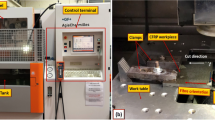
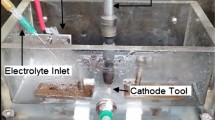
A WEDM (Model: DK7732C and Make: Concord Limited, Bangalore, India) setup was used to machine the CFRP laminates, as shown in Fig. 36.1. The schematic of machining operation is shown in Fig. 36.2.

Experimental setup

Schematic of cutting of CFRP laminate by means of WEDM
Based on the literature survey, three input factors, namely, (i) pulse on time, (ii) pulse off time, and (iii) input current were considered for the experimentation. For each factor, three levels were considered. The full factorial experimental design was carried out as shown in Table 36.1. A total of 27 experimental runs were carried out. The values of input parameters that were fixed during the experiments are listed in Table 36.2. CFRP laminate of 1 mm thickness was held between two metallic plates of the same thickness (2 mm) and then this arrangement was clamped in the WEDM table for cutting, as shown in Fig. 36.3. Figure 36.4 shows the CFRP specimen after machining by WEDM.

Experimental setup with the workpiece held by clamp for machining

CFRP specimen showing the length of cut
3 Results and Discussion
3.1 Mechanisms of Material Removal
In the present study, sandwich assisting electrode method was adopted in order to machine CFRP laminate by WEDM. The CFRP laminate was placed between two metallic plates while performing WEDM. CFRP consists of electrically conductive carbon fibre and nonconductive epoxy resin which makes it a heterogeneous material. It is quite difficult to initiate the spark generation during WEDM of CFRP laminate because of the presence of nonconductive epoxy resin over the surface of the composite laminate. Therefore, the approach of using metallic plates as sandwich assisting electrode was adopted so that the spark could be initiated efficiently in spite of the partial conductive nature of the CFRP laminate. The length of cut achieved after machining is shown in Fig. 36.4. The length of cut is kept constant to 4 mm during the experimentation at all parametric settings. The schematic of heat generation and material removal during WEDM of CFRP laminate is shown in Fig. 36.5. Initially, the spark is generated on the surface of the metallic plates due to their superior electrical conductivity. The initial sparking zone on the surface of the metallic plates (zone 1 and 2) where intense heat is generated is shown in Fig. 36.5. This heat then propagates throughout the thickness of the CFRP laminate. Finally, a sparking zone is developed on the surfaces of both metallic plates and laminate (zone 3), as shown in Fig. 36.5. Thus melting and evaporation of both the composite constituents and metallic plates take place which eventually removes some amount of material from the metallic plates and composite laminate. This process is continued until the required length of cut is achieved. The heat-affected zone (HAZ) is detected over the surface of the workpiece during machining, as shown in Fig. 36.5. The HAZ may be controlled by optimizing the amount of heat produced through proper selection of the level of input parameters. Also, the cooling effect produced by the dielectric during machining should be maximized in order to control the HAZ.

Mechanism of material removal in WEDM of CFRP
3.2 Effect of Input Factors on Machining Time
The machining performance of the CFRP laminates has been studied considering machining time as the output response. The variation of machining time with various input factors are represented graphically and comprehensively discussed. From the experimental analysis, it was observed that the machining time does not follow any specific trend with an increase in the pulse on time, as shown in Fig. 36.6. Generally, the net heat flux is increased when the pulse on time is increased due to longer spark duration. This eventually leads to a higher amount of material removal from the workpiece. In the present study, it can be observed that the machining time increases marginally with an increase in the pulse on time for current level of 2 in each level of pulse off time (15, 25, and 35 µs), as shown in Fig. 36.6. However, the machining time is almost constant for the current level of 4 and 6. Therefore, the influence of pulse on time on the material removal rate is not clearly understood at a higher level of current during WEDM of CFRP laminate. The variation in machining time with pulse off time is shown in Fig. 36.7. It can be observed from the figure that the machining time tends to increase with an increase in the pulse off time. The pulse off time is the time required for re-establishing the insulation in the working gap (gap between the wire electrode and workpiece) at the end of each discharge cycle [5]. There is no sparking during this period. Hence, machining will not occur during this period. Therefore, the machining time will increase when the level of pulse off time is increased. Thus the material removal rate will decrease with the higher level of pulse off time. It can be seen that the machining time is increased by 105.95% for the pulse off time of 35 µs as compared to pulse off time of 15 µs at the constant current level of 2 and pulse on time of 30 µs. The corresponding values at the current level of 4 and 6 are 78.94 and 69.38% at pulse on time of 30 µs. It can be observed in Fig. 36.8 that the machining time tends to decrease with the increase in current level in all instances. The total heat flux is increased with the increase in input current. The more amount of material is melted and removed due to this intense heat generation at a higher level of current making the machining process faster for a required length of cut. Therefore, machining time will decrease with increase in the current level while machining CFRP. The machining time is seen to be decreased by 52.02% for a current level of 6 as compared to current level 2 at a pulse off time of 35 µs and pulse on time of 30 µs. For pulse off time of 25 and 15 µs, the corresponding values are 49.63 and 41.66% at a pulse on time of 30 µs.

Variation in machining time with pulse on time at pulse off time of a 15 µs, b 25 µs, and c 35 µs

Variation in machining time with pulse off time at pulse on time of a 30 µs, b 40 µs, and c 50 µs

Variation in machining time with current level at pulse on time of a 30 µs, b 40 µs, and c 50 µs
4 Conclusions
It can be concluded from the present study that it is feasible to machine CFRP laminate by WEDM process. While performing WEDM of CFRP, metallic plates should be used as assisting electrodes to initiate the spark. Initially, intense heat is generated on the metallic plates and then this heat propagates to the CFRP laminate. This eventually creates an overall heat-affected zone and causes removal of material from the workpiece. It was observed that the machining time increases with the pulse on time for current level of 2 (lowest) in each level of pulse off time. But machining time is almost constant for other levels of current (level 4 and 6). Therefore, it can be concluded that the machining time does not follow any specific trend with an increase in the pulse on time at a higher level of current. It can also be concluded from the study that the machining time increases with an increase in the pulse off time. Whereas machining time was found to be decreased with input current. The machining time is decreased by 52.02, 49.63, and 41.66% for a current level of 6 as compared to the current level of 2 at pulse off time of 35, 25, and 15 µs for a constant pulse on time of 30 µs. However, further study is needed to optimize the different parameters affecting the machining performance while cutting CFRP laminate by WEDM.
References
Uhlmann, E., Sammler, F., Richarz, S., Heitmuller, F., Bilz, M.: Machining of carbon fibre reinforced plastics. Procedia CIRP 24, 19–24 (2014)
Habib, S., Okada, A., Ichii, S.: Effect of cutting direction on machining of carbon fibre reinforced plastic by electrical discharge machining process. Int. J. Mach. Mach. Mater. 13(4), 414–427 (2013)
El-Hofy, M.H., Soo, S.L., Aspinwall, D.K., Sim, W.M., Pearson, D., Harden, P.: Factors affecting workpiece surface integrity in slotting of CFRP. Procedia CIRP 19, 94–99 (2011)
Lau, W.S., Lee, W.B.: A comparison between EDM wire-cut and laser cutting of carbon fibre composite materials. Mater. Manuf. Processes. 6(2), 331–342 (1991)
Kumar, S., Choudhury, S.K.: Prediction of wear and surface roughness in electro-discharge diamond grinding. J. Mater. Process. Technol. 191(1–3), 206–209 (2007)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Dutta, H., Debnath, K., Sarma, D.K. (2020). A Study of Wire Electrical Discharge Machining of Carbon Fibre Reinforced Plastic. In: Shunmugam, M., Kanthababu, M. (eds) Advances in Unconventional Machining and Composites. Lecture Notes on Multidisciplinary Industrial Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-32-9471-4_36
Download citation
DOI: https://doi.org/10.1007/978-981-32-9471-4_36
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-32-9470-7
Online ISBN: 978-981-32-9471-4
eBook Packages: EngineeringEngineering (R0)