
Abstract
Measurement standards play a pivotal role in the scientific and industrial development of a country. The role of National Metrology Institute (NMI) is significant and crucial for realizing the national standards and disseminating the traceability to the entire country. The present chapter discusses the mandate of PMM of CSIR-NPL to establish, maintain, upgrade and disseminate the standards of mass, volume, density, viscosity; length, dimensions, angle, surface roughness and nanometrology. Mass and length are the fundamental physical quantities used since ancient times. This chapter discusses the past, present and future of mass, volume, density, viscosity; length, dimensional and nanometrology measurements at CSIR-NPL. The evolution of the SI units of mass and length in India from the historic times to present state of the art technology is discussed briefly. Participation in key comparison exercises by CSIR-NPL, potential services and future requirements are discussed in detail to serve the regional laboratories, industries and various stakeholders in the country. The mass and length parameters of PMM substantially contribute to the economic development of the country by providing traceability to strategic sectors, MSMEs, public and private sector undertakings, government organizations, regulatory bodies as well as the SAARC nations. The discussion is oriented towards describing the role of mass and length metrology for the inclusive industrial growth of the country as important PMM parameters.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others



7.1 Introduction
Mass and length are the fundamental parameters of PMM which play a very pivotal role in human endeavors. The establishment and maintenance standards of fundamental parameters are often carried out by NMIs. Thus, the role of NMI becomes very crucial not only to realize the national standards to the highest levels of accuracy and precision, but also to disseminate the traceability to the entire country. The mass and length measurements are required and performed in almost all the sectors and industries. Thus, the establishment of a strong national metrological and quality infrastructure is indispensable in economic growth and realizing the ambitions of becoming a 5 trillion economy and contributing towards the GDP of the country. This chapter describes the significance and relevance of mass and length metrology, established measurement standards and facilities, various services offered to different sectors, potential gaps and future perspectives in detail. The parameter-specific contributions and the various calibration and measurement capabilities of mass and length parameters, implications of redefinition of kilogram using Planck’s constant, measurement techniques applied for dimensional measurements and facilities for nanometrology are described in the succeeding sections of this chapter.
7.2 Mass, Volume, Density and Viscosity Metrology
7.2.1 Introduction and Historical Aspects
7.2.1.1 Mass
In day-to-day life, “mass” and “weight” are often used for same purpose, but by definitions and applications, both are different. The mass of a body is defined as the quantity of matter contained in the body. Although there are two types of masses, namely gravitational mass (universal law of gravitation) and inertial mass (Newton's law of motion), for all practical purposes gravitational and inertial masses are same and mass is constant at all the places. On the other hand, weight of a body is force of attraction toward center of the earth which is proportional to the mass of that body. Conceptually, “mass” should be measured in kilogram (kg) and “weight” in Newton (N), but in metrological applications, “mass” is defined as “(true) mass” and weight as “conventional mass”. Therefore, for both mass and weight, the SI unit is used as kilogram (kg).
A pictorial diagram is shown in Fig. 7.1 about realization of kilogram from French Revolution to modern era. Initially, it was defined by weight of 1 L of water at 0 °C in the year 1793, but in the year 1795, temperature was converted to 4 °C, since density of the water is maximum at 4 °C. In the same year, a brass prototype was made as provisional kilogram, since brass is a soft material. In year 1799, a prototype of the kilogram was made of platinum (kilogram of the archives), since platinum is noble metal. After signing metre convention in 1875, BIPM was formed. Although platinum is a noble metal, it is a soft metal too. In 1879, a number of prototypes of the kilogram were made of platinum-iridium alloy to increase hardness and long-term stability and best one was chosen as International Prototype of the Kilogram (IPK) and kept at BIPM. Till the year 2019, IPK served as primary standard of mass. During 2019, kilogram has been redefined in terms of physical constant of nature, i.e., Planck's constant, 6.62607015 × 10–34 m2 kg/s.

History of kilogram
7.2.1.2 Volume
Volume is the quantity of three-dimensional space occupied by a substance (solid, liquid or gas). The volume of a solid (whether regularly or irregularly shaped) can be determined by fluid displacement. Displacement of liquid can also be used to determine the volume of a gas, where the volume of a liquid can be determined using volumetric measures (content type or delivery type). However, the SI unit of volume is cubic meter (m3), but liter (symbol “L” or “l”) is used as a special unit for liquid which is equal to 0.001 m3.
7.2.1.3 Density
The density of a material is its mass per unit volume. An object made from a relatively dense material (e.g., iron, steel, etc.) will have less volume than an object of equal mass made from various less dense substance (e.g., water, petroleum ether, etc.). The density of a material varies with temperature and pressure. This variation is small for solids and liquids but much larger for gases. In some particular applications (for concentration of solutions), “specific gravity” is commonly used instead of density. Specific gravity is the ratio of the density of a material to the density of water. The SI unit of density is kilogram per cubic meter (kg/m3).
7.2.1.4 Viscosity
The viscosity of a fluid is a measure of its resistance to flow. It describes the internal friction of a moving fluid. A fluid with large viscosity resists motion because its molecular structure gives it a lot of internal friction. On the other hand, a fluid with low viscosity flows easily because its molecular structure results in very little friction when it is in motion. For example, honey or syrup has a higher viscosity than water. Gases also have viscosity, although it is a little harder to notice it in ordinary circumstances.
The SI unit of kinematic viscosity is millimeter square per second (mm2/s), and SI unit of dynamic viscosity is milli-Pascal second (mPa s).
7.2.2 Significance, Applications and Relevance in Different Sectors
7.2.2.1 Significance
Together with length and time, mass was probably one of the first physical quantities that human attempted to measure. Mass, a property of all matter, is unique in the sense that the concept is generally deduced from the motion of a body under the influence of an applied force. The mass of one object with respect to another is deduced from a comparison of the gravitational forces acting on the two objects. Mass has a longer history in trade and commerce than it has in research.
Volume is a quantity derived from the length unit; however, it is inseparably coupled with mass. The largest numbers of volume measurements are associated with determining the amount of liquid which is “contained” in, or can be “delivered” from, a variety of appropriate vessels, i.e., pipettes, burettes, flasks, metal containers or capacity measures, volumetric tanks, etc. When the container design is such that it can be weighed in the filled condition, the containment volume is determined by gravimetric methods. The container is first weighed in an empty condition and then filled to an appropriate level with a liquid of known density and reweighed. The volume of the liquid, determined from the definition of density, is assumed to be the volume of the container.
7.2.2.2 Applications and Relevance in Different Sectors
The nature of the services provided and the role of the mass, volume, density and viscosity parameters include support to the nation and a continuing effort to improve the efficiency of measurement. As per the requirement of quality system, it is assured that the reported results are adequate for the intended purpose. CSIR-NPL provides traceability and apex level test/calibration services for mass, volume, density and viscosity parameters to various sectors which includes Legal Metrology Department, ISRO, DAE, STQC, Heavy Alloy Penetrator Project (HAPP) under Ministry of Defence, DRDO, Indian Railway, Air India, Delhi Jal Board, Indian Oil Corporation, CPCB, BHEL, pharmaceutical industries, manufacturing industries, NABL accredited laboratories, etc.
The services provided by CSIR-NPL in these parameters have direct benefits to society, strategic sectors, etc. A few of them are highlighted as below:
-
i.
Department of Consumer Affairs (Legal Metrology): As per Legal Metrology Act, 2009, and subsequent Legal Metrology (national standards) Rules, 2011, CSIR-NPL is custodian of “national standard” of mass, i.e., National Prototype of the Kilogram copy no. 57 (NPK-57). It disseminates value of NPK-57 to the Regional Reference Standard Laboratories (RRSLs) under the Department of Consumer Affairs (Legal Metrology) every three years to maintain the weights and measures system of the country. Only CSIR-NPL can provide this service as per rules.
-
ii.
Pharmaceutical industries: Weights which are used as standards for making drugs and medicines are calibrated against CSIR-NPL mass standards.
-
iii.
HAPP under Ministry of Defence: Density of heavy alloy rod is provided and this rod is used to verify the strength of weapons used in Defence.
-
iv.
Delhi Jal Board: Dynamic viscosities of polyaluminium chloride (PAC) samples are provided and these samples are used for purification of water.
-
v.
Milk industries: CSIR-NPL calibrated lactometers are used by the milk industries to check the purity of the milk by measuring its specific gravity.
-
vi.
Sugar industries/petroleum industries: CSIR-NPL calibrated hydrometers are used to check the purity of petroleum product/sugar content.
-
vii.
Paint industries: Ford cup calibrated by CSIR-NPL is used by paint industries for measuring the viscosity of paint which is used for surface protection of machinery parts.
-
viii.
NABL accredited laboratories: Equipment used as standards by the NABL accredited laboratories in the areas of mass and related parameters are traceable to “national standard” of mass maintained at CSIR-NPL as NMI.
7.2.3 Facilities and Global Status
7.2.3.1 Measurement Standards, Techniques and Facilities
7.2.3.1.1 Measurement Standards [1]
At the apex level, copies of International Prototype of the Kilogram (IPK) were given to different National Metrology Institutes (NMIs) who are member of Metre Convention. These are known as National Prototype of the Kilogram (NPK). India is having copy number 57 (NPK-57) which is kept at CSIR-National Physical Laboratory. NPK-57 serves as national standard of mass in India which is directly traceable to IPK with standard uncertainty of 11 × 10–9 kg at k = 1 (after redefinition of kilogram). It has undergone for periodic calibration in 1985, 1992, 2002 and 2012 so far at the BIPM. In CSIR-NPL, there are four 1 kg transfer standards which are periodically calibrated against the NPK-57 once in three years. Out of these four standards, two are made of stainless steel and other two are of nickel–chromium alloy.
The working standards are a set of stainless steel or nickel–chromium or brass weights in multiple or sub-multiple of 1 kg ranges from 20 kg to 1 mg. The working standards are calibrated once in two years or every year against transfer standards. These are used to calibrate the Reference Standard Weights of the Legal Metrology and for routine calibration.
The mass value of NPK-57 is disseminated to CSIR-NPL mass standards from 1 mg to 2000 kg, solid density standards and other derived parameters like pressure, vacuum, force, torque, hardness, ultrasonic, fluid flow, etc. Not only physical parameters, chemical parameters are also traceable to the mass standards.
Mass value of NPK-57 is also disseminated to the customers through calibration of weights of different accuracy classes as per OIML R111-1 standard received from them. This documentary standard contains technical (e.g., principal physical characteristics) and metrological requirements of weights used as standards for the calibration of weights and weighing instruments. As per this standard, weights with nominal values from 1 mg to 5,000 kg are classified in nine accuracy classes, i.e., E1, E2, F1, F2, M1, M1-2, M2, M2-3 and M3. The reference weight should generally be of a higher accuracy class than that of test weight. However, for calibration of E1 class weights, the reference weight should have similar or better metrological characteristics (magnetic properties, surface roughness, etc.) than the test weight. Under normal conditions of use, the surface conditions shall be such that any alteration of the mass of the weights is negligible with respect to the maximum permissible error.
7.2.3.1.2 Measurement Techniques
There are two methods each to establish the standards of mass, volume, density and viscosity. First method is primary method used to establish standards or to determine parameters at highest level of accuracy and precision and second method is used for dissemination of the standards. Brief descriptions of these methods are given below.
7.2.3.1.2.1 Mass
Subdivision (Multiplication) Method [2,3,4,5,]
BIPM has provided only one mass standard of nominal value of 1 kg which is not enough to fulfill all the requirements of day-to-day lives. We need various mass standards with other nominal values from milligrams to kilograms, even in tons (1 t = 1000 kg). To establish values of nominal masses (unknown) other than 1 kg, substitution method is not suitable, since nominal values are different from each other. A special method needs to be followed which is called the subdivision method. In this method, a number of weights are combined together to make same nominal value and compare each combination. There are total 12 combinations of different nominal values. Applying principle of least squares, these 12 equations are converted into five linear equations to determine the mass value and associated uncertainty of each unknown weight.
For submultiples of 1 kg, typical weighing combinations for a set of masses of 500, 200, *200, 100, *100 g are followed against 1 kg standard for Decade I as shown in Fig. 7.2. In Decade II (combinations for a set of masses of 50, 20, *20, 10, *10 g), one of the 100 g masses is used as standard, and likewise, masses of all the weights are determined up to 1 mg. Same procedure is followed for multiples of 1 kg.

Dissemination of mass standards using subdivision method
Substitution Method
In substitution method, calibration of a weight is carried out by comparing it against a reference weight (RW) of known mass whose nominal mass is equal to that of the test weight (TW). The comparison is done on a suitable weighing instrument. The indications of the weighing instrument are used only for calculating difference between the RW and TW. The comparison of two weights is always carried using ABBA or ABA or AB1 … BnA (n ≤ 5) weighing cycle to eliminate linear drift.
7.2.3.1.2.2 Volume
Gravimetric Method
For precision determination of capacity of volumetric instruments, the gravimetric method is used. In this method, capacity is determined by weighing the quantity of distilled water that the measure contains or delivers at the temperature of the liquid and applying a correction to convert the weight of water to volume at the reference temperature (in India, reference temperature is 27 °C).
Volumetric Method
When a large number of vessels or volumetric instruments of very high capacities are required to be calibrated, a relative method is used. In this method, the capacity of the instrument under test is compared with that of the standard volumetric instrument of known capacity. Volumetric method is applicable where high degree of accuracy is not required.
7.2.3.1.2.3 Density
Hydrostatic Weighing Method (Cuckow’s Method) [6, 7]
Hydrostatic weighing method (Cuckow’s method) is the primary method for establishing traceability of reference hydrometers. In this method, apparent masses of a hydrometer are measured in air and in liquid, at desired stem scale point, using a balance by applying Archimedes’ principle. In case of lower range of hydrometers, a sinker of known mass and volume is used. Silicon sphere is used as primary solid density standard which is traceable to mass standards and length standards (for volume) for determining density (mass/volume). The advantages of selection of silicon as primary standard are low density (very close to liquid density) and low thermal expansion coefficient; hence, air buoyancy correction is minimal. Liquid is selected as per desired stem scale point and density of that liquid is determined using silicon sphere. Once density of liquid is established, it is used to establish traceability of reference hydrometers.
Comparison Method
This method is easier and most commonly used for calibration of hydrometers received from customers. Calibration of a hydrometer is done using reference hydrometer whose scale errors are precisely known. The hydrometer to be calibrated is floated in liquid of appropriate density which is adjusted in such a way that the level of liquid surface intersects the graduation under examination.
7.2.3.1.2.4 Viscosity
Step-up Method
Distilled water is used as primary standard and kinematic viscosity of water is used to establish standard viscometers and standard viscosity oils through the step-up method. First, two master viscometers, having calibration constants in the range of (0.001–0.003) mm2/s2, are calibrated with water at 20 °C. The kinematic viscosities of two standard oils are measured at 40 °C in these two master viscometers. Corrections are made for buoyancy, temperature and surface tension, wherever applicable. Then two master viscometers, with calibration constants of 0.003 mm2/s2–0.009 mm2/s2, are calibrated at 40 °C with the two standard oils, and their calibration factors are calculated at standard conditions for water at 20 °C. Similarly, next series of master viscometers and standard viscosity oils are calibrated at 40 °C using the results of two master viscometers and two standard oils. Steps between successive calibration constants or viscosities increase by a factor of three or less until the desired viscosity range is covered. Oils are calibrated at other temperatures using the average result from at least two master viscometers.
Comparison Method
This method is used to calibrate viscometers received from customers using master viscometer of same/similar constant that has been calibrated by the step-up method. In this case, viscosity oils may be used as a medium only. However, test viscometers may also be calibrated using viscosity oil as a standard with known viscosity determined by the step-up method. Similar way, viscosity of oil may be determined using master viscometer of known constant.
7.2.3.1.2.5 Unique Facilities
CSIR-NPL has adequate facilities to establish and maintain “national standard” as well as to provide apex level services to the nation. A list of equipment is given in Table 7.1.
Few state-of-the-art facilities available at CSIR-NPL are at par to the facilities of leading NMIs.
Vacuum mass comparator (Fig. 7.3) is a unique and state-of-the-art facility that serves both the fundamental research and highly accurate measurement in mass. The computer-operated electronic vacuum mass comparator features a vacuum chamber and a load alternator with eight positions for holding masses as well as spheres (used as primary standards of density) and is capable of comparing mass against each other with highest accuracy. 1 kg vacuum mass comparator will be used to experimentally determine the air density by comparison weighing of buoyancy artifacts in air and vacuum.
A 1 kg mass comparator (Fig. 7.4) is also a unique and state-of-the-art facility in India, and it is used for highly accurate measurement in mass. The computer-operated electronic mass comparator features a load alternator with four positions for holding masses for comparing three masses against one. This comparator is suitable for comparing combination of masses up to 100 g using special designed plates as per weighing design of sub-division method. This is also used for calibration of weights of OIML E1 class.
These mass comparators (vacuum and 1 kg) are designed to disseminate the mass value of national standard (NPK-57) and establish mass standards of sub-multiple of 1 kg. Special features of the comparator include electric weighing range to mitigate linearity error and self-centering to eliminate/mitigate eccentricity error.
A 50 kg mass comparator (Fig. 7.5) is an automatic mass comparator which is based on computer operation and has four positions for weight alternator. It has a modern and fast weighing system. Independent draft shields protect from air current effect. The self-centric mechanism reduces the eccentric load errors.
The special features of the mass comparators are electric weighing range to mitigate linearity error and self-centering to eliminate/mitigate eccentricity error.
Robotic mass comparator is the latest and most advanced facility addition in the CSIR-NPL. The comparator has recently been procured and is presently under installation and testing. As soon as the satisfactory results are obtained, the comparator will be dedicated to the national services.

Vacuum mass comparator

A 1 kg mass comparator

A 50 kg mass comparator
7.2.3.2 Calibration and Measurement Capabilities
CSIR-NPL has successfully gone through the International Peer Review in 2004 and 2008, and presently, 27 CMCs related to mass, volume, density and viscosity are available in KCDB in BIPM Web site. All the CMCs are shown in Table 7.2 for ready reference.
7.2.3.3 Participation in International Key Comparisons
As per CIPM MRA, it is a mandatory requirement for any NMI to participate in the international intercomparisons at regular interval for proving technical competence. CSIR-NPL has participated in a number of intercomparisons on mass, volume, density and viscosity parameters. The list of these comparisons is shown in Table 7.3. The other comparisons are in pipelines.
7.2.3.4 Potential Services for Future Requirements
For last couple of decades, India has been moving toward economic reform through industrialization by transforming from primarily agricultural to manufacturing of goods, from individual manual labor to mass production by modern machine, and craftsmen are replaced by assembly lines. Conventional measurement instruments (glass hydrometers, glass viscometers, etc.) are gradually being replaced by digital equipment (digital density meter, digital rotational viscometer, rheometers, etc.). Although these equipments are convenient to use, yet they have limited usage owing to high price. In near future, demand of calibration/testing is to be increased, but calibration/testing of these equipments is not possible using old technologies and following conventional method. Sophisticated technologies with advanced setup are required for calibration/testing of these equipments.
Another area where industries (petroleum, oil, etc.) are seeking support from NMI is volume measurement of overhead/underground storage tanks. It is not possible to measure them using conventional gravimetric method. To fulfill the requirements of the industries, special instrument like surveying total stations and their accessories for mapping the interior of a tank is required.
7.2.3.5 A Decade of Clients and Services
7.2.3.5.1 Calibration and Testing
CSIR-NPL is providing calibration services of mass, volume, density and viscosity parameters to various customers such as Legal Metrology Department, ISRO, DAE, STQC, Heavy Alloy Penetrator Project (HAPP) under Ministry of Defence, DRDO, Indian Railway, Air India, Delhi Jal Board, Indian Oil Corporation, CPCB, etc. During last 10 years, more than 1500 calibration reports were issued from these calibration services. The sector-wise customer distribution for these parameters is represented by pie chart shown in Fig. 7.6.

Sector-wise customer distribution of mass, volume, density and viscosity metrology
7.2.3.5.2 Consultancy and Technical Services
It is possible to formulate both the problems associated with precise mass measurement and the suggestions for those with practical mass measurement problems in such a manner as to attract the interest of the scientific community and industry. There are few industries which are working with heavy capacity balances for specialized work. In such cases, consultancy service is provided to the customers who include calibration of heavy capacity balances along with technical suggestions related to precise measurements essential for maintaining uncertainty to its lowest.
7.2.3.5.3 Training and Academic Services
Several trainings are organized during the year for industry people to make them aware of metrology and quality system. Emphasis is given to them regarding mass and its related parameter measurements. Sometimes, special request is received from industry for specific kind of training which may not be in our plan. Such training is also conducted to benefit our customers. CSIR-NPL has also organized training programs for SAARC countries in association with PTB, Germany. In recent past, countries like Nepal, Bhutan, Sri Lanka, Bangladesh, Afghanistan, etc. have participated in such training programs. In the present scenario, country requires trained manpower which will improve the quality infrastructure of the nation. Continuous effort is being laid in this direction, and Precision Measurement and Quality Control course was launched where students are trained in almost all the parameters including quality system. This kind of program leads to continuous inflow of trained manpower in industries which will in turn improve overall countries measurement capabilities. During last 10 years, about 300 personnel were trained for mass, volume, density and viscosity parameters (Fig. 7.7).

Training provided to the participants from industry, legal metrology and abroad
7.2.3.5.4 Technology Development and Commercialization
Till 20th May, 2019, out of seven SI base units, “kilogram” was the only SI base unit that was based on an artifact (mass value of IPK). In 26th CGPM meeting in November 2018, all the member states unanimously agreed to redefine kilogram based on physical constant (Planck’s constant) with replacement of IPK.
Few NMIs have already developed “Kibble balance” to redefine kilogram through “Planck’s constant”. In CSIR-NPL also, after successful demonstration of “Kibble balance” of 1 g, efforts are going on towards development of “Kibble balance” of 1 kg.
CSIR-NPL needs both financial and administrative support for developing “Kibble balance” of 1 kg to establish primary standard of mass. It is one of the prestigious projects of national pride in metrology.
7.2.3.6 Major Documentary Standards, Guides and SOPs
The major documentary standards, guides and SOPs used in mass, volume, density and viscosity metrology are given in Table 7.4.
7.2.4 Possible Gaps and Suggestions for Their Redressal
CSIR-NPL is supporting industries on mass, volume, density and viscosity on an ongoing basis, but still there are a number of areas or range related to mass where there is a need for facility creation or improvement to fulfill requirements of industries. In some areas, enhancement/improvement in CMCs is required. For example, some of the accredited laboratories are taking traceability of E1 class weights from other NMIs because of demand of very fine uncertainty (in milligram range) from laboratories, and existing facilities of CSIR-NPL are not adequate to achieve the goal. CSIR-NPL has received robotic mass comparator which is presently under installation and establishing traceability. After achieving desired CMCs, services will be at par to the other NMIs in this range.
Similarly, capacity of the weighing range is also needed to be enhanced to fulfill the requirements of heavy industries.
7.3 Length, Dimension and Nanometrology
7.3.1 Introduction and Historical Aspects
Length measurement has been an indispensable part of human life since ancient to modern era. Length is the most revered measurement in all walks of life. Early length measuring methods were based on the use of human body parts like length and width of fingers, thumbs, hands, hand spans, cubits and body spans which seemed to have been popular choices [9,10,11,12,13,14,]. CSIR-NPL, right from the beginning, had a mandate to maintain the standards of physical measurements and provide testing evaluation services. The standards maintained at CSIR-NPL are periodically compared with BIPM and other leading NMIs for international equivalence [15]. In this section of the chapter, an attempt has been made to discuss the brief history and advancements in length and dimensional measurement methods at CSIR-NPL.
It covers the evolution of SI unit of length through its definitions from the international prototype metre bar to the definition based on fundamental constant, i.e., speed of light in vacuum and the efforts being made at CSIR-NPL. The testing services at CSIR-NPL were started during 1953 under its weights and measure division. The International Prototype Metre (IPM) was set up about 1960s to realize SI meter and dissemination of traceability to this meter was initiated. A number of dimensional measuring standards, instruments like Hilger gauge block interferometer, universal measuring machine, transverse comparator, 4m longitudinal comparator, profile projector, Talysurf, sets of standard slip gauges and length bars, line standards of length, instruments for measurements of screw threads, roundness, angle, surface flatness, and angle standards, polygons, autocollimators, levels, etc. were received through American aid program and bringing India at par with other international NMIs [16]. With this, a very active work in dissemination of traceability started. As the definition of meter changed to the one based on Kr Lamp, CSIR-NPL also got its Kr Lamp to realize SI unit meter. At the same time, Dr. D. Sen at CSIR-NPL developed measurement techniques based on interferometers [17] which got acclaimed national and international appreciations.
CSIR-NPL also carried out developmental work for frequency stabilization of lasers and established iodine (127I2) frequency stabilized lasers indigenously by 1978 [18]. In year 1981, CSIR-NPL participated in the first international intercomparison of iodine frequency stabilized He–Ne lasers. It became one of the very few NMIs who were recognized to have capability to develop primary laser at that time. The definition of meter further changed in 1983 and BIPM recommended ways to realize this definition. CSIR-NPL was already prepared to realize it through its primary laser. During this period, worldwide efforts were going on to link optical frequency standard to the frequency standard used for time. For this, a number of laser workings at different wavelengths were being frequency stabilized.
As a continued and focused efforts, CSIR-NPL established cooperation with VNIIM Russia in the mid-1980s under International Long-Term Program (ILTP) of DST and CSIR-NPL scientists worked in VNIIM on methane stabilized laser which was later established at NPL India. At the same time, Indian industry had advanced quite a lot. There were plants of automobile manufacturers, heavy industries, laser machined parts, etc. that were grappling for traceability with better accuracy and for diversified parts/machine. Therefore, a major upgradation took place in 1989 under NPL-PTB cooperation, with aid from German Government. Many modern dimensional metrology equipments were donated to CSIR-NPL, and these included a robust iodine stabilized He–Ne laser, laser interferometer, coordinate measuring machine (CMM), electronic autocollimator, etc. [15].
With signing of CIPM MRA in 1999, the metrology activities of CSIR-NPL started efforts for implementing ISO/IEC 17025 standard. It developed the necessary documentation, including calibration strategy procedures, all required documentation for quality management system and record of all intercomparison for equivalence of measurement, and got a boost in terms of infrastructure, mainly for laboratories with better environment control and added some modern facilities. A major work was carrying out for the error analysis and calculating the uncertainty in measurements as per new ISO guidelines. With this, CSIR-NPL successfully conducted peer review and its CMCs were approved for publication in KCDB of BIPM in 2004 [8].
With emerging area of nano-science and nano-technology, CSIR-NPL undertook a project on generic development of nanometrology for establishment of facilities for nano-dimensional measurements. The peer review of laser frequency and dimension metrology CMCs took place again, and CMCs were approved in 2011. Today, CSIR-NPL holds two CMCs in laser frequency and 42 in dimension metrology.
An automatic flatness interferometer was added in 2008–09. The modernization of CMM and form measurement facilities were taken up during 2010–14. CSIR-NPL established a facility vision probe on CMM and has initiated calibration of portable CMM recently and is planning to set up a roughness and contour measurement facility and frequency comb in future.
Thus, it has been a journey of CSIR-NPL moving from material artifact to quantum standards. In addition to upgradation of standard and dissemination of traceability, CSIR-NPL has been helping Indian industries and accredited laboratories through training and consultancy. It has contributed to strengthen the NQI for length and dimension measurements by providing expertise, human resource development, writing technical guidance documents for standardization, accreditation and legal metrology.
7.3.2 Significance, Applications and Relevance in Different Sectors
Measurement is the most fundamental concept of science and technology that leads to innovations. The entire life cycle of a product is underpinned by accurate and precise dimensional measurements carried out for defining size, shape, form and to optimize the friction and wear. These measurements of lengths and angles as well as geometrical properties such as flatness, roundness and straightness are used by almost all sectors in one form or the other as these are vital in monitoring and controlling the variations inherent within any research, design, development and manufacturing process. This ranges from the tiniest tracks on computer chips present in any smartphone or television, up to the size and form of wings of airplanes and wind turbines. With rapid industrialization and liberalization, there is an obligation to the industries, to meet the global standards, and this requires control of measuring instruments.
Major user sectors of CSIR-NPL’s traceability to laser, interferometers and other dimensional measurements are shown in Fig. 7.8. The list of customers includes Maruti Udyog, Tata Motors, BHEL, HAL, DEAL, DRDO, etc. who get their instruments calibrated at CSIR-NPL. So, in broad sense, it is said that the length and dimension metrology services provided by CSIR-NPL have wider applications in industry, railways, avionics, defense, MSME, various other manufacturing processes and conformity assessment bodies.

Even a diminished negligence in dimensional measurements can cause catastrophic consequences in case of automobile and avionics industry. Currently, 75% of the components used by any manufacturer are produced by other industries; thus, it becomes essential to define and communicate the acceptance criteria in terms of dimensional characteristics to avoid rejections. A car or airplane undergoes hundreds of tests by calibrated instruments. Leading manufacturers deploy resources at design stage, and the analysis of measurement data is integrated with the production system, if needed real-time changes can be made whenever required. Design and manufacturing of wind turbines, aerodynamics of wings in a plane, parts of small wristwatch, dimensions of semiconductor chips, railway lines, smoothness of mobile phone screen, computers, TVs, robots, robotic assembly lines, etc. can be controlled to minimize losses due to rejection by accurate and precise dimensional measurements.
7.3.3 SI Unit “Metre” and Its Realization
In year 1793, metre had its origin as the unit of length to be 10–7 part of the earth’s quadrant. Based on this several platinum-iridium (Pt-Ir), bars were embarked with two marks and the distance between these two marks was defined as the meter. This definition of meter was adopted till 1960, and later, it was defined in terms of wavelength of Kr radiation. With the discovery of lasers by Theodore Maiman in 1960, the development of the Michelson interferometer combined the ability to measure atomic wavelengths with higher accuracy and reproducibility took place. In year 1983, the SI unit of meter was redefined as “The meter is the length of path travelled by light in vacuum during the interval of 1/299 792 458 of a second” [19,20,21,22,23,24,25,26,27,28,].
A brief progress in definition of meter is briefed in Fig. 7.8. At the time of adoption of modern definition of meter by the 17th CGPM, the CIPM drew up recommendations for practical realization of the definition. These have formerly been referred to as mise en pratique (MeP) of the definition of meter. In response to this invitation, CIPM adopted Recommendation 1 (CI-1983) (MeP) of the definition of meter (1997–2007) for realization of unit meter by means of length l of the path traveled by light in vacuum in a time t and using speed of light in vacuum c0 = 299 792 458 ms−1; by means of the λ of light in vacuum whose frequency f is obtained from measured value or stated values in the list of recommended radiations given by MEP [26,27,28,].
In this way, a laboratory standard of known frequency can be constructed using the specifications and operating conditions provided by the BIPM. These descriptions also indicate the error associated with this method of realization. CIPM gave a list of recommended radiations with assigned frequencies, wavelengths and uncertainties. CSIR-NPL has iodine stabilized He–Ne laser operating at 633 nm, which is used for the practical realization of SI unit “meter” and for calibration of commercial laser heads to be used with laser interferometers.
The iodine stabilized He–Ne laser at CSIR-NPL operates on 474.6 THz hyperfine components of iodine with a relative standard uncertainty ur of ±2.5 × 10–11. In this primary laser, an iodine molecular cell is installed in the laser cavity to utilize the hyperfine lines of the R (127) 11–5 transition in 127I2 for stabilizing the laser frequency [17,18,19,20,]. This iodine stabilized He–Ne laser in use at CSIR-NPL is a commercially available one and was installed in October 2003. This laser ensures full compliance with CIPM 92 recommendations.
The definition of meter as revised in 2019 [29] is already included in Chapter 2 of this book. The MeP-2019 [29] recommendation includes primary methods for the practical realization of the definition of the meter and it stipulates.
The fundamental equation underlying the definition of the meter is a direct relationship between a length, a time interval and the speed of light:
In which c is the fixed value for the speed of light in vacuum, c = 299,792,458 ms–1, and Δt is the traveling time of the light along a geometrical path, of gap between length and l. Realization of the length unit, at a primary level, is thus linked to measurement of light traveling time; this may be achieved directly with high relative accuracy for long ranges (e.g., lunar ranging), but at typical macroscale ranges, indirect traveling time measurement offers better accuracy (due to the challenge of measuring a very short time interval). The MeP-2019 gives the primary method and also the secondary methods for realization.
7.3.3.1 Primary Methods
The definition of the meter can be realized in practice by one of the following primary methods.
7.3.3.1.1 Direct Measurement of Light Traveling Time (Time of Flight Measurement)
The direct measurement of the traveling time of light requires some form of modulation of the light in order to generate fiducial features used for the timing process. Any kind of modulation, even applied to monochromatic light, generates a superposition of light waves forming a wave packet. The path length of propagation of such a wave packet, e.g., of a laser pulse, can be determined as shown in Fig. 7.9. A light pulse is split into two parts so that two pulses are generated, one of which travels a short reference pathway and the other which travels the measurement pathway. The reflectors in both pathways are arranged such that the light is retro-reflected. After second passage through the beam splitter, the light pulse originating from the reference pathway first hits a light detector which sets a first trigger at a defined threshold, defining a reference point in time. A second trigger is generated by the delayed light pulse originating from the measurement pathway. The two pulses must be clearly separated in time. Measurement of the time delay Δt between both the detector signals allows determination of the length difference, Δz, between measurement and reference pathways, which represents the length, l:

Primary realization of the length by direct measurement of time delay between light-wave packets traveling pathways of different lengths before reaching a detector. The green curves inside the wave packets indicate the average light intensity that is sensed by the detector
In which cg is the group velocity of the wave packet. While under vacuum conditions cg is identical to c, under the influence of the atmosphere cg is obtained from cg = c/ng, in which ng is the group refractive index of air [29]. Such measurement is possible to apply for long distances such as the distance from the earth to the moon.
7.3.3.1.2 Indirect Measurement of Light Traveling Time (Optical Interferometry)
As per MeP 2019, for the realization of lengths below a few meters, but also for the most accurate realization of length in general, interferometric techniques are preferable. Optical interferometry is a measurement method based on the superposition (interference) of light as shown in Fig. 7.10.

Primary realization of the length unit by interferometry, i.e., by indirect measurement of the time delay between monochromatic light-wave traveling pathways of different lengths before reaching a detector. The interference contrast = 2 is related to the ratio of the individual intensities a = I1/I2
The incident light is split and made to travel in two paths: The length of the reference pathway is assumed to be unchanged, while the length of the measurement pathway is assumed to be variable. The path length difference Δz is then strictly related to the phase difference \(\Delta \phi\) [28].
Knowledge of the frequency of the light, f, is an essential requirement for the realization of the unit of length. It provides the scaling factor between a measured phase difference and the length that is realized by interferometry. Often, the value of the “vacuum wavelength”, which describes the distance between the wavefronts in vacuum under idealized conditions (λ0 = c/f), is stated instead of the frequency [28]. For highest demands on the accuracy of the light frequency, a light source can be synchronized to the primary frequency standards by an appropriate technique. As an alternative to direct measurement of frequency or vacuum wavelength, CIPM list of recommended frequency standard values is used which also contains specifications relating to each frequency standard which are displayed after selecting a particular frequency [28]. CSIR-NPL uses iodine frequency stabilized laser as described in Sect. 7.3.4.1.
7.3.3.2 Secondary Methods of Realizing the Meter for Dimensional Nanometrology
The methods described above are convenient for implementation at larger scales. In case of dimensional nanometrology, the limitations arise due to fringe sub-division and periodic non-linearities in visible-wavelength interferometry. In view of the demand for nanometrology and future predictions for semiconductor industry, etc., nanometer or sub-nanometer scale measurements need to be traceable to SI. MeP 2019 makes a provision for secondary realizations, which was not there in earlier MeP. Agreed CODATA value of the Silicon Si {220} lattice spacing d220 = 192.015 571 4 × 10–12 m, with a standard uncertainty of ±0.000 003 2 × 10–12 m, (i.e., Δd/d = 1.67 × 10–8) at a temperature of 22.5 °C in vacuum could be used. This value is for an ideal single crystal of natural-isotopically undoped silicon that is free of impurities and imperfections. The value will change with impurities and defects. An alternative approach for determining the lattice spacing is to use a lattice comparator, to compare silicon with unknown impurity concentration with a piece of silicon whose lattice spacing is known [29]. There are several examples of how a traceability pathway through the silicon lattice spacing is relevant for dimensional nanometrology. Three of these, namely X-ray interferometry for displacement metrology; calibration of TEM magnification; and step height standards based on the silicon lattice, are noted by MEP 2019.
CSIR-NPL practically realizes the SI unit “meter” and disseminates it across the country. The traceability using iodine stabilized laser maintained at CSIR-NPL is depicted in Fig. 7.11. For traceability to most of the items, an interferometer (indirect measurement of time technique) is the first link.

Traceability chart for dissemination of SI unit meter and angle
7.3.4 Facilities and Global Status
7.3.4.1 Measurement Standards and Facilities
CSIR-NPL realizes SI meter and is equipped with state-of-the-art instruments to disseminate to SI unit meter. These are described below.
7.3.4.1.1 An Iodine Stabilized He–Ne Laser
The primary optical frequency standard is a state-of-the-art facility for realization and dissemination of meter in CSIR-NPL, as shown in Fig. 7.12. Such lasers have been in use at CSIR-NPL since 1978. The present modern standard laser used for the calibration of laser frequencies was established in 2003. The intercomparisons were participated as early as in year 1981, and recent intercomparison participated was in year 2014. The laser meets the conditions prescribed by MeP-1992, and it can be locked to any hyperfine features of iodine frequencies. These frequencies were measured w.r.t frequency combs at BIPM in 2005 during intercomparison. CSIR-NPL has capability to calibrate other such primary lasers’ frequency with CMC of relative expanded uncertainty 4.2 × 10–11 at k = 2. The traceability is disseminated to laser transducers and laser interferometers by calibration of laser frequency with CMC of relative expanded uncertainty 1 × 10–9 (k = 2).

Iodine stabilized He–Ne laser
7.3.4.1.2 Facilities for Dimension Measurements
The facilities for dimensional measurements are given in Table 7.5.
7.3.4.1.3 Facilities for Nanometrology
Nanometrology is the science of measurement at nano-scale level. Its importance has increased many folds as the existing methods of measurement do not hold well at nano-scale. The new technologies enabled by nanometrology go well beyond what is possible with conventional metrology. Also, the demand for highly accurate results with low uncertainty is important in these low level measurements. It is necessary to establish the highly sensitive tools with traceability for probing and characterizing nano-materials and nano-devices. Such tools are being established at various R&D organizations in India. However, there is a need to establish facilities for providing traceability to these tools. To achieve this, CSIR-NPL undertook project funded by Department of Information and Technology (DIT), now renamed as MeitY, and first step has been initiated by establishing metrology AFM and a 3D optical profiler for step height, line spacing and roughness measurements. Figure 7.13 shows a measurement carried out at NPL for a 9 nm (nominal value) step height measurements. CSIR-NPL has piloted and participated intercomparison for step heights 9 nm to 10 µm successfully.

Step height artifact
7.3.4.1.4 Techniques Applied for Dimensional Measurement:
Working principles of these advanced instruments are based on some of the most advanced techniques as described in upcoming sections.
7.3.4.1.4.1 Interferometry
As shown in traceability chart presented earlier and directed by MeP, laser interferometers are the first link between primary laser and the length and dimensional to realize length measurement in terms of indirect measurement of time and thus tracing it to SI unit “meter”. In year 1881, by comparing an unknown distance in space against a known wavelength of light through Eq. 7.4 Albert Michelson introduced the first linear displacement measuring laser interferometer as shown in Fig. 7.14.

Basic Michelson interferometer
where L is the length being measured, N is an integer, f is a fraction, and λ is source wavelength. With many advances in interferometers, various setups have been reported worldwide and used for getting length and form information from the interferometer fringes. With addition of phase-shifting capabilities and automatics fringe analysis interferometer of today can reach nm and sub-nm resolution easily.
As mentioned in Table 7.5, CSIR-NPL uses many types of interferometers in its quest to serve the nation with best possible methods. These include linear displacement measuring, Twyman-Green interferometer, Fizeau, Miraue and Linnik interferometers:
-
(a)
A linear displacement measuring laser interferometer, which works on principal of Michelson interferometer and achieves high resolution and sense of direction by heterodyning methods or by using phase quadrature detection in case of homodyne interferometer. Velocity of light corrections for air and thermal expansion corrections is enabled by various sensors and software. Commercially available displacement interferometer with typical resolution of 0.1 and 0.01 µm is used at CSIR-NPL to provide traceability to heavy machines at the site and also at CSIR-NPL. These interferometers in a way are taking SI units to shop floor, thereby enabling manufacturers to achieve accuracy.
-
(b)
A commercially available Fizeau interferometer Fig. 7.15 with phase shifting and automatic analysis of fringes is used at CSIR-NPL for determination of flatness errors, deviation from parallelism and small wedge angle. CSIR-NPL has participated in APMP intercomparison of flatness measurement with expanded uncertainty of 30 nm (k = 2).
Fig. 7.15 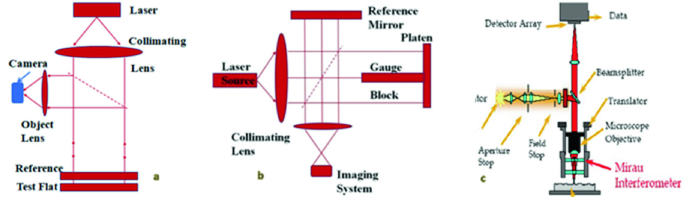
A schematic diagram of a Fizau interferometer, b Twyman-Green c Mirau interferometer in optical profiler
-
(c)
Twyman-Green interferometer is appropriate for surface shape and texture. The large field in such interferometer provides interference fringe pattern over whole surface of the test artifact, measuring surface form for up to 150 mm diameter flats at CSIR-NPL. The shape of fringes and spacing of fringes as shown in Fig. 7.16 is utilized to unfold undulations of flatness as shown in picture; here, the flatness deviation (PV) of this piece is 96.8 nm.
Fig. 7.16 
Fringes and flatness profile as observed at CSIR-NPL
-
(d)
A 3D optical profiler: The 3D optical profiler is equipped with a He–Ne (633 nm) laser interferometer for calibration of z-scan with traceability to SI unit meter. In VSI, white light LED along with interferometric objectives and phase shifting is used. The interferometric objective moves vertically to scan the surface at varying heights and scans through focus as the camera captures the frame of interference data at evenly spaced intervals. The system uses series of advanced computer algorithms to demodulate the interference data. Finally, the vertical position corresponding to the best focus, i.e., peak of the interference signal, is extracted for each point on the surface. This gives the information in the form of pixel by pixel data. This information is processed to obtain a three-dimensional picture of the test sample or further analysis. Software that accompanies the profiler calculates roughness parameters for the measured samples from this data. The vertical resolution of 3D optical profiler, available at CSIR-NPL, is 0.1 nm.


7.3.4.1.4.2 Coordinate Metrology
Coordinate metrology devices sense geometry of physical object by probing points on the surface, getting its coordinates and using these coordinates to get dimension information to get three-dimensional measurements. Coordinate measuring machines (CMMs) as shown in Fig. 7.17 are required to evolve with augmented accuracy and precision. A typical 3D “CMM” has provision for movement in axes, X, Y and Z, which are orthogonal to each other in a three-dimensional Cartesian coordinate system. Each axis has a sensor that monitors the position of the probe on that axis, when the probe contacts (or otherwise detects) a particular location on the object, thus measuring the location of point on the surface. CSIR-NPL has established a commercially available CMM with scanning probe head and bed to move part in X, Y, Z axis. The point cloud created by scan probes is analyzed by specialized software to give information on profile, dimension, distance, roundness, etc. Versatility of these CMM has been enhanced by CSIR-NPL by combining the use of vision probe and laser interferometer with the machine.

Coordinate measuring machine
7.3.4.1.4.3 CNC Form Measurements
Form metrology is the process of estimating the overall shape of an object under observation. It is the most fundamental metrological aspect of industrial metrology and essential to ensure the correct performance of manufactured products and achieve customer satisfaction. Form metrology includes flatness, roundness, straightness, perpendicularity, cylindricity, roughness, etc. Some of the key aspects of form metrology are described below. Form testers for measurement of rotation of the component/indicator are necessarily coupled with the ability to measure change in radius. While rotating, the part is probed and the roundness data output obtained in the form on polar graph is analyzed for roundness profile of the workpiece surface due to stylus deflection. A form tester with fully automatic or a Digital Adjustment Table (DAT) function aided manual workpiece centering and leveling turns, powerful data analysis software for enhanced functionality has been installed at NPL. It has probes for roundness profile and roughness measurements Probe Z movement range is 500 mm, whereas measurement range is ±400 μm/±40 μm/±4 μm. Low measuring force, 10–50 mN, ensures accuracy. To measure roundness, it is necessary to compare the part profile to an ideal circle or datum like least square reference circle (LSC), minimum zone reference circle (MZCI) as shown in Fig. 7.18, maximum inscribed circle (MICI) and minimum circumscribed circle (MCC). A series of roundness data taken while probing a part like cylinder can be analyzed to get cylindricity and perpendicularity (squareness) is shown in Fig. 7.19.

Polar graph for roundness measurement a least square, b minimum zone circle method

Roundness profile for a circle, b cylinder
7.3.4.1.4.4 Surface Roughness
With higher precise demands of advanced engineering components, the control of surface texture parameters (height parameters, spatial parameters, hybrid parameters, functional parameters and feature parameters) along with dimensional accuracy has become extremely important. It has been realized that surface texture enormously influences the functioning of manufactured parts, by affecting the attributes such as appearance, corrosion resistance, wear resistance, fatigue resistance, lubrication, initial tolerance, ability to hold pressure, load carrying capacity, noise reduction, etc. Irregularities in a machined surface in form of continuous hills and valleys, varying in height and spacing are known as surface roughness/surface finish/surface texture/surface quality (represented as Ra, Rq, Rp, Rv, Rt, Rz, etc.).
7.3.4.1.4.5 Angle Metrology
Angle metrology is carried out for standard and instruments used for angle measurements. Full-circle calibrations of the angular divisions of polygon mirrors, indexing and rotary tables, and angle encoders can be accomplished without reference to separately calibrated reference artifacts using comparator techniques together with the principle of circle closure [https://www.ncbi.nlm.nih.gov/pmc/articles/PMC4890943/] based on the known fact that the sum of the angles around any point in a plane equals 2π rad (360°). Angle metrology is based on trigonometric principle. Assorted instruments such as angle gauges, protractors, sine bars, sine plates, sine blocks, sine tables, sine centers, true squares, spirit levels, clinometers, etc. are used to measure angles.
Autocollimator, polygons and laser interferometers are used at CSIR-NPL for angle metrology. Autocollimator is a telescope combined with a collimator, as shown in Fig. 7.20. It is used to measure small angle with high degree of resolution. An autocollimator might beam to a reflector, which is at an angle from the vertical plane. The reflected light beam is magnified and directed to a photodetector or an eyepiece. The angular tilt of reflector is represented by the deflection between incident and reflected beam. These advanced measurement techniques enable dimensional metrology instruments to cater expanding needs of industries and provide reliable measurement for fair global trade and customer satisfaction.

Schematic diagram of autocollimator
7.3.4.2 Calibration and Measurement Capabilities
Length and dimension metrology of CSIR-NPL India is recognized globally. With hard work and competence of team, and successful peer reviews, the CMCs are recognized worldwide. CSIR-NPL’s CMCs in area of length (laser frequency and dimension metrology) are compared with leading NMIs as shown in Fig. 7.21, and details of CMCs are shown in Table 7.6.

CMCs of various NMI
7.3.4.3 Participation in International Key Comparisons
To maintain the unbroken chain of traceability and prove international equivalence, CSIR-NPL continuously participates in international intercomparison, which are carried out through RMOs like APMP, EURAMET or SIM to achieve international equivalence of dimensional measurements. Length and dimensional metrology at CSIR-NPL demonstrates the international equivalence of its measurement standards and calibration certificate through CIPM MRA. The CMCs for various dimensional parameters are peer-reviewed and approved after our participation in international intercomparisons. The international intercomparisons piloted/participated in last 10 years are shown in Fig. 7.22.

Intercomparisons in last 10 Years
7.3.4.4 Potential Services for Future Requirements:
Length, dimension and nanometrology at CSIR-NPL has been involved in relevant research work for metrological growth in various fields such as image processing, moiré interferometry, characterization of dental implants, characterization of cutting tool inserts, Si wafer characterization for photovoltaic applications, hardness indenter characterization and application of Monte Carlo simulation for measurement uncertainty evaluation. Length dimension and nanometrology have achieved remarkable milestones using present measurement systems. Some of potential services for future requirements are discussed below:
-
Calibration of lasers in visible and infrared regions using optical frequency comb: Calibrations are required for many wavelength increasingly. A primary standard based on optical frequency comb offers versatility for calibrations of wavelengths over full octave in visible region for calibration of laser frequency.
-
Preparing for services to Industry 4.0—calibration services with advanced interferometers, laser scanners and vision systems
-
Services for material metrology: The techniques like SEM, TEM, HRXRD, SPM, SAXS, XRF, etc. that were traditionally used for material characterizations have now become tools for nano-dimension metrology. Specialized optical microscope-based dimensional measurements would be required to address the measurement needs of research and development organization, industries and academia. It is recommended that these two fields cannot work in isolation and pooling of interdisciplinary metrology is essential for growth of India.
-
Line standard and mask inspection systems with nm range resolution and building competence to support other base and derived units of SI
-
These will be required for electronics industry, defense, vision metrology, Kibble balance, Si sphere measurements for mole and traceability lower uncertainty to pressure, force, torque, etc.
-
Large-scale and complex coordinate Metrology: World is moving ahead with portable CMMs with articulated arm, 5D CMM, etc. Market surveys predicting market till 2038 have reported that CMM metrology will be one of the most demanding technology.
7.3.4.4.1 A Decade of Clients and Services:
CSIR-NPL operates and maintains primary standard of length for realization of SI unit “meter”, disseminates traceability for dimensional metrology at national/international (providing services to SAARC countries) level, caters the growing industrial needs and contributes to fair trade within the country and across the globe. Dimensional calibration services, trainings and consultancies foster innovation and support the mission of self-reliance, making local industry globally competent. Some of our appreciable contributions for socioeconomic upliftment of India in last decade are discussed.
7.3.4.4.2 Calibration and Testing
To ensure the accuracy of measuring instruments through reduction in measurement uncertainty, calibration of measurement instruments is essential to be carried out to quantify and control instrument errors and hence to improve the quality of product. Length, dimension and nanometrology at CSIR-NPL have continuously been contributing to nation’s economic and social growth through apex level traceable calibrations services. More than 2300 calibration reports have been generated in last ten years for various clients of different s sectors. The types of services provided in last ten years are given in Fig. 7.23.

Calibration services offered in dimension metrology
Figure 7.24 shows the distribution of calibration services for various sectors. It is evident that a major part of calibration services is provided to the manufacturing industries and calibration and testing laboratories in the country.

Distribution of calibration services for various sectors
7.3.4.4.3 Consultancy and Technical Services
CSIR-NPL has been contributed in the form of consultancy and technical projects to the numerous industries/government organizations. These projects included implementation of ISO/IEC 17025 guidelines, measurement instructions, technical evaluations, measurement uncertainty evaluations, establishment of calibration setups and customized solutions for dimensional measurement related challenges. Some examples of dimension measurements helping economy and health are shown in Fig. 7.25.

Dimension measurements for economy and health
7.3.4.4.4 Training and Academic Services
Various training programs on different dimensional metrology parameters have been conducted by CSIR-NPL, for many industries and SAARC nations for awareness creation and knowledge generation. Training programs conducted for various stakeholders in last ten years are presented below which include optical radiation metrology, lectures and lecture notes on basics of metrology, knowledge of few relevant standards, exposure of hands-on measurement on real experimental setups and evaluation of uncertainty involved in measurements. Since length and dimension metrology is a very specialized discipline of science, therefore, it finds place in curricula of degree courses of countable number of universities/institution. It is therefore imperative for CSIR-NPL to conduct specialized regular courses on precision metrology to create a bank of trained human resource to cater the need of upcoming industry requirements in the field of dimension metrology. Currently, CSIR-NPL is running a one-year Post Graduate Diploma on Precision Measurement and Quality Control (PGD-PMQC) under the umbrella of Academy of Scientific and Innovative Research (AcSIR) in the line of skill development of Government of India’s program. Length and dimension metrology is part of PMQC course wherein theory as well as practical is taught to the students. A course by name of advanced measurement techniques is run for PhD students wherein an introduction to definition of meter, its realization, interferometry and traceability is given. Courses are organized from time to time for various industries and demand-based sector-wise courses are also organized, e.g., course for CMM manufacturer, Air India Engineering Services, automobile manufacturer, capacity building, SAARC NMIs by way of short-term training, on-site training and scientific interaction programs. Apart from skill development program, students are also supervised for M.Tech and PhD programs.
7.3.4.5 Major Documentary Standards Guides and SOPs
The main standard documents used in length and dimension metrology are listed below, and the SOPs are based on these standards. Few guides for metrology have been published by EURAMET and available on their websites as listed in Table 7.7.
7.3.5 Possible Gaps and Suggestions for Their Redressal
-
Optical frequency standard: A primary standard based on optical frequency comb offers versatility for calibrations of wavelengths over full octave in visible region for calibration of laser frequency. The existing iodine stabilized He–Ne laser is limited to one wavelength only, not able to fulfill country’s needs for other wavelengths and is not competitive to other NMIs. A frequency comb source is required because precise knowledge of frequencies or wavelengths requires complex “clockworks” to connect optical frequencies to those in microwave region.
-
Preparing for services to Industry 4.0—calibration services with better interferometers, laser scanners and vision systems: The world of dimension metrology is changing very fast. With Industry 4.0 automations and artificial intelligence, entirely new set of skill in information technology, artificial intelligence will be required to cater increasing needs of industries. Laser scanners and interferometers are needed to lower the uncertainty. Envisaging this scenario, optical dimension metrology using multifaceted laser scanners; highly accurate laser interferometers, including three axis interferometers and double pass interferometers; vacuum comparators equipped with laser interferometers and precision software and vision systems is inevitable.
-
Services for material metrology: The techniques like SEM, TEM, HRXRD, SPM, SAXS, XRF, etc. that were traditionally used for material characterizations have now become tools for nano-dimension metrology. Specialized optical microscope-based dimensional measurements would be required to address the measurement needs of research and development organization, industries and academia. It is recommended that these two fields cannot work in isolation and pooling of interdisciplinary metrology is essential for growth of India.
-
Line standard and mask inspection systems with nm range resolution and building competence to support other base and derived units of SI: A better detector is needed to reach at nanometer or sub-nanometer level to fulfill the demands of nanometrology, line-width measurements for semiconductor industry. Base units like Mol and kg depend on different high-end interferometry techniques. An example is interferometry for Kibble balance realization and for Mol, silicon sphere diameter measurements. Research is going on in leading NMIs like NMIJ, etc. utilizing double sided interferometers for Si sphere and NMI Canada is working on Kibble balance. Meticulous strategic planning would be required to get pool of talents and the funding. Setting up of these systems requires precision facilities for optical component manufacturing, experts of optical interferometer, image processing, electronics, mechanical fabrication and information technology.
-
Large-scale and complex coordinate metrology: We want to develop methods and capabilities to support industries—including the aircraft, ship-building, construction, farm equipment and automotive. This needs to make measurements ranging from sub-meter to multiple-meter parts and structures with low, well-characterized measurement uncertainties for large-scale and complex mechanical parts. World is moving ahead with portable CMMs with articulated arm, 5D CMM, etc. Market surveys predicting market till 2038 have reported that CMM metrology will be one of the most demanding technology.
-
Non-destructive testing (NDT) metrology: Non-destructive techniques have become important tools for the industries to initiate preventive maintenance programs. It has become possible to accurately predict manufactured product life by knowing the true conditions of its internal parts or structure. X-ray tomography and for reverse engineering needed for boosting make in India using X-rays with coordinate measurements are the proposed solutions.
-
30 m long measuring facility machine: Electronic distance meters (EDMs) used in metro railways, road, highways and meter tape widely used the structures of concrete around 30 m. At present, users need to get traceability from abroad, and thus, self-reliance is necessary to focus in this area.
7.4 Conclusions and Future Perspectives
The establishment of strong metrological and quality infrastructure highlighted in this chapter for mass and length metrology evidently plays a vital role in establishing a strong traceability chain and industrial growth of the country. The PMPs of mass, volume, density, viscosity, length, dimensions, angle, surface roughness and nanometrology are realized with the highest levels of accuracy and precision, which enables them to serve the strategic sector, MSMEs, public and private sector undertakings, government organizations, regulatory bodies as well as the SAARC nations. The measurement capabilities are reaffirmed by periodic participation in the international intercomparisons with other NMIs that enables us to acquire the global competence and recognition. The chapter briefly discussed the past, present and future of mass and length metrology measurements at CSIR-NPL. The evolution of the SI unit of mass, “kilogram” and length “meter” through its various definitions by BIPM is highlighted. CSIR-NPL’s historical achievements to its present-day measurement capabilities like vacuum mass comparator, 1 kg mass comparator, 50 kg mass comparator, precision gauge blocks coordinate measuring machines, roundness, optical flat and parallel, line scale standards and angle metrology are discussed in detail. The work also describes a broad range of measurement technologies and calibration capabilities in CMC table for various parameters of mass and length metrology.
The implementation of new SI system based on redefined SI units on 20th May 2019, i.e., the World Metrology Day, has thus diverted the attention and efforts of every country toward the development of measurement methodology for realizing the SI unit of mass through the fundamental constant, invariant of time and space that has replaced the dependence on artifact. This has opened up the new era of quantum metrology in SI, linking all the seven base units to fundamental constants. CSIR-NPL is also continuously focused on realizing the kilogram using Planck’s constant. A Kibble balance of 1 g for determining Planck's constant had been earlier successfully demonstrated. Till such time, the traceability chain of mass would be continued to be established through NPK-57. The length, dimension and nanometrology activity is also focused on establishing the primary standard of length using optical frequency comb for the frequencies in visible region and later extendable from ultraviolet to infrared region. Efforts are also focused on development of nanometrology and imaging standards so as to meet the challenging technological needs of the industries in India for measurement services.
References
OIML R111–1: Weights of classes E1, E2, F1, F2, M1, M1–2, M2, M2–3 and M3, Part 1: Metrological and technical requirements (2004)
R. Schwartz, Guide to mass determination with high accuracy. PTB-Bericht MA-40, Braunschweig (1995)
G.D. Chapman, Orthogonal designs for calibrating kilogram submultiples. NRCC25819. 27 April 1995, National Research Council Canada, Canada
E.C. Morris, Decade design for weighings of non-uniform variance. Metrologia 29, 373 (1993)
J.M. Cameron, M.C. Croarkin, R.C. Raybold, Designs for the calibration of standards of mass, NBS TN 952 (1977)
J. Aguilera, J.D. Wright, V.E. Bean, Hydrometer calibration by hydrostatic weighing with automated liquid surface positioning. Meas Sci Technol. (2008). https://doi.org/10.1088/0957-0233/19/1/015104
S.V. Gupta, Practical density measurement and hydrometry. Meas Sci Technol. (2003). https://doi.org/10.1088/0957-0233/14/1/701
BIPM, France website htps://www.bipm.org
H.G. Jarrard, D.B. McNeill, A dictionary of scientific units. Chapman and Hall, p 85 (1964)
O. Arthur, McCoubrey, NIST Special Publication 811—Guide for the Use of the International System of Units (National Institute of Standards and Technology, Gaithersburg, MD, 1991)
N. Barry, Taylor, NIST Special Publication 330—The International System of Units (SI) (National Institute of Standards and Technology, Gaithersburg, MD, 1991)
D.A. Jennings, C.R. Pollock, F.R. Peterson, R.E. Drullinger, K.M. Evenson, J.S. Wells, J.L. Hall, and H.P. Layer, Direct frequency measurement of the I2-stabilized He–Ne 473-THz (633-nm) laser. Opt. Lett. 8(3) (1983)
T.J. Quinn, Mise enPratique, Metrologia 30(5) (1994)
B. Chakrabarti, Fifty years of the metric system in India and its adoption in our daily life. Curr. Sci. 92(3), 390–391 (2007)
CSIR-NPL, The Legacy continues, diamond jublee document. Thomson Press (I) ltd. (2007)
Dr. P C Jain, A Private Communication
P. Hariharan, D. Sen, “Radial Sheering Interferometrs. J. Sci. Instrum. 38–1–428 (1961)
V.D. Dandawate, P.N. Puntambekar, D. Sen: Frequency stability and reproducibility of iodine stabilised He-Ne laser at 633 nm. Pramana 22, 573–578 (1984)
R. Davis, A short story on length. Nat. Phys. 14, 868 (2018)
H.P. Layer, IEEE Trans. On Instrumentation and Measurements IM29 (4) (1980)
I. Shigeo, Weights and Measures in the Indus Valley. Encyclopedia of the History of Science, Technology, and Medicine in Non-Western Cultures (2nd edition) .edited by Helaine Selin, pp 2254–2255 (2008)
J.M. Kenoyer, Indus Valley Civilization. Ecyclopedia of India (vol. 2) edited by Stanley Wolpert, 258–266 (2006)
W. Ian, A Measure of all things: the story of man and measurement. Macmillan (2007)
R. Balasubramanium, New insights on metrology during Mauryan Period. Curr. Sci. 97, 680–682 (2009)
Editor’s Note Documents concerning the new definition of the metre. Metrologia 19, 163 (1984). https://doi.org/10.1088/0026-1394/19/4/2004
Resolution 2 in ComptesRendus de la 15e CGPM (1975), 1976, p. 103, reported in “News from the Bureau International des Poids et Mesures”, Metrologia 11, 179–183 (1975). https://doi.org/10.1088/0026-1394/11/4/2006.
BIPM, The International System of Units (SI Brochure) [9th edition, 2019-Appendix 2], https://www.bipm.org/en/publications/si-brochure/
Acknowledgements
Authors are thankful to all the members and students of the PMM, past and present who have directly or indirectly contributed to the development of the measurement standards and facilities. Thanks are also due to all the funding agencies that have provided partial grants for the same time to time.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 The Editor(s) (if applicable) and The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this chapter

Cite this chapter
Yadav, S. et al. (2020). Physico-Mechanical Metrology. In: Aswal, D.K. (eds) Metrology for Inclusive Growth of India. Springer, Singapore. https://doi.org/10.1007/978-981-15-8872-3_7
Download citation
DOI: https://doi.org/10.1007/978-981-15-8872-3_7
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-8871-6
Online ISBN: 978-981-15-8872-3
eBook Packages: Physics and AstronomyPhysics and Astronomy (R0)