
Abstract
The intrinsic properties of particulate types of reinforcements such as isotropy, good machinability, withstanding capacity of high tensile, compressive, shear stresses make it suitable as a reinforcement in Aluminium metal matrix composites. This paper mainly discussed the different types of reinforcements such as TiC, Boron Carbide, Coconut shell powder, Aloe Vera powder, SiC which affects the mechanical properties such as yield strength, ultimate strength, fracture toughness, and tribological properties such as wear resistance of composite. It has been found that the harder ceramic particulate reinforcement enhances the ultimate tensile strength and hardness of the composite under the phenomenon of pilling of dislocations at the grain boundaries. Reduction in wear resistance due to softening of matrix material at higher loads has also been noticed in the literature. This study demonstrates that the Aluminium metal matrix composites can be treated as the superior materials for the design of automobile components such as piston and cylinder assembly and crank shafts which require high wear resistance and specific strength.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Composite is a material made by combining two or more constituent materials having different physical or chemical properties, so that when combined better characteristics can be achieved from that individual materials. Aluminium metal matrix composites (AMC) are implicit materials for numerous applications in automobile industry like pistons, cylinder liners, crankshafts, etc., because of their higher strength to weight ratio and higher specific strength [1]. Reinforcements are generally added to improve the properties of base material like hardness, creep, fatigue, and wear resistance properties. The reinforcing materials are selected in such a way that they must be stable at given operating temperature and withstanding capacity of higher loads. There are different types of reinforcements available for manufacturing of composite like Fibers, Whiskers, Flake, particulates et al., [2]. Among all these reinforcements Particulate type reinforcements are widely used in MMC because of high density and less percentage of elongation. There are different techniques available for manufacturing of composite materials like stir casting, powder metallurgy, and semi-solid processing. The main criterion during the fabrication of composite is uniform distribution of reinforcements in the matrix material. The type of manufacturing method, size, and shape of reinforcement mainly influence the microstructure and strength of composite [3]. The hardness of composite specimen can be improved by the incorporation of reinforcements having hardness higher than the matrix material as discussed by Kumar et al. [4]. Similar results reported by Admile et al. [5], by the addition of 20 wt.% SiC reinforcement to Aluminium matrix increases the hardness to 45.06VHN when compared to the unreinforced Aluminium which has the hardness of 24VHN. This is attributed to the restriction of dislocation movement of SiC reinforcements which improves the hardness of composite. James et al. [6], reported that upto the incorporation of 2.5% of TiC reinforcements the hardness enhanced. But beyond 2.5% addition of TiC hardness decreases due to the formation of clusters between the Al and TiC particles. Chandra et al. [7], concluded that by the addition of Al2O3 particles into Al6061 matrix hardness of Al6061/Al2O3 composite improved from 61.15 VHN at 5% Al2O3 to 89.91 VHN at 20% due to the stoppage of dislocations at the grain boundaries of matrix and reinforcements. Table 1 represents the change in mechanical properties of composite with type of reinforcement and processing technique.
This review mainly focuses on the particulate type of reinforcements like TiC, SiC, B4C, coconut shell powder, etc. on the mechanical and Tribological behavior of the Al MMC were discussed.
2 Types of Reinforcements
2.1 TiC Reinforcement
The superior properties of TiC such as High Young’s Modulus (400 Gpa), Low friction coefficient (0.29–0.34) and high melting temperature (3067 \(^\circ{\rm C}\)) make it suitable as a reinforcement material for manufacturing of cutting tools, abrasion-resistant surface coating on metal parts, cylinder liners, and automobile bearings. The effect of TiC reinforcement in Al MMC is explained as follows. Thangarasu et al. [18], fabricated Al6082/X% TiC (X = 0, 6, 12, 18, 24) metal matrix composite using friction stir processing technique. It was observed that the wear rate of composite decreases from 0.00697 to 0.00303 mg/m with the addition of TiC reinforcement from 0 to 24%. This is associated with higher hardness of TiC reinforcements which offers greater abrasion resistance to the composite material. It was further noticed that with the change in speed from 40 to 80 mm/min the hardness of composite can be improved from 112 to 135 HV. This was attributed to with increase in linear velocity the contact time between micro reinforcement particles and tool is less which generates less amount of heat causes the TiC reinforcements dispersed in lesser area resulting in higher hardness of the composite. Similar results reported by Krishnan et al. [19], studied the wear behavior stir casted Al6061/TiC metal matrix composite at different velocities ranging from 1.5 to 4.5 m/s. It was noticed that at the higher speeds due to the existence of continuous contact between the surfaces material softening takes place which improves the wear rate linearly with sliding speed and the maximum wear rate of 52.13 × 10−6 mm3/m occurs at 4.5 m/s. Sai Chaitanya Kishore et al. [20], analyzed the Al6061/TiC composite by chemical reaction of K2TiF6 (Potasium hexafluorotitanate) with graphite powder. Initially, 3 kg of Al is taken in a crucible, after melting this Al powder premixed K2TiF6 and C is added to the molten slurry so that TiC is formed by chemical reaction of K2TiF6 with Al. Vickers hardness test is performed by applying load of 300 g with 15 s dwell time. Results concluded that due to the existence of strong bonding between matrix and reinforcement material, hardness of composite is increased from 52.3 VHN at 0% reinforcement to 62.7 VHN at 4% reinforcement. Jeyasimman et al. [21] analyzed the mechanical behavior of Al 6061-X%TiC (x = 0.5, 1.0, 1.2, 2.0) nanocomposite fabricated through cold compaction technique. It was found that due to the presence of flake-like and irregular morphology of crystalline powders, the green compaction strength of the composite increased from 100 to 233 MPa for unreinforced Al alloy to 2% TiC reinforced composite. This subsequently improves the dispersed strength of the Al matrix. Kumar et al. [22], Studied the microstructural behavior of As Cast and Hot forged AA6061-TiC composite. The grain size of hot forged composite is found to be lesser when compared to As cast specimens, this is due to the material deformation during forging operation which originates the new α-Al grains and simultaneously the dislocation density of this α-Al grains increases. These dislocations arrest the driving force for additional growth of α-Al grains which significantly exerts pinning effect on α-Al and TiC grain boundaries causes finer microstructure and enhances the mechanical properties of composite.
2.2 Boron Carbide (B4C) Reinforcement
Boron carbide is a robust material which processes higher Vickers hardness (38 GPa), fracture toughness (3.5 MPa·m1/2) and Elastic Modulus (460 GPa). B4C is the third strongest metal next to diamond and cubic boron nitride. The effect of B4C reinforcement on the aluminium metal matrix composite is explained as follows. Shirvanimoghaddam et al. [23], studied the mechanical behavior of stir casted Al-356/B4C composite. The composite samples of 5, 10, 15% B4C are fabricated at 800 \(^\circ{\rm C}\) and 1000 \(^\circ{\rm C}\). XRD analysis indicates that the phases of AlB2 and Al3BC are formed at 1000 \(^\circ{\rm C}\), these phases enhance the wettability between aluminium matrix and reinforcement phase. The existence of lesser density Boron Carbide reinforcements reduces the density of composite from 2.69 to 2.65 g/cm3 with the addition of reinforcements from 5 to 15%. Tensile strength of composite at 800 \(^\circ{\rm C}\) is enhanced from 176 to 197 Mpa for 5–10% reinforcement and then decreased to 194 Mpa for 15% of reinforcement because of formation of slag in molten metal. But at 1000 \(^\circ{\rm C}\) the UTS of composite is proportional to volume of reinforcement percentage. Hardness of composite increases with B4C percentage at 8000 and 1000 \(^\circ{\rm C}\). At higher temperature, the hardness value of 95 BHN for 15% B4C is found because of uniform distribution of reinforcements and good wettability between the particles. Similar results reported by Nic et al. [24], For Al2024/B4C composite by mechanical Alloying-hot extrusion technology. Initially, Aluminium and B4C powders are ball milled with Argon gas atmosphere and stearic acid is added as process control agent (PCA). The effect of PCA on composite powder is examined and concluded that the obtained particle size was minimum when 2% PCA for 5 h of milling time and 28.7% of improvement of UTS is observed from pure Al 2024 at 10%reinforcement.
2.3 Coconut Shell Microparticle Reinforcement
Coconut shell particles are naturally available reinforcements in southern states of India which processes lower density and higher wear resistance property which is suitable for dispersion phase in AMCs for automobile brake disc application. Bello et al. [25], developed Aluminium/coconut shell micro particle composite (AL/CMP) by compo cast technique. Composite was prepared by adding 2, 4, 6, 8, 10% of CMP reinforcements. It was observed that the due to presence of lesser density coconut shell particles the density of composite declines from 2.7 to 2.2 g/cm3 with addition of reinforcements from 0 to 10%. The impact energy of 19 J is obtained at 0% reinforcement and it decreases gradually upto 6% reinforcement and then declines drastically above 6% of CMP the minimum value of 7 J is achieved at 10% reinforcement. It is also noticed that because of existence of chemical reaction between coconut shell powder and Al matrix, new compounds like TaO2, CO3F7, Mg2Al3, CoFe, are formed and these compounds occupied the interstitial spaces in Al matrix, which improves the 88% of ultimate tensile strength of composite than the unreinforced Al alloy. Sankararaju et al. [26], studied the wear behavior of stir casted Al 1100/X% (X = 5, 10, 15) Coconut shell powder metal matrix composite at different pressure levels. It was noticed that due to the presence of higher volume of softer material for pure Al-1100 and 5% reinforcement the wear rate is higher at low-pressure values of 2 N/mm2 when compared to 10% CSP and 15% CSP. SEM analysis reveals that the presence smoother and finer particles CSP on the composite specimen which undergone abrasive wear at a pressure of 2 N/mm2. With increasing the pressure value to 10 N/mm2 rough surfaces are observed which causes Adhesive wear.
2.4 Aloe Vera Powder Reinforcement
Aloe vera powder is reinforced with Aluminium matrix because of its lesser density and eco-friendly material and abundantly available at lesser cost. Aloe vera powder contains considerable wettability with better mechanical and physical properties compared to Fly ash reinforcement. Hima Giresh et al. [27] developed AMC/10% Aloe Vera composite by stir casting method at a speed of 300 rpm. The presence of good bonding between Al matrix and Aloe vera reinforcements is noticed which improves the 55.62% of UTS when compared to Pure Aluminium. Hardness value of 33.8 BHN is achieved which is 43.7% more than unreinforced alloy. Because of spherical nature of aloe vera microparticles the energy absorption capability of Aloe vera composite is 1.80 J/mm2 which is quiet higher than pure Aluminium specimen having 0.1 J/mm2.
2.5 SiC Reinforcement
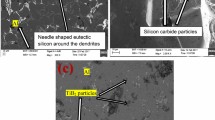
Silicon Carbide is a low-density ceramic semiconductor contains Silicon and carbon. In modern manufacturing industries SiC used in abrasive machining processes such as honing, grinding, water-jet machining. Jaya Prasad et al. [28], investigated the microstructural behavior of stir casted Al5083/SiC composite. Reinforcements of 3, 5, 7% are added to molten melt along with 1% of Mg in order to improve the wettability between the matrix and reinforcement particles. SEM micrographs reveal that pore-free and dense microstructure of composite samples and there is no evidence of formation of intermetallic phases between SiC and Al 5083 particles. Kalyankumar Singh et al. [29], studied wear behavior and frictional properties of Stir Casted Al 7075/8% SiC MMC at various sliding distances of 1979.2 and 2262 m by varying loads from 10 to 30 N. The coefficient of friction value is found to decrease about 30–40% by varying the loads from 10 to 30 N. This was attributed to material softening takes place at higher temperatures due to large contact between the mating surfaces causing deduction of coefficient of friction at higher loads [17]. It was also noticed that with increasing sliding distance from 1979.20 to 2262 m at 15 N load coeff: of friction value enhances from 0.6 to 0.7. This happened because at higher sliding distance the temperature-induced is more, which causes Al matrix undergoing material softening so that the hard ceramic SiC particles break and clogged between specimen and wheel surface, which results high coeff: of friction. Mohanavel et al. [30] fabricated Al6351/SiC composite by using stir casting method, the reinforcements are added from 0 to 20% in stages of 4%. It was found that Hardness of composite increases from 40 RHN to 64.7 RHN with unreinforced Aluminium to 20% SiC reinforcement. This is due to increase in dislocation density with SiC particles which arrests the resistance to deformation. In addition to this, the Yield strength of the composite material enhances from 109 to 194 MPa because of decrement in SiC particle grain size with increase in % of reinforcements according to Hall–patch equation. Ramgopalreddy et al. [31] fabricated Al6082/SiC/Fly ash hybrid composite by using stir casting method. The fabricated MMC contains 2.5, 5, 7.5% of sic and fly ash reinforcement. Tensile test results concluded that strength increases from 110 to 128 MPa with reinforcement of 0–7.5%, because of increase of bonding between matrix and reinforcements.
3 Conclusions
Several challenges must be considered in order to strengthen the usage of AMCs such as influence of reinforcements, processing technology, applied load on the mechanical and Tribological behavior of the MMC. The prior conclusions derived from the literature can be depicted as follows
-
Hot forged TiC reinforced MMC exhibits better mechanical properties compared to As cast Al-TiC AMC for the same volume fraction of reinforcements and particle size.
-
The optimum temperature for Al-B4C MMC fabricated through stir casting process is 1000 \(^\circ{\rm C}\) which attains higher hardness value of 95 BHN for 15% reinforcements.
-
Presence of lower density coconut shell reinforcements in Al MMC the maximum impact energy of 19 J is achieved at 0% reinforcement. At lower pressure values of 2 N/mm2 SEM analysis revealed the existence of abrasive wear and adhesive wear is undergone by the composite sample at a pressure of 10N/mm2.
-
The energy absorption capacity of Aloe vera AMC is improved to 1.80 J/mm2 at 10% of reinforcement due to the presence of spherical shaped reinforcement particles.
-
The wear rate of B4C reinforced AMC is higher than the SiC reinforced composite for all applied load and sliding distances.
-
The wear resistance of composite is not only depending on type of reinforcement but also depends on the applied load and sliding distance of composite. For nanocomposite, the strength of composite is depending on milling time and the wettability between the matrix and reinforcement material.
References
G. Manohar, K. Abhijit Dey, M. Pandey, S.R. Maity, Fabrication of metal matrix composites by powder metallurgy: a review. AIP Conf. Proc. 1952, 020041 (2018)
S. Dinesh Kumar, M. Ravichandran, M. Meignanamoorthy, Aluminium metal matrix composite with zirconium diboride reinforcement: a review, vol. 5, Issue 9, Part 3, pp. 19844–19847 (2018)
M. Lei, H. Ledbetter, Communications: elastic constants of SiCp/Al: measurements and modeling. Metall. Mater. Trans. 25A, 2832–2835 (1994)
T. Satish Kumar, R. Subramanian, S. Shalini, Microstructure, mechanical properties and corrosion behaviour of Al–Si–Mg alloy matrix/zircon and alumina hybrid composite. J. Mater. Res. Technol. 4, 333–347 (2015)
H. Admile, S.G. Kulkarni, S.A. Sonawane, Review on mechanical & wear behavior of aluminum-fly ash metal matrix composite. Int. J. Emer. Technol. Adv. Eng. 4, 41–45 (2014)
S. Johnyjames, K. Venkatesan, P. Kuppan, R. Ramanujam, Hybrid aluminium metal matrix composite reinforced with SiC and TiB2. Proc. Eng. 97, 1018–1026 (2014)
B. Chandrakandpal, J. Kumar, H. Singh, Production technologies of metal matrix composite: a review. IJRMET 4, 52–57 (2014)
A. Tangarasu, N. Murugan, I. Dinaharan, S.J. Vijay, Influence of traverse speed on microstructure and mechanical properties of AA6082-TiC surface composite fabricated by friction stir processing. Proc. Mater. Sci. 5, 2115–2121 (2014)
A. Albiter, C.A. León, R.A.L. Drew, E. Bedolla, Microstructure and heat-treatment response of Al-2024/TiC composites. Mater. Sci. Eng. A 289(1–2), 109–115 (2000)
H.R. Akramifard, M. Shamanian, M. Sabbaghian, M. Esmailzadeh, Microstructure and mechanical properties of Cu/SiC metal matrix composite fabricated via friction stir processing. Mater. Design (1980–2015) 54, 838–844 (2014)
S. Seibani, M. Fazel, Najafabadi, In situ fabrication of Al-TiC metal matrix composites by reactive slag process. Mater. Design 28(8), 2373–2378 (2007)
S. Gopalakrishnan, N. Murugan, Production and wear characterisation of AA 6061 matrix titanium carbide particulate reinforced composite by enhanced stir casting method. Compos. B Eng. 43(2), 302–308 (2012)
D. Sai Chaitanya Kishore, K. Prahlada Rao, A. Ramesh, Optimization of machining parameters for improving cutting force and surface roughness in turning of Al6061-SiC in-situ metal matrix composites by using Taguchi method. Mater. Today Proc. 2(4–5), 3075–3083 (2015)
H. Jafarian, J. Habibi-Livar, S.H. Razavi, Microstructure evolution and mechanical properties in ultrafine grained Al/TiC composite fabricated by accumulative roll bonding. Compos. Part B Eng. 77, 84–92 (2015)
S. Jerome, B. Ravisankar, P.K. Mahato, S. Natarajan, Synthesis and evaluation of mechanical and high temperature tribological properties of in-situ Al-TiC composites. Tribol. Int. 43(11), 2029–2036 (2010)
Rangitkaury, D. Yadav, G. Suhas, Effect of friction stir processing (FSP) on microstructure and properties of Al-TiC in situ composite. Mater. Sci. Eng. A 528(13–14), 4732–4739 (2011)
A.R. Kinnedy, D.P. Weston, M.I. Jones, Reaction in Al-TiC metal matrix composites. Mater. Sci. Eng. A 316(1–2), 32–38 (2001)
A. Tangarasu, N. Murugan, I. Dinaharan, S.J. Vijay, Synthesis and characterization of titanium carbide particulate reinforced AA6082 aluminium alloy composites via friction stir processing. Arch. Civil Mech. Eng. 15(2), 324–334 (2015)
K. Narasimhan, D.G. Bhat, Effect of chemical vapor deposition process parameters on the growth aspects of titanium carbide whiskers. Surf. Coat. Technol. 61(1–3), 171–176 (1993)
D. SaiChaitanya Kishore, K. Prahlada Rao, A. Ramesh, Optimization of machining parameters for improving cutting force and surface roughness in turning of Al6061-TiC in-situ metal matrix composites by using Taguchi method. Mater. Today Proc. 2(4–5), 3075–3083 (2015)
S. Sivasankaran, K. Sivaprasad, R. Narayanasamy, R.S. Kambali, An investigation of the synthesis, consolidation and mechanical behaviour of Al 6061 nanocomposites reinforced by TiC via mechanical alloying. Mater. Design 57, 394–404 (2014)
G.S. Pradeep Kumar, P.G.K. Koppad, K. Ramaia, M. Alipour, Microstructure and mechanical behaviour of in situ fabricated AA6061-TiC metal matrix composites. Arch. Civil Mech. Eng. 17(3), 535–544 (2017)
K. Shirvanimoghaddam, H.K. Abdizadeh, M. Karbalaei Akbari, M. Naebe, Boron carbide reinforced aluminium matrix composite: Physical, mechanical characterization and mathematical modelling. Mater. Sci. Eng. A 658, 135–149 (2016)
C.-Z. Nie, Gu. Jia-Jun, J.-L. Liu, Di. Zhang, Production of boron carbide reinforced 2024 aluminum matrix composites by mechanical alloying. Mate. Trans. 48(5), 990–995 (2007)
S.A. Bello, I.A. Raheem, N.K. Raji, Study of tensile properties, fractography and morphology of aluminium (1xxx)/coconut shell micro particle composites. J. King Saud Univ. Eng. Sci. 29(3), 269–277 (2017)
R. Siva SankaraRaju, M.K. Panigrahi, R.I. Ganguly, G. SrinivasaRao, Tribological behaviour of al-1100-coconut shell ash (CSA) composite at elevated temperature. Tribol. Int. 129, 55–66 (2019)
C. Hima Gireesh, K.G. Durga Prasad, K. Ramji, P.V. Vinay. Mechanical characterization of aluminium metal matrix composite reinforced with aloe vera powder. Mater. Today Proc. 5, 3289 (2018)
V. Jaya Prasad, K. Narasimha Rao, N. Kishore Bab, Mechanical and tribological characterization of aluminum metal matrix composite reinforced with micro ceramic particles (TiB2/SiC). Mater. Today Proc. (In press) corrected proof, Available online 13 Aug 2019
K.K. Singh, S. Singh, A.K. Shrivastava, Comparison of wear and friction behaviour of aluminum matrix alloy (Al 7075) and silicon carbide based aluminum metal matrix composite under dry condition at different sliding distance. Mater. Today Proc. 4(8), 8960–8970 (2017)
V. Mohanavel, K. Rajan, S. Suresh Kumar, S. Udishkumar, C. Jayasekar, Effect of silicon carbide reinforcement on mechanical and physical properties of aluminum matrix composites. Mater. Today Proc. 5, 2938–2944 (2018)
B. Ramgopal Reddy, C. Srinivas, Fabrication and characterization of silicon carbide and fly ash reinforced aluminium metal matrix hybrid composites. Mater. Today Proc. 5, 8374–8381 (2018)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Editor(s) (if applicable) and The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Venkatesh, V.S.S., Deoghare, A.B. (2021). Effect of Particulate Type Reinforcements on Mechanical and Tribological Behavior of Aluminium Metal Matrix Composites: A Review. In: Pandey, K., Misra, R., Patowari, P., Dixit, U. (eds) Recent Advances in Mechanical Engineering. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-15-7711-6_31
Download citation
DOI: https://doi.org/10.1007/978-981-15-7711-6_31
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-7710-9
Online ISBN: 978-981-15-7711-6
eBook Packages: EngineeringEngineering (R0)