
Abstract
The abrasive water jet machining (AWJM) process utilized a wide industrial application due to its unique capabilities of cutting any soft or hard material. AWJM uses high-velocity water and abrasives to remove the material with the concept of the impact of high kinetic energy jet on the work material. During AWJM, the accuracy of cutting geometry primarily depends on the size of nozzle orifice and then on standoff distance (SOD), tool path and slurry velocity. In order to reach an accurate and reliable quality control of a mechanical part produced using AWJM, material and process parameter-based control strategies have developed with the objective to reduce down the nozzle erosion. Furthermore, these strategies help to achieve low-cost machining, high level of productivity and increased reliability due to reduced scrap rate by increasing the nozzle life span. In this paper, various developed strategies made by researchers to monitor the nozzle condition during machining are summarized. It is found that to improve the reliability and performance of the AWJM operation, more efforts should be paid to developing nozzles, and a relationship between the work surfaces and the nozzles must be listed.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Non-conventional machining methods are gaining applications in wider engineering areas due to their capability to produce complex shapes on difficult-to-cut, especially hard materials. Abrasive water jet machining (AWJM) process is a non-conventional machining process used to cut virtually any type of material, e.g., metals, alloys, ceramics and composites [1]. This is due to the presence of fine abrasive particles which exerts a lower mechanical load during erosion and lower thermal stresses (no heat-affected zones) because of water flow. Owing to its unique capabilities, AWJM has received considerable attention from industry worldwide [2]. A pie chart shown in Fig. 1 represents the percentage of the global market of AWJM.

Percentage of the global market of AWJM
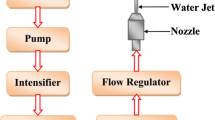
The health and life of the abrasive nozzle are a major concern to take care of, as it directly affects the performance of the whole abrasive water jet system. Wear in nozzle causes poor jet quality, ineffective mixing of abrasive and water resulting in a poor cutting performance with reduced nozzle life. The wear in the nozzle can be assessed by a number of parameters such as tube weight loss, the incidents of the wear pattern on the inner surface, changes in the outlet geometry and exit diameter increase at the outlet of the jet. Dispersion of exit jet diameter is a major monitoring method to check the quality of a nozzle used, reported in [3]. The wear of nozzle can be assessed directly by measuring the jet diameter, the internal diameter of the nozzle, etc., while there are some factors by which we can correlate the nozzle life such as level of forces that are impacting on the surface, noise factor and machine vibration [4]. AWJM process parameters which affect directly or indirectly the total accuracy of the product can be categorized as hydraulic, abrasive, mixing and cutting parameters. Figure 2 shows various input parameters which affect the performance of AWJM. This paper reviews the major research activity which was carried out to determine the different causes of wear in the nozzle, and methods which were employed to determine the life of nozzle, various design aspects in the nozzle and different process optimization techniques by which the accuracy of the product is maintained.

(adapted from Rozario et al. [5])
Process parameters influencing the AWJ cutting process
2 Discussion on Developed Strategies to Control the Accuracy and Reliability of AWJM
2.1 Based on Design and Material of the Nozzle
The sustainability and energy conservation are a prime consideration nowadays in any manufacturing process. Researchers are always looking for a process which is more reliable, viable and feasible to work with. AWJM has always been a simple and cost-effective process due to its unique ability to cut any type of material with highly precision, very less cutting force, less thermal damage to material and very less deformation stress in the processed workpiece [2]. Modification in the basic design of the water jet nozzle, for improved product quality and higher productivity, has always been a challenging task. From the inception of water jet cutting process, various modifications in orifice and mixing tube have been done. Figure 3 depicts a comparison of original patent drawings from the 1930s and a modern abrasive water jet nozzle cut in half, showing the evolution of the design. Generally, two basic designs of the nozzle are widely used: first one, where abrasive is mixed in the mixing tube and the other one where abrasive and water are premixed and added to the orifice. Abrasive slurry jet (ASJ) system uses premixed slurry, causing lower entrapment of air bubble in the mixing tube, thus resulting in coherent jet and improved surface quality. The amount of slurry mixture to be used is always a difficult work to handle, due to variation in solubility and other aspects of the material, such as hardness and toughness.

(available from freepatentonline.com)
Hashish studied the effect of premixed abrasive slurry in place of AWJ for cutting of aluminium material, keeping other parameters constant [9]. It was observed that with ASJ the surface with better quality, more width of cut and less striation on the cutting surface is obtained. Long-chain polymer type of non-ionic polyacrylamide flocculants was added with alumina particle, to find the jet stability during AWJM in [10], used. Based on the dimensional analysis and developed model, partial factorial design was suggested. It was found that with higher concentration and decreasing jet pressure, the jet compact length improved. With improved jet compact length, the machining quality enhanced. With more the jet dispersion, the striation and rough machined surface were obtained. The modified process by applying a DC potential voltage between the nozzle and workpiece for higher improved surface quality and material removal is discussed in [11]. Tungsten carbide (WC) material was tested in this process for electrochemical slurry jet machining (ESJM) process. When compared to electrochemical jet machining (ECJM), the surface roughness improved by 13% and material removal improved up to 50%. Madhu and Balasubramanian in 2017 [12] redesigned the nozzle with internal threading to know the effect of whirling of the jet on the surface quality of the carbon fibre composite material. With internal threading, the nozzle provides better surface quality and minimum diameter. The size of the abrasive particle affects much on the machined zone. Lowering the particle size improves the quality of the surface (Figs. 4, 5 and 6).

(respectively, taken from [10])
Effect of chemical concentration on the jet stability: P = 2 MPa, d = 0.84 mm and 0 (water), 0.1, 0.25 and 0.5% for (a–d)

(taken from [11])
Schematic of electrochemical slurry jet micro-machining (ESJM)

(taken from [12])
a Internal threaded nozzle. b Thread profile inside the nozzle. c Dimensions of the nozzle
2.2 Based on the Nozzle Wear Monitoring Techniques
The nozzle wear in AWJM can be analogous to cutting tool wear in the convention machining process, which directly affects the output performance and total productivity. It is essential to monitor the nozzle conditions regularly for maintaining the quality and reliability of the product and AWJM system. There are a number of monitoring methods developed such as direct and indirect sensing methods and real-time control strategies, to monitor the wear in the AWJ nozzle [2]. Nozzle wear can be divided into two different categories: regular and accelerated wear test. Based on that Hashish in 1994 compares the different grade of tungsten carbide and boron carbide tubes for wear testing using aluminium oxide and garnet as the abrasive material. It was observed that the hardness and toughness of the abrasive water jet nozzle material are the most important factor which governs the efficiency of the nozzle. Actual test condition with garnet shows that boron carbide deteriorates faster, which is in contrary to, when aluminium oxide was used. A smaller particle with longer mixing tube length reflects the slower wear rates [13]. Kovacevic in 1991 [3] proposed a method to determine wear in the nozzle by introducing a sensory loop circuit. The loop is attached to the tip of the AWJ nozzle with a spacing of 0.05 mm in each of the four quadrants. The inside diameter change at the outlet of the AWJ nozzle was used to measure the wear. Figure 7 shows the conductive loops used for measuring wear in the nozzle. Prijatelj et al. [14] measure the nozzle wear by measuring AWJ diameter. The diameter is measured with Keyence digital display compact laser through beam sensor, LX2-V10W series. Figure 8 shows the images taken before and after experimentation with different sets of the nozzle. Perfect round shape was observed in case of the new nozzle, and as the wear progresses the roundness slowly decreases. In case of the abrasive water jet, the air entrapment is more, causing more wear to that of the pure water jet. Larger diameter nozzle produces more wear and worn asymmetrically.

(taken from [3])
Abrasive water jet nozzle wear probe

(taken from [11])
Images of focusing nozzles taken with the Mitutoyo microscope: a 0.76 mm new, b 0.76 mm worn, c 1.02 mm new, d 1.02 mm worn, e 1.02 mm very worn
Ness and Zibbell [15] studied the three different hard materials (i.e., tungsten carbide/cobalt, boron carbide and composite carbide) which are commonly used in mixing tube in AWJ applications. Hardness and toughness of the material prevent the nozzle wear as observed during ASTM G76 erosion test. The loss in weight of composite ROCTEC100 (WC/Mo2C) is very less compared to the other two used in the test. From the micrograph, it is evident that ROCTEC100 is having a smaller scar which shows a superior material in abrasion and erosion environment. Nanduri et al. [16] analysed the nozzle wear in AWJM using accelerated wear test, using two different nozzle materials WC/Co and ROCTEC100 (R100, REXP) with two different abrasive materials (i.e., garnet and aluminium oxide). Figures 9 and 10 show the validity of accelerated wear test using two different abrasives. During experimentation, a number of AWJ test parameters were considered such as nozzle length, inlet angle, nozzle diameter, orifice diameter, abrasive flow rate and pressure. It was observed that with the increase in inlet angle, nozzle diameter, orifice diameter and abrasive flow rate, the wear rate in nozzle increases, whereas with other parameters it tends to reduce with increase in nozzle length and pressure of the system. An empirical model was developed for nozzle weight loss, considering the AWJ system and nozzle parameters. Table 1 shows the typical test condition used in the experimentations.

(taken from [13])
Validity of accelerated wear tests: a long-term data using garnet abrasives; b short-term data using aluminium oxide abrasives

(taken from [13])
a Reduced wear rates with increased nozzle length. b Wear of different nozzle materials using garnet abrasives
2.3 Based on the AWJM Input Process Parameters
Higher productive and desired surface qualities are two basic requirements of any manufacturing process. The controlling parameters, which affect the machining process, need to be controlled precisely. Most of the researchers are always trying to modify the combination of the process parameters and various optimization strategies to determine the best possible method for enhancing quality and reliability in the products. Various investigators tried working with AWJM to get the optimized and higher accuracy in the outcomes and analysis. Some of the studies are summarized here in brief, keeping other parameters constant. Boud et al. [17] assessed the effect of soluble abrasive material during machining of brass, copper, steel and Inconel with varying traverse speed. Three different types of abrasives were used during machining: as garnet, maxxstrip and softstrip. With the use of soluble abrasive material, the material removal rate is improved up to 20 times for brass and five times for copper, compared to plain water jet machining. Using soluble abrasive material improves the surface finish but for hard material like Inconel, the material removal rate is very low compared to the use of garnet as abrasive. Haghbin et al. [18] analysed the effect of submerged water during AWJM for glass, aluminium 6061-T6 and stainless steel 316L with varying nozzle angle SOD and abrasive flow rate. Two different environments like air and water were taken into consideration during experimentation. During submerged water studies, higher resolution can be achieved with reduced noise and debris. Figure 11 represents a schematic of the submerged abrasive water jet. Patel and Tandon [19] studied the effect of the external heating source during AWJM for improvement of surface quality and material removal rate. Three different materials, i.e., Inconel 718, titanium Ti6Al4V and mild steel MS A36 were investigated experimentally with varying SOD, pressure and temperature during machining. It was found that material removal is improved but thermal damages are a prime factor to be taken care of, a low thermally conductive material distorts with external heating. The suggested method is useful for higher material removal rate but applicable only when the surface quality of machining is not a prime consideration. Figure 12 shows the schematic representation of the developed set-up for thermally enhanced water jet machining. Babu and Muthukrishnan [20] investigated using the brass-360 material for minimizing surface roughness in AWJM. Taguchi L27 experimental design was used with parameter abrasive flow rate, pump pressure and SOD with response surface methodology for deciding optimal parameter during machining. For better surface accuracy, higher pump pressure with a low abrasive flow rate is suggested. The optimal machining condition is found as pump pressure of 399 MPa, the abrasive flow rate of 75.37 g/min, SOD of 1 mm and a feed rate of 557 m/min. The pump pressure was found as the most influencing factor in AWJM for brass, as investigated experimentally.

(taken from [18])
Schematic of the submerged abrasive water jet

taken from [19]
Schematic of the set-up of thermally enhanced abrasive water jet machining
3 Conclusions
This paper highlights the novel strategies developed for enhancing the reliability of abrasive water jet machining (AWJM) operations. From the literature, it is evident that the appropriate design of the nozzle, a suitable material of the nozzle and proper controlling of input process parameters during machining, gives accurate and reliable products. Based on the developed strategies, the following conclusions could be drawn.
-
For efficient product quality, reliable machining system of the nozzle material and jet stability is a prime concern. The type of additives, material for the nozzle and process modification must be chosen carefully for enhanced performance. Some additional research is required in this direction for the proper selection of abrasive and nozzle material.
-
For continuous run monitoring of nozzle, wear control is necessary for desired product accuracy, to avoid mean time between failure of cutting head assembly. Highly sensitive sensing elements are required to develop for accurate measurement of wear process monitoring.
-
Selection of control parameters during machining is very crucial as the product accuracy and overall system reliability are totally dependent upon the input conditions. The level of noise, vibration in the system, fixture unit, etc., totally depends upon the input given to the system. A strategy must be developed to control all affecting variables, which affect the overall accuracy and reliability of AWJM.
Research in the direction of the total cost of machining, mean time between failures, total machining time for the product, failure frequency of each machine component and assessment of life cycle needs to be analysed more in AWJM. In addition, to improve the reliability and performance of the AWJM operation, more efforts should be directed to develop nozzles, and the relationship between work surfaces and nozzles must be listed properly.
References
Kovacevic AWM (1998) Principles of abrasive water jet machining
Kovacevic R, Hashish M, Mohan R, Ramulu M, Kim TJ, Geskin ES (1997) State of the art of research and development in abrasive waterjet machining. J Manuf Sci Eng 119:776
Kovacevic R (1991) A new sensing system to monitor abrasive waterjet nozzle wear. J Mater Process Technol 28:117–125
Baralic J, Nedic B, Marusic V (2008) Focusing tube wear and quality of the machined surface of the abrasive water jet machining. Tribol Ind 30:55–58
Jegaraj JJR, Ramesh Babu N (2006) A soft computing approach for controlling the quality of cut with abrasive waterjet cutting system experiencing orifice and focusing tube wear. J Mater Process Technol 185:217–227
Smith EV (1936 May 12) Liquid blasting. US Patent No. 2040715
Tirrell LL (1939 Oct 17) Sandblast device. US Patent No. 2176577
Nobuyuki T, Masashi T, Takuya A, Nobuhide T, Abrasive water jet nozzle and abrasive water jet machine. US 20130267152 A1
Hashish M (2007) Comparative evaluation of abrasive liquid jet machining systems. J. Eng. Ind. 115:44–50
Nguyen T, Shanmugam DK, Wang J (2008) Effect of liquid properties on the stability of an abrasive waterjet. Int J Mach Tools Manuf 48:1138–1147
Liu Z, Nouraei H, Spelt JK, Papini M (2015) Electrochemical slurry jet micro-machining of tungsten carbide with a sodium chloride solution. Precis. Eng. 40:189–198
Madhu MS, Balasubramanian M (2017) Influence of nozzle design and process parameters on surface roughness of CFRP machined by abrasive jet. Mater Manuf Process 32:1011–1018
Hashish M (1994) Observations of wear of abrasive-waterjet nozzle materials. J Tribol 116:439
Prijatelj M, Jerman M, Orbanic H, Sabotin I, Valentincic J, Lebar A (2017) Determining focusing nozzle wear by measuring AWJ diameter. J Mech Eng 63:597–605
Ness E, Zibbell R (1996) Abrasion and erosion of hard materials related to wear in the abrasive waterjet. Wear 196:120–125
Nanduri M, Taggart DG, Kim TJ (2002) The effects of system and geometric parameters on abrasive water jet nozzle wear. Int J Mach Tools Manuf 42:615–623
Boud F, Murray JW, Loo LF, Clare AT, Kinnell PK (2014) Soluble abrasives for waterjet machining. Mater Manuf Process 29:1346–1352
Haghbin N, Spelt JK, Papini M (2015) Abrasive waterjet micro-machining of channels in metals: comparison between machining in air and submerged in water. Int J Mach Tools Manuf 88:108–117
Patel D, Tandon P (2015) Experimental investigations of thermally enhanced abrasive water jet machining of hard-to-machine metals. CIRP J Manuf Sci Technol 10:92–101
Naresh Babu M, Muthukrishnan N (2014) Investigation on surface roughness in abrasive water-jet machining by the response surface method. Mater Manuf Process 29:1422–1428
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Bhoi, N.K., Singh, H., Pratap, S. (2020). Strategies for Controlling the Accuracy and Reliability of Abrasive Water Jet Machining. In: Gupta, V., Varde, P., Kankar, P., Joshi, N. (eds) Reliability and Risk Assessment in Engineering. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-15-3746-2_13
Download citation
DOI: https://doi.org/10.1007/978-981-15-3746-2_13
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-3745-5
Online ISBN: 978-981-15-3746-2
eBook Packages: EngineeringEngineering (R0)