
Abstract
The aim of the present paper is to study the effect of red mud on the characterization and mechanical behavior of aluminum alloy AA6082 composites reinforced with red mud. Four different volume fractions (0, 2, 4, and 6%) have been considered to fabricate the composites by stir casting route. The effect of heat treatment on mechanical properties is also investigated. Vickers micro-hardness testing and tensile testing were carried out to measure mechanical properties. Compared to the base alloy, a significant enhancement in the hardness and tensile strength is observed in the case of the red mud-reinforced composites. Furthermore, field emission scanning electron microscope analysis (FESEM) and energy-dispersive spectroscopy (EDX) were also employed to study the microstructural evolution and elemental analysis of the composites. The tensile fractography study revealed a ductile nature of failure in terms of dimple, micro-voids, and cracks.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others
Keywords
1 Introduction
Metal matrix composites are the combination of metal (matrix) and particle/ceramic (reinforcement) to achieve superior properties than the base metal. The aluminum metal matrix composites (AMMCs) are considered for the use in automotive applications as they manifest good properties in terms of high wear resistance, specific weight, strength, and thermal stability at high temperature [1, 2]. Lightweight AMMCs have been developed by many investigators and revealed the above properties. The attempt to further enhance the properties of aluminum alloys continued in the last few decades. Different types of material such as oxides, carbides of silicon, aluminum, zircon, boron [3,4,5,6] were used as reinforcement for the fabrication of aluminum metal matrix composites. There are a lot of fabrication techniques developed for the preparation of MMCs. Liquid metallurgy, i.e., stir casting is the most common, economical, and highly productive method used to produce metal matrix composites [7]. This method involves melting of aluminum alloy in a graphite crucible followed by the addition of the required amount of reinforcement. Constant stirring takes place to achieve a homogenous mixture of reinforcement particles with the molten matrix element with the help of a mechanical stirrer.
In the present work, AA6082/red mud MMCs are prepared by stir casting route with varying weight % of red mud. The composites are subjected to heat treatment to enhance the properties. The mechanical properties such as micro-hardness, tensile strength are tested for the composites both for heat-treated and as-casted condition. The microstructural analysis is also studied for the composites.
2 Materials and Methods
The main challenge in the fabrication of AMMCs is the selection of suitable matrix and reinforcement material. In this work, commercially available AA6082 material was selected as base alloy and supplied by Venuka Engineering Pvt. Ltd., Hyderabad, India, in ingot form. Aluminum 6000 series is the combination of Al–Mg–Si family. The melting point temperature of AA6082 is 555 °C (1031 °K), and it yields higher strength after undergoing heat treatment. The detailed composition of this alloy is given in Table 1. Red mud was used as reinforcement for the fabrication of aluminum MMC. The red mud is a corrosive, solid waste residue obtained from the production of aluminum from the bauxite ore. It has been noticed that for each ton of production of alumina, more than one ton of red mud is produced [8] and is dumped to the atmosphere and causes serious environmental pollution. Many attempts were made to successfully utilize red mud for ceramic and construction materials. The chemical composition of red mud used in this paper is presented in Table 2. As red mud contains various metal oxides such as alumina, silica, and ferric, it may be used as a suitable reinforcement for the synthesis of MMCs. Red mud used as reinforcement in this work was procured from NALCO Damanjodi, India.
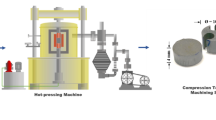
AA6082/red mud composites were fabricated through stir casting route. Commercially available AA6082 alloy ingots were cut into a convenient size so as to fit in the graphite crucible and heated to 800 °C which is beyond the liquidus temperature of the aluminum alloy. The prerequisite amount of red mud was preheated to 400 °C in another furnace to remove any kind of moisture present in the particles which might create casting defects. The red mud wrapped in an aluminum foil was then mixed into the molten metal. Granules of hexachloroethane (C2Cl6) as degasser were then added into the melt to remove the hydrogen gas present in it. The temperature of the furnace was raised up to 1000 °C and then maintained there for 30 min. The mixture was stirred intermittently for every 10 min with the help of mechanical stirrer for homogenous mixing of red mud with the aluminum melt. After complete mixing occurred, the molten metal was poured into a preheated die to get the casted product for further investigation. Before that, the dross has to be removed from the melt before pouring into the die to avoid the formation of defects. The muffle furnace and casted composites were shown in Fig. 1. To compare the variation of different mechanical and wear properties of the alloy with the composites, the specimens were undergone solutionizing and artificial age-hardening heat treatment (T6 temper) in a muffle furnace. The casted specimens were subjected to solutionizing heat treatment at a temperature of 540 °C for 30 min, followed by quenching at an artificial aging temperature of 170 °C for 8 h. The solutionizing treatment is required to completely dissolve the solute elements in the aluminum solid solution. The solution-treated samples are then quenched in water. This rapid cooling results in the prevention of formation of precipitates of the solute elements. In order to further improve the properties, artificial aging is also done to get hardened composite products. Then both the casted and heat-treated specimens are subjected to various tests to evaluate the properties.

a Electric muffle furnace, b Al-red mud casted composites (0, 2, 4, 6%)
2.1 Experimentation
The micro-hardness tests were carried out on the polished specimens of the composites after following the standard procedure. The tests were conducted in an OMNITECH Vickers micro-hardness tester with a load and dwell time of 500 g and 10 s, respectively. Three readings were taken at three different locations of both as-casted and heat-treated composites to avoid any undesirable effect of the indenter on the non-homogeneity distribution of reinforcement particles. Tensile specimens were prepared as per the ASTM E8 standard and tested in a universal testing machine (TUE-C-200) at room temperature. Two samples were tested for both the as-casted and heat-treated composites, and a comparison has been done to study the effect of heat treatment on the tensile strength of the composites.
2.2 Characterization
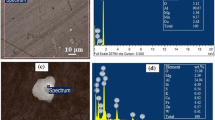
Microstructural characterization was conducted by ZEISS Merlin Compact Gemini, a FESEM machine. Highly polished samples were prepared using necessary emery paper and Keller’s etchant. Energy-dispersive X-ray spectroscopy (EDX) was used to identify the elements present in the composites. The SEM micrographs for the aluminum alloy with red mud composites are shown in Fig. 2. The EDX analysis was also carried out to find out the element composition present in the composites shown in Fig. 3. For this study, the samples were cut from the fabricated composites and polished using different grit of emery paper followed by cloth polishing as per standard manual polishing method. The specimens were then subjected to standard Keller’s etchant for further microstructural study.

SEM images of Al-red mud composites a Al alloy, b 2% red mud, c 4% red mud, d 6% red mud

EDX elemental analysis of the composites, a base alloy, b 2% red mud, c 4% red mud, d 6% red mud
3 Results and Discussion
A fair homogenous distribution of red mud particles was observed in the AA6082 alloy which leads to microstructural advantage. The SEM micrographs show that continuous stirring is required in the case of red mud-reinforced composites because of the tendency of red mud particles to form agglomeration at higher reinforcement content. It was also observed that the composites are free from any type of defect in casting. A clean interface is required for good interfacial strength in the composites, which yields higher tensile properties of the composites compared to the base alloy. Furthermore, the presence of every element of red mud and aluminum alloy 6082 can be confirmed from the EDX analysis. Figure 4a, b show the comparison of micro-hardness and ultimate tensile strength, respectively, for both the as-casted and heat-treated specimens. It is observed that hardness of the AA6082/red mud composites increases with the increase in weight percentage of reinforcement due to the resistance provided to the indentation by hard red mud particles. Compared to the base alloy, the hardness of the 6% red mud as-casted composites increased by 15%, whereas 18% increase can be noted in the case of heat-treated specimens shown in Fig. 4a. Influence of red mud particles on the ultimate tensile strength of aluminum composites for both the as-casted and heat-treated samples presented in Fig. 4b. It can be noted that the ultimate tensile strength increases with the increase in weight percentage of red mud particles. UTS increases a maximum of 17 and 13% for as-casted and heat-treated specimens, respectively. The increase in tensile strength indicates a better interfacial bonding of red mud in the soft aluminum matrix. Increase in tensile strength can also be attributed to the absence of pores in the casting. Similar trends can be found by other research works considering different reinforcements with aluminum matrix [1, 4, 9].

Comparison of micro-hardness and UTS for as-casted and heat-treated samples
3.1 Fractography
The tensile fractured surface of AA6082/red mud composite is shown in Fig. 5 as scanning electron micrographs. Some equiaxed dimples are observed in case of aluminum 6082 alloy indicating the failure due to plastic deformation. This phenomenon is attributed to a ductile nature of fracture for the base alloy initiated by the cracking of the matrix. The agglomeration of red mud particles can be seen in case of higher volume percentage composites as it is practically difficult to distribute homogenously for a large amount of reinforcement by stirring. The micro-voids are the major reason for the crack initiation which resulted in the tensile fracture of the specimens. The cleavage facets and the dimples are the indications that the composites have undergone brittle as well as ductile nature of fracture, respectively.

Tensile fractography of Al-red mud composite; a base alloy, b red mud composite
4 Conclusions
AA6082/red mud composites were successfully manufactured and the effect of heat treatment on the mechanical properties was also investigated. The microstructure of fabricated MMCs was characterized by SEM and XRD, and it revealed the existence of red mud particle in the composites with uniform dispersion. The micro-hardness of the composites was enhanced from 80.3 to 92.1 HV with respect to the variation of red mud particles in as-casted condition and 88.4 to 104.3 HV in heat-treated condition. Addition of red mud particles increased the tensile strength both in as-casted and heat-treated condition from 144.23 to 169.87 MPa and 158.25 to 179.5 MPa, respectively. The fracture mode of the composite was found to be a mixed mode in nature.
References
Sharifitabar, M., Sarani, A., Khorshahian, S., Sharfiee Afarani, M.: Fabrication of 5052Al/Al2O3 nanoceramic particle reinforced composite via friction stir processing route. Mater. Des. 32, 4164–4172 (2011)
Nieto, A., Yang, H., Jiang, L., Schoenung, J.M.: Reinforcement size effects on the abrasive wear of boron carbide reinforced aluminum composites. Wear 390–391, 228–235 (2017)
Deepak Kumar, S., Vundavilli, P.R., Mandal, A., Mantry, S., Chakraborty, M.: Erosion response of thixoformed A356-5TiB2 in-situ composite using taguchi’s experimental design. Tribol. Trans. 60, 39–46 (2017)
Kumar, N., Gautam, R.K., Mohan, S.: In-situ development of ZrB2 particles and their effect on microstructure and mechanical properties of AA5052 metal-matrix composites. Mater. Des. 80, 129–136 (2015)
Lijay, K.J., Rajaselvam, J.D., Dinaharan, I., Vijay, S.: Microstructure and mechanical properties characterization of AA6061/TiC aluminum matrix composites synthesized by in-situ reaction of silicon carbide and potassium fluotitanate. Trans. Nonferrous Met. Soc. China 26, 1791–1800 (2016)
Suryakumari, T.S.A., Ranganathan, S.: Preparation and study the wear behaviour of aluminum hybrid composite. Mater. Today Proc. 5, 8104–8111 (2018)
Chawla, N., Chawla, K.K.: Metal Matrix Composites, 2nd edn. Springer-Verlag, New York (2013)
Samal, S., Ray, A., Bandopadhyay, A.: Proposal for resources, utilization and processes of red mud in India—a review. Int. J. Miner. Process. 118, 43–55 (2013)
Ravikumar, K., Kiran, K., Sreebalaji, V.S.: Characterization of mechanical properties of aluminum/tungsten carbide composites. Measurement 102, 142–149 (2017)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Samal, P., Raj, R., Mandava, R.K., Vundavilli, P.R. (2020). Effect of Red Mud on Mechanical and Microstructural Characteristics of Aluminum Matrix Composites. In: Li, L., Pratihar, D., Chakrabarty, S., Mishra, P. (eds) Advances in Materials and Manufacturing Engineering. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-15-1307-7_8
Download citation
DOI: https://doi.org/10.1007/978-981-15-1307-7_8
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-1306-0
Online ISBN: 978-981-15-1307-7
eBook Packages: EngineeringEngineering (R0)