
Abstract
Flocculation remains as the conventional but most reliable mechanism for suspended solids removal in wastewater treatment system. The long-chain polymers or polyelectrolytes, derivatives of hydrocarbon, are employed as flocculants or sometimes being termed as coagulant aids. This chapter will first introduce the basic principle of flocculation followed by a detailed description on the difference between coagulation-flocculation and direct flocculation. Emphasis on single and dual polymer systems for direct flocculation process is also presented with a case study. The Population Balance Model (PBM) used to simulate the evolution of floc-size distribution to investigate the efficiency of direct flocculation process is also reviewed in this chapter. Flocculants come with many forms and they are classified in terms of molecular weight, physical form, type of charge, and charge density. Thus, flocculants classification, their commercial availability, and applications are included to give a practical guide for the users. Industrial applications of direct flocculation to replace the conventional coagulation-flocculation mainly in ceramic and tiles, food, oleo-chemical, petrochemical, slaughtering house, rubber and latex, textile, paper mill, and packaging industries are investigated. The investigation on direct flocculation in terms of dosage, treatment efficiency, and cost-effectiveness are presented. A new technique of simultaneous adsorption-flocculation for boron removal from wastewater by using palm oil mill boiler (POMB) bottom ash and flocculant is discussed at the end of this chapter.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
- Chemical Oxygen Demand
- Chemical Oxygen Demand Removal
- Cationic Polymer
- Anionic Polymer
- Suspended Solid Concentration
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
8.1 Introduction
Chemical treatment is one of the most utilized treatment methods in any water and wastewater treatment process. Chemical treatment, often being termed as primary treatment, involves a process of coagulation and flocculation. In this process, the colloidal particles brought about are destabilized while the soluble constituents are precipitated, both into microflocs by the addition of a chemical reagent called as coagulant. This is then followed by flocculation where the destabilized particles agglomerate and form bulky floccules, which can be settled, called flocs. The addition of another reagent called flocculant or a coagulant aid may promote the formation of the flocs [1]. The aim of applying coagulation and flocculation treatment is generally to remove the colloidal matters such as suspended solids present in the wastewater.
The most common coagulants used are hydrolyzable metal cations such as lime, aluminum sulfate (alum), ferric chloride, and ferrous sulfate whereas polymers are employed as flocculants. These coagulants and flocculants are employed extensively in water and wastewater treatment [2–4]. Although inorganic coagulants are inexpensive and readily available, their usage requires high chemical cost due to high dosage. It also generates excessive volumes of phytotoxic sludge and cannot be readily disposed. A large amount of caustic soda is needed to alter the solution pH to achieve its isoelectric point and coupling with flocculation is needed to improve the efficiency [5].
The flocculants of organic macromolecules polymers offer significant advantages in coagulation-flocculation process. The concentrations needed are only a few milligrams per liter and they generate small quantity of nonhazardous sludge for easy disposal. On a price-per-weight basis, they are much more expensive than inorganic coagulants, but overall operating cost is lower because of a reduced dosage, elimination of pH-adjusting chemicals, and reduced sludge disposal costs due to lower sludge volumes [6].
With the wide availability of flocculants or more precisely polyelectrolytes at variety of type, charge density, and molecular size, complete elimination of coagulation by using direct flocculation is gaining its popularity and importance. The major reasons to its gaining application are its biodegradability, simplicity, and it is also inexpensive. This chapter provides some useful information on direct flocculation which consists of the detailed description on the basic principle of flocculation, the difference between conventional coagulation-flocculation and direct flocculation, process modeling and simulation for flocculation process based on Population Balance Model (PBM), type of flocculants and their applications, industrial applications of direct flocculation, and finally, a special case study on the adsorption-flocculation for boron removal from wastewater.
8.2 Basic Principle of Flocculation
Coagulation and flocculation are often used interchangeably and ambiguously, as in reality most coagulants often enable the formation of agglomerates by bridging and thus helping to flocculate. At the same time, the cationic or anionic charge carried by the flocculants will simultaneously destabilize the colloidal particles and bridge them together. However, in this chapter, the terms coagulation and flocculation carry distinguish meanings as:
-
1.
Coagulation is the process of destabilization of colloidal particles brought about or precipitation of soluble constituents as complex metal hydroxide by the addition of a chemical reagent called as coagulant which is mostly metal salts, e.g., alum, ferric chloride, and polyaluminum chloride (PAC). The destabilization of colloidal particles takes place when the DLVO (Derjaguin, Landau, Verwey, and Overbeek) energy barrier is effectively eliminated thus lowering the energy barrier.
-
2.
Flocculation is defined as the agglomeration of destabilized particles due to bridging, by the addition of long chains polymers called flocculants, when they are driven toward each other by hydraulic shear forces in the rapid mix, into bulky, visible floccules which can be settled as flocs.
8.2.1 Stabilized Colloidal Suspensions
The agglomeration of destabilized colloidal suspensions by polymer flocculants, which undergo an irreversible process controlled by hydrodynamic and physicochemical conditions, is gaining its popularity in terms of scientific interest and industrial importance [7]. The understanding of the mechanisms of flocculation is the key to successful treatment performance while successful flocculation should start with the understanding of the type of contaminants/constituents present in the wastewater. Industrial wastewater treatment experts always relate flocculation process to water clarification as a means of suspended solids removal or turbidity reduction. In other words, the contaminants/constituents present in the wastewater must be in the form of stabilized insoluble colloidal suspension so that effective flocculation can be initialized. Contaminants in soluble form should be preconditioned into precipitated microflocs by means of coagulation and pH adjustment prior to flocculation.
The insoluble stabilized colloidal suspensions especially range from 0.01 to 5 μm in size, which contributing to water turbidity, pose great challenge in wastewater treatment due to their unsettle-ability. The stability of the colloidal suspensions is strongly influenced by their electrokinetic or simply surface charge, which in nature is usually negative. The surface charge, as shown in Fig. 8.1, causes the adjacent particles to repel each other and as a result, they tend to remain discrete, dispersed, and in suspension [6].

(a) Stabilized particles which repel each other due to the surface charge. (b) Uncharged particles which tend to agglomerate during collisions (Reprinted from [6]. With kind permission of © Zeta-Meter Inc)
The tendency of the colloids to destabilize from their stabilized form is dependent on the balance between two opposing forces of electrostatic repulsion and van der Waals attraction. The classical DLVO theory [8, 9] stated that the net interaction energy of the colloids is equal to the sum of van der Waals attraction and electrical double layer repulsion. The net interaction can be attractive or repulsive depending on the distance between the colloidal particles and if it falls at the repulsive section, then the region is called the energy barrier as shown in Fig. 8.2. In order to agglomerate, the energy barrier has to be lowered or completely removed so that the net interaction energy is always attractive.

Representation of DLVO theory (Reprinted from [10]. With kind permission of © Elsevier)
8.2.2 Mechanisms for Flocculation
The generally accepted mechanisms for flocculation are charge neutralization, charge patch neutralization, and bridging [11]. More than one mechanism may operate at the same time depending on the nature of the particle surface and the polymer conformation at the solid-liquid interface. The dominant mechanism during flocculation can be possibly identified from the rate of flocculation as the rate of flocculation by bridging is several orders of magnitude higher than that by either charge-patch neutralization or simple charge neutralization. The rate obtained from charge patch neutralization is about two to three times greater than that by simple charge neutralization [12].
Bridging flocculation takes place when the polymer with long chains adsorbs onto the surface of the colloidal particles following several elementary processes which occur simultaneously under turbulent flow as schematically illustrated in Fig. 8.3, which are [7]:

Schematic diagram of adsorbing polymer on colloidal particles (Reprinted from [7]. With kind permission of © Elsevier)
-
1.
Dilution of the flocculation into homogeneous solution.
-
2.
Collision between colloidal particles.
-
3.
Transportation of polymer flocculant toward the surface of colloidal particles.
-
4.
Reconformation of adsorbed polymer on the surface of colloidal particles.
-
5.
Formation of a bond (or bridge) between colloidal particles.
-
6.
Rearrangement and breakup of the structure of a floc.
Depending on the affinity of the polymer to the surface, polymer chains can have any one or a combination of the three conformations: trains or thin layers (starched flat on the surface), loops or coils, and dangling tails that are starched into the solution, at some angle to the surface [13, 14]. Figure 8.4 shows a schematic representation of the three different polymer conformations at the solid–liquid interface.

Schematic representation of the three different polymer conformations at the solid–liquid interface. (a) thin layers, (b) coils, and (c) trains, loops, and tails. \( {\delta_{\text{C}}} \) is adsorbed layer thickness (Reprinted from [15]. With kind permission of © Elsevier)
When the long chains polymer adsorbing on the colloidal particles conveys a charge, especially in most of the occasions where polyelectrolyte is used, the factor of charge neutralization must be considered. Only simple charge neutralization will be considered in this chapter and it often applies to cationic polymer besides the typical inorganic coagulants due to the opposite surface charge of the colloidal particles. Charge neutralization is simply lowering the DLVO energy barrier when a positively charged polymer adsorbs onto the surface of the colloidal particles. The positively charged coating neutralizes the negative charge of the colloidal particles, resulting in a near isoelectric point or zero net interaction energy.
8.3 Coagulation-Flocculation Versus Direct Flocculation
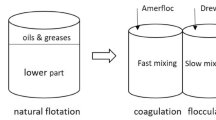
The conventional chemical pretreatment for wastewater often involves coagulation-flocculation process where inorganic coagulants (metal salts) are first added into the system to alter the physical state of dissolved and suspended solids to obtain complex precipitates of metal hydroxides at the desired pH to facilitate sedimentation. This is followed by the addition of flocculants or often being termed as coagulant aids to enhance the treatment efficiency and sedimentation rate by the mechanical bringing of the microflocs into visible, dense, and rapid settling flocs. In this case, long chains nonionic or anionic polymers are usually used and the major flocculation mechanism involved is bridging.
The direct flocculation (i.e., without addition of coagulants) using cationic and/or anionic polymers offers the possibility to completely replace the inorganic coagulants with water-soluble organic polymers in chemical pretreatment under a constant applied shear. The direct flocculation process can be classified into the single and dual polymer systems. The single polymer system utilizes the medium charge density with high molecular weight cationic polymer. The cationic polymer serves as double acting polymer by first neutralizing the negative charge of the particles (charge neutralization) and then visible flocs formation by bridging. The dual polymer system is employed when the single polymer system failed to achieve the desired flocculation. In this system, the cationic polymer is first added for charge neutralization and bridging. The bridging-type long chain anionic polymer is then added to further enhance the bridging effects by mechanically bridging the flocs into larger and rapid settling flocs.
Although direct flocculation can be used to completely replace the inorganic coagulants without the need of pH alteration and with less sludge generation, which eventually lead to lower operational cost; the conventional coagulation-flocculation process still remains for its attractiveness especially for the wastewater with dissolved inorganic constituents which can only be precipitated as metal hydroxide at the present of suitable coagulants. Thus, the selection between conventional coagulation-flocculation and direct flocculation is highly depending on the type of wastewater and the understanding of the mechanism of flocculation is also important to ensure successful treatment. Table 8.1 provides a brief overview on the differences between coagulation-flocculation and direct flocculation which is useful as a preliminary selection guideline between the two processes.
In this following section, the pretreatment of palm oil mill effluent (POME) by using conventional coagulation-flocculation and direct flocculation is analyzed as a case study to evaluate their differences. The direct flocculation of single and dual polymer systems are also discussed to provide further insight on how dual polymer system can improve the treatment efficiency of the single polymer system. A preliminary cost analysis was also conducted to give a direct cost comparison between the two systems.
8.3.1 Coagulation-Flocculation for POME Pretreatment
POME is a colloidal suspension of 95–96% water, 0.6–0.7% oil, and 4–5% total solids including 2–4% suspended solids originating from the mixture of a sterilizer condensate, separator sludge, and hydrocyclone wastewater [36]. In the coagulation-flocculation for POME pretreatment, alum (Envifloc 40L) and flocculant (Envifloc 20S), obtained from Envilab Sdn. Bhd., Malaysia, were used throughout the study conducted by Ahmad et al. [16].
The coagulation results obtained from Ahmad et al. [16], which were plotted in Fig. 8.5, shows that water recovery and the supernatant turbidity decreased at the increasing pH from 4.5 to 9 when a constant coagulant dosage of 15,000 mg/L was used. It is interesting to note that even though minimum turbidity value of the supernatant at pH 9 was found, higher volume of sludge was generated due to the weak flocs formation which led to the poor sedimentation and water recovery. This indicates that further flocculation was required to enhance dense flocs formation for improved sedimentation and water recovery.

Effects of pH on the water recovery and supernatant turbidity for the coagulation of POME (Reprinted from [16]. With kind permission of © Elsevier)
Figure 8.6 depicts the effects of flocculant dosage on the coagulated POME with the alum dosage of 15,000 mg/L at the pH of 6.5. The results show that the flocculation enhanced the treatment efficiency by increasing the water recovery with at least 10%. However, the water recovery and turbidity had a slight decrease with an increasing flocculant dosage.

Effect of flocculant dosage to supernatant turbidity and water recovery (Reprinted from [16]. With kind permission of © Elsevier)
8.3.2 Direct Flocculation for POME Pretreatment
In the study of the direct flocculation process for POME pretreatment, the performance of different type of cationic and anionic polymers at different dosage was evaluated based on the selected operating parameters of temperature, stirring speed, and stirring time. The efficiency of the direct flocculation process was evaluated based on the important responses in terms of suspended solids removal, chemical oxygen demand (COD) removal, ratio of suspended solids concentration in the filtrate to the supernatant, and water recovery. The study of these responses is adequate to evaluate the overall performance of the direct flocculation process. Other responses such as the removal of biological oxygen demand (BOD), and oil and grease were not discussed in detail as the removal of BOD and oil and grease showed a similar trend as the removal of COD and suspended solids, respectively.
8.3.2.1 Single Polymer System
In the single polymer system, only cationic polymer was added in the flocculation process. Five types of cationic polymers (KP 1200H, Polyfloc KP 9650, KP 7000, Envifloc 70KS, and FO 4190SH) as shown in Table 8.2 were evaluated. The experiment was done on-site so that the experimental data were representative. The performance of all the cationic polymers was evaluated at the dosage range of 100–600 mg/L while the other parameters of temperature (71°C, the on-site temperature) and pH (4.1, the on-site pH) remained constant. The POME was stirred at 150 rev/min for 1 min after the addition of cationic polymer.
Figure 8.7a shows the effect of dosage for the cationic polymers on the suspended solids removal. For all the cationic polymers, the highest suspended solids removal (>99.4%) with the concentration less than 100 mg/L was achieved at the dosage of 300–600 mg/L. However, Envifloc 70KS gave poorer performance in terms of suspended solids removal compared to other polymers. The COD removal as shown in Fig. 8.7b was highest for all cationic polymers at the dosage of 300–600 mg/L except for Polyfloc KP 9650. For Polyfloc KP 9650, the COD removal increased as the dosage increased to 500 mg/L and slightly decreased at 600 mg/L. However, the range of COD removal was small as it varied only from 53% to 61% for all the cationic polymers.

Effect of cationic polymer dosage on (a) suspended solids removal and (b) COD removal of POME for different type of cationic polymers
The flocculation efficiency based on filtration study is measured in terms of the water recovery and the ratio of suspended solids concentration in the filtrate to the supernatant, \( {R_{{\text{F}}/{\text{S}}}} \). An efficient flocculation should have \( {R_{{\text{F}}/{\text{S}}}} \approx 1 \). If \( {R_{{\text{F}}/{\text{S}}}} > 1 \), this indicates that some fine flocs have been carried over to the filtrate, the flocs obtained are easy to break, and thus it is not suitable to be dewatered.
Figure 8.8a shows the effect of cationic polymers dosage on the \( {R_{{\text{F}}/{\text{S}}}} \) value. For all the polymers, the filtrate-suspended solids concentration at the dosage of 200 mg/L and below increased tremendously with \( {R_{{\text{F}}/{\text{S}}}} \) from 6 to 61. The filtrate-suspended solids concentration increased tremendously at all dosages for KP 1200H and FO 4190SH. This indicates that flocs generated were soft, weak, easy to break, and were not suitable for dewatering process. Thus, KP 1200H and FO 4190SH were not suitable in this system. For Polyfloc KP 9650 and Envifloc 70KS, the \( {R_{{\text{F}}/{\text{S}}}} \) value at the dosage of 300 mg/L and above was close to unity (filtrate suspended solids remained below 100 mg/L) and this indicates that flocs breakage did not occur during filtration. This shows that the flocs were dense and therefore, suitable for dewatering. Based on the observed results, the dosage of 300 mg/L was the optimum dosage for the cationic polymer flocculation.

Effect of cationic polymer dosage on (a) \( {R_{{\text{F}}/{\text{S}}}} \) and (b) water recovery of POME for different type of cationic polymers
Figure 8.8b shows the water recovery for the cationic polymers at the dosage of 300 mg/L. Polyfloc KP 9650 gave the highest percentage of water recovery (56%) at 10 s. The Envifloc 70KS and FO 4190SH achieved the maximum water recovery of 56% after 60 s. This shows that Polyfloc KP 9650 had the best dewatering capability followed by Envifloc 70KS. The FO 4190SH should not be considered as it generated weak flocs as discussed in Fig. 8.8a. Between Polyfloc KP 9650 and Envifloc 70KS, Polyfloc KP 9650 was chosen for the cationic polymer flocculation system as it offered lower price. Though Polyfloc KP 9650 demonstrated the best dewatering capability, the water recovery of 56% was still very low compared to the desired water recovery of 75%. In addition, though the maximum suspended solids removal of >99.4% with the concentration of <100 mg/L was achieved, the performance was still poor compared to the desired suspended solids concentration of <50 mg/L. Therefore, addition of anionic polymer flocculation was needed to enhance the suspended solids removal and dewatering capability of the flocculation system.
8.3.2.2 Dual Polymer System
In the dual polymer system, the cationic polymer was first added and followed by anionic polymer to enhance the performance of flocculation process. The flocculation of POME by using anionic polymer was aimed to achieve the suspended solids concentration of less than 50 mg/L and water recovery of more that 75% to meet the physical constraint of the subsequent treatments. The anionic polymers of AN 350M, Polyfloc AP 8350, and Polyfloc AP 8300 as shown in Table 8.3 were evaluated. This experiment was also done on-site so that the experimental data were representative. The performance of the anionic polymers was evaluated at the dosage range of 10–60 mg/L at the fixed parameters of cationic polymer dosage (300 mg/L), cationic polymer type (Polyfloc KP9650), temperature (71°C, on-site temperature), and pH (4.1, on-site pH). The POME was stirred at 150 rev/min for 1 min after the addition of cationic polymer and 50 rev/min for 1 min after the addition of anionic polymer.
Figure 8.9a shows that the suspended solids removal increased when the anionic polymer dosage increased. The suspended solids concentration of less than 50 mg/L with the removal of more than 99.7% was achieved at the dosage of 50–60 mg/L for AN 350M and Polyfloc AP 8350. Polyfloc AP 8300 showed the lowest performance in terms of suspended solids removal and failed to achieve the desired concentration of 50 mg/L for all the dosage. Figure 8.9b shows that the COD removal increased when the anionic polymer dosage increased with the Polyfloc AP 8350; it also gave the highest COD removal. However, the range of COD removal was small as it was varied only from 53% to 61% for all the anionic polymers.

Effect of anionic polymer dosage on (a) suspended solids removal and (b) COD removal of POME for different type of anionic polymers
Figure 8.10a shows that the \( {R_{{\text{F}}/{\text{S}}}} \) remained at the value close to unity for the dosage of 50–60 mg/L. This indicates that the floc breakage during filtration at the dosage of 50 mg/L and above was very minimal. It shows that, the floc formed was dense and suitable for the dewatering process. Based on these findings, the anionic polymer dosage of 50 mg/L was recommended. Figure 8.10b shows the water recovery of the anionic polymers at the dosage of 50 mg/L. Both AN 350M and Polyfloc AP 8350 gave the highest water recovery with 78% achieved in just 10 s while Ployfloc AP 8300 gave poor water recovery. Based on the price of anionic polymers shown in Table 8.3, the Polyfloc AP 8350 was cheaper than the AN 350M. Therefore, the anionic polymer chosen was Polyfloc AP 8350.

Effect of anionic polymer dosage on (a) \( {R_{{\text{F}}/{\text{S}}}} \) and (b) water recovery of POME for different type of anionic polymers
8.3.3 Preliminary Cost Analysis
A preliminary cost analysis presented in Table 8.4 was carried out to evaluate and compare the treatment costs between the direct flocculation of POME and the conventional coagulation-flocculation process [16, 17]. The cost estimates were based on the current market price in Malaysia for all the materials as quoted by suppliers. Based on the comparison of treatment efficiency between direct flocculation and conventional pretreatment of POME in terms of water recovery, suspended solids, COD, oil and grease removal, the direct flocculation showed comparable treatment efficiency if it was not better. However, without even considering the cost of chemical used in pH adjustment for the conventional pretreatment, the total treatment cost of conventional pretreatment was 3.6 times higher than the total treatment cost of direct flocculation. Therefore, direct flocculation was more cost effective than the conventional pretreatment of POME.
8.4 Process Modeling and Simulation for Flocculation Process
PBM of Smoluchowski [18] is commonly used for modeling aggregation phenomena in colloidal suspensions. In the aggregation-fragmentation processes, fragmentation is generally assumed to take place only due to fluid stress and not due to collisions between different aggregates, though it is also possible. The incorporation of both aggregation and fragmentation kinetics in the PBM is given by the following partial integral-differential equation [18]:
where \( n \) is the number concentration of particles or aggregates, \( v \) and \( u \) are particle or aggregate volumes, \( t \) is flocculation time, \( \alpha \) is collision efficiency factor, \( \beta \) is collision frequency factor, \( S \) is the specific rate constant of fragmentation, and \( \gamma \) is breakage distribution function. The first term in the Eq. 8.1 accounts for loss or disappearance of particles or aggregates of size \( v \) due to their interaction with primary particles or aggregates belonging to all sizes. The second term represents the growth of aggregates due to the interaction between primary particles and aggregates belonging to smaller size classes. The third term accounts for the loss of aggregation due to fragmentation while the last term represents generation of primary particles or smaller aggregates due to breakage or erosion of larger aggregates.
Equation 8.1 is a stochastic model. It is necessary to employ numerical solution after discretizing the equation with respect to size into a set of nonlinear ordinary differential equation (ODE). Based on the geometric discretization techniques [19], the rate of change of particle or aggregate number concentration during the simultaneous aggregation and fragmentation is given by the following discretized and lumped PBM:
where \( {N_i} \) is number concentration of particles or aggregates in section \( i \), \( {\max_1} \) is maximum number of sections used to represent the complete aggregate size spectrum, and \( {\max_2} \) corresponds to the largest section from which flocs in the current section are produced by fragmentation. The first and second terms on the right of Eq. 8.2 account for growth, while the third and fourth terms account for loss of aggregates by aggregation, fifth term accounts for the loss of aggregates due to fragmentation, and the last term account for generation of smaller aggregates due to breakage or erosion. The flocculation can be visualized as a three-step process: aggregate transport represented by the collision frequency factor, \( {\beta_{i,j}} \), attachment given by the collision efficiency, \( {\alpha_{i,j}} \) and aggregates breakage represented by the specific rate constant of fragmentation, \( {S_i} \), and breakage distribution function \( {\gamma_{i,j}} \).
8.4.1 Collision Frequency
In the wastewater treatment system, orthokinetic aggregation (aggregation due to applied shear) is often preferred. Shear is applied by the stirring motion of impeller to accelerate aggregation process. The collision frequency factor of orthokinetic [15] is given by:
where \( G \) is the global average fluid velocity gradient or shear rate, \( {r_{{\text{c}}i}} \) or \( {r_{{\text{c}}j}} \) is the floc collision radius, and \( {E_{\text{f}}} \) is the fluid collection efficiency of an aggregate. The \( {E_{\text{f}}} \) is in the range of 0 ≤ E f ≤ 1. The collision frequency factor for permeable aggregates can be reverted to those for rigid spheres (rectilinear model) by setting \( {E_{\text{f}}} \) equal to 1. If the \( {E_{\text{f}}} \) is less than 1, it is curvilinear model [20, 21]. The shear rate, \( G \) can be obtained as [22]:
where \( {N_{\text{P}}} \) is the power number of impeller, \( \rho \) is density of the suspension, \( N \) is rotational speed, \( D \) is the impeller diameter, \( V \) is the volume of the suspension, \( \mu \) is the fluid dynamic viscosity, \( \overline \varepsilon \) is the average turbulent energy dissipation rate, and \( v \) is the kinematic viscosity. The flocs collision radius of an aggregate, \( {r_{{\text{c}}i}} \) containing \( {n_{\text{o}}} \) primary particles is given by [23]:
where \( {C_L} \) is the aggregate structure prefactor, \( {r_{\text{o}}} \) is composite radius of a particle with adsorbed polymer layers, and \( {d_{\text{F}}} \) is the fractal dimension. The collision frequency of Eq. 8.3 can be computed by assigning appropriate values of \( {d_{\text{F}}} \). The fractal dimension is an indirect indicator of the flocs structure and its openness. The fractal dimension is used to incorporate the qualitatively analysis of flocs structure into the PBM which is quantitative (number and radii of flocs).
8.4.2 Collision Efficiency
The collision efficiency factor is computed as the reciprocal of the Fuchs’ stability ratio, \( W \) between the primary particles [15]:
where \( {V_T} \) is net interaction energy between two primary particles of radii \( {r_{{\text{o}}i}} \) and \( {r_{{\text{o}}j}} \), \( s \) is the distance between particles centers (\( s = {r_{{\text{o}}i}} + {r_{{\text{o}}j}} + {h_{\text{o}}} \)), \( {h_{\text{o}}} \) is the minimum separation distance between particle surfaces, \( {K_{\text{B}}} \) is the Boltzmann constant, and \( T \) is the suspension temperature.
In the DLVO (Derjaguin Landau Verwey Overbeek) theory [15, 24, 25], the net interaction energy between two primary particles, \( {V_T} \) is equal to the sum of Van der Waals energy \( {V_{\text{vdw}}} \), electrical double layer repulsion \( {V_{\text{edl}}} \), and energy of steric repulsion or bridging attraction \( {V_{\text{s}}} \).
8.4.2.1 Van der Waals Energy
In the case where inorganic coagulant is used as the coagulant, the van der Waals energy of attraction between bare particles, \( V_{{vdw}}^{\text{H}} \) should be considered [15].
where \( A \) is the Hamaker constant of solids across the solvent medium. However, in the case where polymer is used, the adsorbed polymer layers on the particles should be considered. The expression for the Van der Waals energy for the case of two solids of the same kind with equal adsorbed polymer layer thickness is [15, 26]:
where \( {A_{\text{p}}} \), \( {A_{\text{m}}} \), \( {A_{\text{s}}} \) is the Hamaker constant of the solids, solvent, and polymer respectively across vacuum, \( {H_{(x,y)}} \) is the unretarded geometric functions. The retardation effect is incorporated by multiplying the unretarded van der Waals energy between the polymer coated particles with a correction function, \( {f_{{\text{R}}({h_{\text{o}}})}} \) [27].
\( {\lambda_{\text{R}}} \) is the characteristic wavelength of interaction, 100 nm and \( {b_{\text{R}}} \) is a fitting parameter of 5.32.
8.4.2.2 Electrical Double Layer Repulsion
The interaction energy due to the electrical double layers between two spheres of radii, (\( {r_{{\text{o}}i}} \) and \( {r_{{\text{o}}j}} \)) and surface potentials, \( {\psi_{{\text{o}}i}} \) and \( {\psi_{{\text{o}}j}} \) is given by [28]:
where \( e \) is the elementary charge, \( {z_{\text{c}}} \) is the valence of counter ion, \( {\varepsilon_{\text{o}}} \), \( {\varepsilon_{\text{r}}} \) are the dielectric constant of vacuum and the solvent, and \( {\rm K} \) is the Debye-Hückel parameter which is defined as [29]:
where \( {N_{\text{AV}}} \) is the Avogadro’s number, \( {m_i} \) is salt concentration, and \( {z_i} \) is valence of electrolyte ions. The \( i \) in Eq. 8.12 refers to an electrolyte species in solution.
8.4.2.3 Bridging Attraction
The interaction energy due to bridging attraction (\( {V_{\text{s}}} \)) is dependent on the adsorbed polymer layers. It is important to understand the electrochemical changes brought by the adsorbed polymer on particle surfaces. The scaling theory [30, 31] is used to compute forces due to adsorbed polymer layers. It was chosen because it permits derivation of analytical formulas for interaction between spherical particles. The scaling theory is based on minimization of a surface free energy functional subject to the constraint that total amount of polymer adsorbed is fixed in the region between two surfaces having adsorbed layers. The interaction energy due to bridging attraction between two unequal polymer-coated spheres can be computed as [25]:
where \( \delta \) is adsorbed polymer layer thickness, \( {\alpha_{\text{Sc}}} \) is numerical constant which can be obtained from osmotic pressure and light scattering experiments on polymer solution, \( {a_{\text{m}}} \) is effective monomer size, \( \Gamma \) is total amount of polymer adsorbed on a single surface, \( {D_{\text{sc}}} \) is the scaling length, \( {\Phi_{\text{so}}} \) is polymer concentration at a single saturated surface, and \( {\Gamma_{\text{o}}} \) is adsorbed amount at saturation.
The proposed scaling theory of Eq. 8.13 is based on flocculation in the absence of shear. When shear is applied, there will be lateral sliding and friction forces besides the normal forces. Due to the lateral shear stress, the adsorbed polymer chains may swell or stretch because of the fluid velocity gradients and osmotic pressure can increase as the fluid tries to squeeze out of the gap between particle surfaces. The chain may get desorbed if the shear rate is too high. However, shear forces between surfaces covered with adsorbed polymers have not been studied, either theoretically or experimentally [25]. Due to current limitations, the scaling theory is being applied in the modeling of flocculation under applied shear by ignoring the sliding and friction forces on the adsorbed layer.
8.4.3 Aggregates Breakage
The increase of collision frequency by applying shear does not necessary result in high rates of flocculation. Aggregates breakage or fragmentation often occurs due to shear stress especially at high stirring speed. The parameters used to compute the aggregates breakage is the specific rate constant of fragmentation, \( {S_i} \) and the breakage distribution function, \( {\gamma_{i,j}} \). The specific rate constant of fragmentation, \( {S_i} \) is defined as [15, 23]:
where \( {\varepsilon_{b,\,i}} \) is the critical turbulent energy dissipation rates at which floc breakage takes place. The breakage distribution function, \( {\gamma_{i,j}} \) is a fitting parameter.
8.4.4 Dynamic Scaling
As aggregation proceeds, flocs develop as porous object with highly irregular and open structures. PBM represent aggregation process quantitatively (number and radii of flocs); however, it does not compute the aggregates quality in terms of flocs compactness. Flocs quality, besides having large aggregate radii, and compactness of the flocs is also crucial to assist sedimentation and liquid-solid separation. The fractal dimension, \( {d_{\text{F}}} \) is a simple parameter to represent the complex structure of aggregates. The fractal dimension falls in the range of 1 ≤ d F ≤ 3 [32]. The formed aggregates are more compact when the system has high fractal dimension. The fractal dimension of polymer flocculated flocs ranges from 1.7 to 2.5 [21]. The fractal dimension can be computed by using the scaling law for mean aggregate size as a function of time [33]:
where \( \overline r \) is the mass mean aggregate radius. A plot of log (\( \overline r \)) against log (\( t \)) will be a straight line and \( {d_{\text{F}}} \) can be obtained as the reciprocal of the slope.
8.4.5 Solution of the Model
Equation 8.2 of discretized PBM forms the governing equation for the flocculation process. The time evolution floc size distribution data can be predicted from Eq. 8.2 once the parameters of collision frequency factor, \( {\beta_{i,j}} \), collision efficiency, \( {\alpha_{i,j}} \), and specific rate constant of fragmentation, \( {S_i} \) are specified. The collision frequency factor, \( {\beta_{i,j}} \) can be calculated from the Eqs. 8.3, 8.4, and 8.5 once the value of fractal dimension, \( {d_{\text{F}}} \) is obtained from the dynamic scaling based on Eq. 8.15. The collision efficiency, \( {\alpha_{i,j}} \) can be obtained from the Eqs. 8.6, 8.7, 8.8, 8.9, 8.10, 8.11, 8.12, and 8.13 which accounts the effects of van der Waals energy, \( V_{\text{vdw}}^V \), electrical double layer repulsion, \( {V_{\text{edl}}} \) and bridging attraction, \( {V_{\text{s}}} \). The specific rate constant of fragmentation, \( {S_i} \) can be obtained from Eq. 8.14. The discretized PBM of Eq. 8.2 forms a set of nonlinear ODEs and can be solved numerically by the orthogonal collocation technique [34]. The Eq. 8.2 coupled with Eqs. 8.3, 8.4, 8.5, 8.6, 8.7, 8.8, 8.9, 8.10, 8.11, 8.12, 8.13, and 8.14 can be solved using any computer software package, e.g., Matlab 7.0 following the algorithm as shown in Fig. 8.11.

Flow diagram of the algorithm for solution of the governing equations
8.5 Type of Flocculants and Their Applications
It is always a challenging task to select an appropriate polymer for a specific wastewater treatment due to its wide availability from the manufacturers. The characteristics in terms of type of charge, molecular weight, molecular structure, and charge density are always used for the polymer’s classification. The knowledge on the polymer characteristics as shown in Table 8.5 will aid in polymer selection; however, preliminary bench testing of polymers by using standard jar tests is the most important part of the selection process to identify the specific polymer, its dosage, and mixing requirements.
To date, there are some world’s leading manufacturers of flocculants for water and wastewater treatment, which include SNF, Inc., a subsidiary of SNF Floeger, France, Ciba Specialty Chemicals Corporation, Germany, BASF-The Chemical Company, Germany, Dia-Nitrix Co., Ltd., Japan, Stockhausen, Inc., Germany, Sanyo Chemical Industries, Ltd., Japan, Mitsui Chemical Aqua Polymer Inc., Japan, CYTEC Industries, USA, Kolon Industries, Inc., and Korea. There are also many more other manufacturers especially from China and Korea. Table 8.6 provides some general rules on polymer selection based on the experience obtained from SNF Floerger. Looking at the great diversity of the flocculants, this could offer some limited helps to narrow the flocculants selection prior to the jar test. Even so, there are no specific rules of thumb to give systematic guidelines on flocculants selection but cumulated experience in hands-on flocculation experiments is the most important key to instant selection of the right flocculants.
8.6 Industrial Applications of Direct Flocculation
Ever since the introduction of flocculants, industrial applications of direct flocculation in water and wastewater treatment is very minimal compare to the conventional coagulation-flocculation though it is widely applied in sludge conditioning and dewatering. One of the major reasons is the inadequate knowledge and understanding of the water chemistry, colloidal particles surface behaviors, and flocculation mechanisms. In some cases, the wastewater treatment plants are designed, constructed, and commissioned together with the processing plants by a team of engineers who are not environmental engineers.
Tables 8.7 and 8.8 provide some examples of successful cases where the conventional coagulation-flocculation processes were completely replaced by direct flocculation processes in Malaysia. The treatment efficiencies were evaluated by focusing only on suspended solids reductions as the major role of direct flocculation was to remove the stabilized colloidal particles. Table 8.7, which summarizes the industrial applications of direct flocculation for single polymer system, shows that cationic polymers with very high molecular weights indicating long chains type were used in majority to flocculating the suspended solids regardless on their influent concentrations. As a general rule, the higher influent suspended solids concentration, the higher cationic polymer dosage required. However, it is not always applicable as the polymer dosage required still depends highly on the wastewater characteristic. In certain occasions, dual polymer system as in Table 8.8 was used to enhance the treatment efficiency, where cationic polymers were always added for charge neutralization and bridging, followed by anionic polymers for only mechanical bridging. It is important to note that the direct flocculation was able to achieve high suspended solids removal with more than 90% at reasonable cost reductions as compared to the conventional coagulation-flocculation process.
8.7 Adsorption-Flocculation for Boron Removal from Wastewater
A novel adsorption-flocculation method proposed for the removal of boron and clarification of ceramic wastewater is an innovative approach for direct flocculation application. In ceramic industry, the wastewater is highly turbid due to the existence of fine solid particles (clay) besides having high boron concentration. The palm oil mill boiler (POMB) bottom ash was used as an alternative adsorbent and after boron adsorption on POMB bottom ash, the suspended particles as well as the bottom ash were flocculated by using the long chain polymer flocculant [35].
The optimum operating conditions for boron removal by using adsorption-flocculation process was obtained following a standard jar test. The optimum operating conditions and the quality of the treated wastewater are shown in Tables 8.9 and 8.10 respectively. At the proposed optimum operating condition as shown in Table 8.9, the boron concentration was reduced from 15 to 3 mg/L which was lower than the legislation requirement by Malaysia Department of Environment (DOE) in Standard B, 4 mg/L (Environmental Quality Act 1974). Standard B is classified corresponding to the location of the industrial area, which is the downstream region of the water reservoir. The suspended solids concentration of the wastewater was also greatly reduced. The suspended solids concentration of the wastewater was reduced to less than 5 mg/L. This was well below the DOE requirement in Standard B of 100 mg/L.
The COD concentration and pH level of the treated wastewater was tested in order to ensure that the treated wastewater was in the allowable range for discharge. The COD concentration was 22 mg/L with the pH of 9.0. Thus, no further treatment for COD was required but a final pH adjustment was needed.
Nonetheless, looking at the optimum dosage of 40 g of bottom ash/300 ml of wastewater, this will result in applying 133 kg of bottom ash to purify every cubic meter of wastewater. This implies that the proposed treatment scheme is only suitable for the industries having small volume or low concentration of boron contaminated wastewater. The bottom ash is dosed directly into the adsorption tank or readily available tank without major (or any) modification in their existing treatment plant and this is the major benefit of the proposed adsorption-flocculation mechanism. In the case of high volume or concentration of boron contaminated wastewater, column operations should be considered.
Abbreviations
- \( {A_{\text{p}}} \), \( {A_{\text{m}}} \), \( {A_{\text{s}}} \) :
-
Hamaker constant of the solids, solvent and polymer respectively, J
- \( {a_{\text{m}}} \) :
-
Effective monomer size, nm
- \( {b_{\text{R}}} \) :
-
Fitting parameter in Eq. 8.10, dimensionless
- \( {C_{\text{L}}} \) :
-
Aggregate structure prefactor, dimensionless
- \( {d_{\text{am}}} \) :
-
Arithmetic mean floc diameter, μm
- \( {d_{\text{F}}} \) :
-
Fractal dimension, dimensionless
- \( \overline {{d_i}} \) :
-
Arithmetic mean diameter of flocs in size class \( i \), μm
- \( D \) :
-
Impeller diameter, m
- \( {D_{\text{sc}}} \) :
-
Scaling length, nm
- \( e \) :
-
Elementary charge, C
- \( {E_{\text{f}}} \) :
-
Fluid collection efficiency of an aggregate, dimensionless
- \( G \) :
-
Global average fluid velocity gradient or shear rate, s−1
- \( {h_{\text{o}}} \) :
-
Minimum separation distance between particle surfaces, nm
- \( {H_{(x,y)}} \) :
-
Unretarded geometric functions, dimensionless
- \( K \) :
-
Debye-Hückel parameter, J/m3C
- \( {K_{\text{B}}} \) :
-
Boltzmann constant, J/K
- \( {m_i} \) :
-
Salt concentration, mol/m3
- \( n \) :
-
Number concentration of particles or aggregates, m−3
- \( N \) :
-
Rotational speed, rpm
- \( {N_{\text{AV}}} \) :
-
Avogadro’s number,mol−1
- \( {N_i} \) :
-
Number concentration of particles or aggregates in section \( i \), m−3
- \( {N_{\text{P}}} \) :
-
Power number of impeller, W
- \( {r_{{\text{c}}i}} \), \( {r_{{\text{c}}j}} \) :
-
Floc collision radius, μm
- \( {r_i} \) :
-
Particle radius at size class \( i \), μm
- \( {r_{\text{o}}} \) :
-
Composite radius of a particle with adsorbed polymer layers, μm
- \( {r_{{\text{o}}i}} \), \( {r_{{\text{o}}j}} \) :
-
Primary particles radii, μm
- \( \overline r \) :
-
Mass mean aggregate radius, μm
- \( s \) :
-
Distance between particles centers, nm
- \( S \) :
-
Specific rate constant of fragmentation, s−1
- \( t \) :
-
Flocculation time, s
- \( T \) :
-
Suspension temperature, K
- \( v \), \( u \) :
-
Particle or aggregate volumes, m3
- \( V \) :
-
Volume of the suspension, J
- \( {V_T} \) :
-
Net interaction energy between two primary particles, J
- \( {V_{\text{edl}}} \) :
-
Electrical double layer repulsion, J
- \( {V_{\text{s}}} \) :
-
Energy of steric repulsion or bridging attraction, J
- \( {V_{\text{vdw}}} \) :
-
Van der Waals energy, J
- \( {z_{\text{c}}} \) :
-
Valence of counterion, dimensionless
- \( {z_i} \) :
-
Valence of electrolyte ions, dimensionless
- \( \alpha \) :
-
Collision efficiency factor, dimensionless
- \( {\alpha_{\text{Sc}}} \) :
-
Numerical constant, dimensionless
- \( \beta \) :
-
Collision frequency factor, m3/s
- \( \gamma \) :
-
Breakage distribution function, dimensionless
- \( {\varepsilon_{\text{o}}} \), \( {\varepsilon_{\text{r}}} \) :
-
Dielectric constant of a vacuum and the solvent, C/mV
- \( \overline \varepsilon \) :
-
Average turbulent energy dissipation rate, m2/s3
- \( \rho \) :
-
Density of the suspension, kg/m3
- \( {\rho_{\text{p}}} \) :
-
Particle density, kg/m3
- \( \mu \) :
-
Fluid dynamic viscosity, kg/ms
- \( v \) :
-
Kinematic viscosity, m2/s
- \( {\upsilon_i} \) :
-
Floc volume fraction in size class \( i \), dimensionless
- \( \delta \) :
-
Adsorbed polymer layer thickness, nm
- \( {\lambda_{\text{R}}} \) :
-
Characteristic wavelength of interaction, nm
- \( {\psi_{{\text{o}}i}} \), \( {\psi_{{\text{o}}j}} \) :
-
Surface potential, mV
- \( \Gamma \) :
-
Total amount of polymer adsorbed on a single surface
- \( {\Gamma_{\text{o}}} \) :
-
Adsorbed amount at saturation
- \( {\Phi_{\text{so}}} \) :
-
Polymer volume fraction at a single saturated surface, dimensionless
References
Degrémont (1979) Water treatment handbook, 5th edn. Halstead Press, New York
Vilgé-Ritter A, Masion A, Boulangé T, Rybacki D, Bottero JY (1999) Removal of natural organic matter by coagulation-flocculation: a pyrolysis-GC-MS study. Environ Sci Technol 33:3027–3032
Lee JD, Lee SH, Jo MH, Park PK, Lee CH, Kwak JW (2000) Effect of coagulation conditions on membrane filtration characteristics in coagulation-microfiltration process for water treatment. Environ Sci Technol 34:3780–3788
Wang D, Tang H, Gregory J (2006) Coagulation behavior of aluminum salts in eutrophic water: significance of Al13 species and pH control. Environ Sci Technol 40:325–331
Sarika R, Kalogerakis N, Mantzavinos D (2005) Treatment of olive mill effluents Part II. Complete removal of solids by direct flocculation with poly-electrolytes. Environ Int 31:297–304
Ravina L (1993) Everything you want to know about coagulation and flocculation, 4th edn. Zeta-Meter Inc, Staunton
Adachi Y (1995) Dynamic aspects of coagulation and flocculation. Adv Colloid Interface Sci 56:1–31
Derjaguin BV, Landau LD (1941) A theory of the stability of strongly charged lyophobic sols and of the adhesion of strongly charged particles in solutions of electrolytes. Acta Physiochim USSR 14:633
Verwey EJW, Overbeek JThG (1948) Theory of the stability of lyophilic colloids. Elsevier, Amsterdam
Thomas DN, Judd SJ, Fawcett N (1999) Flocculation modeling: a review. Water Res 33:1579–1592
Levine S, Friesen WI (1987) Flocculation of colloids particles by water-soluble polymers. In: Attia YA (ed) Flocculation in biotechnology and separation systems. Elsevier, Amsterdam
Gregory J (1973) Rates of flocculation of latex particles by cationic polymers. J Colloid Interface Sci 42:448–456
Tjipangandjara K, Huang YB, Somasundaran P, Turro NJ (1990) Correlation of alumina flocculation with adsorbed polyacrylic acid conformation. Colloid Surf A 44:229–236
Fleer GJ, Cohen Stuart MA, Scheutjens JMHM, Cosgrove T, Vincent B (1993) Polymers at interfaces. Chapman and Hall, New York
Somasundaran P, Runkana V (2003) Modeling flocculation of colloidal mineral suspensions using population balances. Int J Miner Process 72:33–55
Ahmad AL, Ismail S, Bhatia S (2003) Water recycling from palm oil mill effluent (POME) using membrane technology. Desalination 157:87–95
Ahmad AL, Ismail S, Bhatia S (2005) Optimization of coagulation-flocculation process for palm oil mill effluent using response surface methodology. Environ Sci Technol 39:2828–2834
Kumar S, Ramkrishna D (1996) On the solution of population balance equations by discretization: I. A fixed pivot technique. Chem Eng Sci 51:1311–1332
Spicer PT, Pratsinis SE (1996) Coagulation and fragmentation: universal steady-state particle size distribution. AlChE J 42:1612–1620
Thill A, Moustier S, Aziz J, Wiesner MR, Bottero JY (2001) Flocs restructuring during aggregation: experimental evidence and numerical simulation. J Colloid Interface Sci 243:171–182
Bushell GC, Yan YD, Woodfield D, Raper J, Amal R (2002) On techniques for the measurement of the mass fractal dimension of aggregates. Adv Colloid Interface Sci 95:1–50
Hopkins DC, Ducoste JJ (2003) Characterizing flocculation under heterogeneous turbulence. J Colloid Interface Sci 264:184–194
Flesch JC, Spicer PT, Pratsinis SE (1999) Laminar and turbulence shear-induced flocculation of fractal aggregates. AlChE J 45:1114–1124
Runkana V, Somasundaran P, Kapur PC (2004) Mathematical modeling of polymer-induced flocculation by charge neutralization. J Colloid Interface Sci 270:347–358
Runkana V, Somasundaran P, Kapur PC (2006) A population balance model for flocculation of colloidal suspensions by polymer bridging. Chem Eng Sci 61:182–191
Vincent B (1973) The van der Waals attraction between colloid particles having adsorbed layers II. Calculation of interaction curves. J Colloid Interface Sci 42:270–285
Gregory J (1981) Approximate expressions for retarded van der Waals interaction. J Colloid Interface Sci 83:138–145
Bell GM, Levine S, McCartney LN (1970) Approximate methods of determining the double-layer free energy of interaction between two charged colloidal spheres. J Colloid Interface Sci 33:335–359
Israelachvili JN (1991) Intermolecular and surface forces, 2nd edn. Academic, New York
Genes PG (1981) Polymer solutions near an interface. 1. Adsorption and depletion layers. Macromolecules 14:1637–1644
Genes PG (1982) Polymer solutions near an interface. 2. Interaction between two plates carrying adsorbed polymer layers. Macromolecules 15:492–500
Sterling MC, Bonner JS, Ernest ANS, Page CA, Autenrieth RL (2005) Application of fractal flocculation and vertical transport model to aquatic sol-sediment systems. Water Res 39:1818–1830
Amal R, Coury JR, Raper JA, Walsh WP, Waite TD (1990) Structure and kinetics of aggregating colloidal hematite. Colloid Surf A 46:1–19
Constantinides A, Mostoufi N (2000) Numerical methods for chemical engineers with MATLAB applications. Prentice Hall PTR, Upper Saddle River, pp 502–522
Chong MF, Lee KP, Chieng HJ, Ramli IIS (2009) Removal of boron from ceramic industry wastewater by adsorption–flocculation mechanism using palm oil mill boiler (POMB) bottom ash and polymer. Water Res 43:3326–3334
Ma AN (2000) Environment management for the palm oil industry. Palm Oil Developments 30:1–10
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2012 Springer Science+Business Media Dordrecht
About this chapter
Cite this chapter
Chong, M.F. (2012). Direct Flocculation Process for Wastewater Treatment. In: Sharma, S., Sanghi, R. (eds) Advances in Water Treatment and Pollution Prevention. Springer, Dordrecht. https://doi.org/10.1007/978-94-007-4204-8_8
Download citation
DOI: https://doi.org/10.1007/978-94-007-4204-8_8
Published:
Publisher Name: Springer, Dordrecht
Print ISBN: 978-94-007-4203-1
Online ISBN: 978-94-007-4204-8
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)