
Abstract
The paradigm of the manufacturing systems was broken in 1980 with the beginning of the Additive Manufacturing (AM). This technology has been considered as the complement of the classic manufacturing technology, where the material is removed from a raw material until getting the final product. The addition of material in layers have been considered the new alternative to face the impact in the environment, the economy of materials and process, and the opportunity to generate new complex shapes limited by the classic manufacturing technology. The present chapter exposes the advances of the Fused Deposition Modeling (FDM), one of the seven technologies of AM which is mostly used during the past three decades. In this field, different adaptations and investigations of the technology have been focused on the increment of the capacity of the production system and improve the quality generated by this technique. The methodology used to determine the advance of AM was to employ a Systematic Literature Review using databases. The search was developed considering the keywords of AM for the construction of specific search syntax of documents associated with this technology. The documents obtained were analyzed to identify the progress in this technology. The results present the advancements of the FDM as a technology that change the industrial processing to customize the process, where the globalization makes possible to have this technology available at each desk.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
1 Introduction
Nowadays, the manufacturing systems have developed new strategies to satisfy the needs of markets and organizations that are following a correct and perfect way to face the globalization and to survive. Manufacturing could be divided in two ways: (1) from a technological viewpoint, and (2) from an economic viewpoint. Technologically, manufacturing consists of the application of the physical and chemical process to alter/modify the geometry, the properties, and the appearance of a given starting material to make new parts or products. Manufacturing also includes an assembly process in which the products are made by joining multiple parts into a single entity (Zandin 2001). The process to accomplish manufacturing involves a combination of machinery, tools, power, and manual labor.
As it has been mentioned, the evolution of manufacturing has been a critical factor in wellness and the economic development of many countries. This cadence represents the capacity to count with enough goods and services to satisfy the demand of the population (Degarmo et al. 2003). Altinkemer et al. (2011) declare that, due to important contributions and constant growing, the manufacturing has been classified as a dynamic activity in constant development. This involves the invariable evolution in materials, process, and technologies focused on improving the manufacturing sector (Shunta 1997; Vollman et al. 1997; Schey 2002; Groover 2007; Tauseef 2010; Kalpakjian and Schmid 2014).
According to Srivastava (2010), manufacturing has been classified as subtractive or additive manufacturing due to the development of the process of materials. Before describing the AM technologies, it is necessary to present a resume of the most important developments related to the classic manufacturing. Table 16.1 presents the information.
With its emergence in the 80s, AM, also known as a 3D or rapid prototyping, has been characterized by the process of building parts layer by layer in a tridimensional space where the model comes from a digital design. This type of manufacture has been applied in many industries due to its operation advantages (Scott et al. 2012).
The 3D printing and AM technologies have created high expectations which is a viable option for the future process of manufacture. Formally, AM has been defined as a “process of join materials to build objects coming from 3D data models, usually layer by layer” (ASTM International 2013). AM follows a process that depends basically on four forms of materials: liquid, sheet, filament, and powder. Figure 16.1 shows a representation of the profiles works in additive manufacture.

Alternatives of the process to develop a product layer by layer
The AM technologies are classified into seven groups: Stereolithography (SLA), Fused Deposition Modeling (FDM), Laminated Object Manufacturing (LOM), 3D printing (3DP), Selective Laser Sintering (SLS), Laser Engineered Net Shaping (LENSTM), and Electron Beam Melting (EBM) (Bourell et al. 1990; Campbell and Dickens 1994; Beaman et al. 2014; Srivatsan and Sudarshan 2016). The description of these technologies is shown below.
1.1 Stereolithography (SLA)
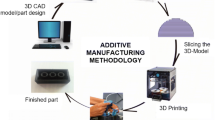
This technique is the first and the most applied process of rapid prototyping. Basically, it is a liquid-based process that works by solidifying a photosensitive polymer. The process of solidification begins with the construction of a model using Computer Assisted Design (CAD). Then, the model is translated to a Standard Triangle Language (STL) file, where the model is transformed into cut pieces or most commonly named as “slices”. Each slice contains the information required for each layer. An ultraviolet laser is applied to the resin indicating solidification in specific locations of each layer. Once the layer is ready, the platform is lowered. Then, the process continues under the algorithm until the piece or component is finished (Hull 1986).
1.2 Laminated Object Manufacturing (LOM)
LOM uses adhesive coated sheet material. The adhesive is precoated onto materials or deposited on the surface immediately. The 3D components are manufactured by a sequence of lamination and coated in sections crossed in two dimensions by laser. The deep of the cut will correspond to the high layer (Feygin and Sik Pak 1999).
1.3 Three-Dimensional Printing (3DP)
In this process, a water-based liquid binder is applied in a jet onto a starch-based powder to print the design converted in data from CAD. The powder particles lie on a powder bed and become glued to each other when the binder is applied. Following the sequential application of layers, the unbound powders are carefully removed (Haggerty et al. 1993).
1.4 Selective Laser Sintering (SLS)
This process mainly works with high power laser to fuse small particles of the build material. The fabrication powder bed is heated just below the melting point of the material with the primary objective of minimizing thermal distortion and to facilitate fusion to the previous layer. Then, each layer is drawn into the powder bed using a laser to sinter the material (Deckard 1989).
1.5 Laser Engineered Net Shaping (LENS)
With this technique, a component is fabricated by focusing a high-powered laser beam onto a substrate. The primary objective is to create a molten pool into which metal powder particles are injected to build each layer gradually. The substrate is moved gently below the laser beam to deposit a thin cross section and thereby create the desired part (Jeantette et al. 2000).
1.6 Electron Beam Melting (EBM)
This process is quite similar to SLS; an electron laser beam is used to melt the powder. High voltage powers the laser beam. With this technology, the high-power electron generates the energy needed for high melting capacity and high productivity. The electron beam is managed by electromagnetic coils providing extremely fast and accurate beam control that allows several melt pools to be maintained simultaneously (Yamamoto and Sakai 2005).
1.7 Fused Deposition Modeling (FDM)
This technique works extruding material, normally liquid thermoplastic, from an extruder and it is deposited on a hot bed. The material is heated until it reaches the liquid state, in other words, in average one grade above the melting point. This characteristic allows solidifying the material immediately after the extrusion building a layer (Crump and Stratasys 1992).
According to the time to award the patents, it is possible to identify the development of the AM during the past three decades. Figure 16.2 presents a timeline for this technology. It is necessary to specify that due to the variety of process, each category has its characteristics. After this global scenery of AM, it is possible to determinate the importance of FDM in AM.

Timeline of additive manufacturing
Up to now, FDM is the most economical technology of AM. As a consequence, this technology has been developed and changed its characteristics quickly. To explain better this technology, it is necessary to describe with more precision what is FDM.
Using FDM, it is possible to fabricate three-dimensional objects from virtual CAD models, sometimes with complex geometrical shapes. When we write sometimes, we think about different factors that make possible to create these types of shapes. One of its advantages is the fast way to reduce the product development cycle period (Kovan et al. 2017). Layer-upon-layer, 3D structures are built approximately by hundreds of planar layers without geometric restrictions (Hartke 2011; Wohlers Associates 2011). Another advantage is the low cost, this technology, as it has been mentioned, is cheaper than the other six AM technologies. For example, in the market is possible to find equipment from $100.00 US as Anet-A8, until the most complex equipment with a value of $7000.00–10,000.00 US as the Makerbot Z18. The prices make possible that many people who are interested in creating prototypes or their own parts could manufacture them in a customized way.
Convenient and high material usage efficiency are other characteristics of FDM. Nowadays, the development of materials has given high value to this technology. It is possible to find synthetic polymers as ABS, PLA, PET, NYLON, and so forth; and natural polymer as a special kind of WOOD (Jones et al. 2015).
2 Methodology
The methodology used to find out the recent advances in FDM published on database and internet consisted of a Systematic Review designed in two phases:
-
Information resources: This activity was focused to identify the information associated with FDM advances using different syntaxes. The review of databases considered online was EBSCO, ELSEVIER, EMERALD, IEEE, SCOPUS, and SPRINGER.
-
Classification of information: This activity consists of generating a timeline using the date of the publications, making convergence of the terms used by the authors and the code generated by the different operators.
3 Results
As a first step, the determinations of the syntaxes that allow finding the information associated with the Fused Deposition Advances were determined. The syntaxes obtained are shown below.
-
Search for phrase Fuse Deposition Modeling Advances in the title field. Title: “Fused Deposition Modeling Advances.”
-
Search for phrase Fuse Deposition Modeling Advances and Additive Manufacturing in the body field. Title: “Fused Deposition Modeling Advances” and “Additive Manufacturing.”
-
Search for either the phrase Fuse Deposition Modeling in the title AND the phrase advances in the body field or the word advances in the title field. Title: “Fused Deposition Modeling” and body “advances.”
The second step consisted of using the syntaxes generated in the first step. The syntaxes were typed in each database with the purpose to get the documents associated with the topic of interest. This proceeding considered the number of results obtained and the date of publication. These proceedings considered the number of results obtained and the date of publication. The aim was to determine the number of articles and documents generated by year. The period of search was under the restriction of the history of AM. The first patent was in 1980. In this context, it was possible to define periods of 10 years, until the last that is of 8 years. Table 16.2 presents the results identified with the syntaxes “Fused Deposition Modeling Advances”.
Table 16.3 presents the results of the search using the syntaxes “Fused Deposition Modeling Advances” and “Additive Manufacturing”.
Table 16.4 shows the results obtained from the search using the syntaxes Titled: “Fused Deposition Modeling” and body “advances.”
With the research of the syntaxes mentioned above, we identified 561 papers that cover the inclusion and exclusion criteria. This restriction considers the works that include the technology of Fused Deposition Modeling and advances in all areas of engineering, medicine, mechatronics, and so forth.
According to the documents found, a summary of the progress identified was developed. The resume is integrated with the most common topics that were covered by the researchers. The next list describes the topics covered.
3.1 Design Methods and Standards
Focused on the advances identified by the concept “Fused Deposition Modeling”, the design and manufacturing activities have been increasing their capabilities on the creation of new shapes with unbelievable functions. The evolution of components, assembly, and sub-assembly has demonstrated the utility of the AM in this field. With the AM, designers began to create and explore new forms and functions of their creations, allowing them the facility to reduce the restrictions that classical manufacturing has. The systematic prescription of the shape and the liberty of the designer to create new components has been restricted by characteristics of an artifact to achieve specified objects (Esposito Corcione et al. 2018).
Since the design has been the beginning of the manufacturing process and quality, the quality of some special components have improved significantly from a process point of view, also, the design has been considered a critical activity because it represents as much as 80% of the cost of the product and the success of the product during the production process (Ford and Despeisse 2016). Until this critical percentage, the design in FDM has been changed considering the final function of the component printed.
At the beginning of the FDM, the design of the component only considered the shape, the format of the printer, and the material. Currently, the design is part of the preprocess (Gautam et al. 2018).
This advantage and the development in the FDM represent the integration of the parameters of the design in the specification that manufacture uses.
The phase of design and the advantages associated with FDM have also been associated with the simulation process (Dong et al. 2018). Now, designers could validate their designs using advanced software for design and prototype before sending it to the production process. From this point of view, it is important to declare, that in some cases, FDM is the technology most commonly used due to their low-cost equipment and their economy of operation.
Finally, with the development of FDM, new opportunities have been opened creating new alternatives of design, the economy of process, development of materials, environment protection, and social responsibilities (Raja et al. 2006). These changes allow the technology to create products focused on maximizing the needs and satisfaction of the users and designers.
3.2 Process Innovation
Innovation in additive manufacturing processes includes efforts for increasing parts qualities, high productivity rate, high-security requirements, reduction of manufacturing cost, reduction of lead time and, among others. Focused on the satisfaction of the customer needs, usually, the manufacturing processes conditions are established for each application. At this point, it is important to specify the existence of automatized equipment that makes 90% of the adjustment automatically, the other 10% is made by the user. In low-cost equipment, the customer has to make all the adjustments necessary to manufacture the component with acceptable quality.
A general recommendation found in publications declares that the key success of the FDM depends upon the proper selection of process parameters (Jones et al. 2015; Morozov et al. 2016; Vairis et al. 2016; Kovan et al. 2017). The determination of the optimum process has been an important task for users (Mellor et al. 2014; Gardan 2015). As a result of the control of equipment, materials, and environment process, it is possible to assure the quality of the printing parts, improving dimensional precision, avoiding unacceptable wastes, enhancing production rates and reducing production time and cost (Rayna et al. 2015).
Until 2017, the process exhibits much difficulty in determining optimal parameters due to the presence of a large number of conflicting parameters that influence the part quality and material properties (Vairis et al. 2016; Hart and Wetzel 2017; Kovan et al. 2017). At this point, it is possible to declare that there exists a complementary action between materials, designs, components, and the control of the process parameters.
3.3 Surface Roughness
This topic has been studied since the technology appeared. This characteristic has been a problem that is faced by the FDM versus classical manufacturing techniques. Until nowadays, the advancement identified has been to modify the dimension of the nozzle hole. However, the time of production has been increased. On the other hand, it is possible to identify that the information developed by researchers has been focused on the orientation of the base considering thickness, road width and speed, raster angle and air gap (Anitha et al. 2001; Nancharaiah et al. 2010; Boschetto et al. 2016). To describe the surface roughness some papers presents a general image of the slices. Figures 16.3 and 16.4 describe the effect of slicing over irregular figures. It is clear that the roughness has been associated to this effect.

Surface defects over spherical part

Surface defects in a cavity
3.4 Dimensional Accuracy
Because of the deformation of the materials during the process of additive material, the dimensional accuracy depends on build orientation and the position thickness. The advantage is focused on the different deposition patterns. In this case, the advances generated include the influences and control of five processes parameters that include dimensional accuracy, raster angle, air gap, layer thickness, and orientation, these parameters are presented in Fig. 16.5. As a result, in the topic related with the advantage, the literature recommend that the thickness of the fabricated part should be consider a layer thickness of 0.178 mm, a par orientation of 0°, a raster angle of 0°, a road with of 0.4564 mm, and an air gap of 0.008 mm (Raja et al. 2006; Sood et al. 2009; Nancharaiah et al. 2010; Kovan et al. 2017).

Process parameters for dimensional accuracy
3.5 Material Behavior
This part of the process has been investigated considering the inclusion of new materials and additives. In the polymer process, it is natural that the material will develop a behavior in the function of the environment of printing. When the process began, it was usual to find equipment exposed to the environmental factors, which affect the retraction or expansion of the material. Today, under this restriction, most of the high-cost equipment have different complements that allow control or reduce the impact of the environment. In a most specific way, the printing will depend on the materials used during the processes without dismissing the factors associated to the equipment, that are the layer thickness, the raster angle, and the air gap (Peng et al. 2014; Achillas et al. 2015; Boschetto and Bottini 2015).
3.6 Build Time
The estimation of the time required to print the component is important. At the beginning of this technology, the time was a forecast estimated in function of the layer thickness. Considering this restriction, the development of new software allows the user to control different factors, principally the idea of the function of the prototype. This means that many users just need to build their ideas without resistance or functionality. Recent results present that the layer thickness and air gap contributed to the 67 and 30% of the build time, respectively. This recommendation is an important advantage because it allows the user to optimize the process time (Beaman et al. 2014).
3.7 Mechanical Properties
With the development of new materials, for example, the synthetic polymers, FDM has covered new areas of product development and has opened up new opportunities to create diverse areas of products. Synthetic polymers have been used since this technology appeared in the market, being the most common the ABS and PLA. The new materials have the properties of increase the resistance to tension (Vairis et al. 2016; Hart and Wetzel 2017; Kovan et al. 2017), compression (Vairis et al. 2016; Dickson et al. 2017; Hart and Wetzel 2017; Hinderdael et al. 2017; Kovan et al. 2017; Thomas 2017), torsion (Balderrama-Armendariz et al. 2018; Jiao et al. 2018; Salazar-Martín et al. 2018), and flexion (Dinon et al. 2018; Soriano-Heras et al. 2018).
Finally, the continuous improvement of materials has been converted as a challenge of the AM. The time required by this technology is compensated by the mechanical characteristics that will be modified in a short time.
3.8 Economic Implications of Fused Deposition Modeling
According to the literature review, FDM has changed the economic scenario of the manufacturing. Although several companies have used FDM in prototyping for more than 25 years, it was only recently that the techniques gained the attention of the broader public to the point of enthusiastic reports in the mass media. Facing the new manufacturing era, the market for AM, including all products and services worldwide, grew to $3.07 billion with a compound annual growth rate of 34.9%; experts estimate the size of the AM market in 2021 at $10.8 billion (Thiesse et al. 2015). Considering this important forecast of growth, FDM is considering the most useful technology of AM, where the percentage of participation in this growth is projected by at least 50% of the use in FDM.
The current state of technological FDM and skills, define a technology frontier which separates possible production scenarios from fictional devices. For Thiesse et al. (2015), the rise of FDM as a part of AM extends this technology along the flexibility axis and opens opportunities for manufacturing companies in three regards.
-
FDM offers the option of generating objects that would have been impossible to make with any other technology. This high level of flexibility refers not only to the actual production outputs but also tools, which can be prepared more efficiently.
-
About job shop manufacturing, FDM can be used as an automation technology which substitutes human labor. Though it may seem counterintuitive to the flexibility of 3D printer thus allows for efficiency gains.
-
Finally, FDM allows for cost-efficient switching from traditional mass production to new areas of mass customization. Here, companies use FDM to offer their customers a broader product range, individualized products, or shorter product life cycles over time.
In Fig. 16.6, it is possible to identify the relationship between the factor flexibility and efficiency. It is essential to mention that the factor flexibility describes design variability, fixed costs, etc., and, the efficiency explains variable costs, lead time, etc.

Impacts of 3D printing on manufacturing systems
As it could be seen, manufacturing of “impossible” designs explain a high level of flexibility, at this level designers broke the limit of their imagination. Their designs are developed entirely on function and image. In contrast with flexibility, the variable that opposes the creativity of designers is the efficiency. At this level is where the 3D printing loses the battle of manufacturing systems only for the lead time.
Considering AM as an industrial manufacturing technique it is possible to define its technological potential. The layer-based manufacturing process makes possible production of individual products with high expectations of design, as it has been described in Fig. 16.6. The most important restrictions are associated with the producibility. It is reasonable that AM is limited by the number of pieces generated by each technology. As a consequence, the technological potential is not associated with the number of pieces generated and it is the quality of the pieces that could be considered unique.
One of the characteristics that make profitable AM is the ecological potential. The technology allows increasing the resource efficiency. The aim has applied the material only in those areas where is required. These specific activities allow saving over 30% of the material and weight. Also, reduce the logistics process via digitalization. In other words, the physical flow of materials can be reduced significantly.
Finally, it is possible to resume the economic implications of this technology in just three words, economic, ecological, and customized. The optimization of material favors the economic impact, as a consequence, the ecological impact is measured by the optimal use of the resources and the customized is characterized by the creation of new products focused on the satisfaction of the users.
3.9 Workforce in FDM
Technology is rapidly transforming the manufacturing industry but, what will this mean for the future work? The answer is clear, technology demands the development of skills and workforce where the companies and governments have to prepare for a new kind of human capital. According to Soltesz et al. (2016), each job in the advanced manufacturing industry supports another 3.5 jobs in the supply chain.
In Soltesz et al. (2016) research, they found that AM industries account for 13% of all jobs in the U.S., nearly 24 million people have been employed in AM industries, and they are compensated more highly than other workers. In their report, they describe that, on average, a worker makes nearly $95,000, compared to an average of about $73,000 overall manufacturing industries. Workers in traditional manufacturing make only about $57,000.
However, what about FDM, it is clear that their income is equal and is in the range of the workers that develop their skills in AM. Since 2008, Wagner et al. (2008) identifies the necessity of workers open to new technology, people with advanced knowledge and skills in computer programs and design. Nowadays, these skills could be found in 20% of the American houses, where young people begin to identify themselves with entrepreneurial projects. In other words, the economy is facing the new era of business, headed by customized productions.
It is essential to describe that due to the growth of FDM, a range of jobs including engineering, design, software development, material science, and additive manufacturing technicianshas developed (Petch 2018). These are the future for professionals and technicians in FDM.
4 Conclusions
With the development and change of the paradigm and manufacturing from subtractive manufacturing to additive manufacturing, it could be possible to declare that the Third Industrial Revolution began with AM technology since 1980. Facing this change is possible to affirm that this technology has increased its development quickly compared with the subtractive manufacturing. Nowadays, it is possible to resume the advantages in three ways.
First, the liberty of design. This point refers to the advantage gained by designers in a way to create components with structures and shapes more complicated than the used ones actually. Restricted by the capacity of the process, the designers had considered this capacity to create their new designs, always limited by internal and external shapes of the component. Using FDM, it is possible to create the prototype and, in some cases, a micro-production of particular components or assembles.
Second, the process has been changed since the apparition of this technology in 1992. Now, it is possible to buy specialized equipment of high cost including all the electronics components that are necessary to create more complex components with high quality in less time than 10 years ago. In another way, it is possible to buy low-cost equipment that works perfectly with the same or better quality than high-cost equipment. If the user knows how to set up correctly the printer, the low-cost equipment will produce high-quality elements. The process will change fast in the next 10 years due to the implementation and use of advanced electronics and technology. These new challenges include equipment, materials, process, social compromise, economy, environment, and satisfaction of user’s needs.
Third, materials are the field where FDM have found a remarkable discovery. With the nanoprocess and bioprocess focused on improving the quality of life, the integration of this technology has supported the creation of prosthesis, nanodevices, etc. Materials allow FDM to create a component that could be comparable with components created by a process that use more complex tools, equipment, and personnel.
Finally, future studies would allow FDM not only optimize this technology, materials, and techniques but also to develop effective methods for inspecting their processes and products. With these factors under control, it will be possible to have at least one personnel FDM equipment as a personal computer at home.
References
Achillas C, Aidonis D, Lakovou E et al (2015) A methodological framework for the inclusion of modern additive manufacturing into the production portfolio of a focused factory. J Manuf Syst 1:328–339. https://doi.org/10.1016/j.jmsy.2014.07.014
Altinkemer K, Ozcelik Y, Ozdemir Z (2011) Productivity and performance effects of business process reengineering: a firm-level analysis. J Manage Inf Syst 27:129–162. https://doi.org/10.2753/MIS0742-1222270405
Anitha R, Arunachalam S, Radhakrishnan P (2001) Critical parameters influencing the quality of prototypes in fused deposition modelling. J Mater Process Technol 118:385–388. https://doi.org/10.1016/S0924-0136(01)00980-3
ASTM International (2013) F2792-12a—standard terminology for additive manufacturing technologies. Rapid Manuf Assoc 10–12. https://doi.org/10.1520/f2792-12a.2
Balderrama-Armendariz CO, MacDonald E, Espalin D et al (2018) Torsion analysis of the anisotropic behavior of FDM technology. Int J Adv Manuf Technol 1–11. https://doi.org/10.1007/s00170-018-1602-0
Beaman J, Bourell D, Wallace D (2014) Additive manufacturing and 3d printing. J Manuf Sci Eng
Boschetto A, Bottini L (2015) Roughness prediction in coupled operations of fused deposition modeling and barrel finishing. J Mater Process Technol 219:181–192. https://doi.org/10.1016/j.jmatprotec.2014.12.021
Boschetto A, Bottini L, Veniali F (2016) Finishing of fused deposition modeling parts by CNC machining. Robot Comput Integr Manuf 41:92–101. https://doi.org/10.1016/j.rcim.2016.03.004
Bourell D, Beaman J, Marcus J, Barlow W (1990) Solid freeform fabrication: an advanced manufacturing approach. In: Beaman J, Marcus H, Bourell J, Barlow W (eds) Solid freeform fabrication symposium proceedings, Austin, TX, pp 1–7
Campbell R, Dickens P (1994) Rapid prototyping: a global view. In: Marcus H, Beaman J, Barlow D et al (eds) 5th solid freeform fabrication symposium proceedings, Austin, TX, pp 110–117
Crump S, Stratasys I (1992) Apparatus and method for creating three-dimensional objects
Deckard CR (1989) US patent no 4,863,538. US Patent and Trademark Office, Washington, DC
Degarmo E, Black J, Kohser R (2003) Materials and processes in manufacturing, 9th edn. Wiley International
Dickson AN, Barry JN, McDonnell KA, Dowling DP (2017) Fabrication of continuous carbon, glass and kevlar fibre reinforced polymer composites using additive manufacturing. Addit Manuf 16:146–152. https://doi.org/10.1016/j.addma.2017.06.004
Dinon T, Caimmi M, Chiavenna A, Malosio M, Prini A, Scano A, Molinari Tosatti L, Curró C, Lenzi B, Megale V (2018) DUALarm: an open-source and 3D-printable device for upper limb neurorehabilitation. J Rehabil Assitive Technol Eng 5:1–13. https://doi.org/10.1177/2055668317749989
Dong G, Wijaya G, Tang Y, Zhao YF (2018) Optimizing process parameters of fused deposition modeling by Taguchi method for the fabrication of lattice structures. Addit Manuf 19:62–72. https://doi.org/10.1016/j.addma.2017.11.004
Esposito Corcione C, Palumbo E, Masciullo A et al (2018) Fused deposition modeling (FDM): an innovative technique aimed at reusing Lecce stone waste for industrial design and building applications. Constr Build Mater 158:276–284. https://doi.org/10.1016/j.conbuildmat.2017.10.011
Feygin M, Sik Pak S (1999) US patent no 5,876,550. US Patent and Trademark Office, Washington, DC
Ford S, Despeisse M (2016) Additive manufacturing and sustainability: an exploratory study of the advantages and challenges. J Clean Prod 137:1573–1587. https://doi.org/10.1016/j.jclepro.2016.04.150
Gardan J (2015) Additive manufacturing technologies: state of the art and trends. Int J Prod Res 54:3118–3132. https://doi.org/10.1080/00207543.2015.1115909
Gautam R, Idapalapati S, Feih S (2018) Printing and characterisation of Kagome lattice structures by fused deposition modelling. Mater Des 137:266–275. https://doi.org/10.1016/j.matdes.2017.10.022
Groover M (2007) Fundamentals of modern manufacturing: materials, processes and systems, 1st edn. Pearson Prentice-Hall, Mexico DF (in Spanish)
Haggerty S, Michael J, Williams PA (1993) Three-dimensional printing techniques
Hart KR, Wetzel ED (2017) Fracture behavior of additively manufactured acrylonitrile butadiene styrene (ABS) materials. Eng Fract Mech 177:1–13. https://doi.org/10.1016/j.engfracmech.2017.03.028
Hartke K (2011) Manufacturing technology support. OH
Hinderdael M, Jardon Z, Lison M et al (2017) Proof of concept of integrated load measurement in 3D printed structures. Sensors 17:328. https://doi.org/10.3390/s17020328
Hull CW (1986) Apparatus for production of three-dimensional objects by stereolithography, pp 1–16
Jeantette FP, Keicher DM, Romero JA, Schanwald LP (2000) Method and system for producing complex-shape objects. US006046426A
Jiao Z, Li F, Xie L et al (2018) Experimental research of drop-on-demand droplet jetting 3D printing with molten polymer. J Appl Polym Sci 135:1–12. https://doi.org/10.1002/app.45933
Jones JB, Wimpenny DI, Gibbons GJ (2015) Additive manufacturing under pressure. Rapid Prototyp J 21:89–97. https://doi.org/10.1108/RPJ-02-2013-0016
Kalpakjian S, Schmid S (2014) Manufacturing engineering and technology, 7th edn. Pearson, New Jersey
Kovan V, Altan G, Topal ES (2017) Effect of layer thickness and print orientation on strength of 3D printed and adhesively bonded single lap joints. J Mech Sci Technol 31:2197–2201. https://doi.org/10.1007/s12206-017-0415-7
Mellor S, Hao L, Zhang D (2014) Additive manufacturing: a framework for implementation. Int J Prod Econ 149:194–201. https://doi.org/10.1016/j.ijpe.2013.07.008
Morozov EV, Novikov MM, Bouznik VM (2016) MRI monitoring and non-destructive quality measurement of polymeric patterns manufactured via stereolithography. INFONA 12:16–24
Nancharaiah T, Raju DR, Raju VR (2010) An experimental investigation on surface quality and dimensional accuracy of FDM components. Int J Emerg Technol 1:106–111
Peng A, Xiao X, Yue R (2014) Process parameter optimization for fused deposition modeling using response surface methodology combined with fuzzy inference system. Int J Adv Manuf Technol 73:87–100. https://doi.org/10.1007/s00170-014-5796-5
Petch M (2018) 3D printing industry jobs board launches. In: 3D Print Ind. https://3dprintingindustry.com/news/3d-printing-industry-jobs-board-launches-130004/. Accessed 7 Mar 2018
Raja V, Zhang S, Garside J et al (2006) Rapid and cost-effective manufacturing of high-integrity aerospace components. Int J Adv Manuf Technol 27:759–773. https://doi.org/10.1007/s00170-004-2251-z
Rayna T, Striukova L, Darlington J (2015) Co-creation and user innovation: the role of online 3D printing platforms. J Eng Technol Manag 37:90–102. https://doi.org/10.1016/j.jengtecman.2015.07.002
Salazar-Martín AG, Pérez MA, García-Granada A-A et al (2018) A study of creep in polycarbonate fused deposition modelling parts. Mater Des 141:414–425. https://doi.org/10.1016/j.matdes.2018.01.008
Schey J (2002) Manufacturing process (Procesos de Manufactura). MCGRAW-HILL/INTERAMERICANA DE MEXICO, Mexico, DF
Scott J, Gupta N, Weber C, Newsome S (2012) Additive manufacturing: status and opportunities
Shunta J (1997) Achieving world class manufacturing through process control, 1st edn. Prentice Hall, Saddle River
Soltesz JP, Rutkofsky M, Kerr K, Annunziata M (2016) The workforce of the future—advanced manufacturing’s impact on the global economy. GE Digit 1–27
Sood AK, Ohdar RK, Mahapatra SS (2009) Improving dimensional accuracy of fused deposition modelling processed part using grey Taguchi method. Mater Des 30:4243–4252. https://doi.org/10.1016/j.matdes.2009.04.030
Soriano-Heras E, Blaya-Haro F, Molino C, de Agustín del Burgo JM (2018) Rapid prototyping prosthetic hand acting by a low-cost shape-memory-alloy actuator. J Artif Organs. https://doi.org/10.1007/s10047-017-1014-1
Srivastava S (2010) Process modeling and simulation. Wipro Applying Thought
Srivatsan TS, Sudarshan TS (2016) Additive manufacturing, innovations, advances, and aplications. CRC Press, Boca Raton
Tauseef A (2010) Flexible manufacturing system : hardware components. J Future Manuf Syst. https://doi.org/10.5772/10237
Thiesse, Morar D, Lasi H et al (2015) Economic implications of additive manufacturing and the contribution of MIS. 57:139–148. https://doi.org/10.1007/s12599-015-0374-4
Thomas D (2017) Developing enhanced carbon nanotube reinforced composites for full-scale 3D printed components. Reinf Plast 0:4–7. https://doi.org/10.1016/j.repl.2017.06.089
Vairis A, Petousis M, Vidakis N, Savvakis K (2016) On the strain rate sensitivity of abs and abs plus fused deposition modeling parts. J Mater Eng Perform 25:3558–3565. https://doi.org/10.1007/s11665-016-2198-x
Vollman T, Berry W, Whybark D (1997) Manufacturing planning and control systems, 4th edn. APICS
Wagner H, Dainty A, Hague R et al (2008) The effects of new technology adoption on employee skills in the prosthetics profession. Int J Prod Res 46:6461–6478. https://doi.org/10.1080/00207540701432623
Wohlers Associates Inc (2011) Additive manufacturing technology roadmap for Australia, Australia. http://3dprintingexpo.org/wp-content/uploads/Additive-Manufacturing-Technology-Roadmap-CSIRO-2011.pdf
Yamamoto N, Sakai K (2005) US patent no 6,858,059 B2. US Patent and Trademark Office, Washington, DC
Zandin KB (ed) (2001) Maynard’s industrial engineering handbook, 5th edn. MCGRAW-HILL, New York
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Switzerland AG
About this chapter

Cite this chapter
Aguilar-Duque, J.I., Hernández-Arellano, J.L., Avelar-Sosa, L., Amaya-Parra, G., Tamayo-Pérez, U.J. (2019). Additive Manufacturing: Fused Deposition Modeling Advances. In: García Alcaraz, J., Rivera Cadavid, L., González-Ramírez, R., Leal Jamil, G., Chong Chong, M. (eds) Best Practices in Manufacturing Processes. Springer, Cham. https://doi.org/10.1007/978-3-319-99190-0_16
Download citation
DOI: https://doi.org/10.1007/978-3-319-99190-0_16
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-99189-4
Online ISBN: 978-3-319-99190-0
eBook Packages: EngineeringEngineering (R0)