
Abstract
Electrospun nanofiber membranes have many application potentials, including air/water filtration, gas storage, sensors/electronics, and healthcare/cosmetics. The recent advances of these membranes for water filtration applications, including microfiltration, ultrafiltration, nanofiltration, reverse osmosis, forward osmosis, and membrane distillation, are reviewed here. The high porosity, adjustable pore size/pore size distribution, large range of materials choice, and available surface functionalization have provided the flexibility to tailor-design the membranes for numerous existing and emerging applications. Recent advances in electrospinning technology have further offered a variety of pathway for scale-up production of electrospun membranes, realizing its potential for water purification.
Access provided by CONRICYT-eBooks. Download chapter PDF
Similar content being viewed by others


Keywords
- Electrospun nanofibers
- Microfiltration
- Ultrafiltration
- Nanofiltration
- Reverse osmosis
- Forward osmosis
- Membrane distillation
- Water purification
2.1 Introduction
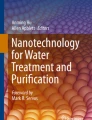
Quasi-three-dimensional nanofibrous scaffolds with submicron or nano-sized diameters can be fabricated using the electrospinning technology [1,2,3,4]. Electrospinning is the atomization process of a conducting fluid under high electrostatic field. The fluid is usually a charged polymer solution, where the solution jet can be ejected toward the target collector when the applied electrostatic field overcomes the surface tension of the polymer solution, as shown in Fig. 2.1a [5]. The fluid jet first travels in a straight line, followed by bending and twisting due to solvent evaporation, resulting in a significant increase of electrostatic repulsion, as shown in Fig. 2.1b [6]. The unstable jet leads to a substantial stretching of the polymer chains, and forms a nanoscale size filament when deposited on the collector. With the appropriate control of solvent evaporation, the final filament can contain a small amount of solvent and form an interconnected quasi-three-dimensional mat with all the junctions fused. The diameter of electrospun fiber is often about two orders of magnitude smaller than that of synthetic fibers, as shown in Fig. 2.1c [7].

Polymeric fluid droplet under an applied electric field (a) [5], high-speed photograph of electrospinning process (b) Image courtesy of Dr. Christian Burger, Stony Brook University [6], and SEM image of PET with electrospun nanofibers (c) [7]. Reprinted with permission from reference [5]. Copyright (2006) American Chemical Society
The electrospun nanofibrous scaffolds with nanoscale fiber diameters have very large surface-area-to-volume ratio and very high porosity [8, 9]. More than that, the morphology and properties of the electrospun nanofibers could be designed and fabricated by using a wide variety of materials (e.g., inorganic or organic polymers, including natural and synthetic, and hybrid materials) and by adjusting the parameters of the polymer solution (e.g., concentration, viscosity, conductivity, polymer type, solvent), electrospinning process (e.g., applied voltage, flow rate, jet travelling distance, collection target materials), and environmental variables (e.g., temperature, humidity, chamber pressure) [2]. It should be mentioned that most of the parameters are closely correlated with one another in the electrospinning process. Consequently, electrospinning is both complex and versatile . Combining the physical features of nanofibers with chemical functionality, electrospun fibrous scaffolds can be used for a broad range of applications, including air and water purification [10, 11], drug (gene) delivery [12], wound dressing [13,14,15], enzyme immobilization [16], tissue engineering [17,18,19], gas storage [20], and sensors and electrodes in electronics [21, 22].
In the case of water purification, electrospun nanofibrous scaffolds can be used directly as a barrier layer to remove large contaminants in microfiltration, or indirectly as a substrate layer to support a barrier layer for ultrafiltration , nanofiltration , and reverse osmosis for desalination [11]. There are a number of comprehensive reviews dealing with the subject of electrospun nanofibrous membranes for water purification, where each review focused on the different aspects of the topic [6, 11, 23,24,25,26]. For example, one review emphasized the use of a variety of natural and synthetic polymer materials in fabrication of electrospun nanofibrous mats [11], whereas the others focused on the surface modifications schemes [6, 27]. It is clear that the electrospinning technology can offer unique advantages, either through the electrospinning setup or by more flexible materials selection, over conventional methods to design and fabricate membranes with suitable physical and chemical properties to meet some special requirements for a targeted water treatment. Thus, in this chapter, we focus on the recent advances in electrospinning technologies, which are particularly suited to produce uniform nanofibrous scaffolds appropriate for a wide range of water purification applications.
2.2 Electrospinning Technology
2.2.1 Brief History
The electrospinning phenomenon was first observed by Rayleigh in 1879 [28], which led to the seminal demonstration of electrospraying by Zeleny in 1914 [29]. Zeleny carefully investigated the behavior of fluid droplets at the tip of metal capillaries under electrical field using a mathematical model to describe the behavior of charged fluid by electrostatic force. The setup and the method of electrospinning were patented separately by Cooley and Morton, respectively, in 1902 [30, 31]. Further developments toward commercialization were made by Formhals, who filed a sequence of patents in 1934 (e.g., the fabrication of textile yarns [32]). Electrospinning from a melt rather than from a solution was first patented by Norton in 1936, using an air-blast to assist the fiber formation [33]. Thereafter, much research has focused on more fundamental research, especially the formation of the jet from the spinneret as a function of electrostatic field strength, fluid viscosity, and molecular weight of the polymer in solution. Among these studies, the works of Taylor in 1969 on the electrically driven jets were particularly noteworthy, which had been regarded as the foundation for the current technology [34, 35]. Up to now, there are more than 1000 patents and 10,000 research publications on the subject of electrospinning of polymer melts and solutions. The rapid growth of this technology can be appreciated by the fact that, in 2013, a review indicated that there were only about 2000 publications associated with the electrospinning technology, where about 1/10 was related to biomedical applications [36].
2.2.2 Single-Jet Electrospinning
One reason for the rapid spread of the electrospinning technology is the simplicity of the setup. A single-jet electrospinning device can be constructed easily for laboratory research. In a typical electrospinning setup (as illustrated in Fig. 2.2), the major components include a high-voltage power supply, a syringe pump for delivery of polymer solution, a spinneret, a collecting drum, and an environmentally controlled enclosure that can adjust environmental parameters, such as temperature, humidity, gas (air) circulation, and solvent evaporation rate [2].

Most of natural materials, such as polysaccharides and silk, and synthetic polymers, such as polyacrylonitrile (PAN), polyethersulfone (PES), and polyvinylidene fluoride (PVDF), often used in water purification, can be fabricated directly into nanofibers using the above setup without an environmental control chamber [38]. However, a chamber with controlled humidity and temperature is often used to ensure the production of high quality nanofiber scaffolds. It is also imperative to point out that a proper housing assembly can provide the necessary protection for potential electrical hazards [39].
For water applications, PAN, PES, PVDF, polyvinyl alcohol (PVA), cellulose acetate (CA) and their derivatives have been electrospun into submicron fibrous scaffolds, which were used either as a barrier layer or as a supporting layer in filtration membranes [40]. The fiber diameter of electrospun nanofibers ranged typically from 0.1 to 1.0 μm, while the high porosity of the scaffolds varied from 70% to 95% [36]. The mean pore size of the nanofibrous scaffold could be adjusted for the removal of nanoparticles or waterborne bacteria (>0.2 μm) from contaminated water by size exclusion. An empirical relationship has been found between the mean pore size and mean fiber diameter of an optimized electrospun nanofibrous membrane for water purification—the mean pore size is about three times the mean fiber diameter when the porosity is fixed at 80% [23]. Therefore, the pore size of the filtration membrane can be designed by controlling the fiber diameter. It is apparent that the interconnected porous structure of an electrospun scaffold, defined by random deposition of nanofibers, can definitely lower the hydraulic resistance of water transportation when compared to conventional porous membranes, resulting in high permeation flux, which is beneficial for both barrier layer and support layer of a membrane [25].
In our recent studies, electrospun PAN membranes have been fabricated to remove bacteria, such as E. coli and B. diminuta, exhibiting six-log reduction value (LRV) efficiency, meeting the requirements for drinking water purification [41, 42]. The permeation flux of these electrospun PAN membranes was found to be about 2–5 times higher than those of most commercially available counterparts due to nanofibrous membrane’s high porosity and highly interconnected pores. The high flux performance allows more efficient usage in low-pressure driven processes such as gravity-powered filtration. For example, the pressure drop in a gravity-driven filtration process using electrospun nanofibrous membranes could be remained as low as 0.2 psi created using a feed solution containing model contaminants [43].
By infusing ultrafine cellulose nanofibers (CN) into an electrospun PAN scaffold, the composite membrane can further be used to remove waterborne viruses exhibiting 2–4 LRV against MS2, a bacteriophage [44]. The infused cellulose nanofibers, having functional groups such as carboxylate, hydroxyl, and aldehyde on the cellulose surface, could form a nanoscale web in the nanofibrous network of larger fiber size and behave as an adsorption medium [45]. This composite membrane structure offers several advantages over conventional microfiltration membranes: (1) a significant increase in the surface-to-volume ratio; (2) a decrease in pore size with reduced pore size distribution by forming a 3-D nanoweb structure among the electrospun nanofibrous scaffold; (3) enhanced overall mechanical properties of the composite network; and (4) abundant functionalities on the cellulose nanofiber surface can serve as adsorption sites to remove contaminants, such as viruses, dyes, heavy metal ions, and toxins [23]. Meanwhile, the high permeation flux was maintained because of the higher porosity, when compared with commercially available membranes at the same operating pressure.
It is clear that the pathway of surface functionalization can provide new opportunities to improve the separation efficiency of electrospun nanofibrous membrane, not just as a microfiltration filter but also as an adsorbent, for water purification. For example, using a coating method, the fiber surface in electrospun PAN membrane could become positively charged, where the resulting membrane can remove both nanoparticle through filtration and BSA protein through adsorption in simulated contaminated water [41]. In specific, electrospun PAN membrane was dip-coated with dual-vinyl monomers, where free radical polymerization could be initialed by a thermal treatment on the nanofiber surface [41]. The cross-linked polymer coating layer, containing imidazolium cations, not only enhanced the mechanical properties (by binding the junction points between the nanofibers) but also could adsorb negatively charged BSA proteins by electrostatic interactions. In the abovementioned scenarios, electrospun nanofibers were used directly as a barrier layer for microfiltration or an adsorbent. On the other hand, electrospun nanofibrous scaffold can also be used as a high porous substrate to support a barrier layer for ultrafiltration [46,47,48,49,50,51,52,53,54], nanofiltration [55,56,57], and reverse/forward osmosis applications [58, 59]. The new structure is termed thin-film nanofibrous composite (TFNC) structure, which often consists of three layers: the bottom layer is a conventional nonwoven substrate (e.g., polyethylene terephthalate, PET nonwoven mat); the middle layer is an electrospun nanofibrous scaffold; and the top barrier can be a hydrophilic polymer coating layer or another finer nanofiber layer [48], as shown in Fig. 2.3.

Three-layered nanofibrous membrane structure having cellulose nanofiber barrier layer (fiber diameter about 5 nm), electrospun nanofiber substrate (fiber diameter about 100 nm), and nonwoven fiber support (fiber diameter about 20 μm). Reprinted with permission from reference [49], Copyright (2011) American Chemical Society
Using the single-jet electrospinning technique, several TFNC membrane systems have been demonstrated. In one system, electrospun PAN scaffold was used to support a cross-linked PVA (using glutaraldehyde, GA, as the cross-linking reagent) barrier layer [46,47,48,49]. As both bulk and surface porosities of electrospun PAN scaffold (~80%) were significantly higher than those of porous support (bulk porosity ~ 50% and surface porosity ~ 25%) prepared by the phase-inversion method, the permeation flux of the TENC membrane was about 2–10× higher than the conventional membranes for ultrafiltration applications due to the lower hydraulic resistance of the supporting scaffold [25]. In addition to cross-linked PVA [46, 47, 53], other hydrophilic barrier layer using chitosan [60], cellulose [49, 51], and cellulose nanofibers [48, 52, 54] were also demonstrated in TFNC membranes for ultrafiltration applications, which will be discussed further later. The hydrophilic nature of these membranes exhibited antifouling properties, as well as higher permeability [11].
For nanofiltration and reverse osmosis , interfacial polymerization is often used to create a dense barrier layer on the top of an electrospun PAN membrane using the TFNC format [55,56,57,58,59]. In addition to higher permeability, electrospun nanofibrous scaffolds can also reduce the surface polarization of seed solution due to the interconnected porous structure [59]. In one study, up to two times permeation flux was achieved by using electrospun nanofibrous membrane as the mid-layer to support an interfacially polymerized barrier layer containing molecular additives, when compared with commercially available NF membranes (e.g., NF270) [57].
Using the single-jet electrospinning technology, electrospun membranes were produced for the membrane distillation application. Membrane distillation (MD) is an alternative approach that can desalinate seawater with significant energy saving benefits. The MD process is a thermal-gradient driven process, where electrospun nanofibrous membrane plays an essential role for separation of pure water and contaminants such as salt ions [61,62,63]. The ideal membranes for the MD application should have a small pore size (<0.2 μm) and a hydrophobic nature, where this structure and property can allow water vapor to efficiently pass through but prevent the passage of the liquid phase. With high porosity (but small pore size), an electrospun hydrophobic polystyrene (PS) membrane exhibited relatively high mass transfer rate for desalination of seawater and near 99.99% retention against sodium chloride [63].
2.2.3 Electroblowing Technology
A unique electrospinning operation, termed electroblowing, has been demonstrated to fabricate some more difficult-to-process materials, such as hyaluronic acid, into nanofibrous membrane having fibers with diameters in the tens of nanometer size range [64, 65]. We envision this technology can also be used to produce nanofibers as filter or adsorption media for water purification. A schematic diagram of the electroblowing setup for making nanofibrous membranes is shown in Fig. 2.4.

The difference between electrospinning and electroblowing is the adoption of airflow surrounding the spinneret in the latter, where the use of air can increase the production speed and control the solvent removal rate. In Fig. 2.4, the additional air blow system contains two components: an air-blowing assembly and a heating assembly. The gaseous flow rate was regulated directly by a speed-controlled blower, while the air temperature was controlled by the heating element. The air temperatures at different locations of the air blow system, depending upon the airflow rate, could be monitored to adjust the air temperature surrounding the spinneret. With this setup, we have successfully tested the electroblowing processing of some very viscous systems, such as hyaluronan (HA) solutions of different compositions and molecular weights that are difficult to electrospin, under typical electrospinning conditions. A consistent production of electrospun HA nanofibers with fiber diameter of about 100 nm have been fabricated using 2.5 (w/v)% HA with high molecular weight of ~3.5 million Dalton aqueous solution. The as-prepared electrospun HA nanofibers could be further cross-linked using hydrochloric acid (HCl) vapor/freezing dry approach or ethanol/HCl/water mixture immersion for the fabrication of water-resistant HA nanofibers [66]. The unique features of the electroblowing process for fabrication of nanofibrous membranes warrant further investigation, especially for more advanced operations such as pattern formation and layer-by-layer processing.
In electroblowing, a very larger volume of air and solvent mixture is generated. This will require the solvent retrieval step, if the solvent is not water. Without such a precaution, the electroblowing process will not be environmentally friendly. For this purpose, a solvent trapping system, suitable to recover most routine solvents , based on the concept of distillation for solvent recycling can be installed in the electroblowing process.
2.2.4 Double-Jet Electrospinning
The mechanical strength of electrospun nanofibrous membrane is one of the major concerns for practical applications of these materials, especially when the high porosity of the membrane needs to be maintained in the filtration process [49, 67, 68]. To address this concern, a double-jet electrospinning process has been developed and a schematic configuration of the setup for producing composite nanofibers is illustrated in Fig. 2.5 [69].

Configuration of the double-jet electrospinning setup (a) and composite nanofibers made by double-jet electrospinning (b)
In a double-jet electrospinning operation, two different polymer solutions are spun onto the same collector (Fig. 2.5a), where the resulting membrane contains one component that can be considered as the skeleton, and the other component forms a finer 3-D fibrous network within the skeleton scaffold, as shown in Fig. 2.5b. The thicker skeleton nanofibers provide mechanical properties for the membrane, and the thinner nanofibers offer functionality. As a result, the mechanical properties of the membrane can be essentially enhanced and used as a self-standing membrane for water purification.
As an example, PVA-PAN nanocomposite fibrous membrane was fabricated by double-jet electrospinning, where PVA nanofibers with a mean diameter of 800 ± 90 nm and PAN nanofibers with a mean diameter of 150 ± 40 nm were achieved, respectively [69]. The bimodal fiber diameter distribution of the nanocomposite membrane is observed by SEM in Fig. 2.5b. This membrane system was post-treated by GA to cross-link the PVA component, and the PAN component was also modified with polyvinylamine (PVAm) to create functional groups for heavy metal ion adsorption [70]. The cross-linked PVA nanofibrous scaffold exhibited outstanding mechanical properties which could withstand typical microfiltration operating pressure (e.g., 0.2–2.0 psi) without changing the porosity of the membrane [71]. Meanwhile, the finer PAN nanofibrous scaffold offered a high surface-to-volume ratio which was effective to improve the adsorption capacity of the membrane.
Although the single-jet and double-jet electrospinning operations are ideal for laboratory operations, the total yield of the production is relatively low. The real commercialization of electrospin products requires the scale-up production of the demonstrated electrospinning process. Therefore, the development of multiple-jet electrospinning technology became an essential step for applications of nanofibrous membranes [5].
2.2.5 Multiple-Jet Electrospinning
Multiple-jets with designed array patterns have been used to ensure the fabrication of uniform membrane thickness, where its production rate can be increased thousands of times over that of a single jet, depending on the amount of the spinnerets used [72, 73]. The multiple-jet operation, as shown schematically in Fig. 2.6, requires specially designed spinneret heads to achieve the desired electric field configuration and to isolate unwanted electrostatic field interactions. Meanwhile, additional facilities, such as dry air inlet hood, heating element, and environmental control chamber, are essential to control the solvent evaporation rate and to ensure the quality of the large-scale production.

For example, in one multiple-jet electrospinning setup, an electrified secondary electrode, in the shape of a metal ring around each spinneret, has been used to minimize the interactions between adjacent electrodes, and to shield the primary electrodes in order to form more uniform electrical field distribution [74,75,76]. Using the multiple-jet electrospinning apparatus, an electrospun nanofibrous membrane can be produced continuously over a reasonably long time period. In addition, the multiple-jet electrospinning setup can also be modified to provide the flexibility to fabricate multicomponent composite nanofibrous scaffolds. For example, a combination of multiple-jet electrospinning technology and melt-blown process has been proposed to prepare micro-nanofibrous scaffolds, where the large diameter fibers from melt blowing could form a skeleton and the smaller diameter fibers from electrospinning could form the nanofibrous network. The composite membrane will be ideal for combined microfiltration and adsorption applications . In the multiple-jet electrospinning operation , the quality control of electrospun membrane fabrication has become the most important issue. The evaluation tasks typically include (1) uniformity and consistency of the produced fibers; (2) desired fiber diameter and distribution; (3) practical operational parameters; and (4) standard method development for quality monitoring.
In the multiple-jet electrospinning operation, the charged jets are repulsive to each other. Therefore, the instrument should be designed to minimize the electric field interferences between each jet. In addition to the secondary electrode approach [74,75,76], this challenge can be overcome by using another approach, involving the adopting of needleless electrospinning techniques, where the electrode for the formation of charged jet could be in the form of a wire, cylinder, disc, ball, or spiral coil wire, where the multiple jets were formed spontaneously on the electrodes. The typical yield of the nanofiber production by these techniques can be more than 260 times in weight compared to that of a single-jet electrospinning [72, 77]. Unfortunately, the nature of the spontaneous fiber formation do not guarantee the uniformity on fiber diameters and fiber distribution, whereby the resulting membranes often do not have a homogeneous pore distribution necessary for water filtration. These membranes , however, are ideal for air filtration application, where the separation mechanism is dominated by the particle/nanofiber adsorption.
In the multiple-jet electrospinning operation, a large volume of solvent will need to be recycled or disposed properly, especially for the systems involving organic solvents like DMF, N,N-dimethyl sulfoxide (DMSO), chloroform, and tetrahydrofuran (THF). Earlier, we have discussed a trapping system to recycle organic solvent, such as DMF, from the solvent/air mixtures. If the solvent recycling process is not economically effective , one practical approach is that the exhaust solvent/air mixture can be burned directly by an incinerator before charging to the atmosphere.
2.2.6 Electrospinning Technology: Current Commercial Status
Currently, there are more than 200 universities and research institutes working on varying aspects of material developments and applications involving the use of electrospinning technologies, where more than 1000 scientific papers and patents have been published every year [78, 79]. Moreover, numerous industrial companies have developed their own electrospinning technologies for large-scale nanofiber production around the world, such as USA, Japan, Korea, Germany, Czech Republic , Canada, and Finland. Some selected names of these companies are illustrated in Table 2.1.
These companies all developed their own electrospinning facilities and could produce large-scale nanofibrous products based on their own market needs for specific applications. The flexibility of the electrospinning technology further facilitated some very innovative research and development of new materials and emerging applications by researchers in universities and research institutions. Typical applications of electrospun nanofibers in the industry include air and water filtration, composite materials, aerospace industry, healthcare, energy, and cosmetics, although the applications of air and gas filtration remain to be the largest segment [79, 81,82,83,84]. For example, Donaldson has commercial branches in more than 30 countries, where their electrospun nanofiber enhanced filters have been used quite extensively for gas/liquid separation and air filtration (e.g., filters for dust collection, gas turbine/heavy-duty engine air filtration) [85]. In another example, Elmarco has offered unique needless electrospinning technology that allows the production of nanofiber textiles on an industrial scale with high production rate. They have demonstrated electrospun products with sound absorption characteristics and for the elimination of mechanical/biological impurities in polluted air [86]. As electrospun membranes can offer some superior properties (e.g., higher porosity, large surface-to-volume ratio, and more functionality) over commercial membranes, we expect the large-scale commercialization of electrospun membranes for water purification is right around the corner. We believe the application of electrospun membranes for varying water treatments will likely be the next highlight in the membrane industry.
2.3 Unique Properties of Electrospun Nanofibrous Membranes
2.3.1 Tunable Structural Characters
The major structural parameters of electrospun nanofiber membranes, pertinent to water treatment applications, are surface area, porosity, and pore size. Typically, electrospun membranes have very high surface area, high porosity, and adjustable pore size and pore size distribution that can meet the requirements for water treatments [11]. These parameters will be discussed next as how they can be controlled by the electrospinning technology.
First of all, the surface-to-volume ratio of electrospun nanofibers is usually higher than conventional membranes made by the phase-inversion or solution casting techniques [24]. For example, the typical fiber diameter of an electrospun nanofiber is about a few hundred nanometers, while the range can span from a few tens of nanometers to microns. Correspondingly, the surface area of electrospun nanofibrous membrane can be from 10 to 40 m2/g [77]. As the surface-to-volume ratio is inversely proportional to the radius of the fiber, the thinner the fiber diameter, the higher the surface area. The large surface-to-volume ratio of the nanofibrous scaffolds is very beneficial to the adsorption of toxins, such as viruses, dyes, and heavy metal ions, to the fiber surface if properly modified. The duel functionality of filtration and adsorption allow the electrospun membranes to carve up a unique niche in the varying filtration applications [87]. The diameter of the electrospun nanofiber can be controlled by changing the electrospinning conditions, which means that the surface-to-volume ratio can be modulated by changing the fiber diameter. Perhaps, the easiest way to adjust the fiber diameter is by adjusting the polymer concentration during electrospinning. Typically, thinner fiber diameters can be obtained by using lower solution concentration, providing that the viscosity of the polymer solution is sufficiently high to be spinnable. The fiber diameter can also be changed by using other parameters such as higher electrical filed, larger ionic strength, and longer spinneret-to-collector distance.
For adsorption applications , one critical issue is the density and distribution of functional groups on the surface of the carrier scaffold [23]. Usually, the electrospun nanofiber scaffold having smaller fiber diameter possesses higher surface area, which can lead to higher adsorption capacity, if fiber surface is properly modified with effective adsorption sites. The smaller fiber diameter can also result in a smaller average pore size and pore size distribution of the membrane; however, this may often weaken the membrane strength. One way to overcome this problem is the use of a composite membrane structure, containing two interpenetrated fibrous networks of different fiber diameters. In one example study, very fine cellulose/chitin nanofibers (diameter about 5 nm) were infused into electrospun nanofibrous scaffolds (diameter about 200 nm), where the demonstrated composite membrane was found to have a flux two times higher than the commercial GS0.22 microfiltration membrane, and it also exhibited the adsorption capacity (against crystal violet, a cationic dye) 16 times higher than GS0.22 [44, 88, 89]. Figure 2.7 illustrates the SEM image and the schematic diagram of this composite nanofibrous membrane structure, where the very fine cellulose nanofibers significantly enhance the surface-to-volume ratio by forming a 3-D nanoweb network in the electrospun nanofiber scaffold [45]. It was found that the adsorption isotherms of this composite nanofibrous membrane followed the Langmuir model, which means that the adsorption of dye molecules was probably at the coverage of a monolayer. Meanwhile, the adsorption was found to approach the equilibrium very quickly due to the high porous structure of the membrane.

Representation of the nanostructure of the electrospun PAN scaffold infused with very fine cellulose nanofibers
The high porosity of electrospun nanofibrous membrane is beneficial for improving the permeation flux, as water molecules can transport through the membrane with low hydraulic resistance . This membrane system has an additional advantage, that is, all pores, defined by randomly deposited nanofibers, are interconnected with channel structure [25], which can reduce the hydraulic resistance of water and decrease the fouling tendency. Typically, the porosity of electrospun nanofibrous scaffold is 70–95%, depending on the electrospinning conditions [41]. On the other hand, conventional membranes fabricated by the phase-inversion approach often possess the bulk porosity from 50% to 70% with very low surface porosity 20–40% due to the asymmetric structure. The nature of high porosity makes the electrospun nanofibrous membrane as a high flux supporting scaffold to host a barrier layer for ultrafiltration (UF), nanofiltration (NF), and reverse osmosis (RO) and forward osmosis (FO) membrane fabrication [11]. For the FO operations, it was interesting to note that the concentration polarity near the barrier structure could be reduced due to the free diffusion of the salt ions in the nanofibrous scaffold.
For the UF application, a three-layered TFNC membrane, containing a PET nonwoven mat as the bottom layer, electrospun PAN nanofiber scaffold as the middle support, and cellulose regenerated from ionic liquid solution as the barrier, is used, as shown in Fig. 2.8 [49]. This TFNC membrane exhibited a ten times higher permeation flux against oily bilge water than that of commercial PAN10 UF membrane, while the rejection ratio remained about the same, after 100-h filtration performance [51]. One major difference between the TFNC membrane and PAN10 was the supporting layer, where the TFNC membrane used the electrospun nanofibrous scaffold as the mid-layer support and the PAN10 membrane contained the porous layer fabricated by the phase-inversion method. The high porosity of the electrospun nanofibrous scaffold in the TFNC membrane clearly enables the high flux membrane performance in UF, where the major separation mechanism is through size exclusion. It was also interesting to find that, the fouling trend of the TFNC membrane was relatively lower than that of PAN10, mainly due to the hydrophilic nature of its cellulose barrier layer [49].

Hierarchical structure of cellulose-based TFNC ultrafiltration membrane
In addition to the advantage of higher porosity, the pore size and pore size distribution of the electrospun nanofibrous membrane can be controlled by the electrospinning conditions. The pore size and pore size distribution are other two essential parameters associated with the filtration efficiency [41, 44]. From our experimental results, for typical nonwoven electrospun nanofiber scaffolds, when the fibers are randomly deposited without preferred orientation, and the porosity of the fibrous mat is kept constant at around 80 vol%, the pore size can be correlated with the fiber diameter for the membranes having optimum filtration efficiency (i.e., highest flux and highest rejection ratio). The relationship between the mean membrane pore size and the mean fiber diameter is illustrated in Fig. 2.9 [23]. In this figure, it was found that he mean pore size was about 3 ± 1 times the mean fiber diameter, and the maximum pore size was about 10 ± 2 times the mean fiber diameter. This figure can be used as a blueprint to design the structure of nanofibrous membrane, where the pore sizes can be adjusted by controlling the fiber diameter of the electrospun nanofibers.

Illustration of the correlations between pore size and fiber diameter at a constant porosity of 80 vol% in a fixed volume. The relative fiber diameter ratio of (a), (b), and (c) is 1:3:10
For microfiltration, the electrospun nanofibrous scaffolds have been designed with optimal pore size and pore size distribution as a barrier [90]. For example, to purify bacteria-contaminated water, the mean pore size of the membrane has been designed to be around 0.2 μm which can remove typical waterborne bacteria such as E. coli and B. diminuta, all having the dimensions larger than 0.2 μm [91]. Based on the empirical relationship between the mean membrane pore size and the mean fiber diameter, an electrospun nanofibrous PAN membrane having the fiber diameter of around 0.1 μm but with a slightly large membrane thickness has been fabricated. The resulting membrane exhibited 6 LRV against E. coli, which met the criteria for drinking water purification, yet still possessing a flux about two times higher than the conventional microfilter [41, 42]. In another study [71], a suspension containing polystyrene nanoparticles with diameter of about 0.2 μm (considered as a model of bacteria-contaminated water) was used to challenge the filtration performance of an electrospun cross-linked PVA nanofibrous membrane. It was confirmed that all nanoparticles could be rejected and aggregated on the surface of the membrane after filtration without leaching out any to the bottom of the membrane (as seen in the SEM image in Fig. 2.10). This indicates that the electrospun nanofibrous membrane with suitable pore size and pore size distribution is ideal microfiltration media for removal of bacteria particles or contaminants of similar dimensions [71, 90, 92,93,94].

Electrospun nanofibrous microfiltration membrane after filtration of nanoparticle suspension . Reprinted from reference 71, Copyright (2013), with permission from Elsevier
Another application of microfiltration membranes is the MD process [95]. MD is a thermally driven non-isothermal separation process, in which only vapor molecules can transfer through a highly hydrophobic microporous membrane. The driving force in the MD process is the vapor pressure difference induced by the temperature difference between the feed and permeate flows. For MD operation, the membrane surface should be hydrophobic, where the pore size of the membrane needs to be carefully controlled to withstand a high liquid entry pressure and maintain a high (vapor) mass transfer rate. Typically, the pore size is directly proportional to the mass transfer rate, but inversely proportional to the liquid entry pressure. In a recent study, electrospun nanofibrous polystyrene membranes have been designed and applied for desalination of seawater and brackish water using MD [96]. The results indicated that higher permeation flux has been achieved by using electrospun PS membrane when compared with that of commercially available PVDF membranes, indicating the commercial potential of using electrospun membranes for desalination applications.
Generally, as a supporting layer, the electrospun nanofibrous scaffold with appropriate pore size can be very useful to improve the integration between the barrier layer and nanofibrous scaffold because of the high porosity of the latter, and therefore significantly enhancing the mechanical properties of the barrier layer under high pressure operations, such as nanofiltration and reverse osmosis [58, 97]. This is because part of the nanofibrous scaffold can be immersed in the barrier layer, forming a nanocomposite. For example, a TFNC membrane system, involving the use of electrospun nanofibrous PAN scaffold as the supporting layer, exhibited excellent performance in a prolonged RO operations at 800 psi for desalination seawater [98].
2.3.2 Materials Selection for Nanofibrous Membranes in Water Purification
There are great deals of polymeric materials that can be electrospun to produce nanofibrous membranes for a variety of applications. However, only a few families of polymeric materials can really be used for water purification treatments [11]. Generally, these materials can be divided into three categories: hydrophilic, hydrophobic, and post-surface functionalized materials.
Typical hydrophilic polymers that are electrospun into nanofibrous membranes for water purification include PAN [41], cross-linked PVA [71], and cellulose acetate [99]. Among these materials, PAN is the most popular [100], where electrospun PAN nanofibrous membranes have been employed either as microfiltration media to screen out nanoparticles/bacteria or as the supporting scaffold to construct ultrafiltration , nanofiltration , and reverse/forward osmosis membrane [101]. The hydrophilic nature of the materials can offer tremendous advantages to the resulting membranes over conventional counterparts, antifouling property. Recently, several new types of TFNC membranes (Fig. 2.11) for microfiltration and ultrafiltration have been developed by our laboratory at Stony Brook University [43, 49, 102] and they are also being commercialized by spinoffs. These membranes are all based on the use of electrospun PAN nanofibrous scaffold as the supporting layer, where the advantages have been discussed previously.

Hydrophobic materials that are often electrospun into nanofibrous membranes for water purification include PVDF [103,104,105], PS [63, 94], and PES [106, 107]. These nanofibrous membranes can be used for conventional microfiltration applications, and they are also suitable to be used for MD. The conventional hydrophobic porous membranes for the MD operations include polyethylene (PE), polypropylene (PP), and polytetrafluoroethylene (PTFE) [62], where the water contact angles in these membranes are usually higher than 120°. However, PE, PP, and PTFE are difficultly to be electrospun due to great chemical resistance and very low solubility in common solvents. The only material that can be electrospun is PVDF, where electrospun PVDF membranes are very suitable for desalination of brackish water and seawater using MD. However, the available solvents to electrospun PVDF are still limited (e.g., N,N-dimethylacetamide (DMAc)/acetone or DMF/acetone) [103,104,105]. Recently, the successful use of electrospun PS membranes for MD operations to purify brackish water and seawater, perhaps offered a more practical commercialization pathway, as PS can be dissolved in comment solvents, such as DMF, THF, and toluene [63].
The surface properties of electrospun nanofibrous membranes only partially depend on the material properties. The membrane surface functionality can be greatly expanded in the chosen family of electrospun nanofibrous nanofibers for water purification [11, 27, 108]. The modification can be accompanied either by physical coating or chemical grafting pathways to introduce a variety of functional groups and meet the specific requirements. For example, let us consider the modification of electrospun PAN MF membranes that can remove both bacteria and viruses (the typical size is in tens of nanometers). Viruses are typically negatively charged at neutral pH value due to the isoelectrical point less than 7 (using bacteriophage MS2 as a virus model, its isoelectrical point is only 3.9). Earlier, we demonstrated that bacteria can be removed by size exclusion through the adjustment of the membrane pore size. To remove virus (bacteriophage MS2), the PAN surface was modified into positively charged site that can adsorb the negative charged virus at the neutral condition. To accomplish this, PAN nanofibers could be surface-coated with a polyethylenimine (PEI)-diepoxy (EGdGE) copolymer, which provided positively charged amino-groups. The results indicate that this membrane system could adsorb MS2 completely with 4 LRV at the pH value between 6.5 and 8.5 [43]. In another example, a polyvinyl amine hydrochloride (PVAm) having positively charged groups was grafted onto the hydrolyzed PAN surface (with carboxyl groups) amidation reaction. The amino-groups grafted nanofibrous membrane, not only could remove virus particles, but also could remove negatively charged heavy metal ions, such as chromium ions, at different pH values by chelation or charge interaction [85]. The modified membranes (either by physical or chemical means) have exhibited very high adsorption capacity, comparable or better than any current commercial products. Furthermore, these membranes can be recycled and reused many times for practical applications. We believe that almost all electrospun membranes can be modified to possess additional functionality, such as chemical adsorption ability, thus expending the functions of nanofibrous membranes as effective filtration media.
2.4 Summary and Outlook
The electrospinning technology offers opportunities to create new nanomaterials for a variety of water treatments, such as microfiltration, ultrafiltration , nanofiltration , reverse osmosis, forward osmosis , and membrane distillation . Many innovations on electrospinning instrumentation and processes have been achieved in the past two decades, from electroblowing, multiple-jet electrospinning to nanofibers functionalization, and many more will be further developed for practical applications. The flexibility in material selection and structure manipulation by electrospinning has allowed us to design and construct nanostructured membranes with characteristics that can meet requirements to deal with the specific water challenge. In this chapter, the chosen examples are meant to demonstrate the current approaches to adjust the surface-to-volume ratio, membrane porosity, pore size and distribution, materials selection, and surface functionalization in order to fabricate a wide range of purification media that can generate drinking water, and treat municipal wastewater, bilge water, produced water, brackish water, and seawater.
References
Ramakrishna S (2005) An introduction to electrospinning and nanofibers. World Scientific, Singapore, pp 1–382
Huang ZM, Zhang YZ, Kotaki M, Ramakrishna S (2003) Compos Sci Technol 63:2223–2253
Lendlein A, Sisson A (2011) Handbook of biodegradable polymers: isolation, synthesis, characterization and applications. Wiley-VCH Verlag, Weinheim, pp 1–426
Thavasi V, Singh G, Ramakrishna S (2008) Energy Environ Sci 1:205–221
Fang D, Chang C, Hsiao BS, Chu B (2006) Development of multiple-jet electrospinning technology. In: Reneker DH, Fong H (eds) ACS symposium series, no. 918, Polymeric nanofibers, Chap. 7, pp 91–103
Burger C, Hsiao BS, Chu B (2006) Annu Rev Mater Res 36:333–368
http://www.polynanotec.com/news.html. Accepted 22 Sep 2011
Chu B, Hsiao BS, Yoon K (2008) AATCC Rev 8:31–33
Jayaraman K, Kotaki M, Zhang YZ, Mo XM, Ramakrishna S (2004) J Nanosci Nanotechnol 4:52–65
Chase GG, Varabhas JS, Reneker DH (2011) J Eng Fiber Fabr 6:32–38
Ma HY, Chu B, Hsiao BS (2012) In: Wei Q (ed) (Chap. 15) Functional nanofibers and applications. Wood Publishing, London, pp 331–370
Sill TJ, von Recum HA (2008) Biomaterials 29:1989–2006
Khil MS, Cha DI, Kim HY, Kim IS, Bhattarai N (2003) J Biomed Mater Res B Appl Biomater 67:675–679
Kumbar SG, Nair LS, Bhattacharyya S, Laurencin CT (2006) J Nanosci Nanotechnol 6:2591–2607
Rieger KA, Birch NP, Schiffman JD (2013) J Mater Chem B 1:4531–4541
Wang Z, Wan L, Liu Z, Huang X, Xu Z (2009) J Mol Catal B Enzym 56:189–195
Ma ZW, Kotaki M, Inai R, Ramakrishna S (2005) Tissue Eng 11:101–109
Prabhakaran MP, Venugopal J, Chan CK, Ramakrishna S (2008) Nanotechnology 19:455102
Yang X, Wang H (2010) Electrospun functional nanofibrous scaffolds for tissue engineering. In: Eberli D (ed) Tissue engineering. InTech, Rijeka, pp 159–177
Jo SM (2012) In: Liu J (ed) Hydrogen storage. InTech, Shanghai, pp 181–210. Chap. 8
Miao J, Miyauchi M, Simmons TJ, Dordick JS, Linhardt RJ (2010) J Nanosci Nanotechnol 10:5507–5519
Ding B, Wang M, Yu J, Sun G (2009) Sensors 9:1609–1624
Ma HY, Burger C, Hsiao BS, Chu B (2011) J Mater Chem 21:7507–7510
Ma HY, Hsiao BS, Chu B (2013) Curr Org Chem 17:1361–1370
Chu B, Hsiao BS (2009) J Polym Sci B Polym Phys 47:2431–2435
Yoon K, Hsiao BS, Chu B (2008) J Mater Chem 18:5326–5334
Agarwal S, Wendorff JH, Greiner A (2010) Macromol Rapid Commun 31:1317–1331
Strutt JW (Lord Rayleigh) (1879) Proc R Soc Lond 28:404–409
Zeleny J (1914) Phys Rev 3:69–91
Cooley JF (1902) Apparatus for electrically dispersing fluids. U.S. Patent 692,631
Morton WJ (1902) Method of dispersing fluids. U.S. Patent 705,691
Formhals A (1934) Process and apparatus for preparing artificial threads. U.S. Patent 1,975,504
Norton CL (1936) Method and apparatus for producing fibrous or filamentary material. U.S. Patent 2,048,651
Taylor G (1969) Proc R Soc Lond A 280:383–397
Taylor G (1969) Proc R Soc Lond A 313:453–475
Kumbar SG, Nukavarapu SP, James R, Hogan MV, Laurencin CT (2008) Recent Pat Biomed Eng 1:68–78
Zong X, Kim K, Fang D, Ran S, Hsiao BS, Chu B (2002) Polymer 43:4403–4412
Liu Y, Ma HY, Hsiao BS, Chu B, Tsou AH (2016) Polymer 107:163–169
Liang D, Hsiao BS, Chu B (2007) Adv Drug Deliv Rev 59:1392–1412
Homaeigohar S, Elbahri M (2014) Materials 7:1017–1045
Wang X, Hsiao BS (2016) Curr Opin Chem Eng 12:62–81
Ma HY, Hsiao BS, Chu B (2014) J Membr Sci 452:446–452
Wang R, Liu Y, Li B, Hsiao BS, Chu B (2012) J Membr Sci 392–393:167–174
US Patent, 13/018 0917, 2013; WO Patent, 12/094 407, 2012
Ma HY, Burger C, Hsiao BS, Chu B (2012) Biomacromolecules 13:180–186
Sato A, Wang R, Ma HY, Hsiao BS, Chu B (2011) J Electron Microsc 60:201–209
Wang X, Chen X, Yoon K, Fang D, Hsiao BS, Chu B (2005) Environ Sci Technol 39:7684–7691
Yoon K, Kim K, Wang X, Fang D, Hsiao BS, Chu B (2006) Polymer 47:2434–2441
Ma HY, Burger C, Hsiao BS, Chu B (2011) Biomacromolecules 12:970–976
Ma HY, Yoon K, Rong L, Mao Y, Mo Z, Fang D, Hollander Z, Gaiteri J, Hsiao BS, Chu B (2010) J Mater Chem 20:4692–4704
Yoon K, Hsiao BS, Chu B (2009) J Membr Sci 338:145–152
Ma HY, Hsiao BS, Chu B (2011) Polymer 52:2594–2599
Ma HY, Hsiao BS, Chu B (2014) J Membr Sci 454:272–282
Ma HY, Yoon K, Rong L, Shokralla M, Kopot A, Wang X, Fang D, Hsiao BS, Chu B (2010) Ind Eng Chem Res 49:11978–11984
Wang Z, Ma HY, Hsiao BS, Chu B (2014) Polymer 55:366–372
Yoon K, Hsiao BS, Chu B (2009) J Membr Sci 326:484–492
Yung L, Ma HY, Wang X, Yoon K, Wang R, Hsiao BS, Chu B (2010) J Membr Sci 365:52–58
Wang X, Yeh TM, Wang Z, Yang R, Wang R, Ma HY, Hsiao BS, Chu B (2014) Polymer 55:1358–1366
Wang X, Ma HY, Chu B, Hsiao BS (2017) Desalination 420:91–98. Accepted
Bui N, Lind ML, Hoek EMV, McCutcheon JR (2011) J Membr Sci 385–386:10–19
Lawson KW, Lloyd DR (1997) J Membr Sci 124:1–25
Alkhudhiri A, Darwish N, Hilal N (2012) Desalination 287:2–18
Li X, Wang C, Yang Y, Wang X, Zhu M, Hsiao BS (2014) ACS Appl Mater Interfaces 6:2423–2430
Um IC, Fang D, Hsiao BS, Okamoto A, Chu B (2004) Biomacromolecules 5:1428–1436
Chu B, Hsiao B.S, Fang D, Okamato A (2008) Crosslinking of hyaluronan solutions and nanofibrous membranes made therefrom. U.S. Patent 7,323,425
Wang X, Um IC, Fang D, Okamoto A, Hsiao BS, Chu B (2005) Polymer 46:4853–4867
Kallioinen M, Pekkarinen M, Manttari M, Nuortila-Jokinen J, Nystrom M (2007) J Membr Sci 294:93–102
Bohonak DM, Zydney AL (2005) J Membr Sci 254:71–79
Liu X, Ma HY, Hsiao BS (2018) unpublished results
Kidoaki S, Kwon IK, Matsuda T (2005) Biomaterials 26:37–46
Liu Y, Wang R, Ma HY, Hsiao BS, Chu B (2013) Polymer 54:548–556
Niu H, Wang X, Lin T (2011) Needleless electrospinning: developments and performances. In: Lin T (ed) Nanofibers-production, properties and functional applications. InTech, Rijeka, pp 17–36
Agarwal S, Greiner A, Wendorff JH (2008) Polymer 49:5603–5621
Chu B, Hsiao BS, Fang D, Brathwaite C (2004) Biodegradable and/or bioabsorbable fibrous articles and methods for using the articles for medical applications. U.S. Patent 6685956
Chu B, Hsiao BS, Fang D (2004) Apparatus and methods for electrospinning polymeric fibers and membranes. U.S. Patent 6713011
Chu B, Hsiao BS, Hadjiargyrou M, Fang D, Zong S, Kim K (2004) Cell delivery system comprising a fibrous matrix and cells. U.S. Patent 6790455
Teo WE, Ramakrishna S (2006) Nanotechnology 17:R89–R106
Web of Science database, keywords: “electrospinning or electrospun”
Persano L, Camposeo A, Tekmen C, Pisignano D (2013) Macromol Mater Eng 298:504–520
Kaur S, Gopal R, Ng WJ, Ramakrishna S, Matsuura T (2008) MRS Bull 33:21–26
Kriegel C, Arecchi A, Kit K, McClements DJ, Weiss J (2008) Crit Rev Food Sci Nutr 48:775–797
Petrik S (2011) Industrial production technology for nanofibers. In: Lin T (ed) Nanofibers – production, properties and functional applications. InTech, Rijeka, pp 1–16
Fang J, Wang X, Lin T (2011) Functional applications of electrospun nanofibers. In: Lin T (ed) Nanofibers – production, properties and functional applications. InTech, Rijeka, pp 287–326
Ramakrishna S, Fujihara K, Teo WE, Yong T, Ma Z, Ramaseshan R (2006) Mater Today 9:40–50
Liu Y, Ma HY, Liu B, Hsiao BS, Chu B (2015) J Plast Film Sheeting 31:379–400
Yang R, Aubrecht KB, Ma HY, Grubbs RB, Hsiao BS, Chu B (2014) Polymer 55:1167–1176
Yang R, Su Y, Burger C, Aubrecht KB, Wang X, Ma H, Grubbs RB, Hsiao BS, Chu B (2015) Polymer 60:9–17
Barhate RS, Ramakrishna S (2007) J Membr Sci 296:1–8
http://www.britannica.com/facts/5/463522/E-coli-as-discussed-in-bacteria. Facts about E. coli: dimensions, as discussed in “bacteria: diversity of structure of bacteria” in Britannica Online Encyclopedia. Accepted 22 Sept 2013
Kaur S, Barhate R, Sundarrajan S, Matruura T, Ramakrishna S (2011) Desalination 279:201–209
Gopal R, Kaur S, Ma Z, Chan C, Ramakrishna S, Matsuura T (2006) J Membr Sci 281:581–586
Barhate RS, Loong CK, Ramakrishna S (2006) J Membr Sci 283:209–218
Woods J, Pellegrino J, Burch J (2011) J Membr Sci 368:124–133
Ke H, Feldman E, Guzman P, Cole J, Wei Q, Chu B, Alkhudhiri A, Alrusheed R, Hsiao BS (2016) J Membr Sci 515:86–97
Wang X, Fang D, Hsiao BS, Chu B (2014) J Membr Sci 469:188–197
Ma HY, Hsiao BS (2018) High-flux thin-film nanocomposite reverse osmosis membrane for desalination. U.S. patent. 2018/0508903
Ma Z, Kotaki M, Ramakrishna S (2005) J Membr Sci 265:115–123
Nataraj SK, Yang KS, Aminabhavi TM (2012) Prog Polym Sci 37:487–513
Ahmad FE, Lalia BS, Hashaikeh R (2015) Desalination 356:15–30
Chu B, Hsiao BS, Ma HY (2016) High flux high efficiency nanofiber membranes and methods of production thereof. U.S. Patent 9511329
Dong ZQ, Ma XH, Xu ZL, You WT, Li FB (2014) Desalination 347:175–183
Prince JA, Singh G, Rana D, Matsuura T, Anbharasi V, Shanmugasundaram TS (2012) J Membr Sci 397:80–86
Essalhi M, Khayet M (2013) J Membr Sci 433:167–179
Yoon K, Hsiao BS, Chu B (2009) Polymer 50:2893–2899
Tang Z, Qiu C, McCutcheon JR, Yoon K, Ma HY, Fang D, Lee E, Kopp C, Hsiao BS, Chu B (2009) J Polym Sci B Polym Phys 47:2288–2300
Agarwal S, Greiner A, Wendorff JH (2013) Prog Polym Sci 38:963–991
Acknowledgements
B.S.H. thanks the financial support by the SusChEM program of the National Science Foundation (DMR-1409507) and the Electric Power Research Institute. H.M. thanks the financial support by the National Natural Science Foundation of China (51673011), the State Key Laboratory of Organic-Inorganic Composites at Beijing University of Chemical Technology (oic-201503004) and the Fundamental Research Funds for the Central Universities (buctrc201501).
Author information
Authors and Affiliations
Corresponding authors
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2018 Springer International Publishing AG, part of Springer Nature
About this chapter

Cite this chapter
Ma, H., Hsiao, B.S. (2018). Current Advances on Nanofiber Membranes for Water Purification Applications. In: Focarete, M., Gualandi, C., Ramakrishna, S. (eds) Filtering Media by Electrospinning. Springer, Cham. https://doi.org/10.1007/978-3-319-78163-1_2
Download citation
DOI: https://doi.org/10.1007/978-3-319-78163-1_2
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-78162-4
Online ISBN: 978-3-319-78163-1
eBook Packages: Biomedical and Life SciencesBiomedical and Life Sciences (R0)