
Abstract
The research presented in this paper was aimed to analyse and evaluate the impact of organizational factors on the effectiveness of visual inspection in the manufacturing of electronic systems for the automotive industry. The study was carried out according to the authors’ own methodology consisting of three stages: detailed description of the process, developing a study plan and analysis of the results. The experiment was conducted and influence of three factors: type of inspection, shift and type of defect, was taken into consideration and evaluated. Recommendations were made to improve the quality of such inspections that will lead to the improvement in the final quality of the product.
Access provided by CONRICYT-eBooks. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Quality inspection is defined in the literature as assessment of compliance of selected product features or process parameters with the predefined requirement on the basis of observation or measurement [1, 2]. It is expected from quality inspection that it actively improves the production and quality as well as reduces the costs [3]. The key characteristics of the inspection should be in accordance with the KPI of the process and/or product [4].
The method of quality inspection depends on the nature of the manufacturing process. Unit inspection involves a series of measurements for the assessment of each product on an individual basis. In large-series production, evaluation of each product is often economically unjustified or even unfeasible. For the purpose of quality inspection, techniques of statistical analysis of random sample data are used instead, which provide information for quality assessment of the entire lot (or process, respectively). In some cases, however, 100% quality inspection is applied in mass production, where delivery of products incompliant with the requirements may result in serious consequences, for example, in the food, pharmaceutical, medical, aviation or automotive industry.
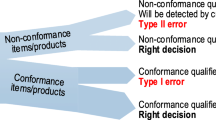
Considering the method of conducting quality inspection, it can involve assessment of measureable (quantitative) or qualitative (assessed alternatively) features [5]. The latter type of quality inspection is applied where direct or indirect measurement is unfeasible, impeded or uneconomic. Alternative assessment does not provide data on the degree in which the examined feature meets predefined requirements, but rather serves as a basis for a decision whether the product under analysis should be accepted or rejected as defective. Typically, as a result of the inspection, the product is assigned to one of two (or—less frequently—a larger number) possible states [5, 6].
Alternative assessment can be carried out with the use of specialized equipment which classifies products automatically (e.g. equipment for the assessment of location and orientation of components, optical systems for identification of impurities on the surface). However, it can also have the form of sensory testing. One type of sensory evaluation is visual inspection [7, 8].
Visual inspection is commonly believed to be economic as it does not require any costly equipment and is not destructive. However, it has its downsides—no matter how diligently performed, it is never 100% reliable and does not guarantee proper assessment [9].
As any type of inspection, visual inspection must be appropriately prepared and planned. The inspection plan should specify the timeframes (before, during or upon completion of a process), the feature under examination and its characteristics (whether it is measurable or evaluated alternatively) and the purpose of evaluation (quality estimation, acceptance or rejection of products on an individual basis) [10]. Information quality is very important to use and improve quality inspection [11]. The inspection plan has a large impact on the effectiveness of the inspection and maintenance management [12], also on cost of the quality control [13].
Effectiveness of visual inspection is determined by various technical, organizational, work environment and human-related factors [14, 15]. Technical aspects concern the physical process of inspection and include the product features under evaluation (their availability for visual assessment), the standards (templates) against which the product is assessed, availability of assessment tools, etc. Organizational factors may include the type and number of inspections, availability of decision-making support, information on efficiency and effectiveness of past inspections, the work shift on which the inspection is carried out, etc. Work environment-related factors may be physical, such as lighting, noise level, ambient temperature, as well as organization of the workstation at which the inspection is carried out. Human-related factors are the sex, IQ level, character, health and type of motivation of the inspector.
Effectiveness of a visual inspection is determined by effectiveness of each of its components. While work environment, organization of the workstation and work itself, and technical condition of equipment are all controllable and can be corrected or improved, human mental and physical condition, for example the biorhythm (daily cycle), remains constant or changes only slightly [16].
The impact of a selected group of organizational factors on the effectiveness of visual inspection in the manufacturing of electronic systems for the automotive industry was examined in the paper. It presents a three-stage procedure adapted by authors to assess the visual inspection procedure in the organization. It was evaluated scientifically and the factors affecting the quality of evaluation are discussed.
2 Methodology of the Study
The organizational factor on the effectiveness of visual inspection was identified by means of an experiment. The study was carried out according to the research methodology consisting of three stages.
STAGE 1: Description of the process: development of a process map specifying the operations of visual inspection; identification of the number of inspectors; identification of work shifts; identification of possible defects and their location.
STAGE 2: Study plan: development of the study sample—number and types of defects (known to the expert); selection of inspection operations for evaluation; determination of the study schedule taking into consideration work shifts at the manufacturing facility; appointment of quality inspectors; development of data acquisition forms.
STAGE 3: Analysis of study results: analysis of the results of evaluation, by: type of inspection, shift, type of defect.
At stage 1, the process under examination is presented as a map specifying the operations performed as part of the visual inspection, number of inspectors, number of shifts and possible defects (based on value stream mapping analysis [17]). At stage 2, a detailed plan of the experiment is developed, specifying timeframes, product samples with the number and types of defects, work shifts at the manufacturing facility and location of the defects. At stage 3, the study results are analysed and conclusions are formulated.
3 Results (Case Study)
A case study of the process of mass production of electronic panels was conducted in order to assess the impact of the above-mentioned factors on the effectiveness of visual inspection.
3.1 Stage 1: Description of the Process
At stage 1, visual inspection operations were identified. In the process under analysis, the operations are conducted upon completion of soldering of components, during the functional test and during the final inspection upon completion of the operation of cutting the panel (Fig. 1).

Process diagram specifying the visual inspection operations
The process under analysis is carried out from Monday to Friday on three work shifts: the morning shift from 6:00 am to 2:00 pm, the afternoon shift from 2:00 pm to 10:00 pm, and the night shift from 10:00 pm to 6:00 am. Visual inspection is carried out by 14 operators. Electronic circuit boards are inspected in panels or on trays. One panel or tray contains 56 boards (Fig. 2).

The panel (multi-block) with 56 boards [source own work]
The possible defects include a cracked seam, the diode pulled out of the seam, a scratched board, exposed copper, a scratched resistor, cracked component, damaged component, damaged pad (Fig. 3). Locations of some defects are identified, for example the capacitator or the diode. However, a large number of defects do not have an assigned location.

Example defects a exposed copper b a component pulled out [source own work]
Most of the defects can be detected “with the naked eye”—e.g. a missing component (pulled out of the seam) or scratches/exposed copper on the circuit board (pellets or stains of solder). Some defects, however, can be identified only with the use of a magnifying glass.
There are three visual inspection operations in the process: inter-operative (no. 1), intra-operative (no. 2) and final (no. 3) [18]. The first inspection is aimed to evaluate the circuit board upon completion of the soldering process.Footnote 1 According to the workstation instruction, the worker’s task is to evaluate the quality of the soldered seam and the position of components on the surface of the printed circuit board, as well as to verify whether the soldered components are free from mechanical defects. The second visual inspection is carried out during the functional (electric) test. The operator performs visual assessment of the panel once it is taken out of the tester bed. If any errors are detected, the operator’s task is to look for potential defects of the components on the board, resulting from improper mounting or soldering of components.
Before the final inspection, the panels cut at a milling centre and automatically placed on trays. In the final inspection, the operator verifies the quality of mounting and soldering of components. Additionally, they check for any mechanical defects, which may occur mainly as a result of inter-operational transport and handling of panels or single boards in the inspection process. The most common mounting errors include improper polarization of components and displacement of components relative to the soldering pads. The most common soldering errors are pellets of solder, short circuit and stains of solder. While in the first and second inspection entire panels are evaluated, the final inspection consists in one-sided evaluation of single boards. In the case of any doubts, the operator takes the board in their hand and evaluates it on both sides. Evaluated boards are put away onto a transporting tray (56 boards per tray). If a board is considered defective, it is put away for repair or scrapping.
Figure 4 shows a diagram of the conditions in which boards are inspected in visual inspections 1, 2 and 3 (final).

Conditions of board inspection: inspection 1 and 2—boards in a panel (left); inspection 3—boards on a tray (right)
3.2 Stage 2: Study Plan
The experiment was scheduled for 11 weeks on three work shifts in the real manufacturing process. In total, 20 work shifts were included in the study, of which 6 were morning shifts, 11—afternoon and 3—night shifts. The study was conducted on Mondays (the beginning of the week), Wednesdays (the middle of the week) and Fridays (the end of the week).
Fourteen operators, men and women of 25–51 years of age and various work experience, participated in the study.
It was agreed that at each shift, a fixed (repeated) number of defected boards with a known structure of defectiveness would be admitted to the lot on which the experiment was conducted. Each sample contained 16 defective boards on 6 panels. To avoid the delivery of a defective product to the end customer, serial numbers of defective boards were blocked in the IT system.
Table 1 shows the structure of defectiveness in a 16-component sample, with the location of defects.
Locations of defects of the boards were the same in each lot under analysis. The operators received a transportation basked with 21 panels of which 6 had the defects listed in Table 1. The defective panels constituted 28.6% of the transportation unit. The operator took the components out of the transportation basket for the operation of soldering, functional test and cutting. The operators noted down the detected defects on dedicated forms.
3.3 Stage 3: Analysis of Results
The analysis of the results collected within 11 weeks and across 20 experiments took into consideration the type of inspection, work shift and type of defect.
The type of inspection depends on where it is conducted in the process. Two types of inspection were identified: in-process (online) and upon completion of the process (offline). Inspections no. 1 and 2 are online—conducted on an ongoing basis during a technological operation (soldering of components and the functional test). The offline inspection is a separate stage of the process which does not accompany any technological operation. In the case under analysis, inspection no. 3 is offline.
An analysis of effectiveness of the three inspections, expressed as percentage values of detected defects in proportion to all the defects at a given stage of the process (Fig. 5), leads to a conclusion that inspection no. 2 is ineffective. No defects were found as a result of inspection no. 2; probably due to the fact that the inspection is treated by the operator as additional to the functional test.

Effectiveness [%] of inspections no. 1, 2 and 3 in particular experiments
Effectiveness of the final inspection no. 3 is also low—defects were spotted only in 3 out of 20 cases. What is more, the percentage of identified defects is very low (10–36%). The circuit boards are evaluated after the panel is cut and the boards were placed on a tray. The fact that manipulation with the boards on a tray is restricted has a negative impact on effectiveness of the evaluation. The highest rate of error detection was noted for inspection no. 1, upon completion of the soldering operation (mean effectiveness at 23%).
The company works on a three-shift system. An analysis of the impact of the shift system on the effectiveness of visual inspection was not statistically significant between the morning and afternoon shift (Fig. 6). Limited effectiveness on the night shift (18%) in comparison to the morning and afternoon shifts most likely results from variability of the mental and physical aptitude of operators during the daily cycle.

Effectiveness [%] of visual inspection on shift 1, 2 and 3
A comparison of the defect detection rate with the type of defect (Fig. 7) shows that location of the defect on the circuit board has no material impact on the detection rate.

Detection rate [%] of defect types in visual inspection (results of the functional test are not taken into account)
Defects located randomly on the board did not pose any problem to the operators, although, in principle, they should be more difficult to detect. Defects of known location, on the other hand, for example pulled out seams or cracked components, went unnoticed.
On the basis of the of the conclusions presented above, further study was conducted and improvement actions were undertaken, including training sessions for inspectors and changes in the organization of visual inspection operations.
4 Discussion and Summary
The complexity of the issue of effectiveness of visual inspection carried out by human beings results from the fact that it is influenced by many human-related factors, such as the physical and mental aptitude of the operator, their personality, character, motor abilities, level of motivation and knowledge, experience, mindfulness, ability to focus, ability to solve complex issues, ability to process information, perception, intelligence, memory, as well as cultural aspects and behaviour standards.
Factors related to work environment and work organization are equally influential. In order to identify their impact on the effectiveness of visual inspection, a study was conducted of three visual inspection operations in the process of manufacturing printed circuit boards for the automotive industry.
The following factors were taken into consideration in the study, scheduled for 11 weeks: timeframes of inspections within the manufacturing process, types of defects and work shifts at the manufacturing facility.
An analysis of visual inspection expressed as percentage values of detected defects in proportion to all the defects at a given stage of the process leads to a conclusion that inspection no. 2 is ineffective. Incorporation of control activities (so-called self-control) in the operator’s basic duties failed. They treated them as additional activities and probably did not perform them. The lack of proper training of employees is often a factor that diminishes the effectiveness of ongoing controls. The effectiveness of the operator training process is reflected in the repeatability and reproducibility of the decision taken considering quality of controlled products.
Visual inspection can be performed on individual pieces, but also on a package of products. In the described experiment, the effectiveness of ongoing visual inspection on a package of products was analysed. Described studies have confirmed that the chances of its success are low (between 10 and 36% of defects detected).
Moreover, the low effectiveness of the detection of nonconformities was also characterized by a final control. The high value of this indicator was expected because the rate of final evaluation is not enforced by the production cycle as in the case of ongoing inspection. At the end of the inspection, the operator usually can spend more time on inspection than on the ongoing inspection.
For the final inspection, even the aspect of the background contrast on the tile was taken into account in the experiment being performed—after cutting, the panel was placed on a black tray. It turned out, however, that cutting the panel deprived the operator of the ability to rotate the tiles in space. Placing parts (already separated) in the tray reduced the rating to a 2D rating. This was the main reason for the low effectiveness of final control.
Correct organization of the control post is just as important as the selection and training of visual inspection staff, control methods or assessment aids. The reliability of any of these elements directly affects the effectiveness of the visual inspection.
Notes
- 1.
Soldering is done using the “pick and place” technology.
References
Starzyńska, B., Hamrol, A.: Excellence toolbox: decision support system for quality tools and techniques selection and application. TQM&BE 24(5–6), 577–595 (2013)
Sika, R., Rogalewicz, M.: Demerit control chart as a decision support tool in quality control of ductile cast-iron casting process. In: MATEC Web of Conferences 121, 05007, 8th International Conference on Man, Science and Education—Trends in new industrial revolution. 2017
Borkowski, S., Knop, K.: Challenges faced in modern quality inspection. Manag. Prod. Eng. Rev. 7(3), 11–22 (2016)
Lewandowska, E., Wiecek-Janka, E.: European version of a balanced scorecard in family enterprises. In: Xu, Y., Zhao, S., Xie, H. (eds.) 3rd International Conference on Management Science and Management innovation, AEBMR, vol. 10, pp. 219–223 (2016)
Diering, M., Dyczkowski, K.: Assessing the raters agreement in the diagnostic catheter tube connector production process using novel fuzzy similarity coefficient. In: IEEE International Conference on Industrial Engineering and Engineering Management, 228–232 (2016)
Jasiulewicz-Kaczmarek, M., Saniuk, A.: Human factor in sustainable manufacturing. In: Antona, M., Stephanidis, C. (eds.) Access to the Human Environment and Culture, vol. 9178, pp. 444–455 (2015)
Drury, C.G., Sinclair, M.A.: Human and machine performance in an inspection task. Human Factors Ergonomics Manuf. 25(4), 391–399 (1983)
Hamrol, A., Kowalik, D., Kujawińska, A.: Impact of selected work condition factors on quality of manual assembly process. Human Factors Ergonomics Manuf Serv. Ind. 21(2), 156–163 (2011)
Drury, C.G., et al.: The two-inspector problem. IIE Trans. 18, 174–181 (1986)
Harold, S.: Effect of type of task and number of inspectors on performance of an industrial inspection-type task. J. Hum. Factors Erg. Soc. 37(1), 182–192 (1995)
Grudzień, Ł., Hamrol, A.: Information quality in design process documentation of quality management systems. Int. J. Inf. Manag. 36, 599–606 (2016)
Jasiulewicz-Kaczmarek, M.: Integrating lean and green paradigms in maintenance management. In: Boje, E., Xiaohua, X. (eds.) 19th IFAC World Congress Cape Town, IFAC-Papers OnLine, vol. 47, no. 3, pp. 4471–4476 (2014)
Mahato, S., Dixit, A.R., Agrawal, R.: Application of lean six sigma for cost-optimised solution of a field quality problem: a case study. J. Eng. Manuf. 231(4), 713–729 (2017)
Kujawińska, A., Vogt, K., Wachowiak, F.: Ergonomics as significant factor of sustainable production. In: Golińska, P., Kawa, A. (eds.) Technology Management for Sustainable Production and Logistics, EcoProduction, pp. 193–203 (2015)
Górski, F., Bun, P., Wichniarek, R., Zawadzki, P., Hamrol, A.: Effective design of educational virtual reality applications for medicine using knowledge-engineering techniques. EURASIA J. Math. Sci. Tech. Edu. 13(2), 395–416 (2017)
Kaliom, R., El-Batawi, M.A., Cooper, C.L.: Psychosocial factors at work and their relation to health. World Health Organization (WHO), Geneva (1987)
Gangala, C., Modi, M., Manupati, V.K., Varela, M.L.R., Machado, J., Trojanowska, J.: Cycle time reduction in deck roller assembly production unit with value stream mapping analysis. In: Rocha, Á., et al. (eds.) WorldCIST, Advances in Intelligent Systems and Computing, vol. 571, pp. 509–518. Springer, Berlin (2017)
Viera, A.J., Garrett, J.M.: Understanding interobserver agreement: the kappa statistic. Fam. Med. 37(5), 360–363 (2005)
Acknowledgements
The paper is prepared and financed by scientific statutory research conducted by Chair of Management and Production Engineering, Faculty of Mechanical Engineering and Management, Poznan University of Technology, Poznan, Poland, supported by the Polish Ministry of Science and Higher Education from the financial means in 2017 (02/23/DSPB/7695).
Author information
Authors and Affiliations
Corresponding authors
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2018 Springer International Publishing AG
About this paper
Cite this paper
Kujawinska, A., Vogt, K., Diering, M., Rogalewicz, M., Waigaonkar, S.D. (2018). Organization of Visual Inspection and Its Impact on the Effectiveness of Inspection. In: Hamrol, A., Ciszak, O., Legutko, S., Jurczyk, M. (eds) Advances in Manufacturing. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-319-68619-6_87
Download citation
DOI: https://doi.org/10.1007/978-3-319-68619-6_87
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-68618-9
Online ISBN: 978-3-319-68619-6
eBook Packages: EngineeringEngineering (R0)