
Abstract
This chapter is focused on the different uses of wood and wood products for structural purposes. It highlights the factors that favour this mode of wood utilisation. It also discusses the emergence of different wood products as structural materials; advantages and disadvantages of structural utilization of wood products in different forms; lumber sizes and grades employed across Africa; and presents a simple method of obtaining approximate working-stress data for indigenous species for which design values are not available in existing design codes, based on their densities. The properties and various uses of wood-based panel products, engineered wood products, wood–cement and wood–plastic composite panels are also discussed.
Access provided by CONRICYT-eBooks. Download chapter PDF
Keywords
- Logs
- Poles
- Posts
- Sawn wood
- Lumber grades
- Wood-based panels
- Glued-laminated timber
- Nail-laminated timber
- Cross-laminated timber
- Dowel-laminated timber
5.1 Emergence of Different Wood Products as Structural Materials
Hardwood timbers and other wood products have remained major structural materials for building construction worldwide. Since ancient times, wood in different forms have been used for myriad structural purposes. With advancements in science and technology over the years, involving the development of sawing and other wood processing machines and a greater understanding of adhesive science and technology, newer wood products for structural utilization have continued to be introduced into the global market. Factors that favour the use of wood products for structural purposes include their renewable nature, availability in various sizes, shapes and colours, affordability, relatively high fatigue resistance and specific strength, ease of joining, durability and aesthetic appeal. Besides, unserviceable wooden building components are recyclable either for their structural properties, e.g. reused permanently as framing or temporarily as form work, or for their heat content as fuel.
On a volume basis, wood products comprise almost 80% of all materials used in the construction of over 1.9 × 106 housing units erected in the USA in 2004 alone. It has also been estimated that over 7 × 109 m3 of lumber has gone into structures in the USA over the last century. In many other parts of the world, wood products of various types continue to be used in framing, flooring, roofing, siding and even foundation work in single family residences, apartment, commercial and industrial buildings, farm dwellings and service buildings. In Nigeria, for example, the building industry alone consumes about 80% of the country’s estimated 20 million cubic meters of annual lumber production. The sawmilling industry, which thrives mainly in the southern part of the country, currently supplies lumber largely for the local market. Also, the numerous small-scale wooden furniture establishments in the country consume over 200,000 cubic metres of lumber annually. Figure 5.1 shows the different generic wood products and the sequence in which they emerged as structural materials.

Sequence of emergence of different wood products
5.2 Unprocessed and Semi-processed Solid Wood
In the ancient past, there were no items of equipment to convert solid wood prior to its structural utilization. Therefore, solid wood of different sizes was being used in the raw unprocessed form. Even with the development of wood conversion equipment of various kinds, solid wood has remained a major structural material in many parts of the globe. The different types in use include the following:
-
(i)
Logs : A log is a section of the trunk of a tree in suitable length and diameter for sawing into commercial lumber, but which has not been sawn. Logs were the first set of traditional wood products used for structural purposes before the advent of the saw which made wood conversion possible. In many parts of the tropics, logs were and are still used in building log cabins (Fig. 5.1), barns, bridges, etc., and as columns, beams and rafters in building construction (Figs. 5.2 and 5.3).
Fig. 5.2 
A log cabin
Fig. 5.3 
Logs used as columns in a rural residential building
-
(ii)
Poles : These are straight pieces of 5 m or more in length taken from trunks of trees and used principally to support telephone, electrical transmission lines and for scaffolding, after due treatment with preservatives. They are also used as studs, columns (Fig. 5.4), beams, wall plates, rafters and purlins (Fig. 5.5) largely in farm structures and rural residential buildings, and for scaffolding in multi-storey building construction sites.
Fig. 5.4 
Small diameter logs used as columns, beams and rafters
Fig. 5.5 
Wooden poles used as wall plates, rafters and purlins
-
(iii)
Posts : These are round, hewn, squared or split wood, usually less than 3 m in length, but possibly up to 5 m, used principally for scaffolding and rafting (Fig. 5.6) for farmhouses, sheds, livestock buildings, storage structures, beams for drying platforms and generally for fencing (Fig. 5.7).
Fig. 5.6 
Wooden posts and poles used as rafters
Fig. 5.7 
Wooden post used for fencing






On the positive side, the use of wood in the round, unconverted forms as logs, poles and posts has many advantages. These include the following:
-
Availability for use in rural settings that do not have facilities for log conversion.
-
Affordability since the processing cost is almost nil.
-
Natural durability (in many instances) since the heartwood would still be intact.
-
Greater strength since the wood fibres have not been separated through wood conversion.
-
Relatively high fire resistance compared to converted lumber, given the larger size involved.
-
Less wood waste generation compared to sawn wood.
-
Aesthetic appeal.
On the negative side, the use of wood in the round, unconverted forms as logs, poles and posts is disadvantageous in some ways:
-
Wide variability in size and shape
-
Difficulties associated with handling and joining, particularly large diameter logs.
-
Difficulties in drying thoroughly in good time which may result in dimensional instability.
-
Difficulties in administering preservative treatment.
-
Retention of natural defects.
-
Durability issues since the perishable sapwood is not separated from the more durable heartwood.
-
Age-related strength issues—the tree has to be old enough (≥20 years) to produce strong timber.
-
Non-suitability for certain structural applications, e.g. truss fabrication.
5.3 Sawn Wood
With the advent of wood conversion machinery, it became possible to process wood by sawing, resawing, passing it lengthwise through a standard planing machine, cross-cutting to length and/or matching it into sawn wood (also commonly referred to either as lumber or as sawn timber) prior to structural utilization. With the development of the saw blade and various types of sawing machines, sawn wood emerged and has remained the most common wood product in many countries in sub-Saharan Africa. It is used largely in building construction as beams (Fig. 5.8), furniture making, joinery, crates making, etc.

Lumber used as beams
On the positive side, sawn wood is:
-
Relatively affordable,
-
Easy to handle, machine, join and maintain,
-
Very light (it has a relatively high strength/weight ratio),
-
Aesthetically acceptable,
-
Naturally durable, depending on the species and form of utilization.
On the negative side, sawn wood :
-
Is susceptible to bio-deterioration if not properly handled and/or treated with appropriate wood preservatives.
-
Is susceptible to weathering agents if not adequately protected.
-
Is susceptible to manufacturing defects if not properly handled, and considerable wood waste may accompany the conversion and processing, e.g. sawdust, slabs, mis-manufactured lumber.
-
Is usually not readily available and/or affordable to rural dwellers since additional costs are associated with log conversion and processing.
-
Has relatively lower fire resistance, especially the 25-mm-thick planks.
The terminology in the wood industry that is applied to the dimensions of a piece of lumber differs from the terminology normally used in structural calculations. While the industry refers to the thickness and width of a piece of lumber, design calculations usually refer to the width and depth of member. The width is parallel to the neutral axis of the cross-section, while the depth is perpendicular.
The different classes of sawn wood recognized in the global wood products industry include the following:
-
Rough Lumber : This is lumber that has not been dressed (surfaced) but has been sawn, edged and trimmed at least to the extent of showing sawn marks in the wood on the 4 longitudinal surfaces of each piece for its overall length.
-
Dressed ( surfaced) Lumber : This is lumber that has been dressed by a planning machine for the purpose of attaining smoothness of surface and uniformity of size on: one side (S1S), two sides (S2S), one edge (S1E), two edges (S2E), or a combination of sides and edges (S1S1E, S1S2E, S2 SIE, S4S). In the advanced countries, most structural lumber is dressed lumber, surfaced to the standard net sizes which are less than the nominal (stated) size. Typical lumber will be S4S (surfaced four sides), but other finishes can be obtained, e.g. S2S1E, i.e. surfaced two sides and one edge. Dressed lumber is used in many structural applications, but large timbers are commonly rough sawn to dimensions that are close to the standard net sizes. The cross-sectional dimensions of rough-sawn lumber are approximately 3.2 mm (1/8 in.) larger than the standard dressed size.
-
Worked Lumber : This is lumber that has, in addition to being dressed, matched, ship-lapped or patterned.
-
Structural Joists and Planks : These are pieces of rectangular cross-section 50–10 mm (2–4 inches) in least dimension, graded primarily for strength in bending edgewise or flatwise but also frequently used where tensile or compressive strength is important. Lumber 50 mm (2 inches) in nominal thickness is often placed in grades separate from the thicker joists and planks (Fig. 5.9).
Fig. 5.9 
Nominal dimensions of joists and planks
-
Beams and Stringers : These are pieces of rectangular cross-section 5″ × 8″ (nominal dimensions) and larger, graded for strength in bending when loaded on the narrow face.
-
Posts and Timbers : These are pieces of square or nearly square cross-section 125 × 125 mm (5″ × 5″) nominal dimensions and larger, graded primarily for use as posts or columns (Fig. 5.10).
Fig. 5.10 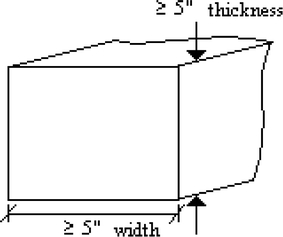
Nominal dimensions of posts and timbers
In general, posts and timbers are square-like, while beams and stringers are rectangular in shape.
-
Structural Boards : These are pieces of lumber that are less than 50 mm (2 inches) in nominal in thickness and of any width, graded primarily for use where the principal stresses are axial in compression or tension (Fig. 5.11).
Fig. 5.11 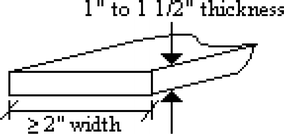
Nominal dimensions of structural boards
-
-



Lumber sizes commonly produced in Nigerian sawmills are shown in Table 5.1. The ‘x’ marks indicate the usual nominal lumber thickness/width combinations available. The average length of logs converted is 3.6 m. Basic lengths of timber in eastern and southeastern Africa are between 1.8 metres and 6.3 metres, although pieces longer than about 5.1 metres are scarce and costly. Even though timber is normally sold by length, the price may be calculated per cubic metre when sold in large quantities.
However, in advanced countries, most structural lumber is dressed lumber, surfaced to the standard net sizes which is less than the nominal (stated) size. Typical lumber will be S4S (surfaced four sides), but other finishes can be obtained, e.g. S2S1E, i.e. surfaced two sides and one edge. Dressed lumber is used in many structural applications, but large timbers are commonly rough sawn to dimensions that are close to the standard net sizes. The cross-sectional dimensions of rough-sawn lumber are approximately 3.2 mm (1/8 in.) larger than the standard dressed size.
Lumber grades that provide specific information in structural design are most useful. Nigerian timber species have been divided into seven groups on the basis of strength, i.e. N1, N2, … N7. The strongest timbers fall into N1 group and the weakest into N7 group. The strength properties for which basic stress values are given are static bending and tension parallel to the grain, shear and compression parallel to the grain, compression perpendicular to the grain and modulus of elasticity as shown in Tables 5.2 and 5.3. In contrast, the Indian code of practice for the design of structural timber in building (1995) classfied species of timber recommended for constructional purposes into three groups, based on their strength properties, namely modulus of elasticity (E) and extreme fibre stress in bending and tension (fb). Placed in Group A are species with E above 12.6 x103 N/mm2, fb above 18 N/mm2; placed in Group B are species with E above 9.8 x103 N/mm2 and up to 12.6 x103 N/mm2, fb above 12.0 N/mm2 and up to 18 N/mm2; while the species placed in Group C are those with E above 5.6 x103 N/mm2 and up to 9.8 x103 N/mm2, fb above 8.5 N/mm2 and up to 12 N/mm2.
Four grade stresses have also been specified with strength ratios of 80, 63, 50 and 40%. For example, a species at moisture content >18% belonging to strength group N1 of 80% grade has a bending strength of 0.8 × 28 N/mm2 = 22.4 N/mm2. The grade stresses for the seven strength groups have been tabulated in the Nigerian Code of Practice for Timber Design. The timber groupings based on strength are presented in Appendix A.1.
The grade standard established by the Kenya Bureau of Standards is different from that of Nigeria as shown in Table 5.4. The S-75 and S-50 grades are commonly specified for use in building construction. However, there are several tree species found across Africa, many of which are used only in very local areas. To obtain approximate working-stress data for these indigenous species, their densities may be used to group them. If the density is not known, a simple experiment can be performed quite easily. A bucket, a graduated cylinder (millilitres) and an accurate scale for weighing a sample of the wood are the only materials required. The procedure is as follows:
-
(i)
Weigh and measure the dimensions of the wood sample.
-
(ii)
Place the bucket on a level surface and fill to the rim with water.
-
(iii)
Carefully submerge the wood sample and then remove.
-
(iv)
Refill the bucket from the graduated cylinder, noting the amount of water needed to refill the bucket.
-
(v)
Compute the value of density = weight/volume (kg/m3).
-
(vi)
Place the species in an appropriate strength group using the density column for a green or dry sample (see Table 5.5, column 2 or 3).
Table 5.5 Guide to basic working-stress values and modulus of elasticity for timber
The values shown in Table 5.5 are basic working stresses. For design purposes, these values may have to be adjusted for grade, moisture content, load duration, exposure and use of the structure.
5.4 Laminated Solid Wood Products
The array of laminated solid wood products available in the global market includes Glued-laminated timber, nail-laminated timber, cross-laminated timber, and dowel-laminated timber. Interestingly, there has been continued product innovation in the laminated wood product industry such that today, there are both old and new laminated products. While glued-laminated timber and nail-laminated timber belong to the second generation of wood products, both cross-laminated timber and dowel-laminated timber are newer, fourth-generation wood products. Glued-laminated timber (GLT), otherwise known as glulam (Fig. 5.12), is fabricated by gluing thin laminations of wood together in such a way to produce wood members of practically any size and length. Glulam members are small pieces of wood glued together either in straight or in curved form, with the grain of all the laminations essentially parallel to the length of the member. Thus, laminated wood is basically different from plywood in which the grain direction of adjacent plies is at right angles. Though not yet in common use in many parts of tropical Africa due to several reasons, particularly relatively high cost, glulam is frequently used in other parts of the world in place of sawn timber for truss members, beams, stringers, columns and arches. It has the advantage of higher working stresses, of being available in larger sizes and longer lengths than sawn timber and of reducing to a minimum the problems of shrinkage and the resultant secondary stresses in joints. The lumber used in laminating is usually seasoned and accurately surfaced before being glued.

Glulam
Nail-laminated timber (NLT) is produced when timber pieces are mechanically laminated to create a solid structural element. NLT is created by placing dimension lumber (nominal 50–100 mm thickness and 100–150 mm width) on edge and fastening the individual laminations together with nails. NLT is typically used as floors and roofs and can also be used for walls, elevator shafts and stair shafts. If plywood/OSB is added to one face, it can provide in-plane shear capacity, allowing the product to be used as a shear wall or diaphragm. NLT offers a consistent and attractive appearance for decorative and exposed-to-view applications. It requires no necessarily unique manufacturing facility and can be fabricated with local dimension lumber for use in applications across sectors and structure types (Fig. 5.13).

Nail-laminated timber
Cross-laminated timber (CLT) panels consist of several layers of structural lumber boards stacked crosswise (typically at 90°) and glued together on their wide faces and, sometimes, also on the narrow faces as shown in Fig. 5.14. A cross-section of a CLT element has at least three glued layers of boards placed in orthogonally alternating orientation to the neighbouring layers. In special configurations, consecutive layers may be placed in the same direction, giving a double layer (e.g. double longitudinal layers at the outer faces and additional double layers at the core of the panel) to obtain specific structural capacities. CLT products are usually fabricated with three to seven layers and even more in some cases. CLT panels are typically used as load-carrying plate elements in structural systems such as walls, floors and roofs. Lumber in the outer layers of the panels used as walls is normally oriented parallel to vertical loads to maximize the wall resistance. Likewise, for floor and roof systems, the outer layers run parallel to the major span direction.

Cross-laminated timber manufacture
Dowel-laminated timber (DLT) panels (Fig. 5.15) are made from lumber pieces stacked like NLT, but friction-fitted together with dowels. Hardwood dowels hold each board side-by-side, similar to how nails work in an NLT panel, and the friction fit lends some dimensional stability to the panel. DLT panels may be processed using Computer Numerical Control (CNC) machinery, creating a high tolerance panel, which can also contain pre-integrated electrical conduits and other service runs.

Dowel-laminated timber
5.5 Wood-Based Panel Products
These are products manufactured with wood as the basic raw material and designed with rather specific characteristics such as resistance to differential shrinkage and swelling, fire resistance, resistance to weathering. The most common panel products in tropical Africa are plywood, resin-bonded particleboards and fibreboards (shown in Fig. 5.16a–c). Plywood is produced by laying an odd number of wood veneers at right angles to each other and gluing them together under heat and pressure. It is a more dimensionally stable wood product than lumber and is typically produced as flat sheets. Its structural applications include floor underlayment, floor sheathing. Its non-structural applications include wall panelling (decorative) and form work (functional).

a Plywood b Particleboards c Fibreboards
The term particle is a generic name for all lignocellulosic elements from which particleboard is made. The particles can be as coarse as pulp chips or as fine as sander dust. Some particles are by-products of wood processing operations, while others are principally generated through hammer milling for particleboard production. The reduction of feedstock into a given particle type depends on the form of raw material. Particleboard is a generic term for a panel manufactured from lignocellulosic material primarily in the form of discrete pieces or particles, as distinguished from fibres, combined with a synthetic resin or other suitable binder and bonded together under heat and pressure in a hot press. In general, lower density wood species (<500 kg/m3) produce boards with superior strength properties. This is because denser species are often difficult to compress into well-bonded boards. However, the denser materials can be blended with lighter ones to produce acceptable boards. Particleboard products are further defined by the method of pressing. Flat-platen-pressed particleboard is produced when the pressure is applied in the direction perpendicular to the faces, while extruded particleboard is produced with pressure applied parallel to the faces.
Particle geometry (shape and size) is a prime consideration in particleboard manufacturing as it affects mechanical strength, i.e. bending, tension parallel and perpendicular to the board surface, screw and nail holding, properties. It also affects the water resistance ability, stability and surface smoothness of the board. The machining characteristics of the particleboard are also affected. The most commonly used particleboard is the flat-platen-pressed type. This product is utilized in diverse forms in building construction, furniture making, packaging, etc, due to its desirable characteristics including availability in large sheets, smooth surfaces, uniformity in properties from sheet to sheet and freedom from localized defects.
Particleboard is usually classified on density basis as shown in Table 5.6. Board thickness ranges from 9.5 to 19 mm. The typical board size is 2.44 m × 2.44 m.
5.6 Engineered Wood Products
Over the years, new wood-based products have been developed to mitigate the inadequacies of natural wood. These products are manufactured with wood as the basic raw material, but are designed with rather specific characteristics such as dimensional stability, resistance to weathering, high stiffness and/or strength, or multidimensional stiffness. Examples of these products, many of which are still not available in many parts of the world including tropical Africa, are as follows:
-
(i)
Oriented Strand Board (OSB) , which is a non-veneer structural panel, manufactured from thin reconstituted wood strands or wafers (Fig. 5.17).
Fig. 5.17 
Oriented strand board
-
(ii)
Laminated Veneer Lumber (LVL) , which is similar in certain respects to glulam and plywood. It is fabricated by laminating thin sheets of veneer (0.25–0.4 cm thick) bonded together with durable adhesive. The veneer plies are usually laid up with all the wood fibres running in one direction and aligned parallel to the length of the member (Fig. 5.18).
Fig. 5.18 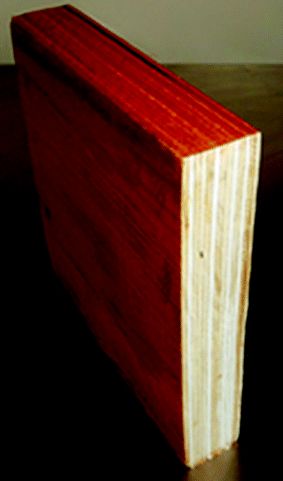
Laminated veneer lumber
-
(iii)
Parallel Strand Lumber (PSL) , which is a lumber composite material produced from long strands of wood material. The strands are dried, coated with a waterproof adhesive and bonded together under pressure and heat. The strands are usually aligned so that the wood grain is parallel to the length of the member (hence the name) (Fig. 5.19).
Fig. 5.19 
Parallel strand lumber
-
(iv)
Laminated Strand Lumber (LSL) , which is a non-veneer panel product manufactured by compressing wood strands of between 0.76 and 1.3 mm thickness coated with adhesive under heat. It is different form PSL in terms of strand size, type of adhesive used and method of consolidation. For example, the strands used in PSL fabrication are typically about 3.2 mm thick (Fig. 5.20).
Fig. 5.20 
Laminated strand lumber
LVL, PSL and LSL are collectively known as Structural Composite Lumber (SCL).They have gained substantial acceptance in the residential building construction industry in the last couple of decades. They are generally used for floor and roof sheathing and as walling materials. The development of these engineered wood products has made possible the use of lower quality and non-traditional forest resources to create high-performance structural materials.
-
(v)
Wood–cement Composite panels , a set of lightweight concrete products (shown in Fig. 5.21) in which wood particles, shavings, strands or chips serve as aggregate in cement–water mixtures.
Fig. 5.21 
Wood–cement composite panels





The processes involved in the manufacture of composite wood–cement panels include the following:
-
Wood Material Preparation : The wood could be obtained as round logs, from thinnings, logging and wood processing residues such as sawdust, shavings and chips. Solid wood requires debarking and ripping into slabs, a process that would be unnecessary for sawdust, wood flakes or chips.
-
Size Reduction : At this stage, the wood slabs are reduced into either flakes (30–50 mm long and 0.2–0.6 mm thick) or finer sawdust particles. The final particle size to which the material is reduced depends the ultimate end-use requirement of the board. Longer and thinner flakes are usually stronger, stiffer and more dimensionally stable.
-
Mixing/ Blending : The flakes or particles are thoroughly mixed with water containing additive in a predetermined mixing ratio. Cement is then slowly added while mixing continues until a homogeneous wood/cement mix of the desired consistency is formed.
-
Forming : This is the process of laying down a mat of the blended particles. The mats are usually formed onto metal ‘caul plates’.
-
Pressing : Pressing involves consolidating the mat. The acceptable mats are stacked up into the required clamping sizes and passed on to the press where it is tamped to the predetermined thickness.
-
Maturation : The panels are removed from the press and stored for at least 28 days to allow for further curing of the cement. By the 28th day, the panel would have attained maximum strength.
-
Trimming : The panels are trimmed to the required sizes and finally stored or shipped as the case may be.
The admirable properties of wood–cement panel products that recommend them for use as building material include relatively high strength-to-weight ratio; durability; stability, i.e. high resistance to moisture uptake; nailability; ease of sawing; excellent insulation against noise and heat; and high resistance against fire, insect and fungus attack. The panels are also environmentally friendly since they do not emit gasses or leak harmful chemicals. Besides, they are coatable with paints and plasters and lend themselves to modular construction. These products have another special appeal by virtue of the fact that they can be, and mostly are made, from wood and non-commercial or low-value tree species. Because they are produced in panel form, they can be substituted for or used in combination with other materials commonly used in building construction. Over the years, many tropical hardwood species have been successfully tested for wood–cement panel production. These include Afara (Terminalia superba), Triplochiton scleroxylon, Mitragyna ciliata, Ceiba pentandra, Tectona grandis, Melia composita, Gmelina arborea, Antiaris africana and Brachystegia kennedyi.
A global market already exists for wood–cement panel products. They are employed as construction materials for interior/exterior wall cladding, roofing, ceiling and shuttering for bungalows and high-rise buildings. They have become widely acceptable in many countries in Europe, Asia, North and Central America, and the Middle East, including Germany, England, Japan, Indonesia, United State of America, Brazil, Iran and Saudi Arabia. They have long been in use in these parts of the world, both to satisfy emergency situations (e.g. to provide housing for people affected by natural disasters), and for regular building construction. Because they are lighter in weight than most other cementitious materials and are produced in panel form, the material can be easily packaged and shipped to different parts of the world. A primary concern in introducing these products into international markets, however, is compliance with local building codes. Most local codes in European, North and Central American countries specify design loads, wind resistance, fire rating and seismic strength. However, there are no specific limitations on the use of cement-bonded wood composites.
-
(vi)
Wood–Plastic Composites (WPCs), shown in Fig. 5.22, which are produced by thoroughly mixing ground wood particles and heated thermoplastic resin. The most common method of production is to extrude the material into the desired shape, though injection moulding is also used. WPCs may be produced from either virgin or recycled thermoplastics. These composites are more environmentally friendly and require less maintenance than the alternatives of solid wood treated with preservatives or solid wood of rot-resistant species. One advantage of WPC over wood is the ability of the material to be moulded to meet almost any desired shape. A WPC member can be bent and fixed to form strong arching curves.
Fig. 5.22 
Wood–plastic composites

Another major selling point of these materials is their lack of need for paint. They are manufactured in a variety of colours, but are widely available in greys and earth tones. The most widespread use of WPCs in North America is in outdoor deck floors, but they are also used for railings, fences, landscaping timbers, cladding and siding, park benches, moulding and trim, window and door frames and indoor furniture. However, WPCs have a lower strength and stiffness than wood, and they are also visco-elastic, i.e. experience time and temperature-dependent behaviour. The wood particles are susceptible to fungal attack, though not as much so as solid wood, and the polymer component is vulnerable to ultraviolet degradation. Some WPC formulations are also sensitive to staining from a variety of agents. The polymers and adhesives added make wood–plastic composite difficult to recycle again after use. They can however be recycled easily in a new wood–plastic composite.
5.7 A Glimpse into the Future
The most potentially revolutionary development in wood utilization will be the creation, through nanotechnology, of new materials that rival the strength and lightness of metals and plastics. Nanotechnology is envisaged as the main driving technology of the future in the wood products industry. It promises revolution in two areas: things done to wood products (preservatives, sealants, adhesives, etc.) and things done with wood fibres (new materials to replace non-renewable metals, ceramics and plastics). With further breakthroughs in technology on the nanoscale, new wood products not yet on the horizon will be developed. Potential uses for nanotechnology include developing intelligent wood and paper-based products with an array of nanosensors built into measure forces, loads, moisture levels, temperature, pressure, chemical emissions, attack by wood decaying fungi, etc. Nanotechnology will result in a unique next generation of wood-based products that have hyperperformance and superior serviceability in severe environments, strength properties now only seen with carbon-based composite materials, durability in service and biodegradability useable service life.
-
Practice Questions
-
1.
What are the advantages of wood as a structural material?
-
2.
List and describe five forms in which wood and wood products are used for structural purposes.
-
3.
Describe five types of wood products used in building construction.
-
4.
If you were asked to choose between lumber and logs as a construction material, give five reasons why you would select logs instead of sawn wood.
References
Adefisan OO, Ogundipe A (2016) Recent developments in the manufacture of wood-based composites. In: Olorunnisola AO (ed) Renewable natural resources engineering: essays in honour of Canon Prof. E. Babajide Lucas. Zenith Book House Publishers, Ibadan, pp 151–164
Alberto MM, Mougel Zoulalian A (2000) Compatibility of some tropical hardwood species with Portland cement using isothermal calorimetry. Forest Prod J 50(9):83–88
Badejo SOO (1986) Dimensional stability of cement-bonded particleboard from eight tropical hardwoods grown in Nigeria. Niger J Forest 16(1/2):11–19
Badejo SOO (1987) An investigation on the influence of cement binder content on properties of cement-bonded particleboard from four tropical hardwoods. Malays Forester 50(1):107–120
Badejo SOO (1988) Influences of flake geometry on properties of cement-bonded particleboard from mixed tropical hardwoods. Wood Sci Technol 22:357–370
Badejo SOO (1989) Influences of pre-treatment temperature and additive concentration on the properties of cement-bonded particleboard from plantation grown tropical hardwood. Trop Sci 29:285–296
Bodig J, Jayne BA (1982) Mechanics of wood and wood composites. Van Nostrand Reinhold Company, New York, USA
Faherty KF, Williamson TG (1999) Wood engineering and construction handbook, 3rd edn. McGraw-Hill Handbooks, New York, USA
Forest Products Laboratory (2010) Wood handbook—wood as an engineering material, reneral technical report FPL-GTR-190. The U.S. Department of Agriculture, Forest Service, Forest Products Laboratory, Madison, WI
Kollman FFP, Cote WA Jr (1968) Principle of wood science and technology. Springer, Berlin
Lucas EB, Olorunnisola AO (2002) Wood processing and utilization in Nigeria: the present situation and future prospects. In: Ajav EA, Raji AO, Ewemoje TA (eds) Agricultural engineering in Nigeria: 30 years of University of Ibadan experience. The Department of Agricultural Engineering. University of Ibadan, Nigeria, pp 98–109
Mijinyawa Y, Alabadan BA (2016) Structural utilisation of wood. In: Olorunnisola AO (ed) Renewable natural resources engineering: essays in honour of Canon Prof. E. Babajide Lucas. Zenith Book House Publishers, Ibadan, pp 139–150
Mrema GC, Gumbe LO, Chepete HJ, Agullo JO (2011) Rural structures in the tropics: design and development. FAO, Rome
NCP (2005) Nigerian code of practice for structural timber design. The Standards Organisation of Nigeria
Nelson S (1997) Structural composite lumber. In: Smulski S (ed) Engineered wood products, a guide for specifiers, designers and users. PFS Research Foundation, Madison, Wisconsin
Olorunnisola AO (2009) Suitability of four Nigerian hardwoods for wood-cement particleboard production. J Forest Res Manage 6:10–17
Olorunnisola AO, Omoniyi TE (2016) Wood conversion and processing in Nigeria: a status report. In: Olorunnisola AO (ed) Renewable natural resources engineering: essays in honour of Canon Prof. E. Babajide Lucas. Zenith Book House Publishers, Ibadan, pp 101–121
Olufemi B (2016) Wood utilisation pattern in Nigeria—an overview. In: Olorunnisola AO (ed) Renewable natural resources engineering: essays in honour of Canon Prof. E. Babajide Lucas. Zenith Book House Publishers, Ibadan, pp 82–90
Smulski S (1997) Engineered wood products- a guide for specifiers, designers and users. PFS Research Foundation, Madison, Wisconsin
Walker JCF, Butterfield BG, Langrish TAG, Harris JM, Uprichard JM (1993) Primary wood processing principles and practice. Chapman and Hall Publishers, London
Zylkowski S (2002) Introduction to wood as an engineering material. In: Williamson TG (ed) APA engineered wood handbook: 1.1-1.25, McGraw-Hill Publishers, New York
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Copyright information
© 2018 Springer International Publishing AG
About this chapter
Cite this chapter
Olorunnisola, A.O. (2018). Uses of Wood and Wood Products in Construction. In: Design of Structural Elements with Tropical Hardwoods. Springer, Cham. https://doi.org/10.1007/978-3-319-65343-3_5
Download citation
DOI: https://doi.org/10.1007/978-3-319-65343-3_5
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-65342-6
Online ISBN: 978-3-319-65343-3
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)