
Abstract
Marble is an industrial material with a very high commercial potential in the whole world. The diamond cutting tools find vast applications in the natural stone cutting industries. The main factor judging the performance of the diamond cutting tools is their wear resistance which is primarily affected by materials/process variables and unpredictable working conditions. For a successful cutting operation, wear rates of the matrix and the diamond must be comparable. Otherwise, detachment of diamond from the matrix or embedding of diamond into the matrix may occur. In order to optimize the performance of the tool during cutting, several additives may be incorporated into the matrix. Type and amount of the additions are firstly determined by the hardness of natural stone to be cut. In this study, performances of Fe-Co-Cu based commercial powders were used to evaluate their performance as a diamond bead matrix and the effect of bronze additions on the structural and mechanical properties of matrix was investigated. All materials in the form of powders were cold pressed first and then the pellets were sintered at 960 °C for 1 h in hydrogen atmosphere of a tunnel furnace. Microstructural and mechanical characterizations were performed by Scanning Electron Microscope (SEM), Energy Dispersive Spectroscopy (EDS), X-ray diffraction (XRD), X-ray fluorescence (XRF), hardness, compression tests and wear test. Results showed that bronze additives had no negative effect on density of the samples. The mechanical properties and wear resistance of the samples decreased with increasing bronze content and they may become eligible for stones of different hardness.
Access provided by CONRICYT-eBooks. Download chapter PDF
Similar content being viewed by others

Keywords
1 Introduction
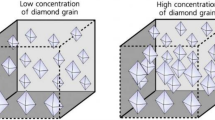
Marble is a metamorphic rock formed by the alteration of limestone or dolomite rock by heat and pressure. Marble is occurred more than 90% calcite [1]. Marble is a relatively soft rock, having a hardness degree of 3−4 in Mohs hardness scale and it is cut in the form of blocks and polished at the production process [1, 2]. Diamond Cutting Tools (DCTs) are a fast and modern cutting technique especially the diamond cutting wire method has become indispensable in today’s marble production [3]. The diamond cutting wires consist of aligned beads on steel rope. The beads spacing distance is fixed and it is provided with springs or plastic parts [4, 5]. The beads are usually being produced by mixing diamond grit with the appropriate metal(s)/alloys powders via powder metallurgy processes [6, 7]. Processing of diamond in metal bonds often results in a reaction between the diamond surface and the surrounding metal matrix. The extent of this reaction depends on specific composition of metal powders, their particle size and distribution, processing temperature and time [8].
The main factor determining the performance of the tool during service is its wear resistance. A number of operating conditions such as feeding rate, depth of cut, peripheral speed, load, pressure, velocity, cutting mode, rock properties, working conditions etc. govern the wear rate of DCTs [9, 10]. Natural stones react differently and show different abrasiveness during cutting processes [11]. For this reason, it is very important to choose the right matrix material in the manufacturing process of DCTs. Depending on the properties of natural stone such as hardness and abrasivity, the metal matrix may contain some metals or alloys such as iron, cobalt, cobalt and tin, cobalt and bronze and tungsten carbide [12]. For a successful cutting operation, wear rates of the matrix and the diamond must be comparable. Otherwise, detachment of diamond from the matrix or embedding of diamond into the matrix may occur. In order to optimize the performance of the tool during cutting, type and amount of the additions are firstly determined by the hardness of natural stone to be cut [13, 14].
There are number of studies that have investigated Fe−Co−Cu−Sn based diamond cutting tools. Zeren et al. [15] studied sintering of polycrystalline diamond cutting tools. In that study, pressure-sintering experiments during direct sintering of diamond cutting tools were conducted at 730 °C for 3–15 min with a pressure of about 350 MPa. For the matrix, cobalt and nickel are used as the bonding agents and the bronze was used as the filling phase in various amounts. They concluded that the matrix firmly supported the diamonds preventing them from damaging during cutting and the bonding between the matrix and diamond must be strong enough for high performance. Aslantas et al. [16] investigated the performance of DCTs which are used in the marble cutting process. At this study, the computer controlled marble cutting machine was used and the 3-dimensional reactive force (Fx, Fy, Fz) occurring in the course of cutting were measured. They indicated that the most important factors causing lateral deviation of the DCTs are depth of cut and traverse speed. According the results, at smaller depths of cut the part of the DCTs that is inside the marble and the part that is outside were exposed to elastic deformation in different directions. Also at low peripheral speed, it was observed that the DCTs show sudden changes and was slogged at cutting. Rosa et al. [12] studied diamond-impregnated segmented discs used for hard stone cutting. Different types of matrices were used for manufacturing new segments for the cutting discs. Matrices containing Co + Bronze (50 wt%Co + 50 wt% of a 90Cu–10Sn bronze); Co + bronze + 10 wt% WC; and Co + bronze + 20 wt% WC, were produced and their behaviors were compared to that of a standard disc available in the market and commonly used by the stone industry for cutting granite. The commercial tool (Co + Bronze) showed the lowest values of resultant force and the highest values of tool consumption or tool wear rate.
The aim of this study is to evaluate the performance of the Fe−Co−Cu based matrix as a diamond bead and the effect of bronze additions on structural, physical and mechanical properties of the matrix.
2 Experimental Procedure
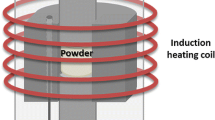
Commercial free sintering metal powder (W1) with a particle size of 13.62 µm was used as matrix material. 30% and 50% vol Bronze (90% Cu + 10% Sn) were added to W1 powder, which were designated as W1-30 and W1-50, respectively. Chemical composition of W1 powder is given in Table 1. The metal powders were mixed in 360° rotating chamber for 3 h. The powder mixtures were compacted in a uniaxial cold press by the application of 50 kN force. Green samples were prepared in 7 mm in diameter and 14 mm in length. Conventional Sintering was performed in a continuous tunnel furnace at 960 °C under hydrogen atmosphere for 1 h.
X-ray diffraction (XRD) analysis was used for quantitative identification of the phases by a Bruker D8-Advanced X-ray diffractometer using Cu Kα radiation. Microstructures of the samples were examined by a HITACHI TM-1000 Tabletop Scanning Electron Microscope (SEM) equipped with an Energy Dispersive Spectroscopy (EDS) unit. Density measurements, hardness and compression tests were performed for physical and mechanical characterization of the samples. Density of the samples was determined by the Archimedes method and divided by the theoretical density to calculate the relative density. Hardness measurements were performed in the Rockwell B scale by using Zwick/Roell ZHR hardness tester and the compression tests were carried out using Dartec universal testing machine at a crosshead speed of 1 mm/min. Abrasion wear tests were conducted in a DVT DA6 model abrasion tester. The samples were vertically installed in the rotary table of the tester which is covered with 80 grade sandpaper. The table was rotated with 40 rpm and 1 kg vertical load was applied on the processed composites. The composites were moved on the table for 20 m and samples were weighted before and after the wear test. Relative wear resistance was calculated as the ratio the maximum weight loss over the sample’s weight loss. According to this definition, the relative wear resistance of the maximum weight loss specimen is 1.
When the examination of the pure and bronze doped matrixes has been completed, the beads of a cutting wire sintered at 960 °C via tunnel furnace. W1, W1-30 and W1-50 powders were used in the production of beads. The production of diamond cutting wires have been prepared in the form of a bead and a spring aligned respectively on steel rope as seen in Fig. 1.

Components of the marble cutting spring wire
3 Results and Discussion
Figure 2 shows XRD patterns of the samples investigated. Identified phases for W1 sample which were sintered at 960 °C for 1 h under hydrogen atmosphere are mainly Co3Fe7 and CuSn. By the addition of 30 and 50% of bronze into the matrix powder, the identified phases were essentially the same (Co3Fe7 and CuSn) except some variations in the relative intensities amongst the samples.

XRD patterns of the samples
Figure 3 shows SEM micrographs of the samples investigated (Fig. 3a−c) and the corresponding EDS patterns of the samples (Fig. 3d−f). EDS analysis revealed that the microstructure of sample W1 mainly consists of Fe and Co coming from the Fe-Co intermetallic phase as shown in Fig. 2. Also, the fraction of the bright areas increased with increasing bronze addition to the matrix (Fig. 3a−c) and they are homogeneously distributed in the microstructure. According to the EDS analysis, the bright areas in the SEM micrographs of the samples corresponds copper- rich phases (Fig. 3d−f).

SEM microstructures of a W1, b W1-30, c W1-50 and corresponding EDS analysis of the sintered samples d W1, e W1-30, f W1-50
Table 2 lists relative density, hardness and compression strength of the samples investigated. The highest relative density was obtained in W1 samples. With the increasing amount of bronze addition into the powder composition, relative density slightly decreased. Beside density, hardness and compression strength were also decreased. The highest density, hardness and compression strength were obtained at W1 sample. Increasing amount of bronze addition led to more significant decrement in hardness and compression strength than that observed in the relative density. This result is in contrast to the previous study that investigated the diamond cutting tools with various bronze additions [17]. In that work, it was reported that bronze addition resulted in a decrement in mechanical properties due to accumulation of bronzes in certain regions. However, in the present work, bronze islands do not show any accumulation, but are uniformly distributed in the matrix, as shown in Fig. 3b, c. Finally it is reasonable to assume that uniformly distributed bronze islands as a softer component in the microstructure decreased hardness and compression strength of bronze containing samples.
The abrasion wear tests were performed with all the samples and the test results as relative wear resistances were given in Fig. 4. With increasing bronze content, the wear resistance of the samples were decreased. The relative wear resistance of the W1 sample is highest about 37% than that of W1-50 sample. It is known that optimization of wear rates of diamond and the matrix in a diamond containing cutting tool is necessary for a better cutting performance. Therefore it is expected that a softer matrix of W1-50 sample may result in better cutting performance due to reduced abrasion resistance.

The wear resistance of the all samples
Figure 5 shows an overview of the diamond beads and cutting wire processed in this work. In order to evaluate the cutting performance of diamond beads produced by using the matrix materials studied in this work, the cutting wires produced with these diamond beads are now under investigation by cutting marble in on-site field cutting operations. It is known that optimization of wear rates of diamond and the matrix in a diamond containing cutting tool is necessary for a better cutting performance, it is expected that a softer matrix produced by increased amount of bronze addition to W1 sample may result in better cutting performance due to reduced abrasion resistance of the matrix.

a Diamond beads and b the cutting wire processed with W1-50 powders in this study
4 Conclusion
The Fe−Co−Cu based metal matrix was used to evaluate their performance as a diamond cutting tools used in marble production with the additions of two different quantities (30−50 vol. %) bronze. Microstructural and mechanical characterizations were performed by SEM, EDS, XRD, XRF, hardness, compression tests and wear test. Following results can be drawn from the present study:
-
1.
The highest relative density, the highest compressive strength and the highest hardness values are obtained in the sample W1 with no bronze addition in its composition.
-
2.
The additions of bronze to W1 sample decreases the theoretical density, hardness, compressive strength and wear resistance. Decrement in mechanical properties is higher than that in the theoretical density.
-
3.
The presence of Co3Fe7 intermetallic phase gives rise to mechanical properties of W1 sample.
-
4.
The cutting performance of the diamond beads produced by using the matrix materials studied are now under investigation by cutting marble in an on-site field cutting operations.
References
Çelik, M.Y., Sabah, E.: Geological and technical characterisation of Iscehisar (Afyon-Turkey) marble deposits and the impact of marble waste on environmental pollution. J. Environ. Manage. 87, 106–116 (2008)
Hamza, R.A., El-Haggar, S., Khedr, S.: Marble and granite waste: characterization and utilization in concrete bricks. Int. J. Biosci. Biochem. Bioinform. 4, 286–291 (2011)
Jain, S.C., Rathore, S.S.: Role of cut size area on the performance of diamond wire saw machine in quarrying of marble. Int. J. Min. Reclam. Environ. 23, 79–91 (2009)
Hawkins, A.C., Antenen, A.P., Johnson, G.: The diamond wire saw in quarrying granite and marble. Dimens. Stone 8, 44–50 (1990)
Tönshoff, H.K., Hilmann-Apmann, H.: Diamond tools for wire sawing metal components. Diam. Relat. Mater. 11, 742–748 (2002)
Konstanty, J.: Powder Metallurgy Diamond Tools. Elsevier Science Technology, United Kingdom (2006)
Skury, A.D., Bobrovnitchii, G.S., Azevedo, M.G., Monteiro, S.N.: Obtention and characterization of the Sn-Ni-Fe-Cu alloys applied in diamond saw blade production. Mater. Sci. Forum 727–728, 305–309 (2012)
Nitkiewicz, Z., Świerzy, M.: Tin influence on diamond–metal matrix hot pressed tools for stone cutting. J. Mater. Process. Technol. 175, 306–315 (2006)
Luo, S.Y., Liao, Y.S.: Study of the behavior of diamond saw-blades in stone processing. J. Mater. Process. Technol. 51, 296–308 (1995)
Ersoy, A., Buyuksagic, S., Atici, U.: Wear characteristics of circular diamond saws in the cutting of different hard abrasive rocks. Wear 258, 1422–1436 (2005)
Tillmann, W., Kronholz, C., Ferreira, M., Knote, A., Theisen, W., Schütte, P.: Diamond-metal matrix interaction in tools fabricated by conventional and current-induced sintering. Int. J. Powder Metall. 47, 29–36 (2011)
Rosa, L.G., Fernandes, J.C., Anjinho, C.A., Coelho, A., Amaral, P.M.: Long-term performance of stone-cutting tools. Int. J. Refract Metal Hard Mater. 49, 276–282 (2015)
Oliveira, H.C.P., Cabral, S.C., Guimarães, R.S., Bobrovnitchii, G.S., Filgueira, M.: Processing and characterization of a cobalt based alloy for use in diamond cutting tools. Materwiss Werksttech. 40, 907–909 (2009)
Kagnaya, T., Boher, C., Lambert, L., Lazard, M., Cutard, T.: Wear mechanisms of WC–Co cutting tools from high-speed tribological tests. Wear 267, 890–897 (2009)
Zeren, M., Karagoz, S.: Sintering of polycrystalline diamond cutting tools. Mater. Des. 28, 1055–1058 (2007)
Aslantas, K., Ozbek, O., Ucun, I., Buyuksagis, I.S.: Investigation of the effect of axial cutting force on circular diamond sawblade used in marble cutting process. Mater. Manuf. Process. 24, 1423–1430 (2009)
Kahraman, Y.: Free sintering of matrix materials which are used for diamond cutting tools. M.Sc. Thesis. Istanbul Technical University. Istanbul, Turkey (2014)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2017 Springer International Publishing AG
About this chapter
Cite this chapter
Bulut, B., Tazegul, O., Baydogan, M., Kayali, E.S. (2017). Investigation and Application of Fe–Co−Cu Based Diamond Cutting Tools with Different Bronze Content Used in Marble Production. In: Silva, L. (eds) Materials Design and Applications. Advanced Structured Materials, vol 65. Springer, Cham. https://doi.org/10.1007/978-3-319-50784-2_23
Download citation
DOI: https://doi.org/10.1007/978-3-319-50784-2_23
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-50783-5
Online ISBN: 978-3-319-50784-2
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)