
Abstract
Cyber Physical Systems (CPS) in production offer the chance of enhancing the resiliency of factories as depicted by the three main pillars adaptability, robustness and efficiency. Simultaneously, they will have a large impact on the way production facilities are organized and structured. This chapter thus reviews the basic concept of CPS in factories and their three dedicated specificities—systems for production, transportation and assistance—as well as the future role of production planning systems in an integrated, digitalized production environment. In the second part, two examples covering Cyber Physical Production and Assistance Systems will be provided to familiarize the reader with the industrial application of these concepts in actual facilities. An energy-oriented manufacturing planning and control system as well as the application of smart glasses in an industrial assembly task are used for demonstration. In addition to a depiction of the structure and composition of CPS in these show cases, their improvements compared to the current state-of-the-art will be quantified to highlight the underlying potentials for resiliency.
Access provided by CONRICYT-eBooks. Download chapter PDF
Similar content being viewed by others


Keywords
1 Introduction
Cyber-Physical Production Systems (CPPS) as a derivate of a Cyber-Physical System (CPS) in a manufacturing environment represent the next stage of development of production technology. The dissolution of hierarchical system structures induced by this technological trend will lead to reconfigurable networks of Smart Products and CPPS in the future. The resulting complexity creates a new demand for manufacturing companies: robustness of their production systems with a high adaptability at the same time. These two aspects are the core characteristics of the resilient factory.
In contrast to flexible production systems, which provide a stable area of ability and are only scalable within fixed limitations, a versatile production system provides changes in case of need and possesses possibilities to rebuild and extend functions as an essential basic property [32]. Nowadays, flexible production systems can be realized through the use of automation solutions and organizational concepts such as Lean Production. Cyber-Physical Production Systems provide the opportunity to allow the adaptability in the sense defined above and thereby to open up productivity potential in companies. The adaptability thus causes the ability of using the added value for the inactive percentage of potential productivity through rebuildable functionalities elsewhere.
Another important aspect is the Plug and Produce-capability of Cyber-Physical production systems, which is made supported by an autonomous self-monitoring. However, the required decentralized networking of CPPS and Smart Products involves risks for the robustness of the production. How these safety and security risks are to be handled remain open questions and are addressed in this contribution.
2 The Need for Resilient Factories in the Context of Industry 4.0
The following subsections illustrate why resilient plants are needed in the Industry 4.0, what is meant by this term and which scientific foundations play a role.
2.1 Cyber-Physical Systems, Self-Optimization and the Internet of Things
2.1.1 Cyber-Physical Systems (CPS)
The term Cyber-Physical Systems was originally coined by Helen Gill of the National Science Foundation in 2006 [28]. Cyber-Physical Systems describe the networking of ICT-systems among each other and with the internet [12]. A general definition was provided by Lee, who referred to CPS as the integration of computer calculations in physical processes. Physical processes and calculations mutually influence each other in a Cyber-Physical System by feedback [28].
Broy used a layer model to describe Cyber-Physical systems [8]. He integrated the “system in system”-concept as well, a hierarchical structure of systems, which in turn are an element of a superior system. Furthermore, one can conclude from these assumptions that embedded systems are not to be used synonymously with CPS. Cyber-Physical Systems rather constitute a framework around the embedded systems and allow a networking outwards at the same time.
In the Research Agenda CPS presented by the German Academy of Science acatech in 2012, Cyber-Physical Systems were described as the connection between physical and information technology world. CPS arise as a result of the networking and integration of embedded systems, infrastructure and application systems. The latter especially require human-machine interaction [9]. In CPS, a particular focus lies on sensors and actuators. While sensors are recording data from the environment, actuators are ensuring the implementation of physical processes. Further characterizing features of Cyber-Physical Systems are the so-called self-X capabilities (e.g. self-description), an increased adaptability as well as a significantly increased local intelligence [4].
The simple illustration of a CPS is given in Fig. 1. This representation is taken from the project CyProS—productivity and flexibility enhancement through the networking of intelligent systems in the factory. An essential observation here is the combination of a physical system with a data storage and data processing function, which has extensive interfaces [17].

Basic structure of a Cyber Physical System
In the context of this article, both Cyber-Physical Transport Systems (CPTS) and Cyber-Physical Assistance Systems (CPAS) are relevant. This refers to CPS which is only responsible for the Transport of Goods (Transport) as well as the Support of Employees (Assistance). CPTS and CPAS alone do not change or affect raw materials.
2.1.2 Cyber-Physical Production System (CPPS)
A specialization of CPS in a manufacturing context are Cyber-Physical Production Systems (CPPS). These are CPS which are integrated in the industrial environment, also in particular the product, the production and the Production Systems (CPPS) [25]. CPPS should help businesses create a self-organizing adaptable production by simplifying change processes. Standardization and modularization play an essential role here because they allow a company-wide connection.
A CPPS consists of at least one CPS, a production planning software (PPSW) and can also contain CPTS and CPAS (see Fig. 2). Contrary to the technical status quo, the PPSW does not take over a complete controlling and planning function for the whole production. Instead, it rather provides a superior objective function, the basis of the entities of the system. Beyond that, the CPPS can exist out of more CPPS in terms of a hierarchical structure with sub-systems.

Cyber Physical Production System
2.1.3 Self-Optimization
The term of Self-Optimization has been characterized through the collaborative research center 614 “Self-Optimizing Systems of the mechanical engineering” in Paderborn. According to Gausemeier and Adelt, the Self-Optimization is accomplished in three steps: The analysis of the status quo, the determination of the objectives and concluding the adaptation of the system performance [1]. The optimization itself is executed alternatively in the second step to examine relevant goals or in the third step to realize favorable adaptions [22].
In the course of the Cluster of Excellence “Integrative production engineering for high-wage countries” in Aachen, the application of such systems in manufacturing has been examined and achieved [6]. Self-Optimization can be distinguished from classic control circuits essentially by their ability of the adaption of the objectives of the systems, the controller as well as the controlled system [36].
2.1.4 Internet of Things
The term Internet of things generally describes the coalescence of the virtual and the real worlds [12]. Bullinger and ten Hompel considered the Internet of things as a vision where part of the physical world and the real objects can be extended with additional information thanks to the Internet [11]. Due to the connection of machines, sensors and actuators to the Internet, they are developing to become protagonists themselves. This depicts a main feature of the Internet of things and also the Internet of services [25].
The Internet of services is to be regarded as an extension of the Internet of things. It complements the Internet with a service platform, which facilitates the development of web-based services [25]. At the moment, an increasing number of so-called Business Apps are being recorded. By using these, customers can combine different software components to highly flexible solutions. Especially Cloud Computing has to be mentioned in this context, as it offers computing capacity and storage/memory via the Internet as a service. Instead of buying and maintaining their own expensive server computers, companies can outsource the majority of their IT thanks to Cloud Computing [12].
2.1.5 Industry 4.0
From a present-day perspective, the first industrial revolution represents the introduction of mechanical production systems operated by external power sources such as the power loom in the 18th century. The second industrial revolution is being denoted as the introduction of mass production based on the division of labor and devices like band conveyors in the late 19th and beginning 20th century. With the application and use of electronics and automation of manufacturing plants starting from the 1970s, the third industrial revolution has finally been introduced [12]. In the fourth industrial revolution, the focus is now put on stronger connections of information and communication technology with the industry. Referring to the Web 2.0 the term Industry 4.0 is frequently being used.
In the course of this article, Industry 4.0-components are considered as Cyber-Physical System as discussed above, but with the following, additional characteristics: performance according to the Industry 4.0 semantics, communication and functionality based on the SOA-principle (service-oriented architecture), worldwide distinct identification (e.g. IP address), security functions, virtual self-description including dynamic performance as well as the opportunity of a permanent status update [25].
2.2 Resilient Production Systems
2.2.1 Market Trend Customized Products
To produce the products demanded by the customer, machines and facilities including their components and tools, storage and transportation means, the raw material, semi-finished products and construction parts as well as the employees need to be regarded as essential elements of the production systems in particular [47]. Customer demands are subject to continuous changes and in the last years developed to form a buyer market driven by demands, not offers.
Thus, customized products for manufacturing companies of highly industrialized states such as in Germany are becoming an important enabler to exist in the face of global competition. The inherent complexity of these products places new demands to those companies and their factory: The adaptability of their production systems as the most important requirement, to efficiently produce smallest batch sizes down to one-piece-flows.
This development of customer individual production will further be driven by the future horizontal integration over value creation networks through a reconfigurable ad-hoc connection of producers with their customers and suppliers in context of the Industry 4.0.
Previous technical approaches to tackle these demands have arisen from the field of automation on the one hand and are supported by organizing concepts such as Lean Manufacturing on the other hand. Still, the combination of these existing technologies will not be able to cope with the future demands towards flexibility and adaptability:
Both solution approaches have in common that the flexibility of production systems is being accepted as required technological basis for the achievement of a customized production. That means that the production systems are being developed in size and basic design to be able to cope with the entire range of requirements from the beginning. These again are determined by customer requirements for product specification, time of delivery and costs. Here, set-up processes to shift the production from one product variant to another is being optimized through automation solution and organizing concepts such as Single Minute Exchange of Die (SMED), to obtain the highest possible productivity of flexible production systems.
In the future the customer demand for individuality of products will also be enforced by horizontal networking via supply chains. It is conceivable that e.g. the excess production capacities in the Internet of things will be offered and will be used according to their available capacity by customers on appropriated Internet platforms. This leads to dynamic supply chains and—with existing opportunities of configuration and individualization through the customer—to continuing increasing product and production complexity.
2.2.2 Technology Trend Cyber-Physical Production Systems
To enable Cyber-Physical Production Systems to communicate and operate with each other, there is a need for models of the physical systems (machines and facilities as well as products), which contain a different description of the reality depending on their purpose: In development and design, models of the construction parts to be produced later mostly focus on geometrical, substantial and functional aspects. In production, other models of the product to be manufactured come to the foreground such as method description, operating instruction or NC programs. From a sales perspective, the quantity and cost models play a superior role. Models of the availability of machines and facilities need to be added, which can be utilized for the production planning or the simulation of production process. That means there are not only various product models of a company, but also various models of its resources (employees, machines, facilities, technical building services etc.), which are required for the manufacturing of the products.
This diversity of specific product and production system models as well as their interactions lead to an indefinite information situation. A main risk is that inconsistencies in several model representations lead to defects in the product development process. Furthermore, there are certain security risks to the cyber world depicted by the fact that the above-mentioned models that could be modified specifically due to taking advantages of security gaps in the Industry 4.0. As a result, Cyber-Physical Production Systems have to be designed in a robust way to be able to deal with inconsistencies in the model world.
2.2.3 Global Trend of Energy and Resource Efficiency
The worldwide persistent population growth and the scarcity of natural resources impose already today and in the future reinforced high requirements on the use of energy and resources. This applies to the private households, the public sector and in particular also the industry. Thanks to energy- and resource-efficient processes in the industrial production it is possible to save expenses and to increase the productivity.
2.2.4 The Resilient Factory as a Response to the Given Trends
Resiliency is an often applied concept in many scientific areas, which was shaped in the field of psychology and later on modified by biology, system theory and sociology [29]. In general, resiliency is the ability of a system to recover from an external perturbation and return to its initial state (see [41] or [23]). In organization theory, the term of resiliency is already in widespread use. In this field, resiliency is the immanent ability of an organization to maintain a stable state in face of a continuous external perturbation and/or occurrence of unpredicted major events like natural disasters [23]. This abstract definition could be easily scaled from the system boundaries of an organization, like a producing company, to the functional area of the production, but it receives further specification in the field of production engineering. Here, resiliency of production systems—especially in connection with Industry 4.0—is defined attributively with terms like persistence, adaptability, agility, redundancy, learning capability and decentralization [9]. Flexibility is an ability that is an implied resiliency characteristic [14]. Adaptability exceeds the concept of flexibility, it considers explicitly the functionalities to dismantle or expand, while flexible production systems solely provide a certain range of tolerance.
The market trend of mass customization and the technology trend of cyber physical production systems result in the adaptability and robustness as necessary core characteristics of future production facilities. Additionally, energy and resource efficiency form substantial characteristics of the Resilient Factory. This reflects that adaptability and robustness should not be enforced with undergoing excessive use of resources. Through those four characteristics we define the Resilient Factory within the framework of Industry 4.0 (see Fig. 3).

Characteristics and abilities of a resilient factory
3 Objectives of the Resilient Factory
Through the characteristics defined in previous chapter, the Resilient Factory enables an increase of productivity in comparison to the current state of the art, which is exemplarily shown in Fig. 4. Adaptability, robustness as well as energy and resource efficiency represent the substantial requirements to better exploit existing resources and thus reduce waste.

Increasing the productivity as main goal of a resilient factory
In today’s production facilities, productivity is wasted in many ways: unplanned perturbations of machinery and equipment result in delivery delays and waste. Planned downtimes of machinery and equipment, e.g. for setup processes of flexible production systems, are non-productive times. In addition to that, there are productivity losses according to the Toyota Production System: Mura (Japanese: unevenness) are losses which are caused by a disharmonious capacity utilization within the context of production control. Muri (Japanese: overburden) describes losses within work processes. On the one hand it refers to employees who produce errors due to physical or psychological overload and on the other hand it refers to machinery with long waiting lines due to inaccurate production planning [10, 26].
The most significant source of losses is waste (Japanese: muda), which divides into the following eight kinds [10]:
-
overproduction
-
waiting and idle time
-
unnecessary or wrong processing steps
-
unnecessary and long transportation ways
-
large inventory
-
unnecessary movements
-
defects and defect consequences
-
unused creativity of employees.
Additional waste in flexible production systems occurs through unused machine capabilities which are provided in accordance with the spectrum of requirements in design of the production system but not required from the product view. This range is defined by customer requirements and implies various product types and variants, which need to be manufactures within a certain time, with required quality and at adequate costs. Based on this the performance range of a production system is defined which includes certain ranges of capabilities of machines, storage and transportation systems as well as employee skills and expertise.
One goal of present production planning and control is the maximization of the capacities of the production systems. The applied indices usually set time factors in proportion to each other [46]. However, with regard to the available range of capabilities, this kind of optimization generates waste which is due to the fact that active abilities remain unexploited although those could be used regardless of the current processed order. Adaptability, as one of the two core characteristics of the Resilient Factory allows eliminating this waste and therefore leveraging the referred productivity potential. The adaptable elements of a production system need to be highly robust to be able to function consistently reliable in numerous contexts.
The previous implementation and the parameters introduced in Fig. 4 especially define the flexibility of production systems. But in the context of security concerns, productivity reserves exist, too. So, typically preparation steps are included in the setup time which ensures the security in the human machine interface. As those processes cannot be externalized in terms of setup time optimization, e.g. realization in parallel to the value-adding processes of the production system, the machine is not productive at this time [42]. This kind of security reserves will continue to exist in a Cyber-Physical production system as well as the human—against some current scientific and industry scenarios—will stay an essential part in the future production [43]. The occurring autonomous interactions within the production facilities or, in context of a vertical interconnection of production systems, through value chains in the internet of things and services arise in new challenges for the planning of the security measures, as introduced above. In this context, especially emergent patterns of self-organizing and self-optimizing technical systems play an important role [40] due to the consequences of not completely predictable interactions of Cyber-Physical Subsystems (compare chapter on scientific requirements for CPPS).
4 Two Example Cases for Cyber-Physical Systems in Production
In the following chapter, two example cases for Cyber-Physical Systems in production environments are presented. An energy-oriented manufacturing planning and control system as an example of a complete Cyber-Physical Production System will be discussed in the first section. It consists of sub-systems for production, transport and planning and thus illustrates cooperation and composition of CPPS. Afterwards, the potentials and benefits of smart glasses as Cyber-Physical Assistance Systems in industrial assembly tasks will be presented.
4.1 Energy-Oriented Manufacturing Planning and Control System
4.1.1 Requirements and Conditions
In the course of the fourth industrial revolution framework conditions of production process become more and more dynamic. Apart from customized products, decreasing stocks and resource efficient production technologies, future production systems have to deal with short terms changes in planning, both introduced customer-, supplier- and development-side. Moreover, production resources like energy that are characterized by their increasing prices as well as partly limited accessibility have to be managed actively in production planning of the future. Conventional production systems are not able to cope with such demands. In the following, decentral structured CPS are introduced as a suitable solution.
From a production planning point of view, Cyber-Physical Systems can be characterized as a combination of automatized processes that are set up by autonomous control loops and decentralized decisions. Orders and their starting times on machines are planned manually by an employee in a central control center. In the future, machines and technical systems will organize and autonomously handle their working content. This will cause a radical reduction of reaction times of control loops. For example in case of machine errors or order related delays, a re-planning will be triggered automatically. Nevertheless, the introduction of such production systems will not happen in a disruptive way, but gradually in most industrial sectors. Even in small and medium sized manufacturing enterprises the transformation will occur stepwise.
There are some parallels to the vision of autonomous car driving. This target seems to be achievable via intermediate stages of driver assistance technologies. Additional features like lane-departure assistant, active cruise control and traffic jam assistant, that are available even in current cars, ensure a stepwise, safe and based-on-experience development of the following technologies to reach the long term goal.
In detailed production planning and scheduling manufacturing execution systems (MES) are state of the art nowadays. In the conventional “Automation Pyramid” as well as in other concepts like the “Automation Diabolo” [44], which are conversely discussed in the course of Industry 4.0, MES is the connecting string between rough planning and enterprise resource planning (ERP) respectively product lifecycle management (PLM) level and MDC (machine data collection)/PDA (production data acquisition) systems at the shop floor. Generally, MES transforms middle and long-term capacity scheduling in daily production orders for certain machines under consideration of restrictions like personnel, machine utilization and tool availability. The manufacturing process is split up into several operations, each corresponding to one single working step. The majority of companies are using MES for simple process monitoring or manual planning of machine use, where planning paradigms are determined by experience and tacit knowledge of the employees. A rule-based production planning that is related to more than one target figure and its interdependences exist in the fewest companies. Unfortunately, to realize CPS in a production environment precisely this is necessary, so the currently existing obstacles will be discussed.
The first main challenge for decentralized decision making processes is a continuous, real-time collection and provision of information. It has to be secured that all necessary data to take well-grounded decisions are available both globally at the control station as well as locally at the machines. For that, standardized interfaces that are aligned vertically through the automatization pyramid, an adequate data granularity, memory availability and easy solutions to integrate machine-independent information like status reports into the existing data stream are needed.
Because of the exponentially growing amount of information and interdependences between machines, orders and operation materials, that can no longer cognitively processed by a single person, the second condition is the development of high performance, multidimensional optimization algorithms. Those algorithms are based on optimization targets. The existing target systems of production logistics need to be enlarged by new criteria so that in future products still can be manufactured feasible. Such criteria can be energy costs, flexibility or fuzziness in time.
Disturbances are part of every production environment. The reasons for deviations between order planning and realized production plan are manifold. Apart from simple machine failures these can comprise delays in order release due to late delivery of goods or restricted personnel capacity. Nevertheless, not every deviation should trigger a complete redesign of the production program. On the one hand, some deviations have just a marginal influence to the feasibility of the overall production. On the other hand, frequently changing machine usage plans would cause continuous flow of materials, equipment and resources between machines with extensive handling efforts. Consequently the development of a robust control concept is necessary that permits appropriate interventions but tolerates organic process divergences.
Basic master data of the specific operations are stored at ERP level. Over time, these information can differ from the real parameters at the shop floor. Apart from fluctuating material characteristics or changing operating procedures employee’s influence can be reasonable for that. If target values are departing more and more from the actual situation, lead times or forecasted load peaks may be exceeded. Because of this, an integrated adjustment of master data at ERP level based on feedback loops from the manufacturing side should be striven to ensure appropriate schedule planning runs in the future.
4.1.2 Concept and Procedure
To solve these challenges, interdisciplinary research is needed. At Fraunhofer IPT flexible concepts for production planning and control are developed and implemented in a prototypical framework. These concepts integrate multidimensional targets like energy consumption, costs and time risks. For that, comprehensive transparency and accessibility of all necessary production data is crucial and realized by interlinking IT-systems at ERP, MDC, PDA, ECS and MES level.
The energy turnaround will cause significant changes at the German energy market. Apart from increasing energy prices innovative measures to guarantee stability of the electricity grid. On the way to smart grids network operators and power suppliers are thinking about flexible tariffs (e.g. time-of-use) and new load management structures to cope with erratic feed from renewable sources. In future it can be assumed that such programs will be more and more provided to manufacturing companies. Apart from threatening fines for load peaks this changing market structure will put the companies into a position of reducing their energy costs by getting bonus payments or lower prices for electricity. Though, such tariffs imply the company’s ability to forecast, collect and influence their energy demand.
To enable especially small and medium sized companies to actively take part, the research project “eMES” (FKZ: 01IS14025A-D), funded by “Bundesministerium for Bildung und Forschung” (BMBF) was drafted. In cooperation with two industrial partners (software development and sensors) the concept will be implemented at the factory side of a manufacturing company. Main research target is the development of a prototype for an energy oriented production planning and control that is modular integrated in an existing MES. The MES creates an intra-day production plan and intervenes according to an energy control loop in case of deviations (see Fig. 5). Apart from machine failures such deviations can also be real load profiles that are reported back by the ECS to the control station and that differ from the modelled profiles significantly. Possible adjustments to the planning scenario are analyzed regarding their economic benefits and if necessary rejected.

Energy oriented control concept
For example, with these features companies will be able to assess the feasibility of shifting energy intensive process steps to off-peak periods. The deliverables of the project include, apart from the IT functionalities, also the definition and implementation of interfaces between sensors, machines and database connection to ERP- and ECS-systems. The key challenge for the practical implementation of the prototype particularly is in the integration of the existing machine control.
To cover the current status of production management in most companies a multistage and scalable planning tool is developed. This tool sorts the available operations to the machines via automated algorithm, easier sort rules or by manual scheduling (Fig. 6). This takes up the above-mentioned stepwise introduction of CPS and enables companies a gradual transformation of their experience-based planning processes. Summarizing that, in all planning alternatives the expected cost effects of the examined production plan are calculated and aggregated in form of an objective value with dimensions like machine costs, utilization, energy costs, delay costs or storage cost. Thus the comparability of the different scenarios is always ensured.

Planning alternatives
After that, the chosen machine usage plan will be transferred into the production and executed. If deviations between target and actual values of the load profile or in case of error messages the control concept will actively decide if a redesign of the plan is useful at the current timeline. From an energetic point of view several aspects trigger that decision. Firstly, the relative difference between targeted and actual energy consumption and secondly the forecasted effect on the 15 min mean value as well as distance to the planned overall load peak is considered. In the validation case of the research project the final decision of the re-planning action is taken by human, but otherwise can be automatized easily. Thus such a solution would autonomously develop its optimal production plan and continuously proof this decision based on the reported information.
The resulting requirements regarding the production environments are mainly cross-linked and adaptive processes that adjust flexible to changing framework conditions and are able to work with short term modifications. Load peaks are determined by the maximum value of all the averages of 15 min periods. To react adequately to this energy cost driver, short reaction times and a sufficient granularity of production data (e.g. minute-by-minute precision of energy consumption) are mandatory. This leads to an analyzation of the production areas that are suitable for direct intervention or have the potential for load shifting. If not done yet these have to be equipped with electric meters and data loggers.
On the other side complete information from ERP side are inevitable for a reliable planning quality of the production program. From an energetic point of view, this comprises apart from fundamentally information like delivery date, processing times and resources also the product specific energy consumption of the process step. In times of increasing variants and product diversity the point of setting up and keep this master data up to date is more and more challenging. At least when there are hundreds of products, each comprising of a number of operations, this can’t be done manually anymore. To solve this, the procedure of initializing and updating the information needs to be done internally and automated in the MES. For example the operation related energy profiles can be drafted by linking the time-continuous measured energy data to the status information from the shop floor.
Coming from the theoretical concept, two main restrictions has to be soften in practical implementation. On the one hand the operation-related energy consumption that characterizes the every minute power input of the machine during the manufacturing process, is often significantly more variable. Based on the evaluation of real energy data from the validation partner the average power can vary up to 50 %, depending on type, characteristics of the raw material and user influence. On the other hand -due to the same reasons- the processing time is also flexible in certain ranges. Dealing with such scattering processes robust control concepts are needed accordingly. In this case, robust means that deviations, even if they are considerable, are tolerated as long as there are no cost effects or changes in the target figures.
4.1.3 Applications and Potentials
Because of its scalable functional range the developed concept for production planning and control can be implemented in basically every company. Nevertheless if the company is already collecting energy data and having a maintained ERP-database, the implementation effort would be reduced drastically. Besides, energy should have a relevant share in the overall cost structure of the company and the production processes have sufficient load shift potential and allow short term interventions. Depending on the company specific targets the application can range from enhancing transparency of the several processing steps (monitoring) to autonomous operation of an entire factory, where the control station manages machines independently.
Whilst in case of monitoring primarily process stability and due to short-term adjustments constant product quality is assured, the usage of optimization algorithm leads to a cost efficient production flow. Early adaptions as an effect of deviations and disturbances reduce waiting times and improve machine utilization. This directly cuts production costs. Additionally—depending on tariff structure—energy costs can be reduced due to lower performance prices derived from the effective load peak, intelligent shifting of operations in times with cheaper electricity prices or by getting bonus payments owing to providing of load shedding capacities. According to first simulations the usage of the developed concept has the ability to reduce load peaks up to 30 % regularly.
Secondary effects are expected by analyzing energy data of the several process steps. With comparison of load profiles of the same product over the time, reliable recommendations regarding tool life and failures can be derived (“predictive maintenance”). The research project eMES lays first foundations for implementation of CPPS. Because of interlinking of IT-structures, comprehensive production data acquisition, implementation of control loops and consideration of multi-criteria target values, the production environment is trained for an ongoing autonomization.
4.2 Smart Glasses in Industrial Assembly
The overall goals for the usage and analysis of production-related data often focus on quality, productivity and resource efficiency as well as the reduction of waste. In order to achieve these goals, employees can be supported through the targeted usage of data. In this case not only the generation of information is necessary, but also its quick availability and its utilization on local workstations need to be guaranteed to enable workable CPPS-structures and an ideal real-time support.
In technical terms, this availability can be realized through so called Smart Devices. These are generally mobile devices like tablet computers, smart phones and data glasses which, as a link between the physical and virtual world, can provide production employees with filtered and specific information during their work. Thus it enables employees to take decisions and optimize their local working process on their own. The mobility of those devices and therefore location-independent access obtain a reduction of processing time in contrast to stationary devices, like e.g. terminals. Next to an appropriate IT-infrastructure, which e.g. enables data transfer via WLAN, it has to be possible to integrate the device into existing IT systems to reduce data interfaces. The device must be able to interact with such systems and the user. This ability combined with the (at least limited) decentral and autonomous data processing ability describes the device to be “smart”. The delivery of relevant information, which can support the user in decision finding or even generation of decision situations, is associated with the approach of distributed production control [5]. The employee takes over the decision of the central production control system and solves problems without the intervention of it.
In general, Smart Devices are unlimited in matters of their informational direction. They can receive and process data to inform the employee but also gather and edit data to store it in linked IT systems like MES, ERP or CAQ. To provide the devices with the relevant functions, these can be equipped with buttons, touchscreen, cameras, temperature, and acceleration sensors. If Smart Devises are solemnly used for data acquisition, valuable potential will be neglected because the experience and decisions of an employee will not be considered. In future implementations it is expected that Smart Devices support production employees while simultaneously dealing with documentation, information, communication and measuring tasks.
Due to the fact that users generally carry or even wear Smart Devices and that those devices can perceive their surrounding through their sensors, these are also suitable to implement novel occupational safety systems. Thus, a Smart Device can support the localization of employees or e.g. inform an open access robot system through interfaces about risk of collision. Next to an application as measuring device to realize an efficient self-checking by the employee and fast preliminary decisions, new business models can be derived considering various different interfaces, which are available even today.
4.2.1 Overview of Smart Devices Established on the Market
As mentioned above, the collection and provision of process and product information at local workstations is crucial to facilitate CPPS structures. The usage of smart devices will help companies to create such conditions with minimal efforts. In addition to smart phones and tablet computers, more and more technologies or devices in daily life are equipped with “smart” functions. To add “Smartness” to well-known and often used goods promises a higher user acceptance. Especially Smart Wearables, like Data Glasses, seem to be a suitable solution as users are already used to wear similar clothes or accessories. Considering current trends it becomes obvious that generally Smart Devices are developed which are compatible with habits of the users.
Smart Wearables are still mainly developed for private use. The largest economical potential of Smart Devices however, according to a new study, is in industrial and production applications [30]. Thus these new developments will increase in producing companies.
In comparison to other Smart Wearables, Smart Watches, Wristbands or Glasses appear specifically favorable because these solutions can transfer a large amount of information through visual interfaces. Here, the usage of displays is crucial. Simply by an appropriate arm positioning, the user has access to the content and information on the display of Smart Watches and Wristbands. Smart Glasses are already in the right position simply by putting them on. Whereas Smart Watches and Wristbands generally only use one display, Smart Glasses can use one display per eye. Additionally, displays can be distinguished in transparent and closed displays. In addition to the application of different display technologies, development effort has been put into the direct projection of relevant pictures on the retina to improve the comfort of reading. The producer Fujitsu aims at a focused image which is independent of focusing of the eye [18]. Market maturity of this technology is not achieved yet. The most popular Smart Glass manufactures on the current market are Samsung, Apple and Sony. Other manufactures are e.g. Vuzix, Zeiss and Google.
In addition to the introduced display screen, Smart Devices also can transfer information to the user per light signal, vibration or sound output. The common sensors are cameras, microphones, acceleration, inclination sensors but also vital sensors, like heart rate sensors. The latter offers new possibilities in the field of Occupational Security. Especially in security-critical work environment the vital conditions of a person can be decisive for the own life or the life of others. Cameras and microphones can be used for communication or documentation purposes. In connection with acceleration and inclination sensors, cameras can be utilized to implement Augmented Reality functions to the Smart Glasses. In consideration of the captured Glasses’ movements virtual objects can be placed in the real world. Through this, goods can be marked specifically, e.g. at commissioning processes, to minimize error rates in intralogistics.
4.2.2 Current Applications and Suitability of Smart Devices in Production
Currently only few Smart Wearables are suitable for an industrial application. The main reasons for this are the battery life and the robustness, among others. Thus, the current devices are rarely able to cope with extreme conditions like dust, moisture, high and low temperatures. For manufacturing companies, however, these characteristics are essential, because otherwise excessive downtime and repair costs can be expected. Also the currently built-in processing power and storage capacity is not sufficient for many applications [19]. For industrial usage, the glasses of Vuzix have been identified by Fraunhofer IPT as one of the products with the highest application readiness and have thus been used in pilot tests after all glasses available on the marked have been compared in a benchmark.
In addition to hardware constraints, the software portfolio for industrial applications is particularly low, as developers have initially focused on private use and thus smartphones and tablets. Complex tasks must therefore still be dealt with by using customized software solutions. The results of the study discussed above (see also [30]), however, indicate a future growth of industrial software offers. Companies which want to optimize production and implement CPPS in mid-term or long-term with new technologies should now start to deal with the issue of Smart Devices. For that, it is necessary to define applications and requirements. Former industrial and research projects show that alliances with established software vendors achieved the highest impact.
4.2.3 Potentials for Increased Productivity and New Applications
Smart and mobile devices offer great potentials in terms of reduced process times, quality and resource efficiency. In addition to that, they support the operational safety and even offer ways to new business models. As mobile and smart measurement and documentation systems, they depict a significant contribution to the digitization of the production within the scope of Industry 4.0. As part of a research initiative, support functions in processes, such as testing and assembly processes, have been implemented within the Fraunhofer IPT (see Fig. 7). Here, employees received instructions as combinations of text, image and video descriptions to assist him in the execution of complex tasks. By voice commands or optionally by buttons, shop floor employees and test persons were able to navigate through the software. In the future, also gesture recognition should be realized through the glasses’ camera. The use of voice recognition offers the advantage that users can interact with Smart Glasses without using their hands.

Smart glasses as CPAS in assembly tasks
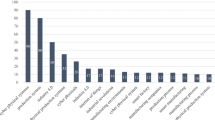
To plan the assistance of the Smart Glasses, the entire process needs to be modeled using a self-developed, browser-based application. Using an intuitive interface which can be accessed via Smart Phone, tablet or desktop computer, users have a barrier-free possibility of process modeling. These processes will then be sent to the Smart Glasses via WLAN. The user registers itself with a QR code that is detected by the glasses’ camera. Further applications of the QR code recognition, such as querying product data in picking processes, are subject to current research. Through a comprehensive study by Fraunhofer IPT, the reduction of errors in an assembly scenario as well as the average reduction of assembly time could be verified (Fig. 8). An important reason is that test persons can see the notes in parallel during the assembly process and thus, compared to conventional operating procedures on paper, mental set-up processes can be reduced. With increase of complexity of the investigated assembly process the lead-time is decreasing. The process complexity was especially operationalized with a variants-induced scale from 0 to 1.

Reduction of lead time and failure rate by the application of smart glasses as CPAS
In this context, the usage of Smart Glasses for product assembly can be integrated in Cyber-Physical production systems as a assisting functionality that supports the employees to reduce product failures and optimize their productivity.
5 Prerequisites and Requirements for Cyber-Physical Production Systems in the Resilient Factory
The scientific and technological as well as social conditions for the successful launch of Cyber-Physical production systems are extremely diverse. Among others, the shift towards decentralized IT structures, the creation of new approaches to data and communication security, the modularity of technical systems, the changes in the network structure of manufacturing companies and last but not least the successful integration of the people in the socio-technical system “factory” are essential conditions (see [9, 25]).
The technical and scientific requirements for Resilient Factories in the context of Industry 4.0 are discussed in the following chapter. These conditions can be hardly established by only a few companies as technology leaders and, in the context of horizontal networking over many process chains, not in all companies simultaneously. These are the main reasons why the way to Industry 4.0 is understood as an evolutionary process taking one step at a time.
5.1 Technical Requirements
5.1.1 Decentralized IT Structures
An essential basic concept of Cyber-Physical systems is the shift away from classic hierarchical structures towards versatile, adaptive networks of (production) entities (see e.g. [25]) (see Fig. 9). This change causes diverse conditions and challenges for the future design of production systems: Systems must be able to communicate via open standards and protocols. Negotiations and cooperation to achieve goals are essential behaviors of CPS. For this purpose, services are offered and perceived within the network. Furthermore, the self-description of systems is an essential prerequisite in order to identify possible negotiation and cooperation partners and which collaborations and services are possible [9].

Change from hierarchical to decentralized systems in an industry 4.0 environment
Similar approaches of a so-called agent-based production control as implementations of decentralized controlled networks have been explored since the 1980s (see [34]). There are individual entities of a network competing on a market place to get jobs, they cooperate and compete against each other. The decentralized approach proved to be extremely robust to external disturbances and was also able to provide near-optimal results for complex problems of production management and control in an acceptable computation time (see [24, 31]). In this case, however, these projects were pure research projects and that is why many practical authors see this approach with some skepticism (see e.g. [21]). So it is noticeable that even in new sources, although there are many theories and concepts, only little real use cases in production environment are mentioned (see [20, 24]).
If production systems are not longer guided by a central controller, further challenges in the field of planning arise: Transparency of the overall system condition, late contracts and related delivery times are significantly more difficult to obtain in a decentralized network. Also reschedules of individual orders and process, changes cannot longer be managed by a central control instance. They e.g. have to be managed by the network through prioritization and virtual prices [39].
5.1.2 Data Security
The protection of data and know-how as well as the protection against external attacks is much more difficult to achieve in decentralized, adaptive networks. Security is therefore an essential requirement for the successful implementation of cyber-physical systems in production [4]. Communication thus needs to take place primarily between systems “trusting each other” in the sense of certificate exchange etc., as trust is associated with greater safety. Identity, integrity and encryption are thus properties which will be essential for the security of networks.
5.1.3 Modularity of Technical Systems
Closely related to the decentralization of IT structures is the demand for greater modularity in the Cyber-Physical Systems. Layer, or even cross-company networking can occur only when standardization allows a modular structure of the entire system. In addition to extensive communication standards and interfaces, this especially requires reference architectures, i.e. an overall definition of mechanisms for collaboration and the exchange of information (see [25]).
In the past, many scientific projects addressed the modular design of production systems. Using the expression “Plug & Produce”, many publications and current projects can be found (see e.g. [33] or [35]). Whether such an openness and standardization of interfaces can be achieved in comparison to existing, highly individual and protected interfaces, e.g. in the programming of industrial robots,, remains subject to further research and market development.
5.1.4 Fusion of Shopfloor- and Office-IT
In most manufacturing companies today there is a sharp separation between IT systems in the office environment (white collar world) and the shop floor (blue collar world). Depending on the company structure, this is even reflected in different supervising technical departments: The automation of production is carried out by SPSS and appropriately trained technicians, while the care of computers and systems on the planning side is done by appropriate system administrators (see Fig. 10).

Fusion of IT-systems in the blue and the white collar world
However, the fusion of these structures is an essential precondition for the successful introduction of Cyber-Physical Systems to manufacturing companies. Real vertical integration can only be permanently achieved if data from the (deepest) machine-level to the super ordinate levels of management, is transferred, aggregated and processed. But the reverse way is also to be noted here: Changing conditions such as prices for resources, changing delivery times or customer requirements are placed on various (management) levels in the system, but can have an impact to the machine level.
In addition, the future network in manufacturing companies must be perceived as a wearing component of the overall system and treated accordingly. Robustness is possible only if a regular review of the technical condition of the existing data connections, their utilization and performance is done.
5.1.5 Integration of People: Socio-Technical Systems
Another essential requirement for the successful introduction and implementation of Cyber-Physical systems in production is the integration of employees into a socio-technical system. This includes requirements for both the technology as well as to the qualifications and skills of the employee himself.
On the technical side, the operational safety needs to be guaranteed under all conditions (see e.g. [4]). Furthermore, the ability to self-description and clear presentation of the system status and the conformant behavior depict necessary conditions [9]. Conformant behavior matters most in areas of direct co-operation between human and machine, such as industrial assembly. This necessities, for example, that movements of the system as well as its response to outer conditions are in accordance to human expectations, implying that it is designed anthropomorphic [7].
In the future, comprehensive education must take precedence over technical specialist training, because of the close integration of production and IT [25]. Also the employee in production will meet new challenges with adaptive, IT-heavy production systems, for example, placed in the field of diagnosis of conflicts and disturbances, the planning or the cooperation of technical components.
5.2 Scientific Requirements
As shown in the last chapter, several technical requirements still need to be met to be able to successfully introduce Cyber-Physical Systems into a production environment. In addition to that, a multitude of open questions and even risks need to be answered from a scientific stand point. These are mainly questions resulting from their major characteristics: their ability to learn and adapt, their decentralized structure as well as the self-descriptiveness in a network of interacting systems. These can only be answered in a close cooperation between scientific research and industrial application to ensure the quick introduction of new concepts, methods and tools into the technical state of the art that was already discussed in the preceding chapter.
5.2.1 Reliability of Adaptive, Learning Systems
Systems that react on environmental changes and thus alter their behavior need to be monitored and controlled closely to prevent undesirable developments. Cognitive structures as e.g. SOAR (compare [27]) are using feedback and rewards to evaluate alternative problem solving strategies and thus learn new patterns. This approach can contribute to a much faster and more robust control of complex systems (e.g. [37]). But the evaluation of alternatives typically requires the comparison of differing, sometimes even contradicting metrics and goal values [38]. This may provoke the change within an adaptive, learning system that appeared feasible from a mathematical stand point, but instead caused harm economically due to a false interpretation or maybe even negligence of certain boundary conditions and causational relationships. These need to be recognized and modelled in advance.
5.2.2 Integration of Risk Management for Non-deterministic Systems
Due to ability of Cyber-Physical Systems to learn and adapt to changes in the environment as well as their decentralized cooperation, an a prio assessment of their expected behavior is almost impossible. This may lead to inconsistencies and fuzziness on an organizational level (e.g. due dates, job routing) as well as on a technical process level (e.g. energy supply, updates, maintenance).
Risk management as a means of preventive quality management requires a clear depiction of dependencies, causal relationships and probabilities in order to assess and prioritize risks as well as their countermeasures. This appears almost impossible when looking at the non-deterministic behavior patterns of Cyber-Physical Systems discussed above. Thus, new tools and measures need to be developed to enable risk management as a means of preventive quality management for these systems and their industrial application.
5.2.3 Model-Based Cooperation: Contradictions, Incompleteness, Failures
Models are usually applied to enable self-descriptiveness in networks of cooperating Cyber-Physical Systems. They are regularly applied to allow for planning and controlling of processes on different levels of value creation (compare [46]). Depending on the type and design of the specific models, they will exhibit deviations from the real world. They could be incomplete or, in an utmost extreme, even be in contradiction with the sensor-values giving the real-world representation of the current environment status. Major scientific questions will thus be the handling of failures, contradictions and incompleteness in predictions and models as well as their fast adaption to current needs. Examples of quick adaptions of process models by means of meta-models [2] and re-training of artificial neural networks [45] have been developed in the course of the Cluster of Excellence.
5.2.4 Emergent Patters
Emergent patterns usually occur in the genesis of objects or structures of smaller, fundamental entities [16]. They are consequences of the synergistic interactions of these entities, whether by pure coincidence or planned cooperation, which could not be expected or assessed when simply looking at the singular parts. The first descriptions of emergent patterns originated from swarm theory [16] as well as economic theories of capital market structures [15]. Emergent patterns can also be found in decentralized, agent-based production networks [3]. Their probability of appearance as well as consequences are thus of high scientific interest for Cyber-Physical Systems, as they are organized in a comparable way. Major areas of work are influence and interference of entities in networks as well as hampering, competition, even faster learning from others and information spread in networks.
5.2.5 Conflicting Data and Information
Cyber Physical Production Systems receive information about their environment from their own sensor as well as through the internet. Sensors thus depict one of the main components for the development of CPPS [13]. The availability of information will lead to mathematical overdeterminacy. If these deviate from one another due to sensor defects or disturbances, a large potential for conflicts arises. The right fusion of sensor data and information from the network will thus depict one of the major scientific questions for a successful introduction of Cyber-Physical Systems in a production environment.
6 Conclusion
The introduction of Cyber-Physical Systems into a production environment will foster the implementation of resilient factories, but at the same time create fundamental changes in contrast to today modus operandi. On the one side, this implies major changes for the structure and organization of producing companies and on the other side a strong penetration of machines and systems with sensors as well as elements for information processing and networking. These of course foster new technical risks and at the same time pose new requirements to the qualification and abilities at the shop floor. In contrast to these challenges, Cyber-Physical Systems create opportunities with regard to flexibility and adaptability as well as energy- and resource efficiency by mobilizing unused potential and thus create a higher productivity in spite of a rising variability.
Key element for the successful implementation of Cyber-Physical Systems in a production environment is the ensuring of the factories robustness. Adaptability, robustness, energy- and resource efficiency thus define the core characteristics of future production systems and thus together form resiliency in the context of Industry 4.0.
Companies have to face several challenges occurring from the introduction of Cyber-Physical Systems. IT-systems will become decentralized in the near future, dissolving the paradigm of centralized production control in hierarchical systems. Instead, production systems will be organized in decentralized networks. Security as defined by safe data exchange and communication requires identity, integrity and encryption in the entire network. To achieve collaboration across different machines and processes, modularity becomes a key element, as it is already addressed today by means of “plug and produce”. To successfully implement the necessary changes in IT networks and infrastructure, the existing separation between IT-systems in the office and the shop floor level needs to be overcome. As humans will still depict the center of the future production systems, their integration into a more digitalized production environment needs to be tackled: Especially in the education of apprentices as well as engineers, aspects of information technology need to be integrated as basic knowledge.
From a scientific view, certain aspects need further consideration in the context of the introduction of Cyber-Physical systems into a production environment. Major questions will be the integration and control of as well as the risk management for non-deterministic systems: Understanding, assessing and even predicting the behavior of learning, adapting Cyber-Physical Systems showing emergent patterns.
In contrast to their overall impact, Cyber-Physical Systems are not expected to form the next industrial revolution in the sense of a dramatic change in a very short time. Instead, a step-wise evolution and permanent convergence is expected. As the discussed application examples have shown, Cyber-Physical Production Systems already exist today. The major questions, that this essay tried to assess, is thus not if, but how the fourth industrial revolution will take place and how companies as well as scientific research can foster its implementation to realize its utmost potential.
References
Adelt P (2009) Selbstoptimierende Systeme des Maschinenbaus: Definitionen, Anwendungen, Konzepte, 1. Aufl. HNI-Verlagsschriftenreihe, Bd. 234. Heinz-Nixdorf-Inst, Paderborn
Auerbach T, Beckers M, Buchholz G, Eppelt U, Gloy Y, Fritz P, Al Khawli T, Kratz S, Lose J, Molitor T et al (2011) Meta-modeling for manufacturing processes. In: Jeschke S, Liu H, Schilberg D (eds) Intelligent robotics and applications. Springer, Heidelberg, pp 199–209
Barbosa J, Leitao P (2011) Simulation of multi-agent manufacturing systems using agent-based modelling platforms. In: 2011 9th IEEE international conference on industrial informatics (INDIN), pp 477–482
Bettenhausen D, Kowalewski S (2013) Cyber-Physical Systems: Chancen und Nutzen aus Sicht der Automation, Düsseldorf
Botthof A, Hartmann E (2015) Zukunft der Arbeit in Industrie 4.0. Springer Vieweg, Berlin
Brecher C (ed) (2011) Integrative Produktionstechnik für Hochlohnländer. VDI-Buch, Springer, Berlin
Brecher C, Müller S, Kuz S, Lohse W (2013) Towards anthropomorphic movements for industrial robots. In: Duffy V (ed) Digital human modeling and applications in health, safety, ergonomics, and risk management. Human body modeling and ergonomics, vol 8026. Springer, Berlin, pp 10–19
Broy M (2010) Cyber-Physical Systems: Innovation Durch Software-Intensive Eingebettete Systeme. Acatech DISKUTIERT, vol 0. Springer, Berlin
Broy M, Geisberger E (2012) AgendaCPS: Integrierte Forschungsagenda; Cyber-Physical Systems. acatech-Studie [1]. Springer, Berlin
Brunner FJ (2008) Japanische Erfolgskonzepte: Kaizen, KVP, Lean Production Management, Total Productive Maintenance, Shopfloor Management, Toyota Production Management. Praxisreihe Qualitätswissen. Hanser, München
Bullinger H, Hompel M (2007) Internet der Dinge. www.internet-der-dinge.de. VDI, Springer, Berlin [u.a.]
Bundesministerium für Bildung und Forschung (2012) Zukunftsprojekte der Hightech-Strategie (HTS-Aktionsplan). Bericht der Bundesregierung, Bonn
Bundesministerium für Wirtschaft und Technologie (2013) Multimodale Sensorik-Konzepte der Umwelt erkennung/-modellierung. Leitfaden im Rahmen des Technologieprogramms Autonomik, Berlin
Carvalho H, Cruz Machado V (2006) Fuzzy set theory to establish resilient production systems. In: IIE Annual Conference
Chen S-H, Yeh C-H (2002) On the emergent properties of artificial stock markets: the efficient market hypothesis and the rational expectations hypothesis. J Econ Behav Organ 49(2):217–239. doi:10.1016/S0167-2681(02)00068-9
Cucker F, Smale S (2007) Emergent behavior in flocks. IEEE Trans Autom Control 52(5):852–862
CyProS Produktivitäts- und Flexibilitätssteigerung durch die Vernetzung intelligenter Systeme in der Fabrik (2015). www.projekt-cypros.de
Das Auge als Bildschirm: Datenbrille lasert direkt auf die Netzhaut (2015) Deutsche Wirtschaftsnachrichten
Dlugosch G (2015) Datenbrille bringt Durchblick im Lager. VDI Nachrichten
Dumke R, Mencke S, Wille C (2010) Quality assurance of agent-based and self-managed systems. CRC Press, Boca Raton
Eversheim W, Schuh G (2014) Produktion und management. Springer, [S.l.]
Gausemeier J (2009) Selbstoptimierende Systeme des Maschinenbaus, Definitionen und Konzepte. Westfalia Druck, Paderborn
Hollnagel E, Woods DD, Leveson N (2006) Resilience engineering: concepts and precepts. Ashgate, Aldershot
Jennings NR, Wooldridge MJ (1998) Agent technology: foundations, applications, and markets. Springer, Berlin
Kagermann H (2013) Umsetzungsempfehlungen für das Zukunftsprojekt Industrie 4.0: Abschlussbericht des Arbeitskreises Industrie 4.0, Frankfurt (Main)
Kamiske GF, Brauer J (2011) Qualitätsmanagement von A–Z: Wichtige Begriffe des Qualitätsmanagements und ihre Bedeutung, 7, aktualisierte Auflage. Hanser, Carl, München
Laird J (2012) The Soar cognitive architecture. MIT Press, Cambridge
Lee EA (2013) Cyber-Physical systems: a rehash or a new intellectual challenge. Distinguished speaker series, Texas
Martin-Breen P, Anderies JM (2011) Resilience: a literature review. Rockefeller Foundation, New York
McKinsey Global Institute (2015) The Internet of Things: mapping the value beyond the hype
Monostori L, Váncza J, Kumara SRT (2006) Agent-based systems for manufacturing. CIRP Ann Manuf Technol 55(2):697–720
Nyhuis P et al (2008) Wandlungsfähige Produktionssysteme. Heute die Industrie von morgen gestalten. PZH Produktionstechnisches Zentrum, Hannover
Onori M, Lohse N, Barata J, Hanisch C (2012) The IDEAS project: plug & produce at shop-floor level. Assembly Autom 32(2):124–134
Parunak HVD (1988) Manufacturing experience with the contract net. In: Huhns MN (ed) Distributed artificial intelligence. Morgan Kaufmann, California
Reinhard G, Krug S (2012) Automatic configuration (plug & produce) of robot systems—data-interpretation and exchange. In: Enabling manufacturing competitiveness and economic sustainability: proceedings of the 4th international conference on changeable, agile, reconfigurable and virtual production, pp 147–152
Schmitt R (2011) Selbstoptimierende Produktionssysteme. In: Brecher C (ed) Integrative Produktionstechnik für Hochlohnländer. Springer, Berlin, pp 747–1057
Schmitt, R et al (2010) Cognition-based self-optimisation of an automotive rear-axle-drive production process. J Mach Eng 10(3):68–77
Schmitt R, Permin E (2013) Characterization of future key performance indicators and constraints for self-optimizing assembly systems. In: Schmitt R (ed) Proceedings of the 11th international symposium on measurement technologies and intelligent instruments. Shaker, Aachen
Schmitt R, Permin E, Losse S (2014) Achieving resource- and energy-efficient system optima for production chains using cognitive self-optimization. In: Selinger G (ed) Proceedings of the 11th global conference on sustainable manufacturing, pp 570–575
Sedlacek K (2010) Emergenz: Strukturen der Selbstorganisation in Natur und Technik: Arbeits- und Handbuch, 1st edn. Books on Demand, Norderstedt
Sheffi Y (2005) The resilient enterprise: overcoming vulnerability for competitive advantage. MIT Press, Cambridge
Shingō S (1996) Quick changeover for operators: the SMED system., Shopfloor seriesThe Press, Portland
Spath D, Ganschar O (2013) Produktionsarbeit der Zukunft: Industrie 4.0, Stuttgart
Vogel-Heuser B, Pohl J, Hausmanns C, Michel B (2015) Alles neu macht Industrie 4.0. In: Produktion 11/2015
Wagels C, Schmitt R (2012) Benchmarking of methods and instruments for self-optimization in future production systems. Procedia CIRP 3:161–166
Wea S (2011) Virtuelle Produktionssysteme. In: Brecher C (ed) Integrative Produktionstechnik für Hochlohnländer. Springer, Berlin, pp 257–464
Westkämper E (2006) Einführung in die Organisation der Produktion, 1st edn. Springer-Lehrbuch, Springer, Berlin
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2017 Springer International Publishing Switzerland
About this chapter
Cite this chapter
Schmitt, R., Permin, E., Kerkhoff, J., Plutz, M., Böckmann, M.G. (2017). Enhancing Resiliency in Production Facilities Through Cyber Physical Systems. In: Jeschke, S., Brecher, C., Song, H., Rawat, D. (eds) Industrial Internet of Things. Springer Series in Wireless Technology. Springer, Cham. https://doi.org/10.1007/978-3-319-42559-7_11
Download citation
DOI: https://doi.org/10.1007/978-3-319-42559-7_11
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-42558-0
Online ISBN: 978-3-319-42559-7
eBook Packages: EngineeringEngineering (R0)