
Abstract
This chapter begins with a brief introduction to manufacturing in Sect. 7.1, identifying the enabling technologies and opportunities with regard to the sequence of industrial revolutions. It also introduces the reader to Digital Manufacturing, referring to smart and agile manufacturing and smart factories, one of the major concepts of Digital Manufacturing/Industry 4.0. Section 7.2 introduces the principal concept of individualized production, an important application area in smart factories. Section 7.3 describes networked manufacturing and the concept of smart supply chains that enable the sending of product data over the Internet for service purposes and more. Section 7.4 introduces the paradigm of concurrent open and closed production lines. The topic of Sect. 7.5 is cybersecurity, and Sect. 7.6 introduces several case studies on Digital Manufacturing/Industry 4.0. Section 7.7 contains comprehensive questions from the area of Digital Manufacturing/Industry 4.0, and followed by references and suggestions for further reading.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
This chapter begins with a brief introduction to manufacturing in Sect. 7.1, identifying the enabling technologies and opportunities with regard to the sequence of industrial revolutions. It also introduces the reader to Digital Manufacturing, referring to smart and agile manufacturing and smart factories, one of the major concepts of Digital Manufacturing/Industry 4.0. Section 7.2 introduces the principal concept of individualized production, an important application area in smart factories. Section 7.3 describes networked manufacturing and the concept of smart supply chains that enable the sending of product data over the Internet for service purposes and more. Section 7.4 introduces the paradigm of concurrent open and closed production lines. The topic of Sect. 7.5 is cybersecurity, and Sect. 7.6 introduces several case studies on Digital Manufacturing/Industry 4.0. Section 7.7 contains comprehensive questions from the area of Digital Manufacturing/Industry 4.0, and followed by references and suggestions for further reading.
7.1 Introduction to Manufacturing
The primary objective of manufacturing is, as described in Sect. 3.4.6, the manufacture of goods that can be sold to customers. Therefore, facilities are constructed to accomplish that goal. Modern manufacturing systems include all of the intermediate processes required for the manufacturing of products and the integration of product components. It should be mentioned that some industries, such as semiconductor and steel manufacturers, use the term fabrication instead of manufacturing.
Appropriate production layouts are designed for manufacturing a specific product and are referred to as flow lines because machines are oriented in such a way that the product can flow from the first machine or workstation to the second, from the second to the third, and so on down the manufacturing line. Raw materials enter the front of the manufacturing line. Processing of the product is complete at the last machine or workstation, with the raw material finally converted into the product of the respective manufacturing line.
Processing at a workstation, however, may often remove part of the raw material. Hence, provision must be made to dispose of such material and any consumable tooling. Therefore, product lines are effective and efficient arrangements for manufacturing when justified by the product mix and volume. The design of the production line takes into consideration how machines are located and maintained, how parts are batched and dispatched, and how performance is measured.
Performance can be measured by using Little’s Law. Little’s Law is a fundamental law of system dynamics which was introduced in 1961 (Little 1961) and is the most recognized law applied to manufacturing systems. Besides setting consistent targets for staff, this law allows operators to ensure that they get consistent data on the performance of the manufacturing system. In this regard, Little’s Law is simple in appearance. It states that for a given area of a manufacturing system, the following equation holds:
where WIP stands for work in progress, PR is the production rate, and TT represents the throughput time. The WIP levels and TT referred to are average values. In the case of steady-state conditions, WIP is directly proportional to the TT; the proportionality constant for this case is the production rate. Suppose a manufacturing area has a 2-week TT and completes 30 jobs per week, then the WIP is:
This result can be interpreted such that at any time, the manufacturing systems operator has 2 weeks worth of jobs in the manufacturing area, or 2 * 30 jobs equals the WIP. Hence, this simple law allows manufacturing targets to be set for WIP and TT, establishing a required target for the manufacturing area operator of achieving a 2-week TT, manufacturing of 30 jobs per week, and maintaining no more than 60 WIP jobs. This example may seem trivial, but in the case of more complex manufacturing systems with many products and many machine work centers, it may not be apparent that set targets are physically inconsistent. In such cases, careful application of Little’s Law can be a good checkpoint (Suri 1998).
Let’s assume the production rate is X, and there are N jobs in the manufacturing system. This means that each of the workstations is occupied by a job. Every 1/X time unit, a new job arrives in the system, and each job in the system advances one place. Each time, the question will be raised, “How long will it take a job to get through the manufacturing system?” The answer can be found by applying Little’s Law : spending 1/X time units of N workstations, the time T in the system will be
Let’s assume that a manufacturing area may consist of six workstations. The mean workstation cycle times are shown in Table 7.1. Unlimited work is allowed between the workstations.
Time in system (TIS) is defined as the available time per time period divided by customer demand per time. For example, if the available time is 8 h and customer demands is 2.880 units, then TIS is
Therefore, no operation can exceed 10 s in order to meet customer demand. If time in system is exceeded, then solutions must be found to improve the process, reallocate work among the operators, or improve the method. A comparison of the workstation cycle times in Table 7.1 with a time in system of 10 s, the cycle time at workstations 3 and 6 should be reduced through a continuous improvement. A Kaizen event could be used to improve the methods or reallocate some of the work content to workstations 1 and 5, to allow the process to meet the customer demand.
The daily production as a function of the number of operators is given in Table 7.2.
From Table 7.2 it can be seen that adding a sixth operator did not increase production and instead increased WIP to 1.350 parts. Therefore, the maximum production and the lowest WIP are achieved with five operators (Schroer et al. 2007).
One common approach to increasing production is to increase capacity by adding additional machines at the bottlenecks at workstations 3 and 6 in Table 7.1 because of the 12 s cycle times. If another machine is added at each of these two workstations, the total cycle time is still 60 s. Assuming six operators, the average time an operator works on a part is 60 s per six operators or 10 s. The average workstation cycle times at workstations 3 and 6 with two machines at each station were 12 s per two operators or 6 s. Production is now 28,800 s/10 s, or 2880 parts, and an average WIP of two parts.
Adding a seventh and eighth operator will not increase production since the maximum workstation cycle time, now workstations 2 and 4, is still 10 s. However, with seven or eight operators, average WIP increased to 810 parts as shown in Table 7.3 (Schroer et al. 2007).
In manufacturing, assembly lines are distinguished from transfer lines, which are themselves examples of product layouts. Product layouts have the advantage of low throughput time (TT) and low work in progress (WIP) inventories. WIP represents batches of parts and materials that have been released to the shop floor for manufacturing a product, but the product has not yet been completed. Therefore, product layouts are effective in avoiding costs for storage, movement, obsolescence, damage, and recordkeeping. Therefore, product layout implies dedicating the required manufacturing processes to the product (Askin and Standridge 1993).
Furthermore, manufacturing operations are of either a fabrication or assembly nature. Fabrication refers to either the removal of material from a raw stock or a change in its form for the purpose of obtaining a more useful component, etc. Plastic injection molding, aluminum extrusion, steel accessories, turning a diameter, drilling a hole, and bending a flange are examples of fabrication. Assembly refers to the combining of separate parts or raw stock to produce a more valuable unit or device. However, manufacturing systems can also fabricate parts first, and second, use these parts for assembly into products. This requires that we look at how material flows through the manufacturing system and how processes are linked to obtain the desired volume of production at the intended quality, which makes use of concurrent engineering, i.e., performing tasks concurrently. The functionalities of design engineering, manufacturing engineering, and more are integrated to reduce the time required to bring a new product to market.
Embedding digital technology is transforming traditional manufacturing into advanced manufacturing, where robots with sensors are becoming more dexterous, mobile, and aware of their surroundings on factory shop floors. However, these robots need further development so that they will be able to adequately react to information from the environment or changing situations on the manufacturing floor. If two objects on the manufacturing floor do not match, are jamming, or have play, the robot on the floor does not know what to do. Thus, an important goal is for humans and robots to work spatially closer so that the productive robot can learn from the flexible actions of the human worker. This will be accomplished by the robot watching the human worker’s activities; recognizing patterns of movement, actions, and gestures; and processing this information. Thus, the robot will imitate the flexibility of the human worker by adapting his/her work sequence and combining it with its own productivity. These advanced robots will become more autonomous with cognitive abilities, enabling them to work in remote areas and then eventually to work as “mechatronic colleagues” in a common workspace with humans. The data the robots generate will be combined with the streams from countless tiny sensors embedded around and in everything in the manufacturing environment. Against this background, the elements of the digital world (hardware, software, networks, and data) are becoming pervasive in the world of manufacturing, and they are doing so quickly, broadly, and deeply, as reported in Westerman et al. (2014).
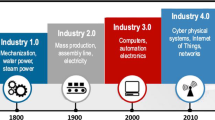
Since the sequence of industrial revolutions, often called evolutions, manufacturing has been transformative for countries and companies, as shown in Fig. 7.1. In the eighteenth century, the first industrial revolution, Industry 1.0, was characterized by mechanical production powered by water and steam. The industrial revolution in the twentieth century, Industry 2.0, introduced mass production, based on the division of labor and powered by electrical energy. In the 1970s, Industry 3.0 was set in motion by embedded electronics and information technology (IT) for further automation of production. Today, we can pursue the introduction of Digital Manufacturing/Industry 4.0 based on cyber-physical production systems (CPPS) that combine communication, IT, data, and physical components, transforming traditional manufacturing systems into smart manufacturing systems, described in more detail in Sect. 7.1.1. To achieve this goal, standards are required for solving the problems of the heterogeneous environments of mechanical engineering, electrical engineering, information and communication technologies, and cloud computing.

The four stages of industrial revolution
7.1.1 Smart and Agile Manufacturing
Smart manufacturing is the future of manufacturing, merging the virtual and physical worlds through cyber-physical systems (CPS) (see Chap. 3), embedding the fusion of technical and business processes. This new method of industrial manufacturing is known as Digital Manufacturing/Industry 4.0 or smart factory.
Smart manufacturing provides significant real-time quality, time, resources, and cost advantages when compared to traditional manufacturing systems. Thus, smart manufacturing is designed according to sustainable, service-oriented business practices. This approach insists on adaptability, flexibility, self-adaptability and learning characteristics, fault tolerance, and risk management, which is made possible by a flexible network of CPS-based manufacturing units. These units are automatically able to oversee the whole manufacturing process as well as the product status within the smart manufacturing system. This facilitates the creation of flexible manufacturing systems which are able to respond in almost real time and can be optimized according to a global network of adaptive and self-organizing manufacturing units.
Hence, in smart manufacturing, machines are able to talk to products and other manufacturing machines to deliver decision-critical data. This enables all information to be processed and distributed in real time resulting in consolidated changes to the entire manufacturing system through the Digital Manufacturing/Industry 4.0 paradigm.
Smart manufacturing represents a manufacturing revolution, the fourth in the sequence of industrial revolutions in terms of innovation, cost, and time savings. This bottom-up manufacturing model with a networking capacity introduces numerous advantages, compared to traditional manufacturing systems, in a much more market- or customer-driven form. These include (http1 2015):
-
CPS-optimized manufacturing processes: Smart manufacturing units are able to determine and identify their area of activity, configuration options, and manufacturing conditions as well as independently and wirelessly communicate with other units.
-
Optimized individual customer product manufacturing: This is accomplished through the intelligent compilation of ideal manufacturing units which account for product properties, costs, logistics, security, reliability, time, and sustainability considerations.
-
Resource-efficient production: Tailored adjustments with regard to the human workforce enable manufacturing machines to adapt to the human work cycle.
In 2012, a research report (Lopez Research 2014) published by the World Economic Forum (WEF) and entitled “The Future of Manufacturing: Opportunities to Drive Economic Growth” stated that:
…manufacturing has been immensely important to the prosperity of nations, with over 70 percent of the income variations of 128 nations explained by differences in manufactured product export data alone.
The Economist claimed, in 2012, that today a new industrial revolution can be seen which is based on the digitization of manufacturing. Others refer to this as smart manufacturing.
Manufacturing in general has a huge impact on the gross domestic product (GDP), and it is expected to steadily rise from its current level. Against this background, GDP numbers are used to measure the economic performance of a whole country or region but can also measure the relative contribution of an industrial sector. It is estimated that by embedding the key technologies of CPS (see Chap. 3) and the Internet of Things (see Chap. 4) into the manufacturing process, manufacturing will grow with regard to the GDP. Success in a competitive global market like manufacturing, however, depends not only upon continuous product innovation and services but also smart manufacturing processes and, ultimately, smart factories (see Sect. 7.1.2).
As manufacturing shifts toward higher value-added activities, its major contribution is to productivity growth: the sector accounts, for example, for 65 % of Europe’s business R&D and 60 % of its productivity growth. This shift toward higher value-added activities correlates with a growing servitization of manufacturing, a strategy of creating value and a greater innovative capacity by adding services to products, as reported by Lopez Research (2014). This transformation of manufacturing toward higher value-added products will result in more innovative and higher-skilled activities. The development of high-value-added activities is increasingly being done through global value chains. Participation in global value chains allows companies (and countries) to specialize in certain activities and to be more efficient, with higher productivity growth. In Europe, many companies participate also or even only in European value chains. These European value chains are integral parts of global European manufacturing chains and allow European manufacturing companies to be globally competitive (Veugelers and Sapir 2013).
In contrast to smart manufacturing, agile manufacturing represents an approach to developing a competitive advantage in today’s fast-moving marketplace, where mass markets are fragmented into niche markets. This requires combining organization, workers, and technology into an integrated and coordinated whole. Hence, agile manufacturing places an extremely strong focus on fast response to customer requirements, turning speed and agility into a key competitive advantage. An agile manufacturing company is in a much better position to take advantage of short windows of opportunity and quick changes in customer demand.
With the concept of agile manufacturing, a new paradigm has been introduced in the world of manufacturing, whereby agility is characterized by:
-
Cooperativeness and synergism that may result in virtual corporations
-
Strategic visions that enable an organization to thrive in face of continuous and unpredictable change
-
Responsive creation and delivery of customer-valued, high-quality, mass-customized products and/or services
-
Resilient organization structures of a knowledgeable and empowered workforce and facilitated by a high-end information and communication technology infrastructure that links constituent partners within a unified electronic network (Sanchez and Nagi 2001)
Thus, agility in manufacturing can be seen as a strategy to be adopted by manufacturers bracing themselves for performance enhancements that will enable them to become national and international leaders in an increasingly competitive market of fast-changing customer requirements. The need to achieve synergistic competitive advantages in manufacturing without trade-offs is fundamental to the agile paradigm. The agile paradigm is an organizational form that has the processes, tools, and training to enable a manufacturer to respond quickly to customer requirements and market changes while still controlling costs and quality.
The concept of agile manufacturing focuses on rapid response to customer requirements by turning speed and agility into a key competitive advantage. This concept was first introduced in a report by the Iacocca Institute with the title “21st Century Manufacturing Enterprise Strategy” (Iacocca 1991). An enabling factor in becoming an agile manufacturer has been the development of manufacturing support technologies that allow marketing, design, and production personnel to share:
-
Common databases of parts and products
-
Data on production capacities and problems which are initially assumed to be negligible problems but may have larger downstream effects
Furthermore, agile manufacturing is of particular value for manufacturers in countries with large, well-developed local markets and high labor costs. It leverages proximity to the market by delivering products with an unprecedented level of speed and personalization, which cannot be matched by offshore competitors and will turn local manufacturing into a competitive advantage. There are four key elements of agile manufacturing, as shown in Fig. 7.2 (http2 2015):

Four key elements of agile manufacturing
-
Modular product design : Designing products in a modular fashion that enables them to serve as platforms for fast and easy variation
-
Information technology: Automating the rapid dissemination of digitized information throughout the company to enable lightning fast response to orders
-
Corporate partners : Creating virtual short-term alliances with other manufacturers that improve time to market for selected product segments
-
Knowledge culture: Investing in employee training to achieve a culture that supports rapid change and ongoing adaptation
From Fig. 7.2, it can be seen that central to agile manufacturing is the deployment of advanced information and communication technology and the development of resilient organizational structures to support highly skilled, knowledgeable, and empowered staff. Thus, agile manufacturing enterprises are expected to be capable of rapidly responding to changes in customer requirements. With agile manufacturing, customers will not only be able to gain access to products and services but will also be able to easily assess and exploit competencies, thereby enabling them to use these competencies to achieve the things they are seeking (Kidd 1994).
As described in http2 (2015), the use of agile manufacturing for any given business segment should start with answers to the following questions:
-
Is there a potential market for a personalized fast-delivery version of one of the company’s current products?
-
Is there a new product that the company can develop that is within the company’s sphere of competence (or alternately that can be codeveloped with a partner) that would strongly benefit from personalization and fast delivery?
In http2 (2015), an example is given of a “3-Day Car Project (in the UK) and a 5-Day Car Project (in the EU) which focus on the idea of transforming automotive manufacturing into a build-to-order system (i.e., each car built for a specific customer order) with delivery times measured in days instead of weeks or months. Considering that the actual manufacturing time for a car is on the order of 1.5 days, this is a realistic goal—although perhaps not yet an attainable goal. But without a doubt, the company that gets there first will have created a significant competitive advantage.”
7.1.2 Smart Factory
A core element in the context of Digital Manufacturing/Industry 4.0 is the smart manufacturing or the intelligent manufacturing system, the so-called smart factory. In general, Digital Manufacturing/Industry 4.0 can be introduced as a sequence of industrial innovations beginning with the first and second industrial revolution, which was based on mechanization; the third industrial revolution, based on automation that focused on lean production; and the fourth industrial revolution, which is embedding the virtualization characterized by CPS, smart machines, smart products, and mobile devices, resulting in the smart factory paradigm.
The smart factory paradigm will allow individual manufacturing, resilient manufacturing, and augmented operators. This means that a smart factory will distinguish itself by a new intensity of socio-technical interaction of all stakeholders and resources involved in the manufacturing process. A smart factory will be centered on the interconnectedness of autonomous, situationally controlled, knowledge-configuring, sensor-based, spatially distributed manufacturing resources, such as manufacturing machines, robots, conveyor and storage systems, and utilities, including their planning and control systems. Thus, a smart factory will be characterized by a consistent engineering approach, incorporating the manufacturing process as well as the manufactured product itself, in which the cyber and the physical world seamlessly interlock. Hence, Digital Manufactu ring/Industry 4.0 in the context of a smart factory can be interpreted as peer-to-peer information and communication between manufactured products, systems, and machines.
The basic principles behind Digital Manufacturing/Industry 4.0 are the advent in the outcome of cyber-physical systems (see Chap. 3) and the Internet of Things (IoT) (see Chap. 4). These innovations allow smart manufacturing to be realized or, in a more general sense, the idea of a smart factory. In the factory, machine-to-machine (M2M) communications allow the manufacturer to build an intelligent network along the entire value chain. Manufacturing booths can communicate, sensing and actuating with each other autonomously, significantly reducing interventions by human operators.
Therefore, the vision for a smart factory is that this paradigm will allow manufactured products to control their own manufacturing by sharing the needs of the production machines via their product code, identifying which requirements are essential, and determining what manufacturing steps are required next. The vision for a smart factory is one in which CPS is the enabling technology which brings the virtual and the physical worlds together in combination with the IoT. The IoT can be regarded as the infrastructure collecting information and controlling itself and other things in the physical space. In this regard, the cyber-physical manufacturing system (CPMS) creates synergy among the objects of the virtual and the physical worlds by integrating middleware and cyberware on computer hardware.
Furthermore, smart manufacturing will largely control and optimize itself since the manufactured products communicate with each oth er and with the machines on the manufacturing shop floor to adapt or clarify the sequence of their production steps. Moreover, a smart factory will also schedule manufacturing priorities on demand, as well as urgent requirements for products in the manufacturing line. To achieve this goal, software agents, who are autonomously acting computer programs, will be able to monitor the requisite processes and ensure that production rules are respected or adapted on demand. Hence, factories will be able to economically manufacture individual products. This will result in the challenge that manufacturing machines monitor themselves; and in case of predicted failures, they will autonomously activate the respective maintenance procedure to eliminate the fault on demand.
In the forecited research record from Lopez Research (2014), it is described that companies such as Bosch, General Electric, and Johnson Controls present an Internet of Things enabled vision where machines predict failures and trigger maintenance processes autonomously rather than by relying on possibly unreliable monitoring by maintenance personnel. Another Internet of Things (IoT) example is shown for a self-organized logistic approach that reacts to unexpected changes in the manufacturing process, such as material shortages, bottlenecks, and others. Thus, manufacturers will use smart IT to realize real-time, dynamic, efficient, automated manufacturing processes.
Smart information-technology-driven processes and the IoT will deliver new added value, as described in Christensen (2015) and Lopez (2014), by connecting:
-
Managers/operators: Sensors connected through intelligent networks will provide an unprecedented level of visibility into manufacturing operations and supply chain flows allowing deeper insight into the manufacturing line in a smart factory, more than just the high-value processes currently enabled. Therefore, the usage of the IoT paradigm in a smart factory will improve manufacturing by connecting operators with the right information on demand, using the right device at the point of demand and across enterprise boundaries, including supplier data, maintenance partner data, distribution chain data, and more.
Hence, in Digital Manufacturing/Industry 4.0, plant managers/operators will have access to the smart factory cloud with the aim of pooling the information from component suppliers of the production line in order to optimize the supply chain. This will be achieved through software-based apps which run on smart devices. Such smart devices will also allow plant managers/operators to have access to essential data on manufacturing equipment and manufacturing line efficiency and to visualize data or alerts from any location on the manufacturing line at much lower cost than today’s customized systems can achieve.
Moreover, in a smart factory, managers/operators will be able to control, regulate, and shape the intelligent cross-linked manufacturing resources and manufacturing steps with regard to situational and context-sensitive targets. Therefore, they will adopt the important role of quality assurance in the smart factory. Henceforth, the increasing process complexity in the smart factory will become manageable resulting in higher productivity, higher quality levels, significantly higher flexibility and resilience, and optimal attainment of resources.
-
M2M/Process communication: Introducing the IoT into smart factories will allow them to enhance communication to enable faster information flow, faster decision-making, and greater market responsiveness by connecting devices into both operational and business software processes.
Machine-to-machine communications in particular will enable new levels of automation. An example referred to in Christensen (2015) and Lopez (2014) is about General Motors which uses sensor data to decide if it is too humid to paint automobiles. If the system identifies unfavorable conditions, the automobile is routed to another area in the manufacturing process, reducing repainting and maximizing plant uptime. This change has saved the company much money.
It is also conceivable that a company’s internal cloud could merge with manufacturing locations all over the world, distributing machine operating data. This will allow identification and better coordination of required repairs achieving a more efficient utilization of resources. Ultimately, the individual locations will control themselves. So far, in the cloud, suitable software-based algorithms (apps) have been deposited.
-
Smart data: The IoT will change the types of devices that are embedded in the smart factory system, connecting physical items, such as sensors, actuators, radio frequency identification (RFID) tags and readers, and others, to the Internet and to each other.
Smart data includes processing and analytics instead of just big data—big data is a term for data sets so large, dynamic, or complex that they cannot be handled by traditional data processing applications and are characterized by the three Vs of volume, velocity, and variety. The three Vs refer to the steady increase in data volumes, the high speeds at which data is transmitted, and the formats with which data presents itself in regard to storing, analyzing, and display ing the results in an appropriate manner. These are required to analyze data from the IoT-enabled devices and services, which will be the foundation for areas such as forecasting, proactive maintenance, intelligent automation, and overall digitization, otherwise known as innovative manufacturing through data. Thus, smart data refers to the development of new applications based on intelligent or smart analysis of large amounts of data. These applications will turn smart data into executable data for the manufacturing line of the smart factory. Therefore, smart data must not only answer the question: “What happens right now on the manufacturing line?” but also, “What will happen soon on the manufacturing line; and what is needed to run the product mix cost effectively?”
In general, it is assumed that the IoT will impact every business and has the ability to radically transform industrial businesses, such as manufacturing, business-to-business marketing, and others, as the Internet is an IT that diffuses at exponential rates. In smart factories, there will be an increasing number of machines and devices in the manufacturing line that transmit small and large amounts of data. Hence, manufacturing in a smart factory will embed analytics to enable smarter decisions with regard to more efficient plant operation. The smart factory of the future will link different domains, such as:
-
Material requirements planning
-
Manufacturing resource planning
-
Manufacturing execution systems
These domains will enable the smart factory to achieve optimal results from the manufacturing process, which is part of the common, innovative research work being conducted between industry and research facilities. Since there is no established smart factory for measuring the usage criteria as well as the success of its implementation, research facilities are investigating concepts associated with its development and implementation to provide mechanisms for measurement and control. One of the most advanced concepts is the SmartFactory KL. Based on a feasibility study, a nonprofit registered association named “Technology Initiative SmartFactory KL” was established in June 2005. The founding partners represented various sectors of the economy and research. Their common objectives were the development, application, and distribution of innovative, industrial plant technologies and the creation of a foundation for their widespread use in research and practice. The partnership has grown to 21 participants and includes producers and users of factory equipment as well as universities and research centers.
As a result of the “Technology Initiative SmartFactory KL” project, a hybrid manufacturing facility has been built as a demonstration and development platform. It produces colored liquid soap. The product is manufactured and dispensers are filled, labeled, and delivered per customer order. The plant design is strictly modular, and it consists of a manufacturing process area as well as a piece goods handling area. The machinery and components are identical to those found in modern industrial plants and stem from various manufacturers. The result is a multivendor production and handling facility available for research purposes that is absolutely comparable in its complexity to real manufacturing plants. A photo of the SmartFactory KLL facility shown in Figs. 7.3 and 7.4 shows the floor plan of the SmartFactory KL (Zühlke 2008).

Photo of the SmartFactory KL facility—with permission of (Zühlke 2008)

Floor plan of the SmartFactory KL facility modified after (Zühlke 2008)
The research work with the SmartFactory KL facility focuses on the use of innovative information and communication technologies in automated systems and on the resulting challenges in the design of such systems. Different wireless communication systems are employed in the demonstration facility. As a consequence, a permanent wireless local area network (WLAN) connection has been implemented for the decentralized control systems of the components in the piece goods area to the higher level control center. Bluetooth, ZigBee, ultra-wideband (UWB), near field communication (NFC), and RFID systems (see Chap. 4) are deployed among the components, which serve as an extended link at the sensor/actuator level. The wireless communication guarantees new freedom in plant layout and reduces the planning effort since cabling is no longer required. However, the robustness of the radio communications in such a heterogeneous environment must always be proven. In this demonstration facility, several monitoring devices are installed to monitor the frequency bands and the quality of service in data transmission. Various sources of interference are used to check the electromagnetic compatibility of the systems.
Wireless communication in combination with modular construction allows the facility to operate according to the “plug’n work” principle. Every task works as a well-defined function within the process chain. Because no physical connections exist between the components other than the power supply, it is relatively simple to replace or add individual components for a modification to or extension of the manufacturing processes. The components recognize their function, position themselves within the process chain, and integrate automatically into the control systems for the manufacturing management. The configuration of the information flow becomes ever simpler because the components identify their tasks from the manufacturing situation and attune themselves to the surrounding manufacturing components.
The logical continuation of the “plug’n work” principle is the transition from traditional function-oriented to service-oriented control architectures (SOA). Using an open SOA allows anyone to access and interact with the building blocks of such an open, service-oriented architecture platform. Thus, SOA enables the development of applications that are built by combining loosely coupled services which interoperate based on a formal definition that is independent of the underlying platform and programming language. Hence, SOA makes it easy for computers connected over a network to cooperate. Every computer can run an arbitrary number of services, and each service is built in a way that ensures that it can exchange information with any other service in the network without human interaction and without the need to make changes to the underlying program itself (Möller 2014).
The SmartFactory KL has experimentally converted a subarea of the plant control to the SOA architecture. The purpose of this was to gain experience in the handling of this new architecture for industrial control processes. The present system is based on a Business to Manufacturing Markup Language (B2MML) model according to ISA-95, a Web Services Description Language (WSDL) model, as well as the Business Process Execution Language (BPEL) for system administration. While this test case revealed the fundamental advantages of SOA architecture, it also clearly showed the far-ranging effects of this paradigm change on the overall information structure of a company (Zühlke 2008).
Using radio technologies, it is also possible to employ new mobile, flexible systems for the operation, maintenance, and diagnostics of the manufacturing facility. Today, most sensors and actuators, as well as more complex mechatronic units, are equipped with stationary, inflexible control panels that range from those with just a few buttons and lights to those with complete PC-based, color liquid crystal display (LCD) panels. Due to the lack of standards and the increasing range of functionalities, the complexity of these device-operating systems is rapidly growing, a fact which not only leads to higher costs but also to problems in training and maintenance. One solution to this problem is the physical separation of the devices and the control panels. Radio technologies enable standard control devices, such as personal digital assistants (PDAs) or mobile phones, to access different suppliers’ field devices. A standard, widely accepted, consistent control concept raises the conduciveness to learning such systems and prevents operational errors. Location independence and the advanced display and interactive possibilities enable a significant increase in the flexibility of device operation.
The integration of location sensing systems with production and logistic processes is a major condition for meeting the demands for greater flexibility and shorter production cycles. The effective use of location data allows for flexible, context-related applications and location-based services. Various positioning systems are deployed at the SmartFactory KL demonstration facility. For example, the floor is fitted with a grid of RFID tags (see Sect. 4.1). These tags can be read by mobile units to determine location data. Other systems for three-dimensional positioning based on ultrasonic and RF technologies are also installed and are currently being tested, especially in terms of the accuracy achievable under industrial conditions. The installed systems cover the full range of components within the automation pyramid, shown in Fig. 7.5, from field devices (sensors/actuators) and programmable logic controllers (PLC) through process management and manufacturing execution systems (MES) to enterprise resource planning (ERP) software. The entire spectrum of control technologies for industrial manufacturing is represented in the SmartFactory KL.

Automation pyramid modified after (Zühlke 2008)
The platform offered by the SmartFactory KL served as a basis for research and development in numerous projects with various partners. For example, a demonstrator has been developed that shows the usability of commercial mobile phones for radio-based parameterization of components (Görlich et al. 2007). Using Java software, which runs on the mobile phones of several different brands, it is possible to monitor and configure a multitude of field devices in the SmartFactory KL. The available devices and wireless links are automatically identified. Furthermore, a uniform operating philosophy facilitates handling of field devices and enables access to any device from any location on the shop floor, thereby speeding up parameterization, diagnostics, and control of field devices. Rapid switching from one device to another is possible without changing location (Zühlke 2008).
Once the machinery and the systems are connected in the smart factory, their information will be used to automate workflows to maintain and/or to optimize manufacturing lines without human intervention. More and more, the human task in a smart factory will be to monitor the manufacturing process with its huge amount of data based out of which the manager/operator has to create something meaningful. Thus, a characteristic of a smart factory is its interaction with mobile smart devices, such as smartphones or tablet PCs, which the manufacturing manager/operator can use at a particular sensor within the smart factory assembly line. Immediately afterward, production data will be shown on the screen, for example, how many parts were processed and when, which scrap rate was newly formed, and much more. Hence, mobile manager/operator panels and wireless technologies are one of the key factors in the future development of manufacturing automation, such as smart factories (Terwisch and Ganz 2009).
With regard to the success of today’s mobile, interactive systems in the consumer sector, the use of smart mobile interaction systems are a promising approach for industrial man-machine interaction. From an economic point of view, the development of smart mobile devices and software platforms strictly for industrial use is justified due to low sales volumes and high development costs. The adaptation and integration of existing hardware from the consumer market, such as smartphones and tablet PCs, as well as software technologies, such as Android, iOS, and Windows, have turned out to be promising for use in enabling novel industrial interaction technologies.
Henceforth, in the smart factory, there will no longer be a central computer. The manufacturing machines and parts produced will control themselves. The manufacturing staff will supervise the whole manufacturing process with smart mobile devices, instead of centrally located control panels. Thus, the smart factory facility will be flexible such that each individual job can be different from the previous and subsequent jobs but with the same low cost as found in mass production. Smart manufacturing is presumed to become the reality of everyday manufacturing in the near future. For this purpose, all machines will be networked together and equipped with the necessary adaptive parts equipped with sensors for tagging and tracking. This also means that the machines in the smart factory of the future will be able to call for advanced maintenance before they overheat, and storage systems will be able to organize themselves. The smart factory is becoming possible due to the availability of the Internet, with its gigantic storage and data processing capabilities in the context of smart data and cyber-physical systems (CPS).
7.1.3 Industry 4.0
In the past, high-value manufacturing equipment has been heavily instrumented in a closed, hard-wired network environment. Industrial sensors, controllers, and networks are expensive, and upgrading projects in existing facilities is not easy. Moreover, growth in the use of the IoT (see Chap. 4) on the consumer side has driven cost reductions in sensors, controllers, and communications through high-volume semiconductor manufacturing, such as smart devices. However, standard industrial equipment is constrained by a huge installed base of legacy equipment and standards. That is why capital, energy, human resources, information, and raw material are acquired, transported, and consumed to transform the material into value-added products and components. To accomplish this goal, the industry is working worldwide to achieve the next level of innovation in industrial production. In Germany, this is promoted under the heading Industry 4.0. In other European countries, the USA, China, and many other countries, similar initiatives have been established to pave the way for a customized intelligent industry in the future.
When it comes to manufacturing under the label of Industry 4.0, Digital Manufacturing, or smart factory, the advantages are networking, flexibility, and dynamic, well-organized manufacturing lines for customizable products. This will go hand in hand with the trend of moving from stationary to mobile, universal human-machine interfaces based on modern information and communication technologies which come out of the consumer market in the manufacturing world, as mobile operator panels and wireless technologies and as one of the key factors for the future development of manufacturing automation (Terwiesch and Ganz 2009).
In addition to the new business processes and manufacturing methods based on the Internet of Things, Data, and Services (IoTDaS) are the areas of applied research and development for Digital Manufacturing/Industry 4.0. Thus, the progress in industrial manufacturing is ultimately based on a variety of innovative development steps. As introduced in Sect. 7.1, the history of modern industrial society is linked to an innovative development that generally is communicated as the industrial revolutions. The driving forces behind these revolutions were not charismatic political leaders but engineers, scientists, managers, and employees in the manufacturing companies responsible for the technical innovations, called revolutions, in the second half of the nineteenth century. The leading innovators represented organizations in chemistry, the optical industry, and automotive and IT.
The term Industry 4.0 was publicly introduced for the first time in April of 2011 on the occasion of the Hannover Messe (Hannover Fair) in Germany, the world’s largest industrial fair. The objective of Industry 4.0 is the creation of the smart factory, characterized by its transformation ability, resource efficiency, and ergonomics as well as the integration of customers and business partners into the business and value-added processes. The enabling technologies are CPS (see Chap. 3), which brings the virtual and physical worlds together to build a networked world in which intelligent objects communicate and interact with each other.
As introduced in Chap. 3, CPS represents the next evolutionary step from the current embedding of computer systems and provides the basis for the creation of an IoT, later expanded to the IoTDaS, the fundamental building block of Industry 4.0. The Industry 4.0 approach is based on small networks of computers equipped with sensors and actuators that are embedded (see Chaps. 2 and 5) into materials, articles, and equipment and machine parts and are connected to each other via the Internet. With Industry 4.0, the traditional industrial field devices will be replaced by CPS that act as intelligent agents in the IoT and represent the basic framework of a smart factory. Furthermore, in the Industry 4.0 approach, the plant, machinery, and individual workpieces continuously exchange information through the Internet. All production and logistic processes are embedded in this communication network.
Numerous industrial applications will be derived in the future which incorporate these key technologies, allowing many processes to be coordinated and controlled in real time over long distances. However, this requires the standardization and modularization of many individual manufacturing process steps and programming modules of workable models. This represents a manufacturing revolution in terms of innovation, cost, and time as well as the creation of a bottom-up manufacturing value creation model whose networking capacity creates new and more market opportunities. However, the manufacturing advantages are not limited solely to one-off manufacturing conditions but can also be optimized according to a global network of adaptive and self-organizing manufacturing units belonging to more than one operation.
In this regard, the IoT creates the conditions for the continuous exchange of data from which situationally appropriate, automatic process adjustments are derived. Furthermore, the use of CPS allows control of the process to be decentralized by the products themselves through the processing of environmental data by means of embedded computing systems and deducing control commands. In this way, manufacturing becomes much more flexible. Flexibility is also achieved through application of open machine design that runs different functions or tools in direct chronological order. By using digital product memory (DPM) and storing order-related data directly on the item, the manufactured workpiece manages its own fabrication by choosing the manufacturing processes based on the customer’s requirements. The result is a customized product.
The concept of DPM offers a more comprehensive and flexible approach to tagging physical objects with digital life cycle information. Therefore, the benefit of applying DPM to an object strongly depends on its conceptual design and implementation, which is particularly true when domain-specific requirements can be identified. As a working solution for providing value-added services, DPM benefits the product not only during manufacturing but at later stages of its life cycle as well (Stephan et al. 2013).
In addition to DPM, the Industry 4.0 era will also enable a comprehensive semantic manufacturing memory and an integrated dynamic fine tuning of manufacturing processes along the entire value chain. Self-adjusting process networking and embedded control systems will also be incorporated, creating a model-based fault diagnosis capability. This will guarantee that the information in the company’s knowledge base about devices, products, processes, services, and more will be available from any location in real time.
Henceforth, in the Industry 4.0 era, small quantities of products will be manufactured under mass production conditions, and manufacturing processes themselves will control the product assembly. The Industry 4.0 era differs from the traditional industrialization revolutions 1.0–3.0 due largely to the integration of the Internet into manufacturing technology. Thus, Industry 4.0 can be considered to be an open system that does not, as did earlier concepts, rely on a single technology only. Rather, it can be thought of as a toolbox with an almost unlimited variety of different tools that are automatically available. Hence, Industry 4.0 represents a new paradigm with an intellectual evolution on the manufacturing shop floor, where everything is now programmable through digitization. Thus, the intelligent products manufactured with embedded sensor and communication capabilities are active information carriers which can seamlessly gather and use information over the whole product life cycle. They are addressable and identifiable (see Sect. 6.1.1).
The fourth industrial revolution, Industry 4.0, promoted by digitization, has three ancestors through which industrial products always have been given more extensive properties or features, as introduced in Sect. 7.1:
-
First Industrial Revolution: Enabled by the introduction of the steam engine and the mechanization of manual labor in the eighteenth century.
-
Second Industrial Revolution: Enabled at the beginning of the twentieth century by mass production made possible by electrification; increased technical features of products such as cars (e.g., mirrors were electrically adjustable and heatable).
-
Third Industrial Revolution: Enabled through the use of electronics and computer technology for manufacturing and manufacturing automation in recent decades; increased possibilities of technical features of products (e.g., cars could remember various settings for the driver seat and rearview mirrors and restore them with a tap of the finger).
-
Fourth Industrial Revolution: Enabled by the digitization of the entire value chain and continuous access to information in the form of virtual models. Data and knowledge will change again anywhere and at any time as will the rules of many industries resulting in increased possibilities of more sophisticated technical features through computerization or through an intellectual revolution on the manufacturing shop floor. Using the example of a car, the following results can be assumed:
-
Navigation systems navigate based on the current traffic network data.
-
Personal car setup is no longer stored in the car but in the private cloud domain of the user and travels with the user from car to car. It will be interesting to see what happens with customer loyalty, especially in the car rental business.
-
Dishwashers and/or washing machines may write a shopping list into the private cloud domain of the user when they run out of detergent and broadcast this to the user’s car infotainment or cloud system, leaving a message for the user to drive to the grocery store to buy the needed detergents before driving home.
-
Car-2-Car communication talks between cars around (e.g., a car is about to move through the scene of an accident and is warned in time and provided with potential alternative routes).
-
Car informs the smart home automation system when the driver is expected to arrive at home and turns on the heating/cooling system as appropriate.
-
Error messages are sent directly from the car to the dealer’s service workshop to ensure that any spare parts that are needed are available and to confirm the appointment with the dealer workshop for repairs.
-
In the manufacturing industry of the Industry 4.0 era, technologies will be developed allowing the manufacturing of small quantities in real time at maximum quality but at a manageably low cost. Manufacturers will be able to profitably serve fluctuating markets and global trends offering a large variety of versions or small series and fulfill individual customer needs on demand. The SmartFactory KL project of the Industry 4.0 era addresses this challenge using adaptive CPS at all levels of manufacturing in order to achieve the introduction, implementation, and operation of integrated manufacturing systems, as shown in Fig. 7.6. Therefore, a special feature is the intelligent analysis of data in smart manufacturing and the usage and service of smart products that leads to smart data from which new or improved products and services can be extracted. Cyber-physical systems and the Internet of Things will be essential features for bringing agility, flexibility, and multiadaptivity to the smart factory of the future.

Development toward intelligent technical systems
Therefore, the path to the Industry 4.0 era will be an innovative and evolutionary one, as it was with previous industrial upheavals in manufacturing technology. In the early 1970s, automation found its way into manufacturing. Customers demanded a greater variety of high-quality products. This became possible through the use of electronics and information technologies in manufacturing. Manual manufacturing steps were taken over by machines, the beginning of the third industrial revolution. Today, we are on the cusp of a fourth industrial revolution, also known as Digital Manufacturing/Industry 4.0. Intelligent, networked systems are expected to usher in this change, the foundation for which was laid years ago by developments in the fields of electronics, software technology, networking, and mechatronics, which resulted in the CPS paradigm.
7.2 Individualized Production
The term mass-customized production was coined in the late 1980s and has become the subject of research concerning operations management (Pine 1993). Therefore, the concept of mass “customerization” in manufacturing and other major trends, such as the growing influence of globalization and the Internet, have large implications for business strategies and for operating manufacturing companies in the twenty-first century.
Mass customerization in manufacturing has been defined by Tseng and Jiao (2001) as “producing goods and services to meet individual customer’s needs with near mass production efficiency.” In Kaplan and Haenlein (2006), mass customerization in manufacturing is introduced as “a strategy that creates value by some form of company-customer interaction at the fabrication and assembly stage of the operations level to create customized products with production cost and monetary price similar to those of mass-produced products.” In McCarthy (2004), mass customerization in manufacturing is defined as “the capability of manufacturing companies to produce a relatively high volume of product options for a relatively large market, which is demanding customized products without tradeoffs in cost, delivery and quality.” Implications of mass customerization in manufacturing to the supply chain, concerning information and material flows and the connection between product types and the decoupling point, have been investigated (e.g., by Yang and Burns 2003). Hence, mass customerization manufacturing strategies, such as postponement, can also have effects on customer satisfaction.
In contrast, individualized manufacturing describes a manufacturing process in which all elements of the manufacturing system are designed in such a way that they enable a high level of product variety at mass production costs. Today, manufacturing companies face great challenges as the result of increasing demand for individualized manufacturing. Machinery and systems, such as machine tools, must be able to carry out manufacturing processes with individualized flexibly and to use resources efficiently. At the same time, they need to ensure the quality of the product and its ease of operation.
Up to now, machine tools have mostly required manual adjustments when changing to a manufacturing process for individualized products. Moreover, errors, such as variations in product quality, are not recognized and rectified during the manufacturing process, resulting in machine downtime and production waste. Thus, new technological developments, such as intelligent embedded advanced measurement systems, offer the opportunity to increase the level of machine tool automation in individual manufacturing.
The objective of individualized manufacturing is to develop intelligent machine tools that are capable of autonomously adjusting the machine setup for individual machining processes and checking the quality of the finished workpiece, which requires determining the automation requirements for individual machining processes. This step can be achieved with regard to CPS which allows analysis of a in the future without reducing the reliab workpiece to be processed as well as the work space and automatically adjusts the machine resource for each machining process. The quality of the finished product is checked by automatically comparing it with target data from the computer-aided design (CAD) system. The process can be tested using a demonstration system and then be integrated into the respective machine tools. This will allow machine tools to be more flexible in the future without reducing the reliability of the machining process or the quality of the product. Cyber-physical systems (CPS) offer innovative solutions for the design of manufacturing and the value creation processes and thus the potential for coping with these challenges.
These are the technological approaches of the future that will shape all major manufacturing systems. Thus, in individualized industrial manufacturing, CPS have the potential to cause massive efficiency and productivity gains that are essential for competitiveness in the global market based on the precise integration of all management and control levels within the manufacturing line. Today, the relevant data is automatically passed through from top to bottom. Conversely, data from manufacturing are used to monitor manufacturing processes and to change them if necessary. Depending on the extent of such manufacturing changes, various decision-making levels must be involved. Sophisticated software solutions coordinate the processes and integrate them with a user-friendly interface. The coordination of all manufacturing-relevant processes works across multiple manufacturing sites because the Internet accesses machines, and other manufacturing resources at the manufacturing facilities are interconnected, allowing easy implementation of individualized manufacturing processes. Embedded intelligent sensors not only observe processes and their environment, they also process the data measured and transfer the results obtained back into the loop. This allows monitoring and control of complex manufacturing systems with regard to their specific manufacturing requirements and can also be used to act as an early warning system within individualized manufacturing.
7.3 Networked Manufacturing-Integrated Industry
Technological change, particularly digitization, has dramatically altered the architecture of global manufacturing processes. By facilitating the management and transmission of vast amounts of information, digitization has allowed the codification of highly sophisticated manufacturing processes. Once codified, processes can be split into discrete steps—modules, in effect—and standards to ensure their connectivity can be established.
Modularization , in turn, has permitted activities that once had to be colocated geographically and managed organizationally within the confines of a single company to be spread out across great geographic and organizational expanses. The issue is not tha t any activity can be done anywhere or that all manufacturing has been completely modularized but rather that new options now exist for structuring activities (Steinfeld 2004).
Thus, networking at the technological and the organizational levels has been recognized as a crucial factor for networked manufacturing in the near future in order to realize efficient value chains. This change in the manufacturing world is characterized by the theme, Networked Manufacturing-Integrated Industry, ultimately a self-organizing manufacturing feature. The machines and equipment involved in the manufacturing process, the storage and/or the parts logistics, sensors, and networks communicate with each other. The software used gives the workpieces the necessary intelligence to keep the machines informed of how they are to be processed as well as their actual assembly status within the manufacturing process. This will allow, in the future, unique manufacturing at the cost level of large-scale (mass) production and will be achieved by embedding CPS, the key technology of the Networked Manufacturing-Integrated Industry. Processes, products, equipment, and workers will be combined and communicate via the Internet. This future option of Networked Manufacturing-Integrated Industry is currently being tested by different manufacturers for application on their manufacturing shop floors.
In order to meet these challenges, one has to take into account the intensive cooperation required between partners from industry, research, and education as well as the role of workers in the networked factory of the future, including the training and continuing education required to provide the necessary technological skills (see Chap. 8). One example is the research project, Open Platform for Autonomous Engineering, Mechatronic Automation Components (OPAK). The objective of this project is to make an assistance function for information and communication technologies available to plant developers and, therefore, allow an engineering work. All of the design steps of a manufacturing plant, beginning with its planning, through commissioning, and all the way to operation and amended commissioning, supported by a suitable novel automation architecture, methods, and tools, should be simplified by the OPAK project (http3 2015). OPAK is supported by the Federal German Ministry of Economics and Energy (BMWi) within the scope of the AUTONOMIK for the Industry 4.0 program (http4 2015).
The developer will be able to focus on the desired automation process by planning a manufacturing process with the appropriate engineering tools. The automation process will subsequently be turned into a business reality without significant installation, control, and commissioning effort. Instead of working with abstract variables or input-output signals, the engineer will interact directly via a 3D-based engineering interface with perceptible physical plant functions. These entries will be automatically linked to functionally complete, mechatronic automation components which have to be developed. Those components will include everything that is necessary for their operation—from mechanics, electronics, and software—on uniform connections to manual and maintenance information. An electromechanical interface technology for automation components will enable true “plug and produce,” also known as the concept of a resilient manufacturing system in the Industry 4.0 paradigm. This approach will be motivated by a feature-oriented description of the products and capabilities of the manufacturing modules, which enable an optimal plant layout determined through the simulation of the current job situation. By the time an optimization potential is identified, a reconfiguration of the manufacturing system will have been carried out. The plug and produce capability will enable the modules to log into the host computer and transmit their skills. They will be incorporated into the manufacturing process planning, and new capacity, delivery, and performance specifications for manufacturing will be issued. This manufacturing scheduling represents an automated reconfiguration of the manufacturing process depending on the manufacturing orders. In the case of underutilization, available capacity or manufacturing modules can be provided to partner companies for their use with regard to existing agreements. Furthermore, manufacturing lines can be put together even across companies.
Hence, the previously complicated installation, wiring, piping, configuration, and system integration in manufacturing will be reduced to a minimum which represents a paradigm shift from a centralized to decentralized control architecture. This will make future engineering processes more intuitive, faster, and more efficient.
With the advent of the IoT in industrial manufacturing, the large number of components to be networked, with regard to Networked Manufacturing-Integrated Industry, requires a corresponding number of Internet addresses. The Internet Protocol, version 6 (IPv6), is the latest IP revision which routes traffic across the Internet. The launch of IPv6 replaces IPv4. IPv6 was developed by the Internet Engineering Task Force (IETF) to overcome the long-anticipated IPv4 address exhaustion problem because IPv6 allows for 128 bit. Hence, IPv6 addresses use eight sets of four hexadecimal addresses (16 bits in each set), separated by a colon (:), like this: xxxx:xxxx:xxxx:xxxx:xxxx:xxxx:xxxx:xxxx (x would be a hexadecimal value). This notation is commonly called string notation.
This means that the number 34 with 37 numbers behind it marks a significant step into the future. Thus, Networked Manufacturing-Integrated Industry is the name of this unprecedented global network. Henceforth, Networked Manufacturing-Integrated Industry supposes that manufacturing machines will be smarter, networked, and collecting the data required to increase productivity and efficiency. Moreover, Networked Manufacturing-Integrated Industry is a key title for the convergence of manufacturing industries that communicate using a much stronger interconnection. Interconnection in equipment, material, and specific information exchanges are the characteristics of Networked Manufacturing-Integrated Industry.
Smart devices, such as smartphones, tablet PCs, and RFID chips, will become important components in this endeavor. In manufacturing intelligent systems support workers in their manual jobs. The phrase “intelligent components” refers to self-contained, autonomous functioning mechatronic assemblies. In the future, it will be more common for components to organize themselves, thereby taking on jobs at the control level. To realize such intelligent Networked Manufacturing-Integrated Industry systems, technologies, such as precision engineering and microsystems technology, have to constantly evolve. In future manufacturing lines, the product will have its data stored in an RFID chip for its lifetime and will be able to pass on its own manufacturing instructions at any time. Each sensor and each actuator within the manufacturing process will have its own IP address and thus will be addressable. Therefore, tailor-made products and highly flexible mass production with the ability to quickly adjust to changing market requirements could be realized. Not only product life cycles getting shorter, but the world outside the factory gates is also changing because the entire logic of the manufacturing process is changing. Intelligent machines and products, storage systems, and resources will consistently interlock with regard to information and communication technology. This will take place along the entire value chain, from logistics to manufacturing and from marketing to service, requiring advanced manufacturing facilities. Moreover, digital networks can work 24/7 around the globe. It is assumed that by 2020, 50 billion components will communicate with each other in Networked Manufacturing-Integrated Industry (http5 2015).
Besides all of the positive effects of digitization, however, one has to be aware of the hidden risks and hazards. Already today, increasing prevalence of cybercrime is a serious concern. Last but not least, the evermore complex and interdependent digital technology could lead to new forms of cyberattacks, which have an intrinsic threatening potential. Therefore, adequate answers to these security questions are required without compromising the opportunities of digitization (see Sect. 7.5).
In addition to the development of new technologies, clarification is needed of where humans will be situated in the manufacturing process of the future and how interactions between humans and technology will be organized. This topic includes the issue of training and skills development of the workforce for the future manufacturing world (see Chap. 8).
There are at least four technology elements that provide the foundation for Networked Manufacturing-Integrated Industry. These include (but are not limited to):
-
Network: Cisco research states that only 4 % of the devices on the manufacturing shop floor are actually connected to a network. Many manufacturers have used proprietary networks in the past. A Networked Manufacturing-Integrated Industry environment requires a standardized IP-centric network that will enable all devices within a plant to communicate to both operational and enterprise business systems. A standard IP network will also make it easier to connect and collaborate with suppliers and customers to improve supply chain visibility. Manufacturers will need robust networks that can cope with radio frequency challenges in the plant, harsh environmental conditions, and reliability for transmission of alarms and real-time data stream processing. For example, GM implemented a standard-based network architecture, called the Plant Floor Control Network (PFCN), to standardize the design of each plant network and establish a single engineering team that monitors and troubleshoots network operations globally. PFCN helped GM to reduce network downtime by approximately 70 % (Lopez Research 2014).
-
Security: IT security was the most often cited obstacle to setting up smart factories. Operations managers will need to ensure that safeguards are built into the solution including security procedures, such as hardware encryption, physical building security, and network security for data in transit. The network must also allow secure remote access to systems. Security and networking solutions must also be engineered to withstand harsh environmental conditions, such as heat and moisture, to which typical networks are not subjected. Identity and authentication structures will also need to be updated to support things as well as people.
-
Software systems: Today’s IoT data is different than the data we use to operate systems. It requires collecting a wide range of data from a variety of sensors. These software systems and models must translate information from the physical world into actionable insight that can be used by humans and machines. For example, Toyota is using Rockwell’s software for real-time error corrections in the plant. With improved troubleshooting capabilities and error correction, Toyota has minimized rework and scrap rates in its Alabama plant, which has resulted in a tremendous annual cost saving.
-
Smart data instead of big data analytics: While manufacturers have been generating big data instead of smart data for many years, companies have had limited ability to analyze and effectively use all of the available data. The new smart data concept enabling real-time data stream analysis can provide enormous improvement in real-time problem-solving and cost avoidance. Therefore, it is assumed that smart data and analytics will be the foundation for areas such as forecasting, proactive maintenance, and automation. ConAgra Mills makes 800 different kinds of flour for its customers. It uses “Building Smarter Manufacturing with the Internet of Things” predictive tools and services to forecast pricing, capacity requirements, and customer demand. This allowed the company to maximize revenues through improved margin decisions and increase production capacity utilization by 5 %.
7.4 Open and Closed Manufacturing Lines
As introduced in Sect. 7.1, a manufacturing line is a set of sequential operations established in a manufacturing environment, whereby parts are put through a refining process to manufacture a finished product suitable for consumption or components which are assembled to make a finished product. Manufacturing in large manufacturing environments often involves transporting parts from one manufacturing shop floor to another on carriers. In a case where the number of parts in the manufacturing line is bound by the number of carriers, this manufacturing line is called closed with regard to carriers.
A closed manufacturing line with M machines is shown in Fig. 7.7, where the empty carrier buffer b 0 has a capacity of C 0 , and the number of carriers in the closed manufacturing line is S.

Closed serial manufacturing line
Since in a closed manufacturing line the first machine can be starved for carriers and the last be blocked by b 0 , the production rate PR CML of the closed manufacturing line is, at best, equal to that of the open manufacturing line PR OML . In a case where C 0 or S or both are chosen inappropriately, the behavior of the closed manufacturing line impedes performance, and, as a result, PR CML can be substantially lower than PR OML (Li and Meerkow 2008). Closed manufacturing lines have been analyzed in the literature under the assumption that the machines obey either the Bernoulli or exponential reliability models (Biller et al. 2008).
A Bernoulli line is a synchronous line with all machines having identical cycle time which can be represented by a vector (p 1 , …, p M , N 1 , …, N M-1 ) of machine reliability parameters and buffer capacities. It is a slotted time model with the cycle time τ of the machines. The status of each machine is determined at the beginning, and the state of the buffers is determined at the end of each time slot. The status of a machine is UP with probability p i and DOWN with probability (1−p i ), and it is independent of past history and the status of the remaining system. An UP machine is blocked if its downstream buffer is full at the end of the previous time slot, and the downstream machine cannot produce. It is starved if its upstream buffer is empty at the end of the previous time slot. At the end of a time slot, an UP machine that is neither blocked nor starved removes one part from its upstream buffer and adds one part in its downstream buffer. The first machine is never starved; the last machine is never blocked (Li and Meerkow 2008).
The exponential distribution is a simple distribution with only one parameter and is commonly used to model reliability data.
Let’s assume that the processing times at machine i, i = 1, 2, …, m are exponential with parameters μ i and in front of each machine there is a buffer of size N i −1. Jobs are circulating on carriers to keep jobs in a fixed orientation and make jobs easier to handle for transportation. As soon as a job is finished at machine m, it is removed from the carrier, and a new job is immediately placed on the carrier after which it returns to machine 1. The number of circulating carriers is b j , j = 0, 1,…, I, as shown in Fig. 7.7. The number of carriers and their capacity affects the throughput of the closed manufacturing line. If the number and capacity of carriers is small, the throughput will be low. If the number and capacity of carriers is large, a high throughput can be expected.
Let us assume that the closed manufacturing line is based on only two machines which operate under the communication blocking protocol (http6 2015) with the constraint that M 1 ≥ M 2 . Thus, this closed manufacturing line can be described by a Markov chain in which k is the number of jobs at machine 1.
The Markov chain itself is a random process that undergoes transitions from one state to another in a state space. It must possess a property that is usually characterized as memorylessness, which means that the probability distribution of the next state depends only on the current state and not on the sequence of events that preceded it. This specific kind of memorylessness is called a Markov property. Markov chains have many applications as statistical models of real-world processes.
Let p k be the equilibrium probability of state k. In determining these probabilities, one has to distinguish between several cases. If m ≤ M 2 , then there is no blocking at all, as shown in the flow diagram in Fig. 7.8.

Flow diagram for two machine-closed manufacturing lines with m ≤ M 2
Thus, it follows that
where k = 0, 1, …, n. If M 2 < m ≤ M 1, then Machine 1 may be blocked because the buffer of Machine 2 is full. The possible states are m−M 2 , m−M 2 + 1, …, m and the probabilities satisfy
7.5 Cybersecurity in Digital Manufacturing/Industry 4.0
The protection and sustainable growth of cyberspace is essential for the advancement of society. Cybersecurity can be defined as a body of knowledge with regard to technologies, processes, and practices designed to protect the networks, computers, programs, and data from attack, damage, or unauthorized access. The importance of cybersecurity was illustrated by an article in the New York Times in March of 2011 describing how researchers were able to hack a car remotely and take control of the car’s critical systems. This was accomplished through the car’s embedded communication systems as many of today’s cars contain cellular connections and Bluetooth wireless technology (Fahmida 2011). This make it possible for a hacker, working from a remote location, to hijack various features, such as the car door locks and brakes, as well as to track the vehicle’s location, eavesdrop on its cabin, and monitor vehicle data.
This hack demonstrates how cyberspace can be used to affect physical processes beyond the cyberspace (Brazell 2014). The same situation can happen in Digital Manufacturing/Industry 4.0 if a hacker, working from a remote location, hijacks various features of the manufacturing shop floor. This type of hack can have a tremendous influence on the manufacturing process by stopping a whole manufacturing line, canceling assembly steps, or changing the sequence of assembly steps in the manufacturing system. These are just some of the examples which illustrate why cybersecurity is required when coordinating efforts throughout a networked manufacturing system.
The elements of cybersecurity include (http7 2015):
-
Application security
-
Information security
-
Network security
-
Disaster recovery/business continuity planning
-
End-user education
Nevertheless, one of the most problematic elements of cybersecurity is the fast and constantly evolving nature of security risks. The traditional approach has been to focus the most resources on the most crucial system components and protect against the biggest known threats, leaving some less important system components undefended and systems exposed to some less dangerous risks. Such an approach is insufficient for the current cyber-physical environment. Cybersecurity professionals assume that the traditional approaches to securing CPS information can become unmanageable because the threat environment has become impossibly complex. Hence, CPS has been identified as vulnerable to cyberattacks because of their network-based accessibility which makes them vulnerable to remote. The consolidation of cyber and physical components within CPS enables new categories of vulnerability with regard to interception, replacement, or removal of information from the communication channels resulting in malicious attempts by cyberattackers to capture, disrupt, defect, or fail the CPS operations. The reason for this new vulnerability can be traced to the way in which the cyber and the physical components of CPS are integrated (Karim and Phoha 2014). In this vulnerable space, the cyber component provides computing/processing, control software, and sensory support and facilitates the analysis of data received from various sources and the overall operationalizability of the CPS. As described in Karim and Phoha (2014), the remote network access facilitates highly productive interaction among the various physically distributed or concurrent collaborating units of a CPS, and the efficient system administration is an integral part of the cyber component which allows accessibility. However, this accessibility provides an entrance for launching cyberattacks which can result in:
-
Defective operation if the attack affects the control loop
-
Denial of service, which is common in the cyber domain
-
Destruction and exfiltration
-
Information corruption
These attacks not only have tremendous impact on the cyber part but the overall CPS.
In a case of defective operation, a solution for survivability under such a cyberattack has been reported by Cárdenas et al. (2008). Denial of service occurs when a cyberattack creates an artificial mechanism that keeps the targeted system unnecessarily busy, delaying or denying services to legitimate requests (Mirkovic et al. 2005). Destruction and exfiltration, information corruption, and defective operation of a system can be avoided if a system compromise can be detected and eliminated. As reported in Karim and Phoha (2014), numerous static, dynamic, and hybrid solutions are available that analyze patterns and signatures in program codes and the behavior of program executions in order to identify the presence of malicious agents in the system, helping system administrators to disable them (Dinaburg et al. 2008; Sharif et al. 2008; Willems et al. 2007; Moser et al. 2007).
The physical components of a CPS, as dispersed physical infrastructures, are the areas impacted. They are monitored by sensor networks that serve as an early warning system while detecting malfunctions or damage. These sensor networks consist of many tiny components, each of which is subject to physical capture. A cyberattack can remove or destroy the sensors from the region of impact or the region of interest, creating a hole in the security coverage which results in a disruption of the transmission of critical data. The cyberattack can also corrupt or replace sensors and inject erroneous data into the system causing the decision-making sensors that depends on that data to fail. Various schemes, such as the probabilistic dependence graph and anomaly detection, have been proposed for detecting holes in the coverage or identifying compromised sensor nodes by detecting the absence, corruption, or replay of sensor data leading to the detection of manipulation from the outside (Karim and Phoha 2014).
The probabilistic dependence graph approach (He and Zhang 2010) illustrates the connections using a Markov random field (MRF) that is induced by a minimal neighborhood system by inserting an edge between sites that are neighbors (Li 2009). Thus, it utilizes spatially correlated information from phasor measurement units and statistical hypothesis testing. Let’s assume that a Gaussian Markov random field (GMRF) is employed to model phasor angles across the integration space (buses which connect the cyber and the physical components) in a way that the phasor angles are evaluated as random variables and their dependencies can be studied (Rue and Held 2005). The pairwise Markov property of a GMRF is exercised in such a way that an MRF is normal with the mean u and the variance J −1 where J is the information matrix of the Markov random field; hence, J is zero (Landrum et al. 2014). Thus, the probabilistic dependence graph can be used for fault detection and localization because dependability can be measured to ensure a function as anticipated by the CPS.
Anomaly detection is used to identify cyberattacks for the protection of a CPS. First, the intrusion method must be identified so that the regular operation of the CPS will remain undisturbed. Cyberattacks can be conducted in various ways. To become aware of an intrusion on components or subsystems of a CPS by cyberattackers, an anomaly detection algorithm must be employed. Its benefits include real-time monitoring, analysis of possible effects of intrusion, and approaches for mitigation (Ten et al. 2011). Monitoring the CPS in real time enables the algorithm to rapidly and efficiently determine the status of the computing/processing units, the sensors, and other application-specific components in order to allow a maximum number of connections to be implemented and to authenticate the connections via response time and IP address. One can detect and track abnormalities such as unsuccessful logon attempts in accordance with time and frequency and destructive modifications to files which are vital to the components or subsystem and ascertain behavior. These are characteristics of an intrusion being attempted, and if a cyberattack is suspected, an alarm list of possible attackers is created, and the component or subsystem the intruder is attempting to attack is locked (Landrum et al. 2014).
CPS that are used in Digital Manufacturing/Industry 4.0 solve many pressing needs but are also vulnerable to conditions that can cause various types of damage or manipulation of mission-critical tasks in the Digital Manufacturing/Industry 4.0 system. Therefore, mission-critical tasks require a continuously active CPS that will essentially never fail because vulnerability to conditions can cause mission-critical systems to fail. Hence, two main concerns have to be considered for CPS:
-
Safety
-
Security
Safety is indispensable for mission-critical systems within the overall Digital Manufacturing/Industry 4.0 system. For optimal safety, one has to focus on the safety of the interaction between the computing/processing devices and the physical components because the interactions of the distributed computing/processing devices interfere with each other. In addition, the influence of physical phenomena resulting from the conditions being monitored could affect the functionality of the cyber devices. These kinds of safety issues need to be addressed and prevented in the design of CPS (Guy et al. 2014).
Security is defined as the “ ability to ensure that both data and the operational capabilities of the system can only be accessed when authorized” (Banerjee et al. 2012). Hence, unauthorized access to any component of the CPS poses an obvious security threat. With regard to the increasing use of CPS in industry for mission-critical operations in Digital Manufacturing/Industry 4.0, it is imperative that security is always at the design forefront.
It is stated, in the cybersecurity report by Harris (2014), that in 2012, 50 % of all targeted cyberattacks were aimed at businesses with fewer than 2500 employees. More significantly, businesses with fewer than 250 employees were the target of 31 % of all cyberattacks. But some small businesses may also have access to their business partner’s computing/processing systems as part of an integrated supply chain or to sensitive data and intellectual property. Though it can be argued that the rewards of attacking a small business are less than what can be gained from a large enterprise, this is offset by the fact that most small businesses dedicate fewer resources to protecting their information assets and are, therefore, easy targets for cyberattacks or cybercrime.
Meanwhile, several cybersecurity standards, which are digital security techniques to prevent or mitigate cyberattacks, have been developed because sensitive information is now frequently stored on computing/processing devices that are attached to the Internet. For certain standards, cybersecurity certification by an accredited body can be obtained. There are many advantages to obtaining certification including the ability to get cybersecurity insurance.
ISO/IEC 27001:2013 is part of the growing ISO/IEC 27000 family of standards, information security management system standards, published in October 2013 by the International Organization for Standardization (ISO) and the International Electrotechnical Commission (IEC). ISO/IEC 27001:2013 formally specifies a management system that is intended to get information security under explicit management control. In addition to the ISO/IEC 27001, ISO/IEC 27002 is a high-level guide to cybersecurity. It is most beneficial as a guide for the management of an organization to obtain certification to the ISO 27001 standard. The certification, once obtained, lasts 3 years. Depending on the auditing organization, none or some intermediate audits may be carried out during the 3 years (http8 2015).
ISO/IEC 21827 (SSE- CMM–ISO/IEC 21827) is an international standard based on the Systems Security Engineering Capability Maturity Model (SSE-CMM) that can measure the maturity of ISO control objectives (http9 2015).
The Standard of Good Practice for Information Security, published by the Information Security Forum (ISF), is a business-focused, practical, comprehensive guide to identifying and managing information security risks in organizations and their supply chains. The 2011 Standard of Good Practice is the most significant update of the standard in 4 years. It includes information security hot topics such as consumer devices, critical infrastructure, cybercrime attacks, office equipment, spreadsheets and databases, and cloud computing. The 2011 Standard of Good Practice is aligned with the requirements for an Information Security Management System set out in the ISO/IEC 27000 series standards and provides wider and deeper coverage of ISO/IEC 27002 control topics, as well as cloud computing, information leakage, consumer devices, and security governance (http8 2015).
The North American Electric Reliability Association (NERC) 1300 standard is referred to as Critical Infrastructure Protection (CIP) 002-3 through CIP-009-3. These standards are used to secure bulk electric systems although NERC has created standards within other areas. The bulk electric system standards also provide network security administration while still supporting best practice industry processes (http10 2015).
The International Society of Automation (ISA) Security Compliance Institute (ISCI) operates the first conformity assessment scheme for IEC 62443 Industrial and Automation Control Systems (IACS) cybersecurity standards. This program certifies commercial off-the-shelf (COTS) IACS products and systems, which address securing the IACS supply chain (http11 2015).
The National Institute of Standards and Technology (NIST) special publication 800-12 provides a broad overview of computer security and control areas. It also emphasizes the importance of the security controls and ways to implement them. Initially, this document was aimed at the federal government, although most practices in this document can be applied to the private sector as well (Guttman and Roback 1995).
Henceforth, security in manufacturing CPS requires generalized security methods which can involve compensating for accidentally observable actions to enforce the security properties of information flow in a manufacturing CPS. This means that the relevant manufacturing CPS adheres to an information flow property (IFP) P. However, sometimes there is an event causing a violation of P and thereby causing an effect which can be interpreted as being outside the projected manufacturing schedule. This causes the event to be posted as a potential manufacturing security risk. If this event is identified, the security system immediately inserts a compensating event or a sequence of events into the series of manufacturing processes currently being executed. Any individual process of this correcting event chain may violate P, but the chain is executed quickly enough that the violation is not noticeable. At the conclusion of the compensating event chain, an observer would see that P is adhered to as if the violating event never occurred (Guy et al. 2014).
7.6 Case Studies in Digital Manufacturing/Industry 4.0
This section presents a selection of special case studies that introduce industrial applications and national research agendas which are facing changes in today’s manufacturing operations, and, therefore, these institutions/industries have started to think about how to implement Digital Manufacturing/Industry 4.0.
7.6.1 Digital Manufacturing/Industry 4.0: The Hannover Centre for Production Engineering (PZH) Approach
With the advent of the Internet of Things in manufacturing, a new industrial age began. Whether it is a revolution or an evolution is yet to be decided. It is certain that with the progressive digitalization in various areas of daily life, a fundamental change is taking place. Therefore, the Internet, in combination with other modern technologies, increasingly impresses the manufacturing industry. Global companies in all sectors and sizes with a variety of topics and approaches are employing digitalization to secure their competitiveness and be able to offer better products in the near future. In this regard, Germany has the potential to become an international market leader in digitalization in conjunction with Industry 4.0. For small and medium enterprises, the technology required for this purpose, however, is still in its infancy. Therefore, the recently founded platform Industry 4.0 has initially formed five working groups, in which representatives from business, academia, associations, trade unions, and ministries are involved (http12 2015):
-
WG 1 Reference architectures, standards, and standardization
-
WG 2 Research and innovation
-
WG 3 Security of networked systems
-
WG 4 Legal framework
-
WG 5 Work, education, and training
It offers consulting services on issues in the fields of standardization, security, networking, system integration, and the establishment of demonstration centers which are planned by the initiative “Mittelstand 4.0” (http13 2015) of the Federal Ministry of Economic Affairs and Energy. For this purpose, five information and demonstration centers are being created in 2016 throughout Germany (http14 2015). The aim of the new demonstration centers is to support small- and medium-sized enterprises (SMEs) in digital transformation. The new initiative is designed to strengthen the competitiveness of SMEs and craft enterprises and to develop new businesses in the context of digitalization and Industry 4.0.
One of those five centers is located in the Hannover Centre for Production Engineering (PZH), which belongs to the Leibniz Universität Hannover. The institutes housed at the PZH and the Institute of Integrated Production Hannover (IPH) bring together their expertise along the entire supply chain production in the center. Additional expertise, such as IT security or law, is incorporated by the partners. The resulting portfolio of the PZH spans the fields of information, qualification, consulting, and implementation. The campus of the Hannover Centre for Production Engineering (PZH) is shown in Fig. 7.9.

Hannover Centre for Production Engineering (PZH)) Campus with its institutes
The PZH is one of the most important research centers for production technology—nationwide and internationally. Meanwhile seven research institutes of the Leibniz Universität Hannover are located at the PZH with about 250 scientists, mostly from the engineering and natural sciences. Under the umbrella of the PZH, employees of these institutions not only bring in their professional disciplines, they also apply to the engineering service of TEWISS GmbH and the numerous small- and medium-sized, production-related companies, many of which are spin-offs from the PZH institutes. Activities are equitably divided between basic research, diverse research collaborations with industrial partners, and practical teaching. Current examples of research being conducted in the institutes and an overview of activities at PZH are described in the annually published magazine of the PZH, which each also contains the annual report from the previous year (http15 2015).
One of the flagship projects of the PZH is the Collaborative Research Centre CRC 653 “Gentelligent Components in Their Lifecycle—Utilization of Inheritable Component Information in Product Engineering,” founded in 2005, where fundamentals of Industry 4.0 were developed before this designation was introduced in 2011. With regard to the innovative research conducted in the CRC 653, components that intrinsically store information on their own production and find their way through the processing steps without outside control, landing gears that monitor their own condition autonomously and call for an inspection if necessary, will soon become a reality. These components, as well as innovative concepts, methods, and techniques for their manufacturing and utilization in production engineering, will be developed as a result of the interdisciplinary research in the CRC 653 at the PZH. The interdisciplinary long-term objective in the CRC 653 is the integration of components with their corresponding information for reproduction as well as stress information from their life cycle. This idea is summarized in Fig. 7.10.

Illustration of the long-term objective in the CRC 653—with permission from the Institute of Manufacturing Engineering and Machine Tools (IFW)
The CRC 653 and most activities concerning Industry 4.0 are mainly driven by the Institute of Manufacturing Engineering and Machine Tools (IFW), one of the institutes of the PZH. Concrete solutions, such as the “feeling” machine tool the IFW has been developing for more than 10 years, make production planning and control much more efficient. The machine is equipped with additional intelligence to detect manufacturing inaccuracies and own status information which is constantly fed back to production planning and control in order to make these steps more accurate especially during the ramp-up phase of new products being manufactured. The premise of the IFW is that connecting intelligent devices to each other should not be an end in and of itself. So the first step is to analyze the process within an enterprise that should be optimized. The second step is to determine how Industry 4.0 can help achieve this optimization. This premise is also the basis for the Production Innovations Network (PIN), founded by the IFW in 2015, which should strengthen cooperation between enterprises regarding Industry 4.0.
A popular example of a research scientist application from the CRC 653 is the converted formula student race car that stores loads of races around the wheel and makes them very simple to use, among other things, for maintenance planning, as shown in Fig. 7.11.

Embedding Industry 4.0 into the student formula racing car approach (a) and the respective phases between design, production, and use (b)—with permission from the Institute of Manufacturing Engineering and Machine Tools (IFW)
7.6.1.1 Interactive Maintenance
According to the Maintenance Efficiency Report 2013, only 55 % of the turnaround of maintenance activities are value-adding processes. Because of the wait time for tools or components and an insufficient organization of complex processes, the work on the commission is delayed. In order to minimize the amount of additional work, the IFW is developing a mobile platform for interactive maintenance that gathers useful information, such as error causes, and resources, such as tools, for the worker, as shown in Fig. 7.12. Additionally, the personalized display of work steps can be used to train inexperienced workers. After the realization of the interactive maintenance platform, they expect an increase of value-added processes to a minimum of 79 %. This meets the current standards for Best Practice Applications in the industry.

Interactive maintenance platform—with permission from the Institute of Manufacturing Engineering and Machine Tools (IFW)
In 2015, the IFW realized that the demonstrator platform, digitalized repair and maintenance assistant (DRIA), identifies machines through QR codes. Workers get access to this information through a password. If a problem cannot be solved with the available data, the worker can be supported by colleagues via a webcam-based system. The tools necessary for the solution of a problem are provided in shadow boards.
Currently, the IFW recognizes the following development potential:
-
1.
Kinekt: Precise localization of the exact position of a worker and the machine for a more detailed representation of information for work processes
-
2.
Hololens: Display of tool- or machine-relevant data on the relevant components (e.g., data from the production)
-
3.
Laptop with detachable display: Documentation of operations with an integrated camera
-
4.
Developer kits from Kinekt and Hololens: Programming of new apps (e.g., to make DRIA even more person specific)
-
5.
Database/cloud: Centralized storage of work processes and workers’ skills
In the medium term, the IFW plans the programming of specialized manufacturing application software. This software summarizes the current functional combination of different programs (e.g., ILIAS).
7.6.1.2 Process Planning 4.0
In the context of Industry 4.0, the IFW is working on the next step, the so-called Process Planning 4.0, as shown in Fig. 7.13. Listed below are the steps outlined to achieve this goal.

The Process Planning 4.0 as part of the Industry 4.0 paradigm—with permission from the Institute of Manufacturing Engineering and Machine Tools (IFW)
-
Step 1. Problem Definition:
-
High level of effort on initial process planning and start-up of the MES (e.g., enter plan data, such as schedule times and work plans).
-
Autonomous process planning presupposes knowledge about the production process for individual features.
-
Change of plan data over time (e.g., by learning effects, decentralized revision of work plans).
-
Static plan data in computer-aided planning systems.
-
High level of maintenance effort, imprecise planning, lack of acceptance.
-
Data form production data collection (PDC) and machine data collection (MDC) remains unused.
-
-
Step 2. Goals:
-
Development of a planning approach for dynamic learning process planning to provide the essential foundation for an effective and operational application
-
Autonomous, dynamic learning process planning by using production data
-
Reduction of the start-up and maintenance effort for the MES
-
Increase in the accuracy of planning, increase in acceptance
-
-
Step 3. Solution:
-
Development of methods for dynamic learning process planning with the help of real-time data and feedback on an MES with no longer sufficient validity
-
Detection of production type of individual features on the basis of machine data and NC code
-
Repatriation in the ontology or NC programs (e.g., for tool paths)
-
Integration of quality characteristics for verification
-
Prototypical implementation and operational use at industrial partners
-
7.6.1.3 Feeling Machine
The subproject N1 represents the central demonstration project of the SFB 653. The findings of the systematic investigation of “Gentelligent Technologies” within functional machine tool components are obtained with regard to the implementation, use, and potential performance. Priorities of the subproject are searching for “Gentelligent Components,” the interaction between these components and the inheritance of life cycle information. With the proposed research, the vision is to realize a “feeling or sentient” machine. The objective is to detect any process, machine, or workpiece state with the aid of distributed, diverse, inherent sensory abilities. These features will continuously improve the process model for online process rating and shape error prediction. The approach uses measured machining process data and a simultaneous cutting simulation . The applied data sources can be divided into primary and secondary data sources. Primary sources provide data that is used without further transformation. Process forces , position information of the machine tool, and surface samples provided by a measuring sensor are the primary sources used within this approach. Secondary or augmented data sources utilize primary data to generate additional information that is based on a cutting simulation. The simulation is driven by streaming position values from the machine tool and determines effective cutting conditions, such as depth of cut, width of cut, and material removal rate. All obtained and generated data sets are equipped with a time stamp which allows correlating the system state in discrete steps, as shown in Fig. 7.14.

The feeling machine approach—with permission from the Institute of Manufacturing Engineering and Machine Tools (IFW)
It can be seen in Fig. 7.14 that the aggregated process data serve as a training data set to build up a multiparameter process model. So far, the model is based on a support vector machine and achieves a mean standard error of 5 % for the parameters considered. After the model is trained, it is used to rate cutting processes online. The model is also used to predict the shape error for simulated processes with simulated forces or no forces at all. The prediction accuracy is continuously increased by refining the model by recent data and process conditions.
7.6.1.4 Conclusion
With regard to the SFB 653 research work objective, its outcome, and the recently founded PIN network, the knowledge transfer is provided on a broader basis, pushing forward the issue of Industry 4.0. The SFB 653 spokesman and PIN initiator, Prof. Denkena, is convinced:
“We are doing research since at least ten years at the forefront of the topic—and the interaction of ten different institutions with their respective expertise. If we now can build a strong network of companies, in which not only a bilateral experience, knowledge and research exchange takes place, but the company also stimulate each other, this will be a very strong future boost for everyone involved.”
7.6.2 Digital Manufacturing/Industry 4.0: The Steel Industry Approach
Steelmaking is the manufacturing process used to produce steel from iron and ferrous ores and scrap. In steelmaking, impurities, such as nitrogen, silicon, phosphorus, sulfur, and excess carbon, are removed from the raw iron, and alloying elements, such as manganese, nickel, chromium, and vanadium, are added to produce different quality grades of steel. In regard to international competition, the steel industry continues to modernize its manufacturing processes, thus increasing productivity and quality. Hence, investment in modern equipment and employee training has transformed the steel industry.
Over the next decade, the Internet of Things, Data, and Services (IoTDaS) will combine people, processes, data, and things. If all of this comes together, it will open up new possibilities for the future. Cyber-physical system, a system of collaborating computational elements, will be the driver for innovations in the steel industry. Autonomous, self-organizing manufacturing processes, as well as cloud-based data support and services, will constitute the platform for new services and business models. Cyber-physical systems (see Chap. 3) in this sense can be introduced as a strong digital platform—well structured and well integrated and only as complex as absolutely necessary with regard to the designated application of the manufacturing process. Thus, CPS-based manufacturing processes will independently and autonomously control, depending on external requirements, manufacturing production lines. In addition, the chain of economic value-added, tailored, on demand, real-time manufacturing processes can be optimized.
The Digital Manufacturing/Industry 4.0 paradigm shift will enable solutions in the steel industry based on networking of storage, logistics, and services based, for instance, on appropriate sensor and actor technologies. With the help of Digital Manufacturing/Industry 4.0, it will become possible that objects throughout the steel mill supply chain can be identified and located at any time, resulting in reduced loading and wait times and reduced logistics costs. Hence, the information and communication technologies offered by the Digital Manufacturing/Industry 4.0 paradigm will be able to connect manufacturing equipment and raw material suppliers in real time in the near future. This will enable the automatic exchange of data between steel mill manufacturing processes and raw material suppliers to optimize workflow supply chain. In this regard, the manufacturing process will respond immediately to fluctuations in the delivery chains.
Manufacturing process optimization has been implemented in steel mills for a long time. Extending the automation of manufacturing processes was realized during the last 25 years with the support of modern information and telecommunication technologies. This has resulted in many innovative technical developments for more cost-effective, flexible manufacturing processes, sustainable quality improvements, and other new developments. Furthermore, this has enabled the implementation of increased customer requirements with regard to quality and delivery.
The steel mill activities described thus far can be consolidated in the context of a Digital Manufacturing/Industry 4.0 smart factory. As described in Sect. 7.1.2, a smart factory represents an intelligent factory. In the center of a smart factory, the interconnectedness of autonomous processes is a key issue, as they situationally control themselves, even configuring knowledge, sensor-based, and spatially distributed manufacturing resources (manufacturing machines, robots, conveying and storage systems, utilities, and more), including their planning and control systems. Thus, a smart factory is characterized by a consistent engineering approach, which incorporates the manufacturing processes, as well as the manufactured product itself, seamlessly interlocking the cyber and the physical worlds through CPS. The output of a smart factory in the near future will result in manufactured products which can control their own manufacturing processes by sharing the utilities of machines through their product codes, showing which requirements are essential and what manufacturing steps are required next. Through this smooth transition, a smart factory, with its smart products, smart data (see Sect. 7.1.2), and smart services, can better utilize manufacturing capacity while saving resources and opening up new possibilities for value-added economic chains and employment.
One of the highest priorities in steel mill manufacturing is to develop the most efficient techniques for producing a given quantity of steel at a high level of quality at the lowest possible cost through horizontal, integrated digital technologies. Steel coil products emerge from the melt shop, the hot rolling, the cold rolling, and the finishing processes in that order. Optimized scheduling is required for all of these manufacturing steps to operate efficiently, but it is too complicated to create schedules for all of these processes at once.
Another key to successfully improving efficiency in steelmaking is the collection, analysis, and interpretation of smart data from the manufacturing processes. The result is input from a horizontal integrated manufacturing process monitoring system. This helps to identify the steel mill’s condition as the basis for predictive and regular intervals of maintenance service to avoid unplanned downtimes, unintentional impacts on product quality, and costly equipment damage. Altogether, this will lead to an increase in the overall productivity of steelmaking while also sustaining a high level of product quality and manufacturing operations. As a result of smart data analysis, delivery reliability and lead times can be improved and stock levels reduced. Furthermore, operators can be assured that manufacturing processes and materials are used optimally and that machines are only released for maintenance if no running orders are hampered. Moreover, fewer quality issues will reduce customer complaints and faulty production. In this sense, smart data are the data collected for every production step every time, and they can be aggregated to efficiency coefficients, such as key performance indicators for the manufacturing processes. For this purpose, smart data can be received by leveraging company-defined semantic models to link and manage the diverse data. In this regard, the semantic models allow the data to be linked by the respective business concepts and the metadata to run with the data. Therefore, the advantage is that such detailed analyses of equipment performance and downtimes will enable continuous process improvements along the whole manufacturing chain.
Another issue in regard to resources is saving energy in steelmaking, a major economic and environmental concern because the steelmaking industry is among the most energy-intensive industries, where energy is a major share of the operating costs. Typically, energy costs account for 20–30 % of the total production cost. A large portion of this cost can be avoided by improving energy awareness and associated energy-reduction measures. Against this background, process optimization in the steel industry is highly important because energy costs represent a high percentage of the costs associated with steelmaking. Improvements can be achieved in the context of Industry 4.0 through optimized, linked process steps (e.g., running the steel slabs in the hot rolling mill at the highest possible temperature level, as shown in Fig. 7.15). For technical reasons it is mandatory for certain alloys and possible for all of the products.

Steel slab in the hot rolling mill—with permission from Salzgitter Flachstahl GmbH
In integrated smelters, processed gases from blast furnaces, steel mills, and coking plants are used to generate electricity and steam. Costs can be reduced through optimal coordination of production and maintenance which can be achieved by developing a suitable predictive model, based on data analysis, to determine the best time to replace a worn part based on machine or process data. This not only saves time on maintenance and service by reducing the frequency with which worn parts are handled and replaced, it also reduces costs and materials (see Sect. 7.6.3).
Out of individual Industry 4.0 applications, thoughtful new strategies have been formed which can be applied in the steel industry (e.g., dynamic process optimization, which can be applied to minimize warehousing in steel manufacturing). This depends on whether individual process steps are required due to different requirements for successive products, requiring intermediate warehouses with semifinished material. The constraint in using intermediate warehouses is that they should tie up as little capital as possible. Thus, holistic planning of production processes is possible through concrete digitalization solutions, thus minimizing the capital commitment and accelerating production to make production planning and control much more efficient. One tangible solution can be applied to coils because coils are usually stored in multiple layers, and the objective is to reduce the number of needless coil movements, as shown in Fig. 7.16.

Manufactured coils in the coil storage—with permission from Salzgitter Flachstahl GmbH
A more general aspect of putting Industry 4. 0 methods into practice in the steel industry is modeling several processes in steel production. Models simplify reality and make complexity manageable. The model type which can be applied is data based. With this type of model, one cannot look into the real steel converter as shown in Fig. 7.17, which does not mean that there is no information about the process available. Based on the huge number of process variables, such as temperature, gases, pressure, and others, the model can be built. The impact of individual production processes on the product properties can be described by empirically derived relationships or physical models. As a result, the individual processes can be optimized more effectively and their limitations can be identified. With regard to process planning and control, the required product quality and features can be specified with minimal technical and financial effort. This allows product characteristics to be evaluated at an early enough stage to initiate corrective measures.

Steel converter—with permission from Salzgitter Flachstahl GmbH
Another issue is automatic product control, which depends on the results from previous production steps. Each process step affects the product’s properties to a certain extent. This also can be described by models or empirical relationships. The subsequent process steps can be adjusted in order to achieve better results than before. This requires a planning tool that can take these constraints into account despite the limitations of the individual processes. For semi-finished products, it can be quickly determined if further processing is useful if another job must be found or if the product must be devalued. This process planning requires a powerful job management and planning tool.
All of the aforementioned characteristics have an intrinsic feature: quality. Quality assurance has to take into account an error analysis of process data. Product defects with simple, recognizable contexts relative to a few process parameters are usually eliminated quickly. Errors that only appear under certain combinations of process parameters (possibly several production steps) are more difficult to identify or analyze. Here, more intelligent machine learning tools are needed that perform data mining according to relevant parameters. A data mining analysis of the digitized process to discover patterns in big data sets involves methods at the edge of artificial intelligence, machine learning, statistics, and database systems. For this purpose, a restriction based on the right parameters is absolutely necessary (i.e., moving from the big data to the smart data paradigm). This is self-explanatory if looking at all of the data collected on the processes in a steel mill, which usually does not provide meaningful results because spurious correlations are not recognized, and nonrelevant parameters with strong outliers to relevant parameters, which are controlled within narrow limits, predominate. Hence, a smart data management concept is required with meaningful parameters with high resolution for fault analysis and condition monitoring (maintenance) in quality-relevant parameters with a respective resolution.
7.6.3 Digital Manufacturing/Industry 4.0: The Bosch Software Innovations Approach
“Industrial Internet: Putting the vision into practice,” is the title of a white paper by Bosch Software Innovations GmbH (Bosch 2015) for machine and component manufacturers to drive their service business forward and secure a competitive edge with the Internet of Things (see Chap. 4). In this context, the example of predictive maintenance offers a particularly potent illustration of the principles and benefits of the Industrial Internet. The term Industry 4.0, or Industrial Internet, refers to the fourth paradigm shift in manufacturing, in which intelligent manufacturing technology is interconnected (see Sect. 7.1). The increasing interconnection of manufacturing and the Internet offer a wealth of potential economic benefits, particularly for machine and component manufacturers. By connecting their products and expanding their range of services to include novel software solutions, they have an opportunity to leverage new market potential, compete effectively, and, in a best case scenario, gain a measurable edge over their competitors. The description in this section is based on the aforementioned white paper with the permission of Bosch Software Innovations GmbH.
The service business plays a key role in Industry 4.0. To combat dwindling service revenues, primarily attributable to increased X standardization in the spare parts business, machinery manufacturers need to develop new business models because the services offered by traditional machinery manufacturers are typically the most lucrative side of their business.
New technologies, such as remote access and data analytics, are prompting a focus on the service business. By connecting their machines on the manufacturing floor, companies can access machine data during real-time operation (see Sect. 7.1.2). Intelligent evaluation of this data can offer new insights into issues such as:
-
What works in the field?
-
What functions might lead to faults in the field?
These insights can provide a basis for developing needs-based services and applications and optimizing product functions for real-life use, which, in turn, will have a positive impact on the product price (see Sect. 7.1.3).
In practice, it is often difficult to know where to start when it comes to implementing Internet 4.0. Will new, innovative applications and services genuinely provide significant added value? And when does it become worth investing in an Industry 4.0 project? Typically, there are a multitude of different ideas within a company on what approach to take and no defined strategy on how to proceed. One of the key challenges is to recognize that the implementation of Internet 4.0 is not a linear process. In many cases, new business potential will not become apparent until an Industry 4.0 project is well underway or even after it is finished. Numerous opportunities may arise, and the consequences of each of these are difficult to assess. It is, therefore, sometimes necessary to make a major investment in an Industry 4.0 project without having a clear initial estimate of profitability because the component or machine manufacturer is entering unexplored territory with their innovation.
One practical and feasible first step into the world of Internet 4.0 for component and machine manufacturers is to expand and optimize their existing services. Equipping components and machines with sensors and software makes it possible to automatically collect a diverse range of field data. By connecting components and machines, data can be retrieved in near real time and gathered in a central location. In most cases, the knowledge required to interpret this data is already available within the company. This know-how can be modeled as rules and applied to the data automatically. Information previously obtained directly from the respective components and machines on the manufacturing shop floor can now be visualized and monitored on a single platform using customized software.
This creates a tremendous degree of transparency. All of the data is made available in an application-oriented format, making it much easier to identify faults or deviations and determine their exact nature. The result is a significant reduction in response times.
The ability to read the status of machines and manufacturing processes at any point in time and take targeted action when something goes wrong already constitutes a major improvement to a company’s service business and a boost in its market position. But manufacturers can go one step further by applying data analytics, allowing them to prepare and analyze the accumulated data in order to transform new insights into concrete services. To reach this stage, it is necessary to equip products with sensors or software to generate the data required in the first place. This stock of data serves as a basis for making decisions on which services will be profitable and should, therefore, be provided by the company concerned.
The continuous process of developing an existing business and new services in the Internet 4.0 paradigm is illustrated by the Industry 4.0 innovation cycle, shown in Fig. 7.18. The innovation cycle is comprised of three phases that a company passes through in one continuous process. It is also possible to carry out the phases in parallel.

Industry 4.0 innovation cycle—with permission from Bosch Software Innovations GmbH
The purpose of the product feature phase is to equip the machines and components with Industry 4.0 features, which includes sensors, actuators, and an information processing system and customized application software. In addition, the machines and components require a network interface to provide them with a wireless or wired network connection in the area of the application so that they can be accessed.
7.6.3.1 Gaining Knowledge Through Data Analysis
As well as enabling the optimization of existing services, access to machines also opens up the possibility of collecting large quantities of data. It is important to clearly stipulate that data should be collected in order to meet the objectives in each case. Objectives may include reducing maintenance costs by slashing the number of callouts or reducing the cost of deviations in the manufacturing process and more. The accumulated data consists of both historical and current data and forms the basis for the data analytics. It is important not to underestimate the quantity and complexity of the data acquired. A multitude of sensors, components, and machines will typically generate enormous quantities of data, a phenomenon often referred to as big data (see Sect. 7.1.1).
Data analytics is essentially a means of modeling and acquiring knowledge. The goal is to recognize patterns in data and develop predictive models on that basis. A pattern is a representation of an event in the form of data or a series of events in the physical world. In the context of data analytics, a distinction is made between descriptive and predictive analytics. The aim of descriptive analytics is to condense data and identify patterns. These patterns then form the basis for predictive analytics. By drawing on a number of different techniques (e.g., statistical methods, modeling, and machine learning), it is possible to predict what may happen in the future, such as forecasting the probability that a certain event or situation will occur. In order to predict events, the current flow of data is analyzed to detect known patterns. If part of a pattern is identified, then it is possible to predict how likely it is that the rest of the pattern will occur and, thus, a certain event in the physical world. In an ideal scenario, the newly acquired information can be used to help automate decision-making processes.
Example 7.6.1: Improving Process Quality
Analyzing process data makes it possible to identify deviations in quality within a manufacturing process by identifying previously unknown patterns. This technique enables quality trends to be depicted in a much more subtle and differentiated way to obtain comprehensive insights into the quality of manufacturing processes. It is able to identify trends in quality over time and react to problems before a fault actually occurs.
This detailed form of data analysis has an additional benefit. In cases where no process data analysis is performed, some faults and deviations pass through the entire process. Data analysis helps manufacturing companies to reduce the cost of both faults and scrap. In addition, trends can be analyzed to pinpoint the best ways of optimizing how the machine or component is used.
Example 7.6.2: Analyzing Machine Data to Detect Wear at an Early Stage
The objective of any manufacturing company is to keep parts in operation for as long as possible in order to get the most out of their service life cycle and reduce the use of materials. Two main types of maintenance are currently established in industry: reactive and preventive. In reactive maintenance, machines and components are only repaired when technical problems arise, with the resulting downtimes typically racking up significant costs. In preventive maintenance, costly worn parts are normally replaced at predefined intervals, a form of preventive maintenance in which parts are typically replaced more frequently than necessary, with the resulting waste of resources, manpower, and material.
By developing a suitable predictive model using data analysis, it is possible to determine the best time to replace a worn part based on machine or process data. As well as saving time on maintenance and service by reducing the frequency with which wear parts are handled and replaced, this strategy also reduces the use of materials. The more of these critical parts there are on a manufacturing line, the greater the savings that can be achieved in the maintenance area. At the same time, this approach reduces unplanned downtimes to a minimum by identifying worn part failure at a sufficiently early stage.
7.6.3.2 New Business Models for Maintenance
In the future, machinery and component manufacturers will be able to generate bigger margins in their service business. One example is optimized condition monitoring with a corresponding service agreement. This involves monitoring machines and components via remote access and automatically triggering maintenance and service where required. The data recorded is analyzed by the service provider in order to identify patterns that could indicate that a part is about to wear out or a machine is at risk of imminent failure.
This type of service paves the way for predictive maintenance. Machine condition data provides insights into deterioration and potential failure, while process data allows conclusions to be drawn on a machine’s condition and the maintenance or service required. For example, deviations from the stipulated cycle time could indicate that the machine settings are suboptimal.
Connecting products and equipping them with suitable sensors, actuators, and software is an essential prerequisite for this kind of business model. Once access to the machines has been facilitated, traditional services, such as reactive maintenance management, can be offered in an optimized format. This service provides detailed information on faults and deviations and comprehensive documentation of action taken. The manufacturers themselves benefit from these new business models because predictive maintenance enables them to order spare parts just in time, avoiding unnecessary storage costs.
There is no doubt that companies will be able to generate revenue in the future with new business models based on existing Industry 4.0 technologies. But what form could this kind of integrated business model take in the field of predictive maintenance? The so-called magic triangle developed by St. Gallen University, Switzerland, gives a vivid illustration of how this kind of project could be developed in practice. The model defines, as can be seen from Fig. 7.19, four dimensions of predictive maintenance—who, what, how, and revenue—to take into account both in-house and external factors and create a comprehensive view of all of the issues involved.

Magic triangle—with permission from Bosch Software Innovations GmbH
The first question, “Who?,” is easy to answer. Machinery and component manufacturers and component developers would direct this kind of business model at their existing customer base as well as new customers. Typically, these customers would be industrial manufacturing companies, in other words, users of machines, systems, and components.
The second question, “What?,” addresses what is offered to the customer. Predictive maintenance enables the machine manufacturer to determine, at an early stage, when maintenance should be performed at the customer site in response to an imminent machine malfunction. That enables machine manufacturers to offer their customers new services, such as guaranteed machine availabilities, while simultaneously reducing their own resource consumption. As well as assigning fewer employees to preventative maintenance tasks, the machine manufacturer also benefits from only having to replace spare parts when there is a high likelihood of imminent problems. At the same time, users benefit from minimal downtime and a correspondingly higher manufacturing output.
The answer to the third question, “How?,” is that the current machine condition is recorded using sensor technology and automatically checked for patterns. This allows possible malfunctions to be detected at an early stage and machine failure to be averted.
All of these factors put together provide the added value or “ revenue ” for the machine manufacturer. They are able to add new services to their existing portfolios in order to create additional ongoing sources of income. In addition, manufacturing companies save money thanks to the optimization measures. This provides another direct benefit to the machine manufacturer because the boost in customer satisfaction safeguards their business and helps the machine manufacturer stand out from the competition. A further advantage is that predictive maintenance requires remote access to machines and systems. This enables maintenance work to be carried out from a distance, which has a positive impact on the manufacturer’s margins in the service business.
Therefore, when it comes to Internet 4.0, many manufacturing companies are waiting for a key technology to emerge, yet the increasing interconnection of manufacturing and the Internet offers plenty of tremendously promising potential right now. Optimization of existing services is already yielding new business models, especially for machine and component manufacturers. The only step required to apply these models is to make products and systems Industry 4.0-ready by incorporating sensors, actuators, and information processing software. Once these foundations are in place, machine and process data can be analyzed and optimization measures implemented on the basis of this analysis. Predictive maintenance is just one example of the numerous possible applications of Industry 4.0. In the long term, machine and component manufacturers will benefit from the increasing customer satisfaction and higher turnover with regard to the continuous development of their service models.
7.6.4 Digital Manufacturing/Industry 4.0: The Insurance Business Approach
The buzzwords on everyone’s lips are Industry 4.0, Internet of Things, always online, big data, and digitization. They reflect the new reality to which the insurance industry is looking for its future viability. But besides the technical aspects, customer behavior is a complex subject that affects the insurance industry in fundamental ways, from product development, marketing, and distribution to enforce management, financial reporting, and risk management.
The last few years in the insurance industry have been, contrary to the original assessment of the industry and its top managers, characterized by persistently low interest rates. Since the financial crisis in 2008, interest rates in Europe and the USA have been at historic all-time lows. At the beginning of the financial crisis, industry estimates, as presented by top managers in the industry, were still very optimistic. Financial relationships with Japan are here to stay. The strength of these relationships could not have been imagined by Europe and the Western world. That was a fundamental error. Meanwhile, the ten largest insurers in the world have been designated as so-called “systemically important” companies.
Life insurance, in its original traditional form, is evolving as a new business model. Life insurers still hold a very high number of contracts that guarantee more than a 3.5 % interest rate. For decades, the models guaranteed interest commitments, but they are now outdated and no longer financially viable. In addition, the life insurers are subject to new legislation that is a consequence of the financial crisis, and they continue to be in a tight spot. The Solvency II Directive and additional interest reserves should suffice as keywords here. A specific emphasis now is on the provisioning of contracts by the Life Insurance Reform Act (LVRG). The consequences arising from LVRG for the existing distributors in Germany are not yet apparent. Policy makers have made statements on the subject that appear to threaten the insurance industry. If the insurance industry is not capable of reducing the commission level on its own, relevant laws will be enacted, creating a whole new situation. Examples of this are well known from events in the Netherlands and Great Britain.
The insurance companies in Germany are trying to counter the situation based on their individual situations. The German Insurance Association (GDV) is applying political pressure in an effort to prevent the worst-case scenario.
Due to failing investment income, the companies are forced to earn a claim/expense ratio (combined ratio) of less than 100 %. With profit expectations of up to 8 % and more, the combined ratio will be 90–92 %. The profits earned before the financial crisis are generating at least 100 % combined ratios. The majority of insurance companies are in the automotive and residential building mass markets where for years, they had not experienced hardship until a price war began, which the industry has itself repeatedly, and sometimes unnecessarily, fueled. This has resulted in horrendous losses for the insurance companies. For some time, they have implemented a control strategy based on advanced analytics which has yielded positive results.
The reinsurance market is also under pressure today, because previously unknown market participants who are extremely financially sound have entered the business. They are pressing to raise reinsurance premiums which should actually rise due to the increasing number of, and largely unpredictable, natural events (natural disasters NatCat).
The first conclusion that can be made is that the traditional business model of the insurance industry, which has been used for more than 100 years, has eroded. It has primarily been based on an average represented by a male, 40 years old, a nonsmoker, with a regular income, and no history of joblessness.
In addition to the previously mentioned general market conditions, there are still challenges, primarily digitization. Digitization is a nebulous concept. What makes up the core of this concept, no one can precisely explain, although all who are asked can clearly define digitization. Therefore, what digitization means to the insurance industry is not sufficiently clear. Digitization is often shortened to mean existing processes and products. Running a Web portal to distribute products seems to pass as digitization.
The buzzwords, “digitization” and “big data,” currently dominate discussions in the insurance sector. Large amounts of money are spent to track Web portal strategies and projects related to business intelligence systems.
It should be noted that the insurance sector has not yet defined a standard, despite great effort, especially in terms of funds spent, and has experienced job cuts in recent years, comparable to other industries. The insurance sector, as a whole, still uses concepts that lag years behind the most modern concepts of the industry. By taking advantage of smart/big data digitization concepts, which are primarily used to capture client information, insurance companies could offer more precise practices and better risk forecasting, making their businesses more profitable. This has not yet occurred until today. Looking into today’s information handling in social media, a lot of policyholder data can be found everywhere, such as on Facebook pages, which can obtain an incredible amount of information.
Therefore, the second conclusion that can be made is that digitization is not a purely technical issue; digitization is much more of a cultural issue in the insurance industry.
In the insurance sector, the focus has been on so-called dark processing and standardization, particularly in the private sector. In the corporate and industrial customer sectors, there has been difficulty with this approach. Therefore, a production level still exists compared to the one in manufacturing or semi-manufacturing.
With regard to the challenge of digitization and big data, the question for the insurance sector is different from other industries. That would be one way to make the industry, and thus individual companies, ready for the future. This requires rethinking in terms of markets and customers, as well as suppliers, corporate organization, and the behavior and attitude of the staff and management.
Thus, digitization can be understood as political and social development. In modern social and political systems, the issue of communication and information flow is paramount. Digitization fundamentally changes the way the actors communicate in these social and political systems. Actors are all participating people and institutions in these systems. The vehicles of communication are then all technical and physical systems that are specifically developed, built, and operated for this purpose. The most important system in our time is the Internet which enables communication to span the entire globe, referred to as globalization. This means that every actor in this global network has to find his position and role in order to survive in such a world. Therefore, digitization is only another expression for networking, connecting, and linking.
For an insurance company, it is important to find a role and position and redefine itself as well as gain standing, although it makes a difference whether the company operates in regional or global markets. In Germany, the vast majority of insurance companies are regionally active.
With regard to an individual company’s situation, an appropriate strategy needs to be developed, to keep the company independent and viable in the marketplace. Therefore, the extraordinary challenge lies in the parallelization and sustainability of all activities in the age of the Internet. It could jeopardize the very existence of a company in the case of missing or insufficient expertise and the transformation of existing information processing systems as mobile technology has the potential to alter the entire claims experience.
Based on formative professionalism due to changes in the behavior of the customers and changes in market conditions, the enterprise architectures will be subject to a profound change. Thus, the traditional, functional statement of views is not important; an execution- or process-oriented perspective is required. Despite all declarations and using the word “process,” only in a very few insurance companies, if any, does a process point of view exist, much less a process-oriented way of working. This means that the mode of production, i.e., the production and distribution, does not meet the complex requirements of production lines that are common in today’s manufacturing industry. Furthermore, many requirements essential to making the leap into the digital era are missing.
A key point is that the company needs to transition from manufacturing-driven production to industrial-engineering production. This industrial process is based on all relevant aspects that play a role in this industrially oriented process composed of meeting the requirements that are imposed on modern manufacturing companies. The aspects behind these requirements are varied, and each one has its individual meaning. At the moment, data requirements are highlighted. Here, as so often happens in the insurance sector, other aspects are more or less forgotten, or neglected. A holistic approach is not pursued. Using simulation science method to simulate customer behavior under multiple scenarios can help the insuring industry to develop a more holistic understanding of social and political initiated market changes.
But how can the new state be achieved? Here are some considerations. Some of them are already field tested; others still need to be formulated and implemented.
The goal is to implement real-time, controlled processes. The quality of the data and its provision in the respective consistency and coherence at the right time and the right place presents a major obstacle for the process design.
In addition, it is not always clear which issues on the data will be addressed. Only properly selected questions can open up the possibility to get even further with correct answers.
Another technical aspect relates to the processing of the data. First of all, the data must be collected and available. Then they must be quickly processed in accordance with the stated requirements and correctly forwarded, stored, and retrieved. With regard to the current available systems, particularly in the communication between the back-end systems and distributed applications, mismatch is discovered. Dispute is still among experts how the proper balancing between these systems should look like. Still the question arises again, Thin Client vs. Thick Client, an anachronistic question when you look at today’s possibilities of modern IT architectures.
Thus, the following six questions must be asked and have been satisfactorily addressed, before beginning with digitization or Industry 4.0 in the insurance industry:
-
1.
What has to be structured? Methods of information systems design.
-
2.
Who is responsible for the designs? Actors of information systems design.
-
3.
Where is it to be structured? Criteria of the information systems design.
-
4.
How will it be designed? Methods of information systems design.
-
5.
Where will it be designed? Levels of information systems design.
-
6.
What causes have to be structured? Measures of information systems design.
To conclude the considerations for an architectural design that can serve as a basis to orient itself for the challenges of digitization we must show how the actor relationships, especially in terms of contractual arrangements with each other, are embedded. Only when an insurance company has a clear view of how such architecture should look as a balanced construct, from the external and internal perspective, may it move through the difficult path of digitization . This requires new reporting metrics around which insuring companies will be able to develop an effective metrics and communication framework. In PWC (2015), it is reported that a notable characteristic of each of these metrics is that they have common key principles around which insuring companies can develop an effective metrics and communications framework. Only then is it reasonably assured that the significant investment in the future will bear success and will not be lost. The communication framework consists of digital distribution channels through which insurance products and assistance services are offered as part of new integrated solutions provided by the insurance company. In this sense, services will be a major component of the new solution packages to put them in a good position to a growing market. In Fig. 7.20 a general view of the several components of a digitization strategy is shown which includes services.

Components required for the digitization of an insurance company
With respect to possible services, a model for clients and contracts is shown in Fig. 7.21, which refers to a possible claim/harm platform.

Model for clients and contracts as part of a potential claim/harm platform
As reported in Mayr (2013), assistance service providers could be automatically notified in emergencies; this would then allow them to coordinate both immediate assistance and the claim settlement process. Moreover, products that are based on networked objects and services offer insurers the opportunity to gain direct and permanent access to their target groups. This enables them to give their customers offers based on their individual needs. Daily use of and interaction with networked products allow companies to obtain valuable information that helps them to understand the current circumstances and requirements of their customers and to offer them further products and supplementary services that match their current situation. This might also include the products and services of a company’s partners. If customers find this experience positive, it reinforces their confidence in the provider. This leads to new business opportunities as reported in Mayr (2013).
7.6.5 Digital Manufacturing/Industry 4.0: The German Industry 4.0 Working Group Approach
The executive summary of the “ Recommendations for implementing the strategic initiative INDUSTRIE 4.0, Final report of the Industrie 4.0 Working Group” (Kagermann et al. 2013) illustrates that Germany has one of the most competitive manufacturing industries in the world and is a global leader in the manufacturing equipment sector. Germany’s strong machinery and plant manufacturing industry, its globally significant level of IT competences, and its know-how in embedded systems and automation engineering mean that it is extremely well placed to develop its position as a leader in the manufacturing engineering industry. Germany is uniquely positioned to tap into the potential of a new type of industrialization. Industry 4.0 will involve the technical integration of CPS (see Chap. 3) into manufacturing and logistics and the use of the Internet of Things, Data, and Services (IoTDaS) (see Chap. 4) in industrial processes. This will have implications for value creation through smart manufacturing, business models, downstream services, and work organization.
Smart manufacturing or smart factories (see Sect. 7.1.2) will allow individual customer requirements to be met and will enable even one-off items to be manufactured profitably. They will also result in new ways of creating value and novel business models. In particular, they will provide start-ups and small businesses with the opportunity to develop and provide downstream services. At the same time, it will be necessary to create and serve new leading markets for CPS technologies and products. In order to achieve the goals of this dual CPS strategy, the following features of Industry 4.0 should be implemented:
-
Horizontal integration through value networks: models, designs, and implementations of horizontal integration through value networks.
-
End-to-end digital integration of engineering across the entire value chain: cyber and physical worlds will be integrated across a product’s entire value chain also incorporating customer requirements.
-
Vertical integration and networked manufacturing systems: CPS will be used to create flexible and reconfigurable manufacturing systems.
If Industry 4.0 is to be successfully implemented, research and development activities will need to be accompanied by the appropriate industrial policy decisions. The Industrie 4.0 Working Group (Kagermann et al. 2013) believes that action is needed in the following eight key areas:
-
1.
Standardization and reference architecture: Industry 4.0 will involve networking and integration of several different companies through value networks. This collaborative partnership will only be possible if a single set of common standards is developed. Reference architecture will be needed to provide a technical description of these standards and facilitate their implementation.
-
2.
Managing complex systems: Products and manufacturing systems are becoming more and more complex. Appropriate planning and explanatory models can provide a basis for managing this growing complexity in Industry 4.0. Engineers should, therefore, be equipped with the methods and tools required to develop such models.
-
3.
A comprehensive broadband infrastructure for industry: Reliable, comprehensive, high-quality communication networks are a key requirement for Industry 4.0. Broadband Internet infrastructure, therefore, needs to be expanded on a massive scale within Germany and between Germany and its partner countries in the manufacturing domain.
-
4.
Safety and security: Safety and security are critical to the success of smart manufacturing systems. It is important to ensure that manufacturing facilities and the products themselves do not pose a danger either to people or to the environment. At the same time, manufacturing facilities, products, and, in particular, the data and information they contain need to be protected against misuse and unauthorized access. This will require, for example, the deployment of integrated safety and security architectures and unique identifiers, together with the relevant enhancements, training, and continuing professional development (CPD) (see Chap. 8).
-
5.
Work organization and design: In smart factories, the roles of employees will change significantly. Increasingly, real-time-oriented control will transform work content, work processes, and the working environment. Implementation of a socio-technical approach to work organization will offer workers the opportunity to enjoy greater responsibility and enhance their personal development (see Chap. 8). For this to be possible, it will be necessary to deploy participative work design and lifelong learning measures and to launch model reference projects.
-
6.
Training and continuing professional development: Industry 4.0 will radically transform workers’ jobs and competence profiles. It will, therefore, be necessary to implement appropriate training strategies and to organize work in a way that fosters learning and enables lifelong learning and Industry 4.0 workplace-based CPD. In order to achieve this, model projects and best practice networks should be promoted and digital learning techniques should be investigated.
-
7.
Regulatory framework: While the new manufacturing processes and horizontal business networks found in Industry 4.0 will need to comply with the law, existing legislation will also need to be adapted to take the new innovations into account. The challenges include the protection of corporate data, liability issues, handling of personal data, and trade restrictions. This will require not only legislation but also other types of action on behalf of businesses to ensure an extensive range of suitable instruments exists, including guidelines, model contracts, and company agreements or self-regulation initiatives, such as audits.
-
8.
Resource efficiency: Quite apart from the high costs, the manufacturing industry’s consumption of large amounts of raw materials and energy also poses a number of threats to the environment and security of supplies. Industry 4.0 will deliver gains in resource productivity and efficiency. It will be necessary to calculate the trade-offs between the additional resources that will need to be invested in smart factories and the potential savings generated.
7.6.5.1 Role of the Internet of Things, Data, and Services
The Internet of Things, Data, and Services (IoTDaS) will make it possible to create networks incorporating the entire manufacturing process, converting factories into a smart environment. Cyber-physical manufacturing systems are comprised of smart machines, warehousing systems, and manufacturing facilities that have been developed digitally and feature end-to-end information and communication technology (ICT)-based integration, from inbound logistics to manufacturing, marketing, outbound logistics, and service. This not only will allow manufacturing to be configured more flexibly but will also tap into the opportunities offered by much more differentiated management and control processes.
In addition to optimizing existing IT-based processes, Industry 4.0 will, therefore, also unlock the potential of even more differentiated tracking of both detailed processes and overall effects at a global scale, which it was previously impossible to record. It will also involve closer cooperation between business partners, such as suppliers and customers, and between employees, providing new opportunities for mutual benefit.
More in general, it can be stated that the Internet of Things, Data, and Services (IoTDaS) will become the key enabler in the manufacturing industry, because Industry 4.0 will involve the technical integration of CPS into manufacturing and logistics. This will have implications for value creation, business models, downstream services, and work organization.
7.6.5.2 Potential of Industry 4.0
The Industrie 4.0 Working Group believes that Industry 4.0 has a huge potential which is outlined in the following topics (Kagermann et al. 2014):
-
Meeting individual customer requirements: Industry 4.0 allows individual, customer-specific criteria to be included in the design, configuration, ordering, planning, manufacture, and operation phases and enables last-minute changes to be incorporated. With Industry 4.0, it is possible to manufacture one-off items and have very low production volumes (batch size of 1) while still making a profit.
-
Enabling Germany to further strengthen its position as a manufacturing location, manufacturing equipment supplier, and IT business solutions supplier: It is encouraging to see that all of the stakeholders in Germany are now working closely together through the Industry 4.0 platform in order to move ahead with implementation.
-
Flexibility: CPS-based ad hoc networking enables dynamic configuration of different aspects of business processes, such as quality, time, risk, robustness, price, and eco-friendliness. This facilitates continuous trimming of materials and supply chains. It also means that engineering processes can be made more agile, manufacturing processes can be changed, temporary shortages (e.g., due to supply issues) can be compensated for, and huge increases in output can be achieved in a short space of time.
-
Optimized decision-making: In order to succeed in a global market, it is becoming critical to be able to make the right decisions, often on very short notice. Industry 4.0 provides end-to-end transparency in real time, allowing early verification of design decisions in the sphere of engineering and more flexible responses to disruption and global optimization across all of a company’s production sites.
-
Resource productivity and efficiency: The overarching strategic goals for industrial manufacturing processes still apply to Industry 4.0: delivering the highest possible output of products from a given volume of resources (resource productivity) and using the lowest possible amount of resources to deliver a particular output (resource efficiency). CPS allows manufacturing processes to be optimized on a case-by-case basis across the entire value network. Moreover, rather than having to stop production, systems can be continuously optimized during production in terms of their resource and energy consumption or emission reduction.
-
Creating value opportunities through new services: Industry 4.0 opens up new ways of creating value and new forms of employment, for example, through downstream services. Smart algorithms can be applied to large quantities of diverse data (big data) recorded by smart devices in order to provide innovative services. There are particularly significant opportunities for small- and medium-sized enterprises (SMEs) and start-ups to develop business-to-business (B2B) services for Industry 4.0.
-
Responding to demographic change in the workplace: In conjunction with work organization and competency development initiatives, interactive collaboration between human beings and technological systems will provide businesses with new ways of turning demographic change to their advantage. In the face of a shortage of skilled labor and the growing diversity of the workforce (in terms of age, gender, and cultural background), Industry 4.0 will enable diverse and flexible career paths that allow people to keep working and remain productive for longer.
-
Work-life balance: The more flexible work organization models of companies that use CPS mean that they are well placed to meet the growing need of employees to strike a better balance between their work and their private lives and also between personal development and continuing professional development. Smart assistance systems will provide new opportunities to organize work in a way that delivers a new standard of flexibility to meet companies’ requirements and the personal needs of employees. As the size of the workforce declines, this will give CPS companies a clear advantage when it comes to recruiting the best employees.
-
A high-wage economy that is still competitive: Industry 4.0’s dual strategy will allow Germany to develop its position as a leading supplier and also the leading market for Industry 4.0 solutions.
However, Industry 4.0 will not pose an exclusively technological or IT-related challenge to the relevant industries. The changing technology will also have far-reaching organizational implications, providing an opportunity to develop new business and corporate models and facilitating greater employee engagement. Germany successfully implemented the third industrial revolution during the early 1980s by delivering more flexible automated manufacturing through the integration of PLCs into manufacturing technology while at the same time managing the impact on the workforce through an approach based on social partnership. Its strong industrial base, successful software industry, and know-how in the field of semantic technologies mean that Germany is extremely well placed to implement Industry 4.0. It should be possible to overcome the current obstacles, such as technology acceptance issues or the limited pool of skilled workers in the labor market. However, it will only be possible to secure the future of German industry if all of the relevant stakeholders work together to unlock the potential offered by the Internet of Things, Data, and Services for the manufacturing industry.
Since 2006, the German government has been promoting the Internet of Things, Data, and Services (IoTDaS) under its high-tech strategy. Several technology programs have also been successfully launched. The Industry-Science Research Alliance is now implementing this initiative at a cross-sectoral level through the Industry 4.0 project. The establishment of the Industrie 4.0 Platform with a Secretariat provided jointly by the BITKOM, VDMA, and ZVEI professional associations was the next logical step in its implementation. The next task will be to generate R&D roadmaps for the key priority themes. Securing the future of the German manufacturing industry is the goal that the partners in the Industrie 4.0 platform have set for themselves. The platform invites all of the relevant stakeholders to continue exploring the opportunities provided by Industry 4.0 so that together they can help ensure the successful implementation of its revolutionary vision.
7.6.6 Digital Manufacturing/Industry 4.0: The US Digital Manufacturing and Design Innovation Institute Approach
In February 2014, an Illinois consortium, led by the University of Illinois Labs, a nonprofit research and development group of the University of Illinois, was elected to lead the Digital Manufacturing and Design Innovation Institute (DMDI). DMDI will address the life cycle of digital data interchanged among myriad design, engineering, manufacturing, and maintenance systems and flowing across a networked supply chain. The University of Illinois Labs was awarded $70 million to fund the DMDI, which will leverage $250 million in commitments from leading industry partners, as well as academia, government, and community partners, to form a $320 million institute (Selko 2014).
Digital manufacturing is a competitive game changer, bringing the USA research, engineering, and production communities together in new and exciting ways. Specifically, the combination of advanced materials, high-performance computing resources, modeling and simulation tools, and additive manufacturing practices is allowing large and small enterprises alike to design and build otherwise impossibly complex shapes and systems while significantly reducing manufacturing costs and cycle times. The National Digital Engineering and Manufacturing Consortium, one of the partners, will help firms to leverage high-performance computing (HPC) for modeling, simulation, and analysis (MS&A). This capability helps manufacturers to design, test, and build prototype products or components much more rapidly, enabling them to bring innovations to market more quickly and less expensively (Selko 2014).
DMDI enables US manufacturing to bring innovations to market more quickly to gain an advantage in global competitiveness. The digital thread that integrates and drives modern design, manufacturing, and product support processes can be exploited to reduce cycle time and achieve first pass success and is the only feasible way to deal with constantly increasing complexity in products and manufacturing enterprises.
Visions of the factory of the future (see Sect. 7.1.2) have many different names (advanced manufacturing enterprise, intelligent manufacturing systems, smart manufacturing, Industrial Internet, etc.). They all have a common understanding that the key to success is networked, data-driven processes that combine innovative automation, sensing, and control with a transformed manufacturing workforce at every level, from the shop floor to the factory control level to the global supply chain. Realizing this vision will require precompetitive collaboration on many fronts, and DMDI will be focused on maturing the digital thread for applications in manufacturing and design of electromechanical assemblies and systems. This is of significant interest not only to the defense sector but also to most commercial industrial sectors (including aerospace, transportation, and energy) due to increasing levels of complexity, integration, and cost. Examples include power train, propulsion, and structural components, as well as control subsystems and systems. DMDI will provide the proving ground to link promising information technologies, tools, standards, models, sensors, controls, practices, and skills and then transition these capabilities to the industrial base for full-scale application. The institute will meet the need for cross-disciplinary teams to integrate IT and manufacturing solutions and multi-industry collaboration to promote interoperability in supply chains. The institute will be the intellectual hub that helps US manufacturers be the best in the world at connecting their flexible manufacturing operations, driving them securely with digital data, controlling quality with feedback from sensors and data analysis, maintaining a trusted chain of custody, and delivering products in significantly less time than global competitors.
7.6.6.1 National Economic Impact
DMDI will raise the global competiveness of US small- and medium-sized manufacturers by smart and comprehensive use of the digital thread throughout design, production, and support, thereby erasing any competitive advantage from low-cost, low-skill labor. One strength of the DMDI approach is that the results will be applicable to nearly every manufacturing industry sector and are expected to decrease costs by roughly 10 % across the manufacturing enterprise—not simply for one technology or manufacturing process. Industry has analyzed major economic sectors for potential benefit by implementing a DMD environment in which every machine, facility, and fleet is intelligently connected. The projected savings in commercial aviation alone is $30 billion over 15 years, for example, when each major engine subsystem has the built-in intelligence to predict its performance over its lifetime. Fleet readiness can be more efficiently planned, and part manufacturing can be more effectively managed. The US Department of Defense (DoD) and other economic sectors share similar business cases and opportunities for strong returns on investment.
7.6.6.2 DoD Investment Rationale
The DoD has an enormous stake in ensuring that US manufacturing evolves into a more agile, connected, collaborative, and efficient industry (see Sect. 7.1.1). The department requires complex, highly integrated systems to gain technological advantage, but it lacks the open market or volume to push costs or cycle times lower. Proving and moving intelligent electromechanical design and manufacturing capabilities from the laboratory to prototype factory environments would deliver commercial production efficiencies at lower than DoD production rates and reduce the prefinal design missteps that greatly increase time and cost, approaching the production decision milestone in the defense acquisition system process. Thus, DMDI will help drive a paradigm shift in the development, production, and sustainment of complex weapon systems by reducing acquisition lead time and costs through the application of digitally networked and synchronized processes and tools, resulting in an open and highly collaborative environment. The institute will also establish and integrate processes that sustain and enhance retention of supply chain knowledge and improve capacity and capability of both the organic and commercial industrial bases to affordably manufacture low-volume, varying demand, complex systems for the DoD in support of national security.
7.6.6.3 Description of Activities
For the institute to be a resource for industry that reduces the risk of adoption and provides a pathway for commercialization of new technologies, it must address technology advancements specific to intelligent Digital Manufacturing and those that cut across all Digital Manufacturing initiatives. The technology areas that are crosscutting to all advancement initiatives include the ability to demonstrate the technologies in a representative environment, the development of materials and opportunities for upgrading the skills of the workforce to support the new technology in the marketplace, and ensuring the cyber-physical security of the network and information. Technology advancements specific to the domain of intelligent electro mechanical design and manufacturing include the following:
-
Digital Manufacturing Enterprise: Encompasses agile and robust manufacturing strategies and integrated capabilities that dramatically reduce the cost and time of producing complex systems and parts (see Sect. 7.1.1). This includes the development and implementation of modeling and simulation tools to allow faster time to market and efficient production of complex systems. It also includes a focus on tools and practices to minimize the multiple designs, prototypes, and test iterations typically required for product or process qualification, all connected via the digital thread to enable the designer, analyst, manufacturer, and maintenance collaboration.
-
Intelligent Machines: Involves the development and integration of smart sensors, controls, and measurement, analysis, decision, and communication software tools for self-aware manufacturing that will provide continuous improvement and sustainability. Intelligent machines realize the first part of this philosophy by incorporating equipment with plug-and-play functionality and allowing equipment to use manufacturing knowledge from planning and processing components, including big data analytics (see Sect. 7.1.1).
-
Advanced Analysis: Capitalizes on advances in high-performance computing to develop physics-based models of material performance with design for manufacturing in mind. This includes developing and integrating smart design tools to help reduce overdesign in order to reduce manufacturing cost.
-
Cyber-Physical Systems Security: Focus on methods and technologies to provide a secure and trusted infrastructure for the management of information assets in a highly collaborative manufacturing environment. In addition to the known vulnerabilities of networked business systems and transactions used in manufacturing, the factory of the future needs to address the new vulnerabilities of CPS (see Sect. 7.5) in intelligent machines, sensors, and control systems.
There are examples of islands of success in the development and application of the digital thread to the industrial base in the USA. Even so, significant hurdles exist to the integration of intelligent electromechanical design and manufacturing across the US DoD and broader commercial industrial enterprises. Hurdles include establishing true interoperability, the effective and balanced management of intellectual property interests, maintaining network technology and security, and advancing machine intelligence, workforce skills, and new organizational cultures that embrace and leverage the digital thread to maximize US industrial competitiveness.
7.7 Exercises
-
What is meant by the term manufacturing?
-
Describe the architectural structure of a manufacturing system.
-
What is meant by the term work in progress?
-
Describe the equation for work in progress.
-
What is meant by the term assembly line?
-
Describe the structure of an assembly line.
-
What is meant by the term agile manufacturing?
-
Describe the four key elements of agile manufacturing.
-
What is meant by the term smart factory?
-
Describe the vision of a smart factory.
-
What is meant by the term Industry 4.0?
-
Describe the vision of Industry 4.0.
-
What is meant by the term smart data?
-
Give an example of smart data.
-
What is meant by the term automation pyramid?
-
Describe the tasks of the different levels of the automation pyramid.
-
What is meant by individualized production?
-
Give an example of individualized production.
-
What is meant by the term networked manufacturing?
-
Give an example of networked manufacturing.
-
What is meant by the term closed manufacturing line?
-
Give an example of a closed manufacturing line.
-
What is meant by the term cybersecurity?
-
Give an example of cybersecurity in manufacturing.
References
(Askin and Selfridge 1993) Askin, R. G., Standridge, A., C.: Modeling and Analysis of Manufacturing Systems. John Wiley and Sons, 1993
(Banerjee et al. 2012) Banerjee, A., Venkatasubramanian, K. K., Mukherjee, T., Gupty, S. K. S.: Ensuring Safety: Security and Sustainability of Mission-Critical Cyber-Physical Systems. Proceedings IEEE Vol.100(1), pp. 283–294, 2012
(Biller et al. 2008) Biller, S., Marin S. P., Meerkow, S. M., Zhang, L.: Closed production lines with arbitrary models of machine reliability. In: IEEE International Conference Proceedings on Automation Science Engineering, pp. 466–471, 2008
(Bosch 2015) Industrial Internet – Putting the vision into practice. White Paper. Bosch Software Innovations GmbH. 2015; www.bosch-si.de
(Brazell 2014) Brazell, J. B.: The Need for a Transdisciplinars Approach to Security of Cyber Physical Infrastructure. In: Applied Cyber-Physical Systems, Chapter 2, pp. 3–14, Eds.: Suh, S. C., Tanik, U. J., Carbone, J. N., Eroglu, A. Springer Publ. 2014
Cárdenas, A.A., Amin, S. and Sastry, S.: Secure control: towards survivable cyber-physical systems. Proc. 28th International Conference on Distributed Computing Systems Workshops, pp. 495–500, 2008
(Christensen 2015) Christensen, J.: Digital Business: in The Digital Age. Books on Demand GmbH, Copenhagen, 2015
(Dinaburg et al. 2008) Dinaburg, A., Royal, P., Sharif, M., Lee, W.: Ether: Mailware Analysis via Hardware Virtualization Extensions. Proceedings of the 15th ACM Conference on Computer and Communication Security, pp. 51–62, 2008
(Fahmida 2011) Fahmida, R. Y.: GM’s OnStar, Ford Sync. MP3, Bluetooth possible Attack Vectors for Cars. In: eweek.com. IT Security and Network Security News, March 16th, 2011; http://www.eweek.com/a/Security/GMs-OnStar-Ford-Sync-MP3-Bluetooth-Possible-Attack-ectoras-for-Cars-420601/.
(Görlich et al. 2007) Görlich, D., Stephan, P., Quadflieg, J.: Demonstratíng remote operation of industrial devices using mobile phones. In: Proceedings of the 4th International Conference on Mobile Technology, Applications and Systems, pp. 482–485, 2007
(Guttmann and Roback 1995) Guttmann, B., Roback, E.: An Introduction to Computer Security: The NIST Handbook. National Institute of Standards and Technology: Special Publication 800-12. 1995
(Guy, S., Boyle, E., Hu, F.: Cyber-Physical System Security. Chapter 9, pp. 125–133, In: Cyber-Physical Systems, Ed.: Hu, Fei, CRC Press, 2014
(Harris 2014) Harris, K. D.: Cybersecurity in the Golden State. Privacy Enforcement and Protection Unit, California Department of Justice, 20134
(He and Zhang 2010) He, M., Zhang, J.: Fault Detection and Localization in Smart Grid: A Probabilistic Dependence Graph Approach. Proceed. 1st IEEE Internt. Conf. on Communications, pp. 43–48, 2012
(Iacocca 1991) 21st Century Manufacturing Enterprise Strategy. An Industry-Led View, Volumes 1 & 2. Iacocca Institute, 1991
(Kagermann et al. 2013) Kagermann, H., Wahlster, W., Helbig, J. (Eds.): Recommendations for implementing the strategic initiative Industry 4.0 – Final Report of the Working Group Industry 4.0. Office of the Industry-Science Research Alliance Secretariat of the Platform Industrie 4.0, 2013
(Kaplan and Haenlein 2006) Kaplan, M. M., Haenlein M.: Toward a parsimonious definition of traditional and electronic mass customization. Journal of Product Innovation Management, Vol. 23, Issue 2, pp. 168–182, 2006
(Karim and Phoha 2014) Karim, M. E., Phoha, V. V.: Cyber-physical Systems Security. Chapter 7, pp. 75–83, Applied Cyber-Physical Systems, Eds.: Suh, S. S., Tanik, U. J., Carbone, J., N., Eroglu, A., Springer Publ. 2014
(Kidd 1994) Kidd, P. T.: Agile Manufacturing: Forging New Frontiers. Addison-Wesley, 1994.
(Landum et al. 2014) Landrum, R., Pace, S., Hu, F. : Cyber-Physical System Security – Smart Grid Example. Chapter 10, pp. 135–152. In: Cyber-Physical Systems, Ed.: Hu, F. CRS Press, 2014
(Li and Meerkow 2008) Li, J., Meerkow, S. M.: Production Systems Engineering, Springer Publ., 2008
(Li 2009) Li, S. Z.: Markov Random Field Modeling in Image Analysis. Springer Publ., 2009
(Little 1961) Little, J. D. C.: A Proof for the Queuing Formula L=AW. Operations Research Vol. 9, Issue 3, pp. 383–387, 1961
(Lopez Research 2014) Lopez Research: Building Smarter Manufacturing With The Internet of Things (IoT), 2014
(Mayr 2013) Mayr, M.: Eight reason why insurers should be engaging with the Internet of Things. Bosch Connected World Blog, 2013, blog.bosch-si.com/catego-ries/internetofthings/2013/08/eight-reasons-why-insurers-should-be-engaging-with-the-internet-of-things/
(McCarthy 2004) McCarthy, I. P.: Special Issue Editorial: The What, Why and How of Mass Customization. Production Planning and Control, Vol. 25, Issue 4, pp. 347–351, 2004
(Mirkovic et al.2005) Mirkovic, J., Dietrich, S., Dittrich, D., Reiher, P.: Internet Denial of Service: Attack and Defense Mechanisms. Prentice Hall, 2005
(Möller 2014) Möller, D. P. F.: Introduction to Transportation Analysis, Modeling and Simulation – Computational Foundations and Multimodal Applications, Springer Publ., 2014
(Moser et al. 2007) Moser, A., Krügel, C., Kirda, E.: Exploring Multiple Execution Paths for Malware Analysis. IEEE Security and Privacy, pp. 231–245, 2007
(Pine 1993) Pine, B. J. II: Making Mass Customization Happen: Strategies for the New Competitive Realities. Planning Review, Vol. 21, Issue 5, pp. 23–24, 1993
(PWC 2015) PWC 2015: The insurance industry in 2015. PricewaterhouseCoopers LLG, 2015
(Rue and Held 2005) Rue, H., Held, L.: Gaussian Markov Random Fields – Theorys and Applications. Chapman & Hall/CRC Press, 2005
(Sanchez and Nagi 2001) Sanchez, L. M., Nagi, R. : A review of agile manufacturing systems, In: International Journal Production Research, Vol. 39, No. 16, pp. 3561–3600, 2001
(Schroer et al. 2007) Schroer, B. J., Harris, G. A.,, Möller, D. P. F.: Simulation to Evaluate Several Critical Factors Effecting Manufacturing, In Proceed. SCSC 07: Moving Towards the Unified Simulation Approach, Ed.: G. A. Wainer, H. Vakilzadian, pp. 587–592, SCS Publ. San Diego, 2007; DOI: 10.1145/1357910.1358002
(Selko 2014) Selko A.: Chicago is New Home of Digital Manufacturing and Design Innovation Institute. In: Industry Week’s Expansion Management, Feb. 26th 2014
(Sharif et al. 2008) Sharif, M. I., Lee, W., Cui, W., Lanzi, A.: Impeding Malware Analysis using Conditional Code Obfuscation. In: NDSS, 2008
(Steinfeld 2004) Steinfeld, E. S.: China’s Shallow Integration: Networked Production and the New Challenges for Late Integration. In: Worl Development, Vol 32, No. 11, pp. 1971–1987, 2004
(Stephan et al. 2013) Stephan, P., Eich, M., Neidig, J., Rosjat, M., Hengst, R.: Applying Digital Product Memories in Industrial Production. In: SemProM, pp. 283–304, Ed.: Wahlster, W., Springer Publ. 2013
(Suri 1998) Suri, R.: Quick Response Manufacturing – A Companywide Approach to Reducing Lead Times. Productivity Press, 1998
(Ten et al. 2011) Ten, C., Hong, J., Liu, C.: Anomaly Detection for Cybersecurity oft he Substations. IEEE Transact. Smart Grid Vol. 2(4), pp. 865–873, 2011
(Terwiesch and Ganz 2009) Terwiesch, P., Ganz, C.: Trends in Automation. In: Handbook of Automation, pp. 127–143. Ed.: Nof, S. S., Springer Publ., 2009
(Tseng and Jiao 2001) Tseng, M. M., Jiao, J.: Mass Customization, Chapter 25, pp. 684–709. In: Handbook of Industrial Engineering, Technology and Operation Management. (3rd ed.). Ed.: Salvendy, G. John Wiley Publ. 2001
(Veugelers and Sapir 2013) Veugelers, R., Sapir, A.: Policies for manufacturing EU growth, Chapter 7, pp. 161–168, In: Manufacturing Europe’s Future, Ed. Veugelers, R., Breugel Blueprint Series, 2013
(Westerman et al. 2014) Westerman, G., Bonnet, D., McAfee, A.: Leading Digital, Harvard Business Review Press, 2014
(Willems et al. 2007) Willems, C., Holz, T., Freiling, F. C.: Toward Automated Dynamic Malware Analyses using CW Sandbox. IEEE Security and Privacy, Vol. 5, pp. 32–39, 2007
(Yang and Burns 2003) Yang, B., Burns, N.: Implications of postponement for the supply chain. International Journal of Production Research, Vol. 49, Issue 9, pp. 2075–2090, 2003
(Zühlke 2008) Zühlke, D.: SmartFactory – A Vision becomes Reality. In: Proceedings of the 17th World Congress IFAC’08, pp. 14101–14108, 2008
Links
(http1 2015) http://www.its-owl.de/fileadmin/PDF/News/2014-01-14-InIndustrie_ 4.0-Smart_Manufacturing_for_the_Future_German_Trade_Invest.pdf
(http2 2015) http://www.leanproduction.com/agile-manufacturing.html
(http3 2015) http://www.fortiss.org/en/research/projects/opak/
(http4 2015] http://www.autonomik40.de/
(http5 2015) http://www.vdma.org/video-item-display/-/videodetail/2996989
(http6 2015] http://xmpp.org/extensions/xep-0191.html
(http7 2015) http://whatis.techtarget.com/definition/cybersecurity
(http8 2015) https://en.wikipedia.org/wiki/ISO/IEC_27001:2013
(http9 2015) http://www.iso.org/iso/catalogue_detail.htm?csnumber=34731
(http10 2015) https://files.sans.org/summit/scada08/Stan_Johnson_NERC_Cyber_Security_Standards.pdf
(http11 2015) https://www.isa.org/intech/201406standards/
(http13 2015) http://www.mittelstand-digital.de/DE/Foerderinitiativen/mittelstand-4-0.html
(http14 2015) http://www.mittelstand-digital.de/DE/mittelstand-digital,did=726302.html
(http15 2015) (ww.pzh-hannover.de/pzh-publikationen.html)
Author information
Authors and Affiliations
Rights and permissions
Copyright information
© 2016 Springer International Publishing Switzerland
About this chapter
Cite this chapter
Möller, D.P.F. (2016). Digital Manufacturing/Industry 4.0. In: Guide to Computing Fundamentals in Cyber-Physical Systems. Computer Communications and Networks. Springer, Cham. https://doi.org/10.1007/978-3-319-25178-3_7
Download citation
DOI: https://doi.org/10.1007/978-3-319-25178-3_7
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-25176-9
Online ISBN: 978-3-319-25178-3
eBook Packages: Computer ScienceComputer Science (R0)