
Abstract
The ability to detect the diversion of a significant quantity of nuclear material is the objective of international nuclear safeguards, and safeguarding uranium enrichment technology is especially important in preventing the spread of nuclear weapons. In gas centrifuge enrichment plants, the uranium is in the form of uranium hexafluoride (UF6), which regularly transitions between phases during processing and storage due to its low triple point. The variation of material distribution in Uf6 cylinders has a significant effect on enrichment measurement uncertainty, especially with increasing accuracy of passive neutron assay measurements, motivating interest in non-destructive methods of examining UF6 cylinder fill distributions.
For this study, a novel steady-state scanning laser Doppler vibrometer (LDV) system is used to determine the material and phase distributions within small UF6 cylinders. This technology induces steady-state ultrasonic waves throughout an object and then uses a scanning laser to measure vibrational wavenumber at pixilated points on the object. Different materials and phases are excited by the ultrasonic waves to different extents, changing the local measured wavenumbers and allowing fill distributions of the storage cylinders to be mapped. Through non-destructive examination of the variation in typical fill profiles of UF6 cylinders, the uncertainty associated with neutron measurements of UF6 cylinders may be better characterized.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
- Ultrasound
- Non-destructive evaluation
- Scanning laser Doppler vibrometer
- Uranium hexafluoride
- Nuclear safeguards
9.1 Introduction
The purpose of this study is to test whether a steady-state scanning laser Doppler vibrometer (LDV) system can be used to characterize the fill profile of uranium hexafluoride (UF6) inside storage cylinders. The ability to detect the diversion of a significant quantity of nuclear material is the objective of international nuclear safeguards, and safeguarding uranium enrichment technology is especially important in preventing the spread of nuclear weapons. In gas centrifuge enrichment plants, the uranium is in the form of UF6, which regularly transitions between phases during processing and storage due to its low triple point [1]. During this regular sublimation and deposition cycle, UF6 crystallizes on container walls creating annular rings of varying thicknesses [2]. Vibrations and temperature gradients introduced by storage and handling conditions may loosen adhered UF6 causing it to collect on cylinder bottoms. Alternatively, if the UF6 is heated in the cylinder for sampling or homogenization, the material may also pool at the cylinder bottom. The toxicity and low vapor pressure of UF6 as well as the small valves present on storage cylinders prevent the cylinders from being opened and visually inspected, requiring novel, fast, and inexpensive measurement techniques to ascertain fill profiles [3]. Recent advances in passive neutron assay of UF6 storage cylinders and the potential extension to unattended systems [4], have motivated interest in examining the distribution of UF6 within these cylinders due to the effect that variation in material distribution has on total measurement uncertainty in neutron assay techniques [2].
Earlier acoustical probes of sealed containers used acoustic resonant spectroscopy (ARS). ARS measures the resonant frequencies of a container induced by a piezoelectric transducer, revealing bulk container characteristics such as pressure [5]. However, the ARS method was designed for homogenous systems and fails to measure fine container features such as internal material distribution. The LDV system used in this project solves this issue by measuring a container’s vibrational response to steady state waves at discrete points over the whole container, allowing for local measurement of container properties such as variations in wall thickness. It was hypothesized in this study that a steady-state LDV scanning system would be able to detect regions inside the storage cylinders with solid UF6 affixed to the inside surface, and that these regions would be distinguishable from the regions of liquid or gaseous UF6 or void space.
In the LDV system a piezoelectric transducer creates single tone, steady-state ultrasonic waves throughout the structure in question. A scanning laser then measures the induced vibrations at discrete points on the object in phase with the wave excitation cycle. An algorithm then uses each point velocity to generate a map of lamb wave propagation over the measured gridpoints [6]. Mapping wave propagation generates a full wavefield from which local wavenumbers, the spatial frequency at which waves propagate, are calculated. Lamb wave propagation is dependent on material geometry, stiffness, density, and Poisson’s ratio. Variation in material geometries and properties cause different wavefield structures, altering local wavenumbers. Recent studies using LDV systems have successfully demonstrated defect detection based on wavenumber shifts by accurately locating areas of corrosion and wall thinning on metal plates by measuring increases in local wavenumber [6, 7]. These prior experiments highlight the ability of lamb waves to probe regions of decreased material thickness through wavenumber shifts. Alternatively, we propose that wavenumber can also be used to detect regions of increased material thickness. Coupling of excess material to objects changes the effective material stiffness, thickness, and mass, altering the measured wavenumbers. Regions of decreased wavenumber are then correlated to increased material thickness in a way similar to prior defect studies.
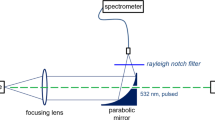
The LDV system used in this experiment, shown in Fig. 9.1, has been thoroughly described in previous papers [6, 7]. A piezoelectric transducer was affixed to the object that was to be investigated, which was vibrated at a steady-state, ultrasonic frequency, f. This was repeated for several different frequencies. Placed some distance d away, a 2D scanning LDV measured the surface velocity magnitude at pixelated points with spacing Δx on the object. This scan was done at rate s over a rectangular scan area A over some length of time t. The measured point velocities were then converted into vibrational wavenumber. For this project, the majority of the analysis consisted of attempts at correlating LDV scans with geometries of the corresponding physical systems. From each scan of an object, a number of different data sets were produced. These data sets consisted of raw velocity data converted into vibrational wavenumber.

LDV system used in this study
9.2 Initial Tests
A variety of materials were scanned with the LDV system as proofs of concept prior to the scanning of an actual 5A UF6 cylinder. For reference, the test scan parameters that were used for each of the specimens are listed in Table 9.1.
Due to the way this LDV system measures and calculates the values at each point [6], the discontinuities at the edges of the scan introduce significant distortion into the resulting images. For the scanning methods used in this study, each physical scan area was made larger than the area that was to be imaged so that 10 % of the scan could be cropped off the edges of each image to remove edge effects. This can be seen when comparing the scan areas listed in Table 1 and the dimensions of the following scan images.
The first materials tested were water and dry dirt, each of which were placed inside steel coffee cans, which served as mock UF6 cylinders. Dry dirt was chosen as an example of a material that was very weakly coupled to the inside of the cylinder and water was chosen as a material with a somewhat stronger coupling to the inside of the cylinder. Another factor in choosing these two materials was the multiphase nature of UF6, which prompted the investigation of a variety of phases of substances. Originally, the outside surfaces of the coffee cans were highly reflective for marketing purposes, so the outsides of the cans were abraded to decrease their reflectivity, making the can’s surface roughness more similar to the surface of a UF6 cylinder. Figure 9.2 shows the wavenumber maps of dry dirt and water inside of the mock cylinders. It can be seen that the system is not able to discern any level of dry dirt, while the height of water can be clearly distinguished as an increase in wavenumber.

Wavenumber plot of steel can partially filled with dry dirt (left), wavenumber plot of steel can partially filled with water (right)
With the relative success of water over dry dirt, a material with even greater coupling to the insides of cylinders was pursued as a candidate for LDV system testing. Epoxy was tested since it strongly bonded to the inside of the mock cylinder. For an initial LDV scan, epoxy was affixed to the inside of a coffee can in a similar manner to the way that UF6 would hypothetically be crystallized on the inside wall of a 5A cylinder. Figure 9.3 shows the epoxy affixed to the inside wall of the mock cylinder as well as the corresponding wavenumber plot generated with the LDV system. Note that the projection of the 3D cylinder on to the 2D scan area causes vibrations along the scan curvature to be interpreted as closer together, increasing the apparent wavenumbers along the vertical edges.

Steel can with epoxy affixed to the inside wall of the can (left), corresponding wavenumber plot of the can (right)
After the results were obtained from the LDV scan of the epoxy affixed to the inside of the can, further tests with epoxy were pursued. Next, epoxy was applied to one side of an aluminum plate in a variety of widths and spacings, as seen in Fig. 9.4. Similar to the test cans, the side of the plate to be scanned was abraded to create a surface more representative of the actual storage cylinders. The plate was then scanned with the LDV system to determine whether or not the individual epoxy patterns could be distinguished from one another. All but the top two epoxy rectangles could be distinguished from one another, indicating a scan resolution of approximately 1.5 cm, corresponding to the distance between those two epoxy regions. This resolution would be more than sufficient for measuring the general fill profiles of large UF6 cylinders.

Aluminum plate with epoxy pattern and highlighted scan area (left), corresponding wavenumber plot (right)
Measurements were also conducted on a 3/8 aluminum plate to quantify system effectiveness at detecting material coupling through thicker plates. The plate was prepared in an identical manner using epoxy to simulate crystallized UF6. Epoxy coupled regions were easily visible by local wavenumber depression as measured earlier on thinner plates.
Comparing measurements of 3/8 and 1/16 plates revealed that lamb wave wavenumber decreased with increasing plate thickness as well as with material thickness, corresponding to changes in the system stiffness. By comparing Figs. 9.4 and 9.5, it can also be seen that that thicker plates result in lower system resolution; the epoxy area in Fig. 9.5 is not as clearly distinguishable as the ones in Fig. 9.4.

3/8 aluminum plate prepared with epoxy with scan area highlighted (left), and corresponding wavenumber plot of scan region (right)
9.3 UF6 Cylinder Tests
Following the test scans, LDV scans were performed on an actual 5A UF6 cylinder using methods similar to the ones described previously to determine if the LDV system could detect the fill profiles. A mechanical drawing of a 5A cylinder similar to the one scanned is shown in Fig. 9.6. From the cylinder dimensions and the approximate mass of the UF6 in the cylinder (6 kg), the fill height was approximated to be 92 mm from the bottom of the cylinder, as shown in Fig. 9.7, assuming that the UF6 was without voids and was not deposited on the walls of the cylinder. It was also hypothesized that in a resulting scan image the region below the very bottom weld would not indicate the presence of UF6 because the outside surface would not be coupled to the fill area in that region. In the cylinder tested, the UF6 was expected to be a solid block at the bottom of the fill area based on its handling and storage records.

United States department of energy mechanical diagram of a 5A UF6 storage cylinder [8]

Scan results from bottom section of a UF6 5A cylinder excited at 175 kHz
Many different scans were made of the available UF6 storage cylinder at a variety of different scan parameters. A resultant wavenumber plot of one of these UF6 scans can be seen in Fig. 9.7. In this figure, the processed image is shown on the left while the raw vibrational surface velocity image is shown on the right. A very clear low wavenumber region can be seen between the two welds, located mainly between 40 and 90 mm on the vertical axis. The difference in wavenumber between the low and high regions is relatively small compared to the difference measured in the can tests, likely due to the energy dissipation caused by the cylinder’s larger size and wall thickness (1/4). As expected, wavenumbers above and below the expected fill height were similar, and were higher than the suspected fill region, suggesting the presence of a gas behind the cylinder wall. This image reflects the expected results fairly well; the low wavenumber region begins at the lower weld and ends at approximately the hypothesized fill height. This region is very likely indicative of the presence of UF6. However, the distance between the hypothesized fill height and the weld is within the resolution distance (about 1.5 cm) found in the previous test shown in Fig. 9.4. This means that the weld could be obscuring or distorting the actual UF6 fill profile in the scan results. In future investigations, effort should be made to verify the fill profile and determine the extent of the welds’ effect on the scan results.
One source of uncertainty was inherent to the LDV system. The resolution of the scan was dependent on the wavelength of the excitation waves induced in the object scanned by the piezoelectric transducer; the shorter the wavelength, the higher the resolution. However, exciting the transducer at higher frequencies produces a smaller response in the object, consequently decreasing the anomaly detection ability of the LDV system. The resolution of the scan is also limited by the power of the transducer; the more energy that is put into the object by the transducer, the larger the vibrational response measured. For larger objects that dissipate more energy, such as a larger UF6 cylinder, more powerful or a greater number of transducers may be needed to induce an adequate vibrational response for scanning.
9.4 Summary and Conclusions
The steady-state ultrasonic laser Doppler vibrometer is a promising method for scanning UF6 cylinder profiles. The test scans were largely successful; as long as the material inside the cans or affixed to the back of the plates were well coupled to the outside surface, a satisfactory image could be obtained. The cylinder scans also showed positive results; they show a low wavenumber region in the area expected based on the hypothesized UF6 fill height. However, the scan results from the UF6 cylinders were made somewhat uncertain because the hypothesized fill height fell within the scan resolution of a weld on the cylinder. To conclusively identify the fill profile with this scanning system, the distance between the hypothesized fill height and the welds would need to be substantially larger. This study indicates that, given further investigation, this scanning system could be a useful tool for imaging UF6 cylinder fill profiles.
Future experiments using laser Doppler vibrometer systems to measure UF6 distribution in cylinders should ensure that hypothesized fill heights are sufficiently distant from other distinguishable features given the known system resolution. On larger storage cylinders such as the 30B and the 48Y models typically found in enrichment plants, more scanning area is available that is free of complicating features such as welds. However, the thicker walls of these larger cylinders would likely dissipate more excitation energy, generating smaller wavenumber signal to noise ratios than thinner cylinders would. One recommendation is to acquire more powerful and optimized transducers with which to excite the cylinders in order to increase the scans’ signal to noise ratios. Averaging wavenumber scans conducted at similar excitation frequencies, assuming cylinder behavior is linear over a narrow frequency band, could also help improve signal to noise ratios.
References
United States Enrichment Corporation (1995) Uranium hexafluoride: a manual of good handling practices, 7th edn. United States Department of Energy, Bethesda
Miller KA, Menlove HO, Swinhoe MT, Marlow JB (2011) The passive neutron enrichment meter for uranium cylinder assay. In: ESARDA 2011, vol 46, Safeguards Science & Technology Group (N-1), Los Alamos National Laboratory, Los Alamos, pp 115–120
Morrow PE et al (1981) Metabolic fate and evaluation of injury in rats and dogs following exposure to hydrolysis products of uranium hexaflouride. Rep. CR-2268, University of Rochester, Rochester, October 1981
Goodman D, Rowland K, Smith S (2013) A multisensor unattended cylinder verification station for uranium enrichment plant safeguards using passive neutron enrichment. Los Alamos National Labs Engineering Institute, Los Alamos
Veirs DK, Heiple CR, Roesenblatt GM, Baiardo JP (1997) Measuring gas composition and pressure within sealed containers using acoustic resonance spectroscopy. Los Alamos National Laboratory, Los Alamos
Flynn EB, Jarmer GS (2013) High-speed, non-contact, baseline-free imaging of hidden defects using scanning laser measurements of steady-state ultrasonic vibration, 1 June 2013
Flynn EB, Chong SY, Jarmer GJ, Lee JR (2013) Structural imaging through local wavenumber estimation of guided waves. NDT&E Int vol 59 1–10
US Department of Energy Oakridge Operations (2011) Acquisition of services for depleted uranium hexafluoride (DUF6) conversion project request for proposal no. DE-RP05-01OR22717: cylinder and valve fabrication drawings. http://www.oro.doe.gov/duf6disposition/uf6_cylinder_Model_5-A.pdf
Acknowledgements
Some of the work presented herein was partially funded by Safeguards Science & Technology Group and the Engineering Institute at the Los Alamos National Laboratory.
Any opinions, findings, and conclusions or recommendations expressed in this material are those of the authors and do not necessarily reflect the views of the particular funding agency. The authors are grateful for the support obtained.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2014 The Society for Experimental Mechanics, Inc.
About this paper
Cite this paper
Goodman, D., Rowland, K., Smith, S., Miller, K., Flynn, E. (2014). Non-destructive Examination of Multiphase Material Distribution in Uranium Hexafluoride Cylinders Using Steady-State Laser Doppler Vibrometery. In: Wicks, A. (eds) Structural Health Monitoring, Volume 5. Conference Proceedings of the Society for Experimental Mechanics Series. Springer, Cham. https://doi.org/10.1007/978-3-319-04570-2_9
Download citation
DOI: https://doi.org/10.1007/978-3-319-04570-2_9
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-04569-6
Online ISBN: 978-3-319-04570-2
eBook Packages: EngineeringEngineering (R0)