
Abstract
The results of the use of chemically precipitated chalk as an active highly dispersed filler in compositions based on epoxy oligomers are presented. Used chemically precipitated chalk (original and hydrophobized), obtained by precipitation, dehydration, drying and classification of sludge from the chemical water treatment plant. To achieve the homogeneity of composites, two methods of preparing the reaction mixture for curing are considered: the introduction of the filler initially into the epoxy oligomer and the introduction of the filler into the amine hardener. Depending on the method of filler introduction and its concentration in the binder (0.5–5.0% of the mass of the epoxy oligomer), the developed formulations can be recommended for obtaining adhesives and coatings, as well as as structural composites. To study the mechanical properties, the method of determining the microhardness was used, which made it possible to evaluate the effect of the size of the filler particles and to carry out a comparative assessment of their effectiveness with small amounts of carbon-containing nanofillers (0.005–0.5%).
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others
Keywords
- Epoxy oligomer
- Chemically precipitated chalk
- Sludge from chemical water treatment of thermal power plants
- Active filler
- Microhardness
1 Introduction
Epoxy oligomers are the most common and effective thermosetting binders for creating a wide range of composite materials, and, by their functional purpose, composites based on them are almost the most numerous and diverse [1,2,3,4]. The production of epoxy polymers from oligomers is combined simultaneously with the production of composite materials based on them using a large number of different modifiers, including fillers [5,6,7]. The method of modification by filling, that is, the so-called prescription method of modification, at first glance, seems very simple, but from the point of view of reasonable and purposeful implementation of such modification, it is quite complex, sometimes not predictable. The fact is that the processes of formation of filled epoxy polymers depend on many factors. The most important of them [8] are:
-
adsorption of oligomers by the surface of fillers and therefore the occurrence of blocking of some functional groups involved in the curing reaction;
-
selective adsorption of the oligomer and hardener is possible, which can lead to changes in the stoichiometry of the components during the curing process;
-
finally, the chemical nature of the filler itself can also affect the kinetics and direction of the curing reaction in different ways.
All these factors can be ambiguous depending on the size of the filler particles, their concentration, and, finally, on the degree of uniformity of the distribution of filler particles in the oligomer matrix and subsequently in the polymer composite matrix.
Most often, epoxy polymers are modified with fine mineral and organic fillers, and mineral fillers have a predominant application. Of course, fillers from technogenic waste are always attractive [9, 10] because of their low cost and energy saturation. One of the areas of interest in this regard is the sludge of chemical water treatment of thermal power plants, the volume of which is tens of thousands of tons. After certain processing, they can be effective in the production of various types of construction products of inorganic and organic nature [11]. It is obvious that the processed fine sludge of chemical water treatment can be used as a dispersed filler in the composition of epoxy building composites.
2 Methods and Materials
In this paper, we studied samples of epoxy composites with the use of chemical water treatment sludge of thermal power plants as fillers. Epoxy-bisphenol resin brand ED-20, amine hardener polyethylene polyamine (PEPA) in the ratio 100 m. p. of the resin and 15 m. p. of hardener are taken as the starting components. A two-stage mode of distraction was adopted: 24 h at a temperature of 20 ± 2 °C and 8 h at a temperature of 80 °C. Samples of different geometric sizes and shapes were prepared for the following test methods: Vickers microhardness (according to GOST R ISO 6507-1-2007; adhesive joint strength on separation (σbreakage) according to GOST 14760-69. The amount of gel fraction of cured epoxy polymers was determined by extraction method according to GOST R 56782-2015. Changes in the deformation behavior of the samples were evaluated using thermomechanical compression curves (TMC) obtained on the device with the Masterscada software. Measurements were performed on samples in the form of cylinders 3 mm thick and 8 mm in diameter at a constant compressive load of 3 N and a temperature increase rate of 3 °C/min. The glass transition temperature (Tg) was estimated from the transition point on the curve from the glassy to the highly elastic state. The high-elasticity modulus (H) and the mesh density parameters (υ) were calculated based on the data of the relative deformation of samples in the high-elastic area (from TMC).
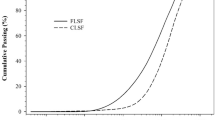
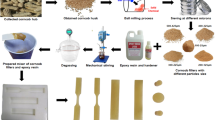
Two grades of chemically precipitated chalk (CPC) “Poly-filler” corresponding to TC 2169-001-06961628-2017, obtained by precipitation, dewatering, drying and classification of chemical water treatment sludge were used as fillers: without treatment and hydrophobized with stearic acid. In terms of mineral composition, they contain about 98% calcite. By chemical composition, the most significant oxides are CaO (more than 46%), MgO (3.56%) and Fe2O3 (almost 5%). The average size of the filler particles is 15.05–15.80 microns.
In this work, two types of mixing sequences of components were used for the preparation of samples:
-
1.
ED-20 epoxy resin + filler + PEPA hardener;
-
2.
PEPA hardener + filler + ED-20 epoxy resin.
The amount of filler in the composition varied from 0.5 to 5% by weight of the epoxy oligomer.
3 Results and Discussion
At the first stage, the technological properties of epoxy binders were evaluated when the filler was introduced. Fillers were introduced into the binder components using two different mixing methods and mixed until they were evenly distributed in a viscous oligomeric medium. The gelation time (in hours) was estimated. As an example, in Table 1 data for the epoxy binder filled with CPC and CPChydro, combined with two options of mixing are given.
From these data, it follows that the gelation time during the introduction of the filler is significantly reduced, that is, the formation of the polymer mesh structure is faster. However, the conversion rate remains almost at the level of the control samples with a slight tendency towards lower values for samples with hydrophobized chalk obtained by the second combination option. It is obvious that there is a predominant adsorption of hardener molecules on the filler surface, rather than molecules of the epoxy oligomer. At the same time, the orienting influence of the filler helps to accelerate the interaction of functional groups. However, the presence of a hydrophobizer probably leads to the formation of a structure with a lower cross-linking density.
It should also be noted that the initial viscosity of the composition after combining all the components is lower in the second variant of the binder preparation.
The main method for evaluating mechanical properties was to determine the microhardness of samples, which allowed evaluating simultaneously the uniformity of the distribution of filler particles in the matrix of the curing epoxy polymer. In Table 2 the main mechanical and thermomechanical properties of samples with an optimal concentration (3% by weight) are given according to the set of main indicators obtained for the first variant of combining components.
From the data in Table 2 it follows that the presence of the filler is accompanied by a decrease in the value of highly elastic deformation and, accordingly, an increase in the density of the nodes of the mesh structure of the samples. The highest values of mechanical properties of filled samples are also observed.
4 Conclusion
Thus, comparing the overall results of changes in technological properties and performance indicators, we can say that in the presence of chemically precipitated chalk and hydrophobized chemically precipitated chalk from chemical water treatment sludge, the properties of epoxy composites are at the level of control samples, and higher in a number of indicators. In the previous works of the authors [12, 13], a fairly high efficiency of using small amounts of carbon nanostructures in similar basic formulations of epoxy polymers obtained under the same temperature-time curing conditions was shown. However, taking into account the high cost of nanoadditives, as well as their tendency to aggregate in a viscous oligomer medium, it can be concluded that both from the point of view of technological modes of combining and curing the polymer, and from the point of view of ecology and economy, it is preferable to use fine chemically precipitated fillers from the sludge of chemical water treatment from thermal power stations.
References
Khozin, V.G.: Strengthening of epoxy polymers. 446 (2004)
Agrawal, A., Satapathy, A.: Mathematical model for evaluating thermal conductivity of polymer composites with hybrid fillets. Intern. J. Thermal Sci. 89, 203–209 (2015)
Kasen, M.B., Schramm, R.E.: Current status of standardized nonmetalle cryogenic laminates. Adv. Cryog. Eng. 28, 171–177 (1981)
Gao, B.Z., Xua, J.Z., Penge, J.J., Kanga, F.Y., Dua, N.D., Lia, J.: Experimental and theoretical studies of effective thermal conductivity made of silicone rubber and Al2O3 particles. Themochimica Acta 20, 1–8 (2015)
Mikhaylin, Y.A.: Structural polymer composite materials. Mikhaylin-Saint Petersburg 822 (2010)
Xua, J., Gaoa, B., Dua, N., Kanga, F.: Statistical model for effective thermal conductivity of composite materials. Intern. J. of Thermal Sci. 104, 348–356 (2016)
Kolosova, A.S., Sokolskaya, M.K., Vitkalova, I.A., Torlova, A.S., Pikalov, E.S.: Fillers for modification of modern polymer composite materials. J. Fund. Res. 10(3), 459–465 (2017)
Storodubtseva, T.N., Tomilin, A.I.: Composite construction materials, methods for studying their properties. Modern High-tech Technol. 11, 55–58 (2012)
Pat. 2543209 RU. Method for producing a hydrophobic polymer filler by modifying chemically precipitated calcium carbonate with stearic acid. Prokofieva L.A. Niftaliev S.I. Peregudov Yu.S.; applicant and patent holder Voronezh State University of Engineering Technologies, application 09.10.2013. publ. 02.27.2015. 6
Sorokin, V.V., Sharapov, O.N., Shunkin, N.M., Kiryushina, N.Y.: New polymer composites based on epoxy resin filled with technogenic waste. Bull. BSTU named after V.G. Shukhov 6, 8–13 (2019)
Nikolaeva, L.A., Boroday, E.N.: Resource-saving technology for utilization of water treatment sludge at thermal power plants. Kazan. Kazan State Power Engineering University 110, (2012)
Abdrakhmanova, L.A., Khozin, V.G., Nizamov, R.K.: Nanomodification of epoxy binders. Nanotechnol. Const. Online Sci. J. 11(6), 577–586 (2019)
Khozin, V.G., Abdrakhmanova, L.A., Nizamov, R.K., Khantimirov, A.G., Mustafina, A.R.: Possibilities of using the products of NanoTechCenter LLC for obtaining polymer nanocomposites for construction purposes. In: Proceedings of the III International scientific and practical conference “Graphene and related structures: synthesis, production and application”. Tambov. pp. 241–242 (2019)
Acknowledgements
The authors show their gratitude to LLC NIPI TECHNOPOLIS (Kazan) for providing samples of chemical precipitated chalk from chemical water treatment sludge.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Galeev, R.R., Nizamov, R.K., Abdrakhmanova, L.A. (2021). Filling of Epoxy Polymers with Chemically Precipitated Chalk from Chemical Water Treatment Sludge. In: Klyuev, S.V., Klyuev, A.V. (eds) Proceedings of the International Conference Industrial and Civil Construction 2021. ICICC 2021. Lecture Notes in Civil Engineering, vol 147. Springer, Cham. https://doi.org/10.1007/978-3-030-68984-1_14
Download citation
DOI: https://doi.org/10.1007/978-3-030-68984-1_14
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-68983-4
Online ISBN: 978-3-030-68984-1
eBook Packages: EngineeringEngineering (R0)