
Abstract
The adoption of a new hydraulic fluid or lubricant in a productive process depends on performing tuning tests that require complex systems and often last as long as the normal lifetime of the oil itself. This is an important issue, since there is an intense activity of development of bio-based lubricants, with high biodegradability, intended to replace the conventional mineral ones. Based on this trend, CREA, Italy, developed an Oil Test Rig (OTR) for hydraulic fluids performing heavy work cycles with small oil volumes, with the aim of accelerating the fluid’s aging with respect to what usually occurs, e.g., in agricultural applications. The possibility to control the hydraulic workload and to repeat the work cycles allows the comparative evaluation of fluids by observing their performances and the variations in chemical–physical properties. The OTR acceptance test was carried out using a widespread and reliable mineral fluid (assumed as a reference for future tests) in a 230 h work cycle at two operating temperatures: 50 °C (150 h) and 60 °C (80 h). The applied pressure was 40 MPa and determined a thermal leap of about 20 °C. The OTR maintained constant all functional parameters during the work cycle. It seems to be suitable for comparative tests between bio-based and conventional fluids.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others
Keywords
1 Introduction
The self-propelled agricultural machines require high amounts of oils for operating and lubricating the hydraulic system. When the hydraulic function of the machine is predominant, different specific products are employed. Hydraulic fluids transmit power to moving components such as pumps, valves and actuators, and must have the following characteristics: power transmission with minimum loss, lubrication of surfaces moving against each other, protection of metal surfaces from corrosion and from high temperature. The adoption of a new hydraulic fluid or lubricant in a productive process depends on performing tuning tests that require complex systems (Wan Nik et al. 2013) and often last as long as the normal lifetime of the oil itself. Suitably compressing the duration of such tests would allow to develop and evaluate a higher number of fluids. This is an important issue, since there is an intense activity of development of bio-based lubricants, with high biodegradability, intended to replace the conventional, mineral ones (Campanella et al. 2010). The characteristics of these new products will have to be evaluated to identify the best ones that must be comparable to their benchmarks (Majdan et al. 2013). The evaluation of oils suitability to the specific applications is based on the measurement of parameters defining their attitude (Birkavs and Smigins 2018). Usually, each parameter can vary within a “physiological” range of values without affecting the operative performance of the oil. The severity of the working conditions can accelerate the degradation of oil properties (Kosiba et al. 2016): high temperatures and pressures (Paredes et al. 2014) and the presence of contaminants are factors that, singularly or combined, can play an important role in the evolution of oil properties (Kučera et al. 2017; Totten et al. 2000).
The tests aimed at evaluating the suitability of hydraulic fluids to be used in agricultural machinery should be based on work cycles capable to apply, to the fluid, workloads (in terms of thermal and hydraulic stresses) similar to those borne in the normal use of hydraulic equipment and in tractors with separated hydraulic system and transmission circuits. Since these fluids are designed to have long lifetime, often extended to the lifetime of the equipment they supply, their evaluation is very difficult, given the frequent need to provide answers as much as possible quickly.
CREA, Italy, developed an Oil Test Rig (OTR) for hydraulic fluids within the project BIT3G (Industrial Bio-refinery of 3rd Generation), financed by the Italian Ministry of Education University and Research (MIUR), and coordinated by Novamont S.p.A, an Italian company engaged in the sector of the green chemistry. The OTR performs heavy work cycles with small oil volumes (20 dm3), with the aim of accelerating the aging of the tested fluid with respect to what usually occurs, e.g., in agricultural tractors (oil volume up to 180 dm3), according to a test methodology developed considering the variables characterizing the hydraulic systems (fluid pressure and flow rate, fluid operating temperatures). The possibility to control and adjust them and to repeat the work cycles allows the comparative evaluation of different fluids by observing the evolution of their performances and of their chemical-physical properties. This work describes the tests on the OTR’s functionality and a proposal of work cycle. Such a methodological approach will be employed in the evaluation of experimental formulations of hydraulic bio-fluids with the aim of selecting the most promising ones to be tested on tractors, prior their introduction in the operative reality.
2 Materials and Methods
The Oil Test Rig has the function of applying a hydraulic workload to the fluid. It consists of a low pressure section and a high pressure section. The low pressure section includes; a 30 dm3 capacity oil reservoir; a centrifugal pump (max flow rate: 80 dm3min−1, max pressure: 0.5 MPa) for the circulation of the oil; a digital pressure gauge (Kobold, mod. SEN-319701-B035) with a maximum pressure valve (p ≤ 0.15 MPa); a main filter, with cellulose cartridge of 25 μm class diameter; a three-stage filter system (Rexroth 50LEN040), with fiberglass cartridges of 3, 6, 10 μm class diameter, for fractional filtration and analysis of the suspended materials; an oval gears Flow Meter (Kobold, mod. DON 215 HR 31HOMO). The high pressure section includes: a high-pressure radial piston pump (Atos, mod. PFR203, max. pressure 50 MPa; max. power: 5 kW; max. speed: 1800 min−1; displacement: 3.5 cm3); an inverter (Toshiba, mod. VF-ASI 4055 PL-WP) controlling the pump; a distributor block with four solenoid valves directing the fluid to four high-pressure valves (Bosch Rexroth, mod. DBDS 1G &X, preloaded at 10, 20, 30, 40 MPa) or in free flow; a digital pressure gauge (Kobold, mod. SEN-319701-A165). After the high pressure section, the fluid is cooled by an oil-to-water heat exchanger (Pacetti, mod. BV 50) before returning to the reservoir. The thermo-regulation efficiency was improved by installing in the water inlet line a flowrate regulator and a solenoid valve. A very sensitive thermostat controls the On/Off frequency of the solenoid valve, keeping ∆t = 0. The system also comprehends a series of thermocouples measuring the oil temperature at reservoir output, at circulation pump and at overpressure valves and several points for the sampling of oil destined to laboratory analyses on chemical-physical characteristics. Figure 1 shows the technical scheme of the OTR.

Technical scheme of the OTR
All sensors and instruments are connected to a data acquisition system controlling both the alarm system (mostly on the basis of the current values of temperature and pressure) and the operating conditions applied to the fluid, such as the opening sequence of the solenoid valves according to the desired pressure conditions, the setting of the high pressure pump speed, determining the flowrate and the adjustment of the oil temperature before the high-pressure pump, never exceeding 60 °C, in compliance with the its operating limits. The passage of the fluid through a high-pressure valve determines its lamination and an almost instantaneous heating, with an average thermal leap of about 20 °C with the 40 MPa valve. Controlling the operating pressure and the fluid flowrate allows the real-time calculation of the exerted hydraulic power and the hydraulic work done. Before starting a test, the OTR undergoes a deep cleaning process aimed at removing the fluid’s residues of the previous test. The operation includes: (1) emptying of the OTR from exhaust fluid, at first by gravity, then with compressed air and removal of the main filter’s exhausted cartridge; (2) circulating of 8–10 dm3 of the new fluid to be tested, to dilute the previous fluid’s residues and emptying, then repeating the operation; (3) supplying of the OTR with new fluid and installing a new main filter cartridge.
A test session was carried out to evaluate the functionality of the OTR, using a mineral fluid widespread on the market, developed for use in hydraulic systems, wet brakes and transmissions, in environmental temperature interval from −30 to +50 °C. Its main characteristics are synthesized in the Table 1.
The maximum values of flowrate, pressure, power and fluid temperature applicable with the OTR are reported in the Table 2. Basing on them, different work cycles can be defined to make the fluid undergo a process of accelerated aging. In the case of a hydraulic fluid, the aging should be achieved through the effects of the continuous lamination into the high-pressure section and of thermal stress.
The work cycle (Table 2) adopted in the test session was defined basing on the average power required by the different tractor functions (drive train, PTO, hydraulic system) in percent of its total power and on the average time required by the different operations in percent the total working time proposed by Renius (1994) and Osinenko (2014). According to such an assumption, the assessed average power and time required by the hydraulic system to carry out a wide range of operations (tillage, front loading, fertilizing, sowing, planting, spraying, hay making, transport with universal trailers) are, respectively, 10% of the total power and 38% of the total working time. Applying such values to a 197 kW power tractor supplied with 172 dm3 of fluid, for a working time of 800 h per year, will provide a total energy absorbed by the hydraulic system of 5988 kWh of which 5090 kWh for hydraulic work and 898 kWh for energy losses (η = 0.85, Biondi 1999). Dividing these values by the fluid volume (172 dm3) will provide a specific hydraulic work of 29.6 kWh dm−3 and a specific energy of 5.2 kWh dm−3 lost as heat. Similar values are obtained by applying the same-calculation to the work cycle conditions reported in Table 2, for 155 h, with specific hydraulic work of 29.4 kWh dm−3 and specific thermal energy dissipated of 5.19 kWh dm−3. According to these data, a 155 h work cycle at the OTR would correspond to a year of work as described in the above hypothesis. The test session consisted of a first 155 h cycle in which the oil, at operating temperature of 50 °C, reached 70 °C after the lamination, followed by a further 75 h in which the operating temperature was increased at about 60 °C and, after the lamination, reached 80 °C. Considering that a 10 °C increase in operating temperature halves the fluid’s lifetime (Khonsari and Booser 2003) the 75 h cycle should correspond to about twice the 155 h cycle, i.e. a two year work according to the hypothesis. Such conditions were applied for the entire duration of the two cycles. The daily phases of starting and heating of the OTR were excluded from the computation of the test time. The operative parameters were continuously measured (frequency of acquisition: 1 Hz) and monitored in real time to observe any variation caused by changes in fluid properties, storing the average values of 1 min acquisitions. The three micro-filters section was by-passed in this test. During the work cycle, 200 ml samples of fluid have been taken and analysed in laboratory. The samplings were carried out according to the following schedule: new oil (from the container), 1, 30, 60, 90, 120, 155, 230 h. The analyses aimed at monitoring the evolution of the main properties typical of hydraulic fluids and at providing information helpful to prevent damages of the test rig, e.g. wear process or compatibility between constituent materials and fluids. The kinematic viscosity (ASTM D445) and the Total Acid Number, TAN (ASTM D664) were measured at CREA in collaboration with NOVAMONT. MECOIL Lab. (Florence, Italy) determined the contents of wear metals and contaminants (ASTM D6595 standard), of the water (ASTM D6304), the particle counting (ASTM D7596-10) and their classification (ISO 4406/1999).
Beyond the test on the OTR’s functionality, the results of the analyses on the fluid samples from the OTR were compared to those provided by the same fluid, from a different lot, that supplied the tractor described in the hypothesis above, employed in the same cited agricultural operations at CREA farm (Rome, Italy), for about 900 h, with the aim of assessing any correspondence between the applied work cycle and the working conditions. Since, as in most tractors, in this case too the fluid also operates the lubrication of the transmission, undergoing an additional mechanical stress, this comparison was not meant to validate the OTR work cycle, but rather to provide useful indications to its upgrade. The fluid samples (new from the packaging and at 900 h) were analysed at CREA laboratory to determine the TAN, the viscosity at 40 and 100 °C and the viscosity index.
3 Results and Discussion
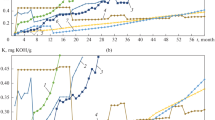
The 230 h test with OTR was carried out under the working conditions described by the diagrams of Fig. 2. The diagrams show the trend of the daily averages of the operative parameters during the two intervals of the test: 0–155 and 155–230 h, as the Table 3 reports the main statistical indices.

Summary diagrams of the entire test, reporting the daily averages of the recorded values
The OTR resulted capable to maintain sensitively constant the pressure and flowrate conditions, and consequently the power, all along the 230 h test with very small variations, as indicated by the low CV values and by the small differences between maximum and minimum (Table 3).
As to the work cycle, the absence of variations in the key parameters of pressure and flowrate suggests that the fluid did not undergone appreciable variations.
The results of the samples analyses (Table 4) show that the Total Acid Number (TAN) remained nearly constant during all the test at the OTR. The viscosity at 40 and 100 °C measured on the new fluid (48.7 and 7.4 cSt) were different from the data reported in the datasheet (44.75 and 6.75 cSt) at 40 and 100 °C. However, after an increase in the very first hours of test, it remained constant in the 30–155 h interval, then it seemed to increase in the 155–230 h interval, possible consequence of the increased thermal stress. The number of particles (non-metallic) had a maximum in the first hours of test, probably due to some residues of the materials used in OTR cleaning, and decreased due to the action of the main filter: the fluid’s ISO code varied accordingly, resulting in compliance with the requirements of the OTR (max. ISO Code for fluids used in “high quality reliable plants”: 18/16/13).
Table 4 also reports the results of the analyses on the samples of fluid used on the tractor. With reference to the new fluid, the low TAN increase testifies the stability of the fluid toward the oxidation. As to the viscosity, in this case, the values measured on the new fluid resulted near to those on the datasheet. After 900 h of work at operative fluid temperature of about 60 °C, the viscosity at 40 °C and 100 °C increased of 14.8% and 11.26% respectively. Such increases are higher than the 10% variation considered as the caution upper limit for oil replacement (Fitch 2001), as the tractor user manual reported a time interval for oil change of 1500 h, and suggest that the fluid was deeply modified. This was expected and makes very difficult the comparison between the analyses results after the OTR work cycles and after the work on the tractor. The visual aspect of the OTR-230 h fluid is like the new fluid and very different from the tractor’s sample that appears darker and opaque (Fig. 3), probably because of the relevant presence of contaminants.

Aspect of the fluid used in the tests: Left: new fluid from the package; Centre: fluid after the 230 h test at OTR; Right: Fluid sampled from the tractor reservoir after 900 h in real work conditions
As to their origin, it lies in the very nature of the work done by tractors. Beyond the action of the transmission, that is certainly the main factor affecting fluids characteristics and reducing their timelife, to operate different equipment by means of auxiliary distributors involves the contamination of the tractor fluid with residues of any other fluids, with different characteristics, present in the implements previously operated by other tractors. Furthermore, connecting and disconnecting the implements favour the entry of significant dust and ground amounts into the tractor’s hydraulic circuit. Eventually, wet brakes and clutches are operated by the hydraulic fluid, contributing to its contamination.
4 Conclusions
An oil test rig (OTR) has been developed to evaluate the possibility of performing heavy work cycles with small oil volumes in order to concentrate in a short interval of time the stress suffered by the hydraulic fluids on tractors. As to its functionality, the OTR was tested with a mineral oil for hydraulic system and lubrication of transmissions and proved to be capable to reliably apply repeatable working cycles in which the operative conditions can be adjusted depending on the specific requirements of the tests. The work cycle applied in the tests was divided into two intervals, each designed to correspond to approximately one year of hydraulic work performed on a tractor. In the second interval (75 h) an increase in viscosity was observed, probably favoured by the setting of temperature levels higher than in the first interval (155 h). A longer test could confirm this trend. It was not possible to validate the work cycle due to the differences between the working conditions applied with the OTR and those typical of most of tractors: transmission almost always lubricated by the same fluid, high level of contamination from dust, ground and oil residues from other implements and tractors. These factors may have caused the increase in kinematic viscosity (Khonsari and Booser 2003) observed on the tractor fluid. In their absence, the lifetime of the fluids for hydraulic machines is commonly very long, often “for life” and also in various laboratory tests they maintained their properties for several thousand hours (Kržan and Vižintin 2003). A more suitable comparison should consider a test with the same fluid on the OTR and on a tractor with separated lubrication and hydraulic systems and stably coupled with the same implement for the entire duration of the test, to avoid external interference and contamination.
The test rig seems to be suitable to the execution of comparative tests among different fluids. Further studies will aim at improving its performance and creating more severe test conditions. For example, the effect of the temperature on the aging of the fluids is an important issue to consider for any upgrade of the OTR aimed at developing effective work cycles. Moreover, the use of the OTR, suitably implemented, could be extended to the transmission lubricants, to perform tests on multifunction fluids used in tractors. At the end of this process, the OTR can be used in the evaluation of experimental formulations of bio-based hydraulic fluids and lubricants whose performances will be compared to those of the conventional fluids they should replace in the market. In the next step the most promising formulations will be tested in agricultural machines under real working conditions.
References
Biondi, P. (1999). Meccanica agraria - Le macchine agricole. UTET, Torino, ISBN 88-02-05609-9, 171–174.
Birkavs, A., & Smigins, R. (2018). Experimental research on compatibility of mineral and biobased hydraulic oils. Agronomy Research, 16(S1), 968–976.
Campanella, A., Rustoy, E., Baldessari, A., Miguel, A., & Baltanás, M. A. (2010). Lubricants from chemically modified vegetable oils. Bioresource Technology, 101, 245–254.
Fitch, J. (2001, May). Trouble-shooting viscosity excursions, practicing oil analysis. NORIA Corporation. https://www.machinerylubrication.com/Read/185/viscosity-trouble-shooting.
Khonsari, M., & Booser E. R. (2003, January 9). Predicting lube life. Machine Design. https://www.machinedesign.com/archive/predicting-lube-life.
Kosiba, J., Čorňák, Š., Glos, J., Jablonický, J., Vozárová, V., Petrović, A., et al. (2016). Monitoring oil degradation during operating tests. Agronomy Research, 14(5), 1626–1634.
Kržan, B., & Vižintin, J. (2003). Tribological properties of an environmentally adopted universal tractor transmission oil based on vegetable oil. Tribology International, 36(11), 827–833. https://doi.org/10.1016/S0301-679X(03)00100-2.
Kučera, M., Aleš, Z., Mareček, J., & Machal, P. (2017). Effect of contaminants on the lifetime of hydraulic biooils and systems. Acta Universitatis Agriculturae et Silviculturae Mendelianae Brunensis, 65(4), 1205–1212. https://doi.org/10.11118/actaun201765041205.
Majdan, R., Tkáč, Z., Kosiba, J., Abrahám, R., Jablonický, J., Hujo, Ľ., et al. (2013). Evaluation of tractor biodegradable hydraulic fluids on the basis of hydraulic pump wear. Research in Agricultural Engineering, 59(3), 75–82.
Osinenko, P. (2014, October 23). Optimal slip control for tractors with feedback of drive torque. Thesis, Faculty of Mechanical Science and Engineering, Technische Universität Dresden.
Paredes, X., Comunas, M. J. P., Pensado, A. S., Bazile, J. P., Boned, C., & Fernández, J. (2014). High pressure viscosity characterization of four vegetable and mineral hydraulic oils. Industrial Crops and Products, 54, 281–290.
Renius, K. T. (1985/1994). Trends in tractor design with particular reference to Europe. Journal of Agricultural Engineering Research, 57(1), 3–22.
Totten, G. E., Melief, H. M., & Bishop, R. J. (2000). Hydraulic fluid qualification using the Rexroth high-pressure piston pump test (NFPA Technical Paper Series 100-9.2), pp. 241–249.
Wan Nik, W. B., Zulkifli, F., Ahmad, M. F., Sulaiman, O., & Rahman, M. M. (2013). Performance evaluation of hydraulic field test rig. Procedia Engineering, 68, 613–618.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Switzerland AG
About this paper

Cite this paper
Pochi, D. et al. (2020). Design and Assessment of a Test Rig for Hydrodynamic Tests on Hydraulic Fluids. In: Coppola, A., Di Renzo, G., Altieri, G., D'Antonio, P. (eds) Innovative Biosystems Engineering for Sustainable Agriculture, Forestry and Food Production. MID-TERM AIIA 2019. Lecture Notes in Civil Engineering, vol 67. Springer, Cham. https://doi.org/10.1007/978-3-030-39299-4_47
Download citation
DOI: https://doi.org/10.1007/978-3-030-39299-4_47
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-39298-7
Online ISBN: 978-3-030-39299-4
eBook Packages: EngineeringEngineering (R0)