
Abstract
PLA [poly(lactic acid)] is a sustainable, renewable, biodegradable, bioabsorbable, biocompatible linear aliphatic thermoplastic polyester fiber produced from 100% renewable resources like corn, starch, and rice. PLA’s melt processing simplicity, sustainable and renewable source origin, exceptional property spectrum, and composting easiness and recyclable nature at the end of its lifetime have resulted in PLA fibers finding an enhancing interest and acceptance over a wide range of commercial textile sectors. PLA can find many different application types from medical and pharmaceutical applications to environmentally benign film and fibers for packaging, houseware, and apparel. PLA stands out as a potential option in many different fields for reducing environmental concerns and for a more sustainable future. In this chapter, sustainable, renewable, and biodegradable poly(lactic acid) fibers and their latest developments in the last decade are comprehensively reviewed. First of all, poly(lactic acid) is introduced. Then, the recent studies about the usage of PLA in various biomedical application types such as tissue engineering, wound dressing, drug-delivery systems, antibacterial mats, and biosensors are reviewed. Then, the information regarding the recent improvements in the wet processing of PLA fibers (such as scouring, bleaching, surface modification, and dyeing) with modern sustainable processing techniques is given. Finally, 3D printing with PLA is also mentioned.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
Introduction
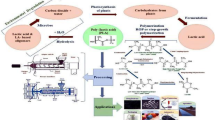
As people in the twenty-first century become progressively environmentally aware, environmentally friendly crops have come into emphasis. Per se, environmentally friendly textiles and eco-textiles have become an international tendency in research and advancement. Most synthetic polymers are consequent of nonrenewable petroleum incomes and incapable to degrade quickly in landfills (at present over 80% of solid waste that accrues on beaches is plastic and by 2050 the weight of the plastic wastes in the sea is expected to reach to the weight of fish) [1]. The disposal of these wastes not only reasons air pollution and underground water infection but also adds to global warming or the “greenhouse effect,” all of which are damaging to human and animal life. Because of the high consumption of polymers and the instable price of petroleum-based materials based on oil fees, biodegradable, sustainable, and renewable polymers such as poly(lactic acid) (PLA) that called “Green Polymer” have been advanced [2, 3]. PLA (poly(lactic acid) or polylactide) [(C3H4O2)n] is a sustainable, renewable, compostable, biobased, biodegradable, bioabsorbable, biocompatible linear aliphatic thermoplastic polyester [4,5,6,7,8] manufactured from 100% renewable resources like corn, starch, sugar cane, wheat, sweet potato, and rice [4, 9, 10].
The strategic advantages of PLA are the lower-energy consumption requirement and the lower greenhouse gas emission during production; besides, it can be biodegraded to water and CO2 by the end of its life cycle [11]. The PLA market is estimated to spread 5.2 billion US dollars in 2020 for all of its industrial usages [12] . The chief uses are separated into areas, for instance, packaging, agriculture, electronics, textiles, biomedical, and others. Packaging applications have the maximum part (65.2%) in the worldwide market in 2014 owing to its good mechanical, thermal, and barrier properties [1, 13].
It is a polymeric helix with an orthorhombic unit cell. Lactic acid (2-hydroxypropionic acid, CH3–CHOHCOOH) is the monomeric structural block of PLA. Lactic acid (a simple chiral molecule) is created commercially by means of a fermentation procedure from natural crops, or by the use of petrochemical feed stocks, though; the petrochemical way to lactic acid is not frugally possible now. Furthermore, the lactic acid made by the petrochemical method provides the racemic mixture of l- and d-enantiomers, which is not very beneficial in the industry. Starch (mainly corn starch) is converted to lactic acid via bacterial fermentation by a strain of Lactobacillus in the fermentation way. The lactic acid manufactured through this way is generally (99.5%) the l-isomer that presents the high mechanical strength into the PLA polymer after polymerization [14, 15]. Presently, high-molecular-weight PLA is usually manufactured by means of polycondensation and/or ring opening polymerization of lactic acid. The stereochemistry of PLA is significant since the stereo-regularity permits the creation of a highly crystalline PLA [16]. When the d-content is high in the polymer (>20%), a completely amorphous PLA can be attained, while highly crystalline PLA can only be got when the d- content is low (<2%). PLA has stereoisomers, for example, poly(l-lactide) (PLLA), poly(d-lactide) (PDLA), and poly(dl-lactide) (PDLLA) [13, 17]. PLLA has reached enormous attention in medical applications due to its excellent biocompatibility and mechanical properties [15, 18].
PLA is not only biodegradable, but also bacteriostatic, flame retardant, and displays weather resistance [19]. It should be noticed that PLA’s melt processing simplicity, sustainable and renewable source origin, exceptional property spectrum and composting easiness and recyclable nature at the end of its lifetime have resulted in PLA fibers finding an enhancing interest and acceptance over a wide range of commercial textile sectors [20]. The conversion of PLA into textile constructions is difficult and depends on the structural variations in the polymer throughout various treatments [21, 22]. PLA fiber can be made into monofilament, multifilament, short fiber, false twist textured yarn, woven fabric, and non-woven fabric, which make it broadly useful in clothing and industrial fields, for instance, weft-knitted underwear fabrics, sanitary textiles, medical textiles, and agricultural textiles. Extrusion of the PLA to monofilament and multifilament could be accomplished via mainly melt spinning (mainly), dry spinning, wet spinning, and by dry/jet/wet spinning. There are separate types of all of them that are consequently reflected in fiber possessions. Due to the thermoplastic nature of PLA, it is conceivable to melt the polymer under practical situations. Its conversion to fiber with melt spinning regularly has benefits over wet spinning. It is a solvent-free method and offers a more cheap and ecological method [23]. Manufacturing speeds are generally higher than in solution spinning. Occasionally, though, melt spinning may not be probable. In here, the polymer may degrade when melting or the melt (dope) is thermally unbalanced [24]. In dry spinning solvents are removed by means of thermal evaporation, whereas in wet spinning the thickening of the polymer is carried out in a different fluid which is harmonious with the spinning solvent; nonetheless, it is not itself a solvent for the polymer [25, 26]. Yang et al. [27]. in 2019 examined the properties of PLA multifilament and its warp-knitted fabrics. Multifilament assets were experienced and associated with PET multifilament with various diameters. The 83.3 dtex PLA multifilament was approved to knit the fabric and the fabric possessions before and after dyeing was considered. Consequences presented that the mechanical characteristics of PLA multifilament were equivalent to those of PET. However, poly(lactic acid) exhibited a higher heat shrinkage rate. The dyed PLA warp-knitted fabric displays outstanding color fastness. Owing to the effect of temperature and dye particles throughout the dyeing procedure, the breaking strength, air permeability, and moisture permeability characteristics of the fabric were reduced. In contrast, the elongation at break, abrasion resistance, anti-pilling characteristics, drape, and crochet level of the fabric were improved [27].
PLA can find many different application types from medical and pharmaceutical applications to environmentally benign film and fibers for packaging, houseware, and apparel. In this chapter, the latest (especially in the last decade) technological developments on PLA fiber, their recent end-use application types such as different biomedical application types (tissue engineering, wound dressing, drug-delivery systems, antibacterial mats, etc.), the recent improvements in wet processing of PLA (such as pretreatment, scouring, bleaching, surface modification, and dyeing) with modern sustainable processing techniques and 3D printing with PLA were reviewed in detail.
Various Biomedical Applications of PLA
The extrusion mark of PLA has high strength and modulus comparable to that of many petroleum-based polymers [28,29,30,31]. However, inherent brittleness properties of PLA and its low glass transition temperature around 60 °C have been the main restraints for its usage in variation of fields [6, 32,33,34]. Furthermore, PLA has some limitations for developed applications such as having a poor toughness, fragility, poor melt strength, low heat bending temperature, narrow processing window, and low thermal stability. PLA is a moderately brittle material with a less than 10% elongation at its break point, and this low toughness property confines its usage in many manufacturing tenders that need plastic deformation at higher stress levels [35, 36]. Numerous modifications including blending with nanofibers, nanoparticles, nanosheets, nanospheres, plant extracts, or drugs have been recommended for enhancing the mechanical, thermal, and physical properties of the virgin matrix and constructing PLA composites [37,38,39]. Various fillers have been used to overawed PLA limitations. In the structure of environmentally friendly methods and crops, there has been a rising attention on the usage of cellulose nanomaterials, viz. cellulose nanocrystals (CNCs) and nanofibers (CNFs) as natural fillers for PLA to create innovative claims other than short-term packaging and biomedical. Cellulosic nanomaterials are renewable in nature, biodegradable, eco-friendly, and these materials display high strength and stiffness. In the item of eco-friendly courses, various conventional processing systems, for example, melt extrusion, melt-spinning, and compression molding, have been utilized to yield PLA composites [3, 34]. These novel hybrid PLA composites develop applications of PLA in technical cases such as biomedical field [11, 40,41,42]; on the other hand it should be noticed that:
-
PLA does not create toxic or carcinogenic properties in human tissues [43].
-
PLA degrades to monomeric units of lactic acid as a natural intermediate in carbohydrate metabolism [45,46,47].
-
PLA degradation rate matches with the healing time of damaged human tissues [13, 48, 49].
-
PLA has similar thermal and mechanical properties to the human tissues [50,51,52].
-
PLA has nice biological interactions with the host bone cells when implanted [4,5,6,7,8].
PLA composites capable for usage in various biomedical procedures (such as tissue engineering, wound dressing, drug-delivery systems, and antibacterial mats) are discussed in the coming sections [45,46,47, 53].
Tissue Engineering
Tissue engineering , as one of the most desirable treatment selections, comprises the elements of engineering, material and medical sciences [54, 55], and obtains regeneration possibility for virtually every tissue and organ of the human body [56,57,58,59]. Ceramics, bioactive glass, and hydroxyapatite (HA) are opportunely modified to render PLA polymer more biomimetic and able to increase human tissue regeneration [11]. In a research in 2018, PLLA nanofibers were effectively decorated by ECM derived from osteoblastic cells via decellularization of MC3T3-E1 cells grown for 2 weeks. The outcomes revealed that use of ECM on PLLA nanofibers developed mouse bone marrow stromal cell (mBMSC) adhesion, holding cell proliferation and supporting osteogenic differentiation of mBMSCs [60].
In another research in 2018, dexamethasone-loaded multilayer PLLA composite nanofiber scaffolds were fabricated for bone tissue engineering. The scaffolds have suitable surface properties. Multilayer scaffolds where the drug was in the middle layer showed the best osteogenic proliferation and differentiation [61]. In a work in 2017, Chu-Jung Su et al. [22] fabricated PLA nanofibers via a modified electrospinning process; then mats were coated with chitosan/calcium silicate (CH/CS) mixer. Chitosan is a biomaterial that has the advantages such as high biocompatibility, low inflammatory responses from host, antibacterial features, and high biodegradability. On the other hand, CS-based ceramics are typically utilized in hard tissue engineering because of a higher point of biocompatibility, bioactivity, and biodegradability. Liu et al. [30], in 2016, studied PLA nanocomposite fiber mats with graphene oxide (GO) (for improving the mechanical properties of PLA) and nanohydroxyapatite (nHA) (because of its chemical likeness to the inorganic constituent of bone [62]). nHA content (15–18 weight total percent (wt%)) is required to hold the adhesion and growth of osteoblasts on the scaffold surfaces. Tensile assessment results specified that the scaffolds with 15 wt% nHA and 1 wt% GO fillers showed higher tensile strength among the samples studied.
In a research by Hadjizadeh et al. [36] tri-fluoroacetic acid (TFA) was used as a cosolvent, in a mixture with dichloromethane (DCM) for electrospinning process of PLA. Nanofibrous mats held neural stem cell (NSC) expansion and spreading, as tested by means of AlamarBlue assay and fluorescent microscopy, correspondingly. Fibrinogen/PLA (FBG/PLA) nanofibers were made as scaffolds for vascular tissue engineering and culturing the human umbilical endothelial cells (HUVECs) [63]. The combination of thermally induced phase separation (TIPS) and electrospinning approaches was used to construct PLA/gelatin nanofiber/PRP (platelet plasma) scaffolds for peripheral nerve regeneration. The results demonstrated that when GTNF/PRP is combined to the PLA scaffolds, resulting mechanical characteristics, porosity and cell attachment, and viability in vitro were superior than pure PLA [64]. A bicomponent scaffold with a core–shell structure which combines the assistances of PLA and chitosan (CS) was equipped via electrospinning accompanied with automatic phase separation and crystallization. The mineralization of HA and culture consequences of preosteoblast (MC3T3-E1, mouse osteocalcin) cells on these scaffolds designates that the external CS component and rough nanoscale topography on the surface of the nanofibers balanced the hydrophilicity and hydrophobicity of the fibers, improved their mineralization ability, and made them more beneficial for the attachment and growth of bone cells [65]. In other investigation in 2017, researchers created PLA-based nanofibrous non-wovens that were modified utilizing two types of modifiers, namely, gelatin (GEL)-based nanofibers and carbon nanotubes (CNTs) for bone tissue engineering. Mats being composed of PLA and GEL nanofibers (PLA/GEL), as well as CNT-modified PLA nanofibers with GEL nanofibers (PLA + CNT/GEL), were produced utilizing concurrent electrospinning method (co-ES) [11].
Wound Dressing
Wound healing is a multifaceted process [66,67,68] that requires designing a suitable wound-healing system or dressing [69, 70] which possesses key factors like a wet wound location [71,72,73], avoidance of microbial action, and absorption of exudates [74,75,76]. Various wound dressings can be available [77, 78] but not all can meet the exact situations of an impeccable wound-healing organism to create comprehensive appropriate wound-healing procedure [79, 80]. PLA wound dressing is one of the best options [16, 21, 81,82,83,84]. In the newest research in 2018, a PLA nano-biocomposite was fabricated for acute wound dressing. Dry nanofiber bacterial cellulose (BC) sheet was coated by PLA. Bacterial cellulose is a class of peerless non-plant cellulose which is being created with the help of different types of bacteria, for instance: Acetobacter xylinum, Agrobacterium, Gluconacetobacter, Rhizobium, Achromobacter, Alcaligenes, Aerobacter, Azotobacter, Salmonella, Escherichia, and Sarcina. BC membrane is utilized for wound dressing because of its broad ultrafine network which eases wound-healing location, advances the wound exudates absorption, decreases scarring, and enhances the re-epithelialization simultaneously leading to an increase in healing rates. The BC sheets can be enhanced by using a biopolymer for providing remarkable mechanical tenacity and porous surface morphology [85]. Carvacrol (CAR) is one of the best capable vital oil components with antimicrobial activity. Scaffaro et al. [86] studied the possibility of incorporating CAR into PLA nanofibers. PLA membranes comprising regularly dispersed CAR were effectively prepared and a series of systematic examinations containing morpho-mechanical characteristics, in vitro releasement ratio, and antimicrobial/anti-biofilm activities against S. aureus and C. albicans were approved. A novel extracellular matrix (ECM) mimicking nanofibrous wound dressings from PLA and cellulose acetate (CA) was manufactured in 2017 [72]. Thymoquinone (TQ) was included into the scaffolds for avoiding prevalent medical infections, and for hastening the amount of wound closure and re-epithelialization. The TQ-laden PLA/CA wound dressings suggested several benefits like mimicking the ECM through the 3D nanofibrous structure and encouraged the cell proliferation because of the hydrophilicity and bio-activity of cellulose acetate. In another work in 2017, PLA nonofibers were utilized as a delivery system for propolis ethanolic extract (PEE) and silver nanoparticles (AgNPs) which are recognized for their famous antiseptic and antimicrobial activity that progressed wound healing. The average diameter of PLA nanofibers was 168 ± 29 nm. Adding 10 wt% or 20 wt% PEE increased the diameter to 282 ± 25 and 371 ± 25 nm, correspondingly. Also, the suspension of AgNPs caused the creation of thicker nanofibers with 254 ± 25 nm diameter. Electrospun PLA nanofibers with PEE sustained viability of HaCaT cells. Examination of antimicrobial activity proved the capacity of PLA/AgNP nano-mats for decreasing the microorganism growth [87]. Mohiti-Asli et al. [51] report effective association of ibuprofen in PLA nanofibers to produce scaffolds for the treatment of acute and chronic wounds. Nanofibrous PLA scaffolds holding 10, 20, or 30 wt% ibuprofen were constructed and ibuprofen release characteristics quantified. Degradable anti-inflammatory scaffolds having 20 wt% ibuprofen help human skin cell viability and proliferation in vitro and decrease wound contraction in vivo [51]. An effective association of curcumin (Cur) into a blend of PLA and hyper-branched polyglycerol (HPG) was implemented by Govindraj et al. [84]. for wound healing .
Drug-Delivery Systems
Various scientists have revealed the process of PLA drug-delivery systems in human body for various transdermal usages such as wound dressing and tissue engineering scaffolds [73, 83]. PLA nanofibers with a defined release with doxorubicin were created. Differential scanning calorimetry was employed to recognize the existence of DOX within nanofibers. Differential scanning calorimetry outcomes displayed that the DOX was loaded in the nanofibers effectively. In vitro drug release in phosphate buffered solution and acetate buffer for the optimized and non-optimized mats proved that diffusion is the dominant drug-release mechanism for nanofibers. The initial burst release was monitored for non-optimized nanofibers in comparison with the optimized nanofibers [88]. Dzikowski et al. [71] evaluated PDLLA (poly-d,l-(lactic acid))/PCL (poly(ε-caprolactone)) nanofibrillar matrices attained via jet spraying and having ciprofloxacin (CIF). CIF-release profiles were not controlled with the polymer blend ratios. Nevertheless, sustained release was perceived over more than 23 days. Owing to the antibiotic pH-dependent solubility, burst release was more protuberant in acidic conditions [71]. Nanofibrous PLA scaffolds holding 10, 20, or 30 wt% ibuprofen were produced, and ibuprofen-release profiles were calculated. The 30 wt% ibuprofen-loaded PLA scaffolds at 37 °C showed the highest ibuprofen release, ~0.25 mg at 336 h. At both room temperature and 37 °C, the data recommended that a direct correlation occurred between ibuprofen concentration in the scaffolds and the quantity of ibuprofen released [89]. Jiang et al. [52] considered the release behavior of tetracycline hydrochloride-loaded PLA/chitosan (PLA/CS/Tet) nanofibers fabricated using electrospinning system. The electrospinning solution was a blend of Tet, CS formic acid solution, and PLA chloroform/ethanol solution. The interface between CS and PLA in CS/PLA nanofibers was approved to be hydrogen bond. The incorporation of Tet led to a small reduction in the diameter of nanofibers with Tet content below 30%. In another research study, mefoxin (an antibiotic drug) loaded PDLLA nanofibers made with enhancing the instrumental factors such as electric field, concentration, salt addition, and feeding rate. Nanofibers were treated in a 20 mL buffer solution for in vitro drug-release examination. Complete release of the drug at 48 h was proven from the releasement profile [90].
Antibacterial Mats
Nanofibrous mats of PLA and poly(ethylene glycol) (PEG) were organized via solution blow-spinning. Terpinen-4-ol, a chief phytoconstituent from tea tree oil (Melaleuca alternifolia), was included to the fibers, and their antimicrobial activity against Aggregatibacter actinomycetemcomitans (ATCC 00078) was investigated. Nanofibers with terpinen-4-ol displayed an operative antimicrobial activity against A. actinomycetemcomitans [91]. Hybrid PLA/titania (PLA/TiO2) fibrous membranes revealing outstanding air filtration performance and noble antibacterial activity were equipped with the utilization of the electrospinning method. By means of changing the composition of the forerunner solutions and the relative humidity, the morphologies of PLA/TiO2 fibers, including the nano-pores and nanometer-scale protrusions on the top layer of the fibers, could be controlled. The spreading of nano-pores and TiO2 nanoparticles on the surface of PLA/TiO2 fibers was explored. Nitrogen adsorption–desorption investigation exposed that nano-pores and nanometer-scale protrusions play a significant character in refining the specific surface area and nano-pore volume of the applicable PLA/TiO2 fibrous membrane. Filtration performance assessments directed through determining the penetration of sodium chloride aerosol particles with a 260-nm mass median diameter designated that fibers with a high surface roughness, large specific surface area, and large nano-pore volume significantly enhanced the particle detention effectiveness and simplified the penetration of airflow. Moreover, the introduction of TiO2 nanoparticles gives the significant fibrous membrane with antibacterial properties. The PLA/TiO2 fibrous membrane loaded with 1.75 wt% TiO2 nanoparticles designed at a relative humidity of 45% demonstrated high filtration efficacy (99.996%) and a relatively low pressure drop (128.7 Pa), besides a high antibacterial activity of 99.5% [92]. In another work, PLA and poly(vinylpyrrolidone) (PVP) nanofibers loaded with copaiba (Copaifera sp.) oil were created using solution blow-spinning. Copaiba oil is extracted from Copaifera L., a tree natural to steamy areas of Latin America and West Africa. Some of the vigorous substances in copaiba oil are β-bisabolol, an anti-inflammatory agent, and β-caryophyllene, a bactericidal and anti-inflammatory composite. The copaiba oil was described by means of gas chromatography (GC). PLA and four PLA/PVP blends holding 20% (wt%) oil were spun. GC analysis proved that the chief component of the copaiba oil was β-caryophyllene, a recognized antimicrobial agent. In vitro release examinations of copaiba oil volatiles exhibited a higher release rate in nanofibers having PVP. Nanofibers prepared from blends holding higher quantities of PVP had superior antimicrobial act against Staphylococcus aureus [93].
Biosensors
Nootsuwan et al. [94] formulated nanosilver-coated carbon black through benzoxazine oxidation as a filler for PLA to create new hybrid materials with enhanced electrical properties. The optimum structure of the hybrid materials was found to be 15 phr of nanosilver-coated carbon black in PLA (15AgCB-PLA) [94]. Biotin surface-functionalized PLA nanofibers are produced as biosensors. Variable concentrations of biotin (up to 18 weight total percent (wt%) were combined to PLA fibers together with poly(lactic acid)-block-poly(ethylene glycol) (PLA-b-PEG) block polymers. The incorporation of PLA-b-PEG block copolymers not only reduced fiber diameters but also affectedly improved the quantity of biotin accessible at the fiber surface capable to bind. Fiber water stability examinations exposed that both biotin and PLA-b-PEG migrated to the aqueous phase after comparatively extended times of water exposure. These nanofibers display a possible application as a biosensor for point-of-care diagnostics [95].
PLA Nanoparticles as Gene-Delivery Systems
Polymer nanoparticles (NPs) signify one of the most advanced non-aggressive methods for drug-delivery uses. One of the usage types of NPs is to carry the therapeutic molecules such as drugs, proteins, or nucleic acids straight into the targeted organ or tissue. PLA NPs are made of simple monomers which are naturally present in the body and consequently simply defecated without being toxic [96]. Tri-block PLA/poly(ethylene glycol)/PLA (PLA/PEG/PLA) copolymers are among the most active nano-carriers for gene delivery into mammalian cells, because of their biocompatibility and biodegradability properties. In a novel effort in 2019, researchers examined the nanoparticles formulated with the polyethylenimine (PEI) associated with PLA–PEG–PLA copolymer for effective DNA encapsulation and delivery. PLA–PEG–PLA/DNA and PLA–PEG–PLA/PEI/DNA nanoparticles with various concentrations of PEI were organized by the double emulsion-solvent evaporation system. The flow cytometry examination exposed that through increasing the mass ratio of PEI:(PLA–PEG–PLA) (w/w%) in PLA–PEG–PLA/PEI/DNA nanoparticles, the proficiency of the gene delivery into MCF-7 cells was enhanced. The consequences also confirmed that PLA–PEG–PLA/PEI/DNA nanoparticles in the serum medium enhanced the efficiency of gene delivery more than twofold, compared to PEI/DNA complex [97].
Food Packaging
An innovative method to improve the antimicrobial properties of PLA packaging films through holding their thermo-mechanical properties was tested. ZnO nanoparticles were deposited on the outer and inner sides of halloysite nanotubes (Hal) with a new solvothermal technique, and these ZnO deposited Hal (ZnO-Hal) were combined into the PLA matrix as reinforcing filler. PLA composite films were made up by means of the solution casting process with different filler loadings (0–10 mass%). PLA films with ZnO had inferior mechanical properties while PLA films with ZnO-Hal presented noteworthy developments, where tensile strength and modulus improved by 30% and 65% with the adding of 5 mass%, correspondingly [98]. In a different research in 2017, carboxymethyl chitosan was processed to nanopowder (NCMC) form with a diameter of 483 nm over ball-milling. Four hundred milligrams of NCMC was effectively electrospun to nanofibers with the assistant of 4-g PLA to formulate NCMC/PLA nanofibrous composite mats. NCMC/PLA mats with different morphology could be organized through changing the electrospinning voltage at 12–30 kV and the distance at 10–22 cm. X-ray photoelectron spectroscopy and Fourier transform infrared spectroscopy confirmed the presence of NCMC in the composites [33]. Another packaging material was gained via combining cinnamon essential oil/bcyclodextrin inclusion complex (CEO/b-CD-IC) to PLA nanofibers via electrospinning method. The CEO/b-CD-IC was organized through the co-precipitation system, and scanning electron microscopy (SEM) and Fourier transform infrared (FTIR) spectroscopy analysis specified the effective creation of CEO/b-CD-IC, which developed the thermal stability of CEO. The CEO/b-CD-IC was then incorporated into PLA nanofibers via electrospinning, and the PLA/CEO/b-CD nanofilm presented improved antimicrobial activity compared to PLA/CEO nanofilm [99].
PLA Fiber Wet Processing
To attain the best use of the PLA fiber fabrics in respect of their physical features (strength, hand, drape, etc.), the serious attention is needed to determine the correct wet-processing procedure types (pretreatment such as scouring, bleaching process, surface modification using UV/ozone treatment, plasma treatment, and dyeing) and their related process conditions. The recent improvements in wet processing of PLA with modern procedures were discussed in the coming sections.
PLA fiber has emerged as an eco-friendly substitute to conventional poly(ethylene terephthalate) (PET) polyester fiber in many textile and clothing goods. Though it is alike to PET in many features, this fiber requires to some extent altered pretreatment and dyeing settings and conditions from PET to maintain its strength and other necessary features during production and daily usage [42, 100]. The mechanical possessions of PLA fibers are deliberated to be approximately alike to those of conventional PET fibers [101]. The specific gravity of PLA fibers is lesser than that of PET fibers. The melting point of PLA fibers is between 130 °C and 170 °C, while that of PET fibers is in the variety of 254–260 °C [102]. Elastic recovery of PLA fibers at 5% strain is greater than that of PET fibers [103]. PLA fibers display higher sensitivity to alkali than do PET fibers. Some loss of fiber strength throughout following wet treating is perceived if care is not occupied in the dyeing and finishing of the PLA fiber owing to these mentioned sensitivities [63, 104]. It necessitates lower-temperature conditions and some procedure alterations in pre-heat setting, scouring dyeing, finishing, and posttreatments [105].
Scouring Process
PLA was not damaged throughout the scouring process with a non-ionic detergent and sodium carbonate up to 5 g/L. A treating temperature up to 60 °C (Tg) should be used for PLA and the pH must not surpass 11. The SEM investigation specified that scouring above Tg produced the creation of pin holes in the structure of fibers; the surface deformation was higher at 100 °C [106].
Bleaching Process
Bleaching with sodium hypochlorite at 40 °C for 30 min did not affect negatively in respect of the tensile strength. Sodium chlorite concentration as high as 10% weight of fabric (owf) at 85 °C was found to be suitable. Bleaching with hydrogen peroxide up to 50 mL/L at ambient settings did not affect negatively the PLA tensile strength. Alkaline-oxidative conditions were more harmful to PLA polymer than acidic-oxidative conditions; the lower the application temperature, the lower the fiber damage. ATR-FTIR spectroscopy of scoured and bleached PLA designated that few or no new functionalities were introduced into the PLA polymer. The XPS of pretreated PLA exposed that through scouring and bleaching newer surfaces were unprotected and that bleaching with sodium hypochlorite and sodium chlorite was less damaging than hydrogen peroxide. It was stated that the polar groups for example hydroxyl and carboxyl produced in the pretreatment process might increase the adhesion of textiles to several coatings and decrease the static charge buildup [106].
Surface Modification
Surface modification of the fabrics by means of various systems such as plasma treatment, alkaline hydrolysis, and treatment with enzyme is a dynamic region of the investigation in the textile industry [5, 107]. For using a PLA fabric in the textile industry, appropriate pretreatment surface modification procedures can be designated to improve the usability of PLA in different applications. For instance, researchers evaluated the hydrolytic action of a proteolytic enzyme (Alcalase from Bacillus licheniformis) on PLA fibers. The special effects of an additive on the enzymatic hydrolysis were also investigated. The consequences exposed that the optimum enzymatic-hydrolysis situations for this Alcalase are: pH 9.5, temperature 60 °C, enzyme concentration 50% on weight of fabric (owf), and l-cysteine concentration of 3 mM. PLA fabrics were hydrolyzed efficiently, but there was no damage to these fabrics judging by tensile strength and surface observations. X-ray diffractometry recognized a new peak (at 2θ = 18.5°), implying a morphological change produced with the treatment. Besides, hydrophilic properties such as moisture regain and dyeing properties were improved via this proteolytic enzymatic hydrolysis. So, enzymatic hydrolysis can be chosen as an appropriate technique for improvement of hydrophilicity of PLA fabrics [108].
Plasma Treatment
To attain bifunctional PLA fibers from the opinion of hydrophilicity/hydrophobicity, both sides of a PLA fabric were exposed to a plasma treatment [109]. The plasma treatment was accomplished at 100 W, 1.8 mbar, throughout 30 min. By means of scanning electron microscopy (SEM) morphological investigation, it became apparent that the fabric side facing the oxygen inlet presented micropittings, whereas the opposite side had flat surfaces. Analysis by X-ray photoelectron spectroscopy (XPS) exposed an increase in the quantity of oxygen in the surface of the PLA on both sides of the fabric. The surface function was considered using measurements of water absorption rate, where it was controlled that one fabric side was more hydrophilic than the other side. The consequences designated a success of a bifunctional fabric through orientation of employed gases via a plasma treatment [110]. Physical assets of pre-electrospinning polymer solutions play an important character in electrospinning as they powerfully control the morphology of the gained electrospun nanofibers. In a novel research in 2018 by Rezaei et al. [111], an atmospheric-pressure argon plasma straight immersed in the liquid phase was used to alter the physical characteristics of PLA spinning solutions for advancing their electrospinnability. The electrical features of the plasma were explored by means of two systems—V–I waveforms and Q–V Lissajous plots—while the optical emission appearances of the plasma were also controlled via optical emission spectroscopy (OES). Furthermore, a fast intensified charge-couple device (ICCD) camera was utilized to image the bubble dynamics during the plasma treatments. The results demonstrated the plasma treatment persuade important modifications to the chief physical characteristics of the PLA solutions leading to an improvement of electrospinnability and development of PLA nanofiber construction [111]. It is known that it is difficult to create deep dyeing effects on PLA fibers. In a different research Wang et al. [112] used chitosan, succine anhydride, siloxane, and polyethylene glycol to create a series of chitosan/siloxane polyesters that have a hydrophilic part (chitosan) and a hydrophobic part (siloxane), and this chitosan/siloxane polyester can be covered on PLA fiber, which they had exposed to argon plasma treatment for developing their antimicrobial properties and increasing the fibers dyeing efficacy. The results demonstrate that, after the surface plasma treatment, longer PEG chain lengths caused greater color yield (K/S) values leading to higher color strength. So, the surface plasma pretreatment and chitosan/siloxane polyesters coating presented that lower DE values cause more leveling dyeing of PLA fiber [112]. The effect of oxygen plasma treatment on PLA fabric and the effect on its wetting features were also studied. A different analytical structure, based on image analysis, was established for assessing the rate of spreading and dynamic movement of liquid over the fabrics. The techniques of X-ray photoelectron spectroscopy (XPS) and scanning electron microscopy (SEM) were used to test the nature of the surface modifications after the plasma treatment. The tests displayed that the oxygen plasma treatment abraded the surface of the PLA fibers; nevertheless, it did not change their chemical nature. The improved surface abrasion made alteration to the wetting or wicking rates of water on PLA fibers [113].
UV/Ozone Treatment
One of the operative and efficient procedures of surface modification of natural polymers and synthetic polymers, such as polyethylene, polypropylene, polyacetylene, and PET, is ultraviolet/ozone (UV/O3) irradiation [114, 115]. Excitation and dissociation of the polymeric molecules occur throughout exposing the surface to the UV/O3 treatment, which is recognized as a photosensitized oxidation procedure. This treatment alters the surface morphology and topography of the polymer. The SEM (scanning electron microscopy) images displayed a noticeable growth in the grain size and the surface roughness of the irradiated polymer in comparison to the surface of the untreated examples [2, 116, 117]. Fattahi et al. [5] explored the influence of UV/ozone irradiation together with the pretreatments via distilled water, hydrogen peroxide, and hydrogen peroxide/sodium silicate solutions on the dyeing depth of the PLA fabrics with the use of disperse dyes, and the consequences were associated with that of the untreated fabrics. The outcomes revealed that the reflectance and the lightness (L∗) level of the treated PLA fabrics reduced and these decreases maximized by the pretreatment of the fabrics with the hydrogen peroxide/sodium silicate solution. The SEM images of the PLA fiber fabrics displayed an alteration in the surface morphology of the treated fabrics which is accredited to the extended etching influence of the UV/ozone irradiation [5].
Dyeing
The hydrolytic degradation of PLA fibers in the conservative aqueous dyeing situations limited its uses in textile industry. A novel sustainable and hydrolysis-free dyeing method was advanced for PLA fibers. A solvent dyeing procedure was established by means of liquid paraffin as a nonaqueous dyeing medium [118]. High-quality dyed PLA fabrics were gained without overwhelming water and auxiliaries. Nominal strength loss of dyed fibers was attained by post-heat setting treatment. The 3R principle (reduce, reuse, and recycle) was applied to confirm the environmental friendliness of solvent dyeing procedure. The consequence of a 9-cycle reclaim system confirmed the exceptional color uniformity of dyed PLA fabrics. The sustainability of this novel dyeing procedure was calculated in the charter of environmental/health/social impact. The dyeing technique sustainability index designated that the solvent dyeing route was favored over the aqueous dyeing. This process qualified the useful utilization of PLA as textile fibers [118]. Researchers considered the dyeing procedure of PLA and PHBV blends and the investigational outcomes displayed that an admirable dyeing influence and bursting strength can be attained via suitably applied dyes (C.I. disperse orange 30, red 74, and blue 79) under optimum low-dyeing-temperature settings (100 °C, 10 min, pH 5, LR 30: I) [119]. Dispersant-free dyeing of PLA fabric with three temporarily solubilized azo disperse dyes which hold β-sulfatoethylsulfonyl group was carried out. The temporarily solubilized azo disperse dyes were effectively applied to PLA fabric without the usage of dispersant. The color strength on PLA fabric was reliant on dyebath pH and dyeing temperature too. The best consequences were obtained at pH 7–8 and 110 °C. The dyes exhibited significantly greater color yields on PLA fabric when compared to the commercial disperse dyes. Wash fastness was very poor but light fastness was respectable [120]. Lee et al. [121] heightened an appropriate dyeing process for PLA fabrics with disperse dyes. For this, C.I. disperse red 60 (DR 60), disperse blue 56 (DB 56), and disperse yellow 54 (DY 54) were utilized and dyed on PLA fabrics reliant on dyeing temperature and dyeing time. The color fastness of PLA fabrics dyed with three disperse dyes were assessed. Additionally, dye exhaustion, color strength (K/S value), and colorimetric properties of PLA fabrics were associated with PET fabrics. PLA fabrics exhibited good color fastness to washing, dry cleaning fastness, hot pressing fastness, rub fastness, and perspiration fastness by DR 60, DB 56, and DY 54. The dye exhaustion of PLA fabrics was inferior to PET fabrics, although color strength (K/S) values of PLA fibers were more than those of PET fabrics.
3D Printing
3D printers establish a fast-growing universal market. These printers are frequently employed in research and advance cases associated with engineering or architecture, mainly for structural components or rapid prototyping. PLA filaments are very popular as a thermoplastic material used in the 3D printing process via “fused deposition modeling” technique in the last decade. On the other hand, 3D printing is a growing technology that has a large financial potential in many industries where PLA is one of the chief elections as the source polymer owing to its ease of printing, environmentally friendly nature, glossiness, and multicolor appearance properties [122]. In this class, PLA filament is fed to the 3D printing mechanism via a clamping cylinder and is melted at the wanted temperature extrusion head and the solid portion of the filament drives the melt into the nozzle and the nozzle could be moved horizontally along the xy plane. Throughout this drive, the molten material is deposited on the table, which can be motivated in the vertical z-direction. “Fused deposition modeling” (FDM), “fused filament fabrication” (FFF), and “melt extrusion production” (MEM) terms are extensively used for this kind to designate the machineries based on the material extrusion. These methods are essentially similar and only their trade titles are unalike. Wholly the supplied thermoplastic material solidifies rapidly after accumulation. This permits the production of complex 3D substances. PLA plays a significant character in FDM. This printing technology is an inexpensive utensil for the progress of efficient components or cases for electronics. The conductivity of PLA can be improved by means of mixing it with the ionic liquid “trihexyl tetradecyl phosphonium decanoate.” This offers a method to modify PLA for multifaceted useful goods formed via an efficient fused filament fabrication [123]. Antoniac et al. [124] in 2019 demonstrated the viability of obtaining magnesium (Mg) filled PLA biocomposites as filament feedstock for material extrusion-based additive manufacturing (AM). Filaments were formed from two PLA/magnesium/vitamin E compositions and then used for experiment testers and anterior cruciate ligament (ACL) screws on a low-cost 3D printer. Although the filament built-up procedure could not confirm an even distribution of Mg particles in the PLA matrix , a good integration was observed, possibly owing to the use of vitamin E as a forerunner [124]. Cheng et al. [125] in 2017 examined the capability of the chemical vapor deposition (iCVD) procedure to construct 3D printed matters made with PLA and acrylonitrile butadiene styrene (ABS). The thermally insulating possessions of the 3D printed plastics are a challenge for the iCVD method owing to the wide thermal gradients along the constructions throughout processing. The processing parameters, such as substrate and filament temperatures, have been analytically varied to control how these factors mark the equality of coatings during the 3D printed substances. 3D printed items were later covered by both hydrophobic and hydrophilic polymers. Contact angle goniometry and X-ray photoelectron spectroscopy were recycled to describe functionalized surfaces [125].
Conclusions
PLA is a sustainable, renewable, biodegradable, bioabsorbable, biocompatible linear aliphatic thermoplastic polyester fiber produced from 100% renewable resources like corn, starch, and rice. PLA’s melt processing simplicity, sustainable and renewable source origin, exceptional property spectrum, and composting easiness and recyclable nature at the end of its lifetime have resulted in PLA fibers finding an enhancing interest and acceptance over a wide range of commercial textile sectors. PLA can find many different application types from medical and pharmaceutical applications to environmentally benign film and fibers for packaging, houseware, and apparel. In this chapter, the latest (especially in the last decade) technological developments on PLA fiber, their recent end-use application types such as different biomedical application types (tissue engineering, wound dressing, drug-delivery systems, antibacterial mats, etc.), the recent improvements in wet processing of PLA (such as pretreatment, scouring, bleaching, surface modification, and dyeing) with modern sustainable processing techniques and 3D printing with PLA were reviewed in detail.
As one can realize, researchers and scientists were aimed to create advance applications for the unique property set obtained from PLA fibers. Many more innovative and futuristic applications will be possible in the near future to increase the usability of PLA for many different purposes and end-use application types. With the future detections and improvements in polymer and fiber and its different processing setups along with future expansions in suitable applications for the fibers, it can be expected that the usage of PLA fibers will develop and enhance speedily in the next numerous years.
References
Nofar M, Sacligil D, Carreau PJ et al (2019) Poly (lactic acid) blends: processing, properties and applications. Int J Biol Macromol 125:307–360
Gashti MP, Pournaserani A, Ehsani H et al (2013) Surface oxidation of cellulose by ozone-gas in a vacuum cylinder to improve the functionality of fluoromonomer. Vacuum 91:7–13
Lertphirun K, Srikulkit K (2019) Properties of poly(lactic acid) filled with hydrophobic cellulose/SiO2 composites. Int J Polym Sci 2019:7835172
Fattahi F, Izadan H, Khoddami A. (2011) Deep dyeing of poly (lactic acid) and poly (ethylene terephthalate) fabrics using UV/ozone irradiation. In: 4th International Color and Coatings Congress, Tehran-Iran, 22–24 November 2011
Fattahi F, Izadan H, Khoddami A (2012) Investigation into the effect of UV/ozone irradiation on dyeing behaviour of poly(lactic acid) and poly(ethylene terephthalate) substrates. Prog Color Colorants Coat 5:15–22
Khoddami A, Avinc O, Ghahremanzadeh F (2011) Improvement in poly(lactic acid) fabric performance via hydrophilic coating. Prog Org Coat 72(3):299–304
Khoddami A, Avinc O, Mallakpour S (2010) A novel durable hydrophobic surface coating of poly(lactic acid) fabric by pulsed plasma polymerization. Prog Org Coat 67(3):311–316
Avinc O, Khoddami A, Hasani H (2011) A mathematical model to compare the handle of PLA and PET knitted fabrics after different finishing steps. Fibers Polym 12(3):405–413
Doustgani A, Ahmadi E (2016) Melt electrospinning process optimization of polylactic acid nanofibers. J Indus Text 45(4):626–634
Jain A, Kunduru KR, Basu A et al (2016) Injectable formulations of poly(lactic acid) and its copolymers in clinical use. Adv Drug Deliv Rev 107:213–227
Magiera A, Markowski J, Menaszek E et al (2017) PLA-based hybrid and composite electrospun fibrous scaffolds as potential materials for tissue engineering. J Nanomater 2017:9246802
Scaffaro R, Lopresti F, Marino A, Nostro A (2018) Antimicrobial additives for poly(lactic acid) materials and their applications: current state and perspectives. Appl Microbiol Biotechnol 102:7739–7756
Toncheva A, Spasova M, Paneva D et al (2014) Polylactide (PLA)-based electrospun fibrous materials containing ionic drugs as wound dressing materials: a review. Int J Polym Mater Polym Bio Mater 63:657–671
Hu W, Huang Z-M (2010) Biocompatibility of braided poly(L-lactic acid) nanofiber wires applied as tissue sutures. Polym Int 59:92–99
Tsuji H (2016) Poly(lactic acid) stereocomplexes: a decade of progress. Adv Drug Deliv Rev 107:97–135
Shahverdi S, Hajimiri M, Esfandiari MA et al (2014) Fabrication and structure analysis of poly(lactide-co-glycolic acid)/silk fibroin hybrid scaffold for wound dressing applications. Int J Pharm 473:345–355
Samuel C, Cayuela J, Barakat I et al (2013) Stereocomplexation of polylactide enhanced by poly(methyl methacrylate): improved processability and thermomechanical properties of stereocomplexable polylactide-based materials. ACS Appl Mater Interfaces 5(22):11797–11807
Samadi A, Abdolrasouli MH, Babaei A (2018) Effect of organo-clay modifier and compatibilizer on the morphological development and cold crystallization kinetics of polylactide/polyethylene/montmorillonite nanocomposites. Iran J Polym Sci Technol 31(3):251–264
Shi X, Zhang G, Siligardi C et al (2015) Comparison of precipitated calcium carbonate/polylactic acid and halloysite/polylactic acid nanocomposites. J Nanomater 2015:905210
Shao W, He J, Han Q et al (2016) A biomimetic multilayer nanofiber fabric fabricated by electrospinning and textile technology from polylactic acid and tussah silk fibroin as a scaffold for bone tissue engineering. Mater Sci Eng A 67:599–610
Gizdavic-Nikolaidis M, Ray S, Bennett J et al (2011) Electrospun poly(aniline-co-ethyl 3-aminobenzoate)/poly(lactic acid) nanofibers and their potential in biomedical applications. J Polym Sci A Polym Chem 49:4902–4910
Su CJ, Tu MG, Wei L et al (2017) Calcium silicate/chitosan-coated electrospun poly (lactic acid) fibers for bone tissue engineering. Materials 10:E501
Casasola R, Thomas NL (2016) Electrospinning of poly(lactic acid): theoretical approach for the solvent selection to produce defect-free nanofibers. J Polym Sci B 54(15)
Shan X, Li F, Liu C (2014) Electrospinning of chitosan/poly(lactic acid) nanofibers: the favorable effect of nonionic surfactant. J Appl Polym Sci 131(22)
Casasola R, Thomas NL, Georgiadou S (2016) Electrospinning of poly(lactic acid): theoretical approach for the solvent selection to produce defect-free nanofibers. J Polym Sci Polym Phys 54:1483–1498
Ramot Y, Haim-Zada M, Domb AJ, Nyska A (2016) Biocompatibility and safety of PLA and its copolymers. Adv Drug Deliv Rev 107:153–162
Yang T, Zhou W, Ma P (2019) Manufacture and property of warp-knitted fabrics with polylactic acid multifilament. Polymers 11:65
Gentile P, Chiono V, Carmagnola I, Hatton PV (2014) An overview of poly(lactic-co-glycolic) acid (PLGA)-based biomaterials for bone tissue engineering. Int J Mol Sci 15:3640–3659
Khoo RZ, Ismail H, Chow WS (2016) Thermal and morphological properties of poly (lactic acid)/nanocellulose nanocomposites. Proc Chem 19:788–794
Liu C, Wong HM, Yeung KWK, Tjong SC (2016) Novel electrospun polylactic acid nanocomposite fiber Mats with hybrid graphene oxide and nanohydroxyapatite reinforcements having enhanced biocompatibility. Polymers 8(8):287
Li J, Song Z, Gao L, Shan H (2016) Preparation of carbon nanotubes/polylactic acid nanocomposites using a non-covalent method. Polym Bull 73(8):2121–2128
James R, Manoukian OS, Kumbar SG (2016) Poly(lactic acid) for delivery of bioactive macromolecules. Adv Drug Deliv Rev 107:277–288
Lv J, Yin X, Zeng Q et al (2017) Preparation of carboxymethyl chitosan nanofibers through electrospinning the ball-milled nanopowders with poly (lactic acid) and the blood compatibility of the electrospun NCMC/PLA mats. J Polym Res 24(4)
Murariu M, Dubois P (2016) PLA composites: from production to properties. Adv Drug Deliv Rev 107:17–46
Kayaci F, Umu O, Tekinay T et al (2013) Antibacterial electrospun poly(lactic acid) (PLA) nanofibrous webs incorporating triclosan/cyclodextrin inclusion complexes. J Agric Food Chem 61:3901–3908
Hadjizadeh A, Savoji H, Ajji A (2016) A facile approach for the mass production of submicro/micro poly (lactic acid) fibrous mats and their cytotoxicity test towards neural stem cells. Biomed Res Int 2016:8921316
Arjmandi R, Hassan A, Zakaria Z (2017) Polylactic acid green nanocomposites for automotive applications. Green Biocomp Design Appl:193–208
Revati R, Majid MSA, Normahira M (2015) Biodegradable poly (lactic acid) scaffold for tissue engineering: a brief review. Iran J Polym Sci Technol 1(1):16–24
Kalia S, Dufresne A, Cherian B et al (2011) Cellulose-based bio- and nanocomposites: a review. Int J Polym Sci 2011:837875
Santoro M, Shah SR, Walker JL, Mikos AG (2016) Poly(lactic acid) nanofibrous scaffolds for tissue engineering. Adv Drug Deliv Rev 107:206–212
Tyler B, Gullotti D, Mangraviti A et al (2016) Polylactic acid (PLA) controlled delivery carriers for biomedical applications. Adv Drug Deliv Rev 107:163–175
Ospina-Orejarena A, Vera-Graziano R, Castillo-Ortega MM et al (2016) Grafting collagen on poly (lactic acid) by a simple route to produce electrospun scaffolds, and their cell adhesion evaluation. Tiss Eng Regen Med 13(4):375–387
Hamada K, Kaseemb M, Ayyoobd M et al (2018) Polylactic acid blends: the future of green, light and tough. Prog Polym Sci 85:83–127
Sharma J, Lizu M, Stewart M et al (2015) Multifunctional nanofibers towards active biomedical therapeutics. Polymers 7:186–219
Mokhena TC, Sefadi JS, Sadiku ER et al (2018) Thermoplastic processing of PLA/cellulose nanomaterials composites. Polymers 10:1363
Gorrasi G, Sorrentino A, Pantani R (2015) Modulation of biodegradation rate of poly(lactic acid) by silver nanoparticles. J Polym Environ 23(3):316–320
Zhang W, Ronca S, Mele E (2017) Electrospun nanofibres containing antimicrobial plant extracts. Nanomaterials 7:42
Li L, Stiadle JM, Lau HK et al (2016) Tissue engineering-based therapeutic strategies for vocal fold repair and regeneration. Biomaterials 108:91–110
Muthukumar T, Aravinthan A, Sharmila J et al (2016) Collagen/chitosan porous bone tissue engineering composite scaffold incorporated with ginseng compound K. Carbohydr Polym 152:566–574
Zhou H, Tang Y, Wang Z et al (2018) Cotton-like micro- and nanoscale poly(lactic acid) nonwoven fibers fabricated by centrifugal meltspinning for tissue engineering. RSC Adv 8:5166–5179
Mohiti-Asli M, Saha S, Murphy SV et al (2015) Ibuprofen loaded PLA nanofibrous scaffolds increase proliferation of human skin cells in vitro and promote healing of full thickness incision wounds in vivo. J Biomed Mater Res B 105:327–339
Jiang S, Lv J, Ding M et al (2016) Release behavior of tetracycline hydrochloride loaded chitosan/poly(lactic acid) antimicrobial nanofibrous membranes. Mater Sci Eng C 59:86–91
Quirós J, Boltes K, Rosal R (2016) Bioactive applications for electrospun fibers. Polym Rev 56:631–667
Aldana A, Abraham G (2017) Current advances in electrospun gelatin-based scaffolds for tissue engineering applications. Int J Pharm 523(2):441–453
Xu T, Yang H, Yang D et al (2017) Polylactic acid nanofiber scaffold decorated with chitosan island like topography for bone tissue engineering. ACS Appl Mater Interfaces 9(25):21094–21104
Xu T, Miszuk JM, Zhao Y et al (2015) Electrospun polycaprolactone 3D nanofibrous scaffold with interconnected and hierarchically structured pores for bone tissue engineering. Adv Healthc Mater 4(15):2238–2246
Tetteh G, Khan AS, Delaine-Smith RM et al (2014) Electrospun poly urethane/hydroxyapatite bioactive scaffolds for bone tissue engineering: the role of solvent and hydroxy apatite particles. J Mech Behav Biomed Mater 39:95–110
Wang Y, Yang X, Gu Z et al (2016) In vitro study on the degradation of lithium-doped hydroxyapatite for bone tissue engineering scaffold. Mater Sci Eng C 66:185–192
Cavo M, Scaglione S (2016) Scaffold microstructure effects on functional and mechanical performance: integration of theoretical and experimental approaches for bone tissue engineering applications. Mater Sci Eng C 68:872–879
Fu Y, Liu L, Cheng R et al (2018) ECM decorated electrospun nanofiber for improving bone tissue regeneration. Polymers 10:272–284
Birhanu G, Tanha S, Akbari Javar H et al (2018) Dexamethasone loaded multi-layer poly-l-lactic acid/pluronic P123 composite electrospun nanofiber scaffolds for bone tissue engineering and drug delivery. Pharm Dev Technol:1–10
Jing X, Mi H-Y, Salick MR et al (2015) Electrospinning thermoplastic polyurethane/graphene oxide scaffolds for small diameter vascular graft applications. Mater Sci Eng C 49:40–50
Gugutkov D, Gustavsson J, Cantini M et al (2016) Electrospun fibrinogen-PLA nanofibres for vascular tissue engineering. J Tissue Eng Regen Med 11(10):2774–2784
Farzamfar S, Esmailpour F, Rahmati M et al (2017) Poly-lactic acid/gelatin nanofiber (PLA/GTNF) conduits containing platelet-rich plasma for peripheral nerve regeneration. Int J Health Stud 3(2)
HY TX, Yang D, Yu Z-Z (2017) Polylactic acid nanofiber scaffold decorated with chitosan island like topography for bone tissue engineering. ACS Appl Mater Interfaces 9:21094–21104
Andreu V, Mendoza G, Arruebo M, Irusta S (2015) Smart dressings based on nanostructured fibers containing natural origin antimicrobial, anti-inflammatory, and regenerative compounds. Materials 8:5154–5193
Fayemi OE, Ekennia AC, Katata-Seru L et al (2018) Antimicrobial and wound healing properties of polyacrylonitrile-moringa extract nanofibers. ACS Omega 3(5):4791–4797
Song DW, Kim SH, Kim HH et al (2016) Multi-biofunction of antimicrobial peptide-immobilized silk fibroin nanofiber membrane: implications for wound healing. Acta Biomater 39:146–155
Dhivya S, Viswanadha VP, Santhini E (2015) Wound dressings—a review. Biomedicine 5(4)
Felgueiras HP, Amorim MTP (2017) Functionalization of electrospun polymeric wound dressings with antimicrobial peptides. Colloids Surf B Biointerfaces 156:133–148
Dzikowski M, Castanié N, Guedon A et al (2017) Antibiotic incorporation in jet-sprayed nanofibrillar biodegradable scaffolds for wound healing. Int J Pharm 532:802–812
Gomaa SF, Madkour TM, Moghannem S et al (2017) New polylactic acid/cellulose acetate-based antimicrobial interactive single dose nanofibrous wound dressing mats. Int J Biol Macromol 105:1148–1160
Pilehvar-Soltanahmadi Y, Dadashpour M, Mohajeri A et al (2018) An overview on application of natural substances incorporated with electrospun nanofibrous scaffolds to development of innovative wound dressings. Mini Rev Med Chem 18(5):414–427
Gainza G, Villullas S, Pedraz JL et al (2015) Advances in drug delivery systems (DDSs) to release growth factors for wound healing and skin regeneration. Nanomedicine 11(6):1551–1573
Vakilian S, Norouzi M, Soufi-Zomorrod M et al (2018) Inermis-loaded nanofibrous scaffolds for wound dressing applications. Tissue Cell 51:32–38
Lai H-J, Kuan C-H, Wu H-C et al (2014) Tailored design of electrospun composite nanofibers with staged release of multiple angiogenic growth factors for chronic wound healing. Acta Biomater 10(10):4156–4166
Tocco I, Zavan B, Bassetto F et al (2012) Nanotechnology-based therapies for skin wound regeneration. J Nanomater 2012:714134
Khan A, Xiangyang S, Ahmad A et al (2018) Electrospinning of crude plant extracts for antibacterial and wound healing applications: a review. SM J Biomed Eng 4(1):1024
Chen S, Liu B, Carlson MA et al (2017) Recent advances in electrospun nanofibers for wound healing. Nanomedicine 12(11):1335–1352
Chereddy K, Coco R, Memvanga P et al (2013) Combined effect of PLGA and curcumin on wound healing activity. J Control Release 171:208–215
Rahmani Del Bakhshayesh A, Annabi N et al (2018) Recent advances on biomedical applications of scaffolds in wound healing and dermal tissue engineering. Artif Cell Nanomed BioTech 46(4):691–705
Gao W, Sun L, Fu X et al (2018) Enhanced diabetic wound healing by electrospun core–sheath fibers loaded with dimethyloxalylglycine. J Mater Chem B 6(2):277–288
Pásztor N, Rédai E, Szabó Z-I, Sipos E (2017) Preparation and characterization of levofloxacin-loaded nanofibers as potential wound dressings. Acta Med Marisiensis 63(2):66–69
Perumal G, Pappuru S, Chakraborty D et al (2017) Synthesis and characterization of curcumin loaded PLA—hyperbranched polyglycerol electrospun blend for wound dressing applications. Korean J Couns Psychother 76:1196–1204
Foong CY, Hamzah MSA, Razak SIA et al (2018) Influence of poly(lactic acid) layer on the physical and antibacterial properties of dry bacterial cellulose sheet for potential acute wound healing maters. Fibers Polym 19(2):263–271
Scaffaro R, Lopresti F, D’Arrigo M et al (2018) Efficacy of poly(lactic acid)/carvacrol electrospun membranes against Staphylococcus aureus and Candida albicans in single and mixed cultures. Appl Microbiol Biotechnol 102:4171–4181
AdomaviIi E, PupkeviIi S, Juškait V et al (2017) Formation and investigation of electrospun PLA materials with propolis extracts and silver nanoparticles for biomedical applications. J Nanomater 2017:8612819
Doustgani A (2017) Doxorubicin release from optimized electrospun polylactic acid nanofibers. J Indus Text 47(1):71–88
Yu Q, Li Y, Han L et al (2019) Self-suspended starch fluids for simultaneously optimized toughness, electrical conductivity, and thermal conductivity of polylactic acid composite. Compos Sci Technol 169:76–85
Thenmozhi S, Dharmaraj N, Kadirvelu K, Kim HY (2017) Electrospun nanofibers: new generation materials for advanced applications. Mater Sci Eng B 217:36–48
Nepomuceno N, Ma B, Bonan R et al (2018) Antimicrobial activity of PLA/PEG nanofibers containing terpinen-4-ol against aggregatibacter actinomycetemcomitans. J Appl Polym Sci 135:45782
Wang Z, Pan Z, JigenWang ZR (2016) A novel hierarchical structured poly(lactic acid)/Titania fibrous membrane with excellent antibacterial activity and air filtration performance. J Nanomater 2016:6272983
Bonan RF, Bonan PRF, Batista AUD et al (2015) In vitro antimicrobial activity of solution blow spun poly(lactic acid)/polyvinylpyrrolidone nanofibers loaded with copaiba (Copaifera sp.) oil. Mater Sci Eng C 48:372–377
Nootsuwan N, Wattanathana W, Jongrungruangchok S et al (2018) Development of novel hybrid materials from polylactic acid and nano-silver coated carbon black with distinct antimicrobial and electrical properties. J Polym Res 25(4)
González E, Shepherd LM, Saunders L, Frey MW (2016) Surface functional poly(lactic acid) electrospun nanofibers for biosensor applications. Materials 9:47
Calzoni E, Cesaretti A, Polchi A et al (2019) Biocompatible polymer nanoparticles for drug delivery applications in cancer and neurodegenerative disorder therapies. J Funct Biomater 10:E4
Amani A, Kabiri T, Shafiee S, Hamidi A (2019) Preparation and characterization of PLA-PEG-PLA/PEI/DNA nanoparticles for improvement of transfection efficiency and controlled release of DNA in gene delivery systems. Iran J Pharm Res 18(1):125–141
Silva RTD, Pasbakhsh P, SuiMae L, Kit AY (2015) ZnO deposited/encapsulated halloysite–poly (lactic acid) (PLA) nanocomposites for high performance packaging films with improved mechanical and antimicrobial properties. Appl Clay Sci 111:10–20
Spinelli G, Lamberti P, Tucci V et al (2019) Rheological and electrical behavior of nanocarbon/poly(lactic) acid for 3D printing applications. Compos B 167:467–476
Avinc O, Day R, Carr C, Wilding M (2012) Effect of combined flame retardant, liquid repellent and softener finishes on poly(lactic acid) (PLA) fabric performance. Text Res J 82:975–984
Cui W, Cheng L, Hu C et al (2013) Electrospun poly(L-Lactide) fiber with Ginsenoside Rg3 for inhibiting scar hyperplasia of skin. PLoS One 8(7):e68771
Bilbao-Sainz C, Chiou B-S, Valenzuela-Medina D et al (2014) Solution blow spun poly(lactic acid)/hydroxypropyl methylcellulose nanofibers with antimicrobial properties. Eur Polym J 54:1–10
Avinc O, Owens H, Bone J et al (2011) A colorimetric quantification of softened polylactic acid and polyester filament knitted fabrics to ‘water-spotting. Fibers Polym 12:893–903
Avinc O, Wilding M, Gong H, Farrington D (2010) Effects of softeners and laundering on the handle of knitted PLA filament fabrics. Fibers Polym 11:924–931
Hussain T, Tausif M, Ashraf M (2015) A review of progress in the dyeing of eco-friendly aliphatic polyester-based polylactic acid fabrics. J Clean Prod 108:476–483
GA B, CM C (2015) Surface and structural damage to PLA fibres during textile pretreatments. Fiber Text East Eur 24(2):52–58
Ren Y, Xu L, Wang C et al (2017) Effect of dielectric barrier discharge treatment on surface nanostructure and wettability of polylactic acid (PLA) nonwoven fabrics. Appl Surf Sci 426:612–621
Lee SH, Yeo SY (2016) Improvement of hydrophilicity of polylactic acid (PLA) fabrics by means of a proteolytic enzyme from bacillus licheniformis. Fibers Polym 17(8):1154–1161
Deshmukh RR, Bhat NV (2011) Pretreatments of Textiles Prior to Dyeing: Plasma Processing, Textile Dyeing, InTech Prof. Peter Hauser (Ed.), ISBN: 978-953-307-565-5
Silva R, Júnior C, Neves J et al (2018) Controlling wettability of the each side of the PLA fabric through orientation of the working gases (O2 and CH4) during cold plasma treatment. Mater Res 21(1)
Rezaei F, Nikiforov A, Morent R, De Geyter N (2018) Plasma modification of poly lactic acid solutions to generate high quality electrospun PLA nanofibers. Sci Rep 8(1):2241
Wang C, Lin L-H, Chen C-W, Lo Y-C (2017) Surface modification of poly(lactic acid) fabrics with plasma pretreatment and chitosan/Siloxane polyesters coating for color strength improvement. Polymers 9(371)
Wardman RH, Abdrabbo A (2010) Effect of plasma treatment on the spreading of micro drops through polylactic acid (PLA) and polyester (PET) fabrics. AUTEX Res J 10(1)
Rahmatinejad J, Khoddami A, Mazrouei-Sebdani Z, Avinc O (2016) Polyester hydrophobicity enhancement via UV-ozone irradiation, chemical pre-treatment and fluorocarbon finishing combination. Prog Org Coat 101:51–58
Eren H, Avinc O, Uysal P, Wilding M (2011) The effects of ozone treatment on polylactic acid (PLA) fibres. Text Res J:1–9
Kohli R (2019) Applications of UV-ozone cleaning technique for removal of surface contaminants. In: Kohli R, Mittal KL (eds) Developments in surface contamination and cleaning: applications of cleaning techniques, vol 11. Elsevier, Amsterdam, pp 355–390
Kohli R (2015) UV-ozone cleaning for removal of surface contaminants. In: Kohli R, Mittal KL (eds) Developments in surface contamination and cleaning, vol 9. William Andrew Publishing, Oxford, pp 71–104
Xu S, Chen J, Wang B, Yang Y (2015) Sustainable and hydrolysis-free dyeing process for polylactic acid using nonaqueous medium. ACS Sus Chem Eng 3(6):1039–1046
Zhang ZH, Xu ZQ, Huang TXM (2017) Dyeing processes of 100% bio-based and degradable polylactide/poly (hydroxybutyrate-co-hydroxyvalerate) textiles. Text Res J 10:2066–2075
Kim HS, Park YK, Jo AR, Lee JJ (2017) Dispersant-free dyeing of poly(lactic acid) knitted fabric with temporarily solubilized Azo disperse dyes. Fibers Polym 18(7):1263–1268
Hee LS, Song WS (2013). “Dyeing properties on polylactic acid (PLA) fabrics by disperse dyes.” Journal of the Korean Society of Clothing and Textiles 37(7):952–961
Baran EH, Erbil HY (2019) Surface modification of 3D printed PLA objects by fused deposition modeling: a review. Colloids Interfaces 3:43
Dichtl C, Sippel P, Krohns S (2017) Dielectric properties of 3D printed polylactic acid. Adv Mater Sci Eng 2017:1–10
Antoniac I, Popescu D, Zapciu A et al (2019) Magnesium filled polylactic acid (PLA) material for filament based 3D printing. Materials 12:719
Cheng C, Gupta M (2017) Surface functionalization of 3D-printed plastics via initiated chemical vapor deposition. Beilstein J Nanotechnol 8:1629–1636
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Switzerland AG
About this chapter

Cite this chapter
Fattahi, F.S., Khoddami, A., Avinc, O. (2020). Sustainable, Renewable, and Biodegradable Poly(Lactic Acid) Fibers and Their Latest Developments in the Last Decade. In: Muthu, S.S., Gardetti, M.A. (eds) Sustainability in the Textile and Apparel Industries. Sustainable Textiles: Production, Processing, Manufacturing & Chemistry. Springer, Cham. https://doi.org/10.1007/978-3-030-38013-7_9
Download citation
DOI: https://doi.org/10.1007/978-3-030-38013-7_9
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-38012-0
Online ISBN: 978-3-030-38013-7
eBook Packages: Earth and Environmental ScienceEarth and Environmental Science (R0)