
Abstract
Asphalt mixture is a blend of asphalt binder and aggregates, and is the most widely used paving material. The properties of asphalt mixture directly determine pavement performance. Therefore, how to evaluate the performance of asphalt mixture and designing mixture formula are of great importance. This chapter introduces the classification, structure, properties, tests, volumetric parameters, mixture design, and construction of asphalt mixtures. It starts with introducing the classification, composition and strength parameters of asphalt mixture. It then introduces the key properties and related tests, including high temperature stability, low temperature cracking, fatigue performance, moisture susceptibility and friction. The high temperature stability tests include Marshall stability test, loaded wheel test, Hamburg wheel tracking test, indirect tensile resilient modulus test, and asphalt mixture performance tests. The volumetric parameters of asphalt mixtures are discussed in detail, based on which the Marshall and Superpave mixture design methods are then introduced. By the end of the chapter, several typical mixtures and the construction process are discussed.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


The asphalt mixture, also known as asphalt concrete, is a material mainly composed of binder and aggregates to achieve required performance during the life cycle service. Asphalt mixture consists of 90–95% aggregates, and its performance is greatly influenced by the characteristics of aggregates. A mineral filler may be added to improve the quality or performance of asphalt mixture, such as the resistance to fatigue damage, low-temperature cracking, and moisture damage. Additives and admixtures usually account for less than 3% of the total mixture, and are added to enhance the performance or workability. Asphalt mixtures are ideal for pavement. Asphalt mixtures have sufficient high strength and surface texture for comfortable riding. It needs short time construction and the traffic can be immediately opened after construction. It is also very easy to maintain. The main drawbacks of asphalt mixtures are temperature and moisture susceptibility, and therefore a careful mixture design is needed.
7.1 Classification
7.1.1 Type of Mixture
Asphalt mixtures can be classified in many different ways. Asphalt materials in pavement engineering can be classified as asphalt mixtures which include mixing asphalt with aggregates, or asphalt seals which involve spraying asphalt binder with or without aggregate chips. Asphalt mixtures can be used on all classes of roads while asphalt seals are mainly for lower-class roads or as tack coats.
-
(1)
Asphalt mixtures
Asphalt mixtures refer to the mixtures made by drying and heating aggregates of a designed gradation to a specified temperature and mixing the asphalt with certain viscosity in the specified proportion at the given temperature. Asphalt mixtures are suitable for all classes of pavements and are widely used in both road and airport construction. One important benefit of the asphalt mixtures is that their strength forms quickly after the surface layer is compacted and cooled and therefore the pavement can open the traffic within a few hours.
-
(2)
Asphalt seals
The asphalt seal or seal coat is to apply a protective coating made from emulsified asphalt with or without aggregate chips on aged asphalt pavement to restore its functional performance. The emulsified asphalt is soaked into the asphalt pavement and fills in small gaps in aggregates for a smoother appearance. A fog seal is a light application of a diluted slow-setting asphalt emulsion to the surface of an aged or oxidized pavement surface. It takes a long time to open to the traffic after application. An excessive amount of asphalt will form a film on the pavement surface, causing low skid resistance and therefore the spraying rate must be strictly controlled. Fog seals are usually used on roads and parking lots with low traffic and speed.
7.1.2 Temperature
Based on the mixing and paving temperature, asphalt mixture can be classified into hot, warm, and cold mixtures. Hot mixed asphalt (HMA) is mixed and paved at 120–160 °C. The asphalt binder used in the HMA is not fluid at room temperature, so once HMA cools after paving, it becomes solid and strong enough to support traffic loads.
A warm mixture can be mixed and paved at 80–120 °C. It uses physical and chemical methods including emulsifying, foaming, and adding additives to reduce the viscosity of asphalt at a temperature lower than HMA. Warm mixtures have lots of benefits including less energy and fuel consumption to heat the mixture, fewer greenhouse gas, and less oxidation of the asphalt binder. The lower mixing temperatures can be achieved by several techniques including (1) using chemical additives to lower the high-temperature viscosity of the asphalt binder, (2) adding water to the binder, causing it to become foamy asphalt or asphalt foam, and (3) using a two-stage process which involves the addition of hard and soft asphalt at different points during mixture production. The warm mixture has several benefits. The cost is lower because significantly less fuel is required to bring the mixture to the desired temperature. The emissions and environmental impact are also lower. In addition, the performance of the mixture is potentially improved because of the less time for hardening.
Cold mixtures can be used above 10 °C. It uses cutback asphalt or emulsified asphalt. The solvent in the cutback or water in the emulsion evaporates, leaving the asphalt residue as the binder. Emulsified asphalt is widely used for asphalt sealing coats. Cutbacks have been widely used for pavement construction. However, it is mainly used for pothole patching now due to the cost of expensive solvents and the volatility of hazardous solvents.
7.1.3 Gradation
-
1.
Dense gradation
The dense-graded mixture uses large, medium, and fine sizes of aggregates packing densely. The air void content of dense graded mixtures ranges from 3 to 6%. Dense-graded mixtures are the most common asphalt mixture type and can be used in any layer of the pavement structure for any traffic levels. The term dense-graded refers to the dense aggregate gradation, which means that there is relatively little space between aggregates particles in such mixtures. The dense gradation is also called continuous dense gradation or the suspended-dense structure in which the coarse particles seem suspend in finer particles (Fig. 7.1a). Therefore, its skeleton is not very high and the air voids content is low. Properties of this structure include low permeability, high cohesion, low friction, high crack resistance, better durability, and poor high-temperature stability.

Mixtures with different gradations, redprinted after Huang et al. (2020)
-
2.
Gap gradation
The gap-graded mixture uses large and fine sizes of aggregates with few medium size aggregates. The air void content of gap-graded mixtures also ranges from 3 to 6%. The large aggregates in the gap-graded mixtures can form a stone-on-stone skeleton. The stone matrix asphalt (SMA) or stone mastic asphalt is a typical gap-graded mixture. The gap gradation is also called the skeleton-dense structure, in which coarse aggregates contact each other to form a strong skeleton (Fig. 7.1b). It needs more asphalt to form asphalt mortar with fine aggregates to fill the voids left by coarse aggregates. This structure has high cohesion and skeleton friction. Therefore, it has good performance at both low and high temperatures. The durability is also good because of low air voids. However, because of the special gradation, it should be cautious for segregation during the paving process.
-
3.
Open gradation
The open-graded mixture uses few fine aggregates, leaving many interconnected air voids in the mixture. The air void content of open-graded mixtures is larger than 18% and therefore it is used as the porous asphalt mixtures. The open gradation is also called the continuous open gradation or the skeleton-open structure, in which coarse aggregates contact each other, but there are very few fine aggregates to fill the voids between coarse aggregates, leaving a lot of interconnected air voids (Fig. 7.1c). Therefore, it has a very high permeability. This structure has many interconnected air voids, but it is moisture susceptible and has low fatigue resistance and durability. It needs very good quality asphalt with high adhesion and viscosity.
7.1.4 Aggregate Size
The asphalt pavement construction specification JTG F40-2004 (2004) classifies asphalt mixtures as sand, fine, medium, coarse, and super coarse mixtures based on the nominal maximum aggregate size (NMAS) of aggregates (Table 7.1). The thresholds of aggregate size to classify those mixtures are 9.5, 16, 26.5, and 37.5 mm, respectively. Usually, half of the nominal maximum aggregate size is used as the threshold to differentiate coarse and fine aggregates in mixtures. Table 7.1 shows the classification and terminology of asphalt mixtures used in China. The different mixture types are employed to satisfy the different demands of pavement performance and also to accommodate the varying nature of the aggregates and asphalt supplies.
7.2 Composition and Strength
An asphalt mixture is a composite of randomly distributed aggregate particles bonded together by a continuous matrix of asphalt. The proportion of asphalt has a great influence on the mixture’s properties, because it introduces a rate and temperature dependence to the mechanical properties of the asphalt mixture. The skeleton of aggregates also greatly influences the properties of the mixture because it plays a key role in transferring the traffic loads in pavement. Further, the void content and distribution are also of great importance to the performance of the mixture.
7.2.1 Composition
There are two theories for the structure of asphalt mixtures. The surface theory regards the asphalt mixture as the aggregate skeleton and a binder which coats the surface of all aggregates. The skeleton is composed of coarse aggregates, fine aggregates, and mineral fillers. The mastic theory regards the asphalt mixture as a multiscale gel dispersed structure system. As shown in Fig. 7.2, at the macro-scale, the asphalt mixture is a system in which coarse aggregates disperse in asphalt mortar. At the meso-scale, asphalt mortar is a system in which fine aggregates disperse in asphalt mastic. At the micro-scale, asphalt mastic is a system in which mineral fillers disperse in the asphalt binder.

Structure of the asphalt mixture at multi-scales
Therefore, an asphalt mixture is a composite comprised of coarse aggregates distributed within asphalt mortar. The asphalt mortar is a homogenous mixture of the asphalt binder, fine aggregates, and mineral fillers. The aggregate skeleton structure has a great impact on the properties of the asphalt mixture. As we have learned earlier, asphalt mixtures generally have three gradations: dense, gap, and open gradation. Previously in the United Kingdom and many other countries, asphalt mixtures used to be classified into two groups, namely, ‘asphalt concrete’ and ‘asphalt coated macadam’. Figure 7.3 illustrates the fundamentally different characteristics of asphalt concrete and asphalt macadam. Asphalt concrete relies on its dense, stiff mortar for strength and stiffness, whereas asphalt macadam relies on the stability of aggregates through its grading.

Essential features of asphalt concrete and asphalt macadam, redrafted after Peter and John (2010)
7.2.2 Strength Parameters
Two different mechanisms of permanent deformation in the asphalt mixture are densification and plastic shear deformation. Densification occurs due to an overall change in the volume of the material due to the repeated action of the wheel loads. The contribution of densification to the overall permanent deformation of an asphalt mixture is typically small. The permanent deformation due to the accumulation of plastic shear strain has a much more significant contribution to rutting. To characterize the shear strength of the asphalt mixture, we can borrow the concept of cohesion \(c\) and internal friction angle \(\varphi \) in the soil mechanics. According to the Mohr–Coulomb failure criterion shown in Fig. 7.4, the shear strength (\(\tau \)) of an asphalt mixture at a point on a particular plane is expressed as a linear function of the normal stress (\(\sigma \)) on the plane at the same point.

A Mohr–Coulomb envelope diagram, redrafted after Huang et al. (2020)
In the asphalt mixture, the asphalt binder is mainly responsible for cohesion while the aggregate skeleton is mainly responsible for the internal friction angle. In Fig. 7.5, mixtures A and B have the same internal friction angle, but the cohesion of A is higher, indicating the two mixtures may use the same gradation but A has a better quality asphalt. Mixtures C and D have the same cohesion, but the internal friction angle of C is higher, indicating the two mixtures may use the same asphalt binder but the gradation of C provides a stronger skeleton.

Asphalt mixtures of different shear strength characteristics
The determination of parameters \(c\) and the \(\varphi \) can be obtained through the direct shear test of asphalt mixture, which is very similar to the direct shear test of soils. By measuring the shear strength under different pressure, the Coulomb line can be drawn in the \(\tau -\sigma \) chart to obtain the \(c\) and \(\varphi \) values. Triaxial test, and the simple tensile-compressive test can also be carried out to obtain the cohesion \(c\) and internal friction angle \(\varphi \). In the triaxial test (Fig. 7.6), the theoretical expression of the Mohr–Coulomb is

Triaxial test of the asphalt mixture
where
- \({\sigma }_{1}\):
-
the maximum principal stress (kPa);
- \({\sigma }_{3}\):
-
the minimum principal stress (kPa).
For a given material, parameters \(c\) and \(\varphi \) are constant. There is a linear relationship between \({\sigma }_{1}\) and \({\sigma }_{3}\) as below.
where \(k\) and \(b\) are coefficients.
The parameters \(c\) and \(\varphi \) can be calculated as
In the simple tensile-compressive test, the \(c\) and \({\upvarphi }\) values of the asphalt mixture can also be obtained based on the unconfined compressive strength \(R\) and the tensile strength \(r\). Under unconfined compression, \({\upsigma }_{3}\) = 0, \({\sigma }_{1}\) = \(R\), we have
Under tension, \({\upsigma }_{1}\) = 0, \(-{\sigma }_{3}\) = \(r\), we have
The parameters \(c\) and \(\varphi \) can be calculated by
7.2.3 Influencing Factors
-
1.
Internal factors
-
(1)
Asphalt content
The two curves in Fig. 7.7 show the change of the cohesion and internal friction angle as the change of asphalt content. With the increase of asphalt content, the internal friction angle decreases because of the lubrication of asphalt. However, the cohesion increases first, and then decreases. This is because when the asphalt content is too low, the aggregates are not well coated and bonded and the cohesion is low. When the asphalt content is too high, the mixture became too soft. Therefore, the optimum asphalt content should be determined when designing the mixture.

Influence of asphalt content on the cohesion and internal friction angle, redrafted after Huang et al. (2020)
-
(2)
Asphalt viscosity
When the asphalt mixture is subjected to shear action, especially when subjected to dynamic loads, the asphalt with a high viscosity can provide great viscous resistance and high shear strength. With the increase of asphalt viscosity, the cohesion of the asphalt mixture increases significantly, and the internal friction angle also increases slightly.
-
(3)
Aggregates
Large aggregate size increases internal friction, but the cohesion is low. Dense gradation has high cohesion but low internal friction; open gradation has low cohesion but high internal friction; gap gradation has both high cohesion and infernal friction. The rough surface of aggregates also increases the internal friction of the asphalt mixtures. The effects of aggregate gradation on the performance of asphalt mixture are listed in Table 7.2.
-
(4)
Interaction between asphalt and aggregates
The interaction between asphalt and aggregates directly influences strength, temperature and moisture susceptibility, and aging. The interaction between asphalt and aggregates is a complex process, which can be divided into physical absorption and chemical absorption. Physical absorption occurs when there is only a molecular force (van der Waals force). Chemical absorption occurs when asphalt and aggregates form compounds. The alkaline aggregates react with asphalt containing a specific amount of acidic surfactant, which can form new compounds on the surface between asphalt and aggregates. Because these compounds are insoluble in water, the asphalt layer formed on the surface of aggregates material is highly water-resistant. However, for the acidic aggregate which includes more than 65% SiO2, chemical absorption compounds will not form and the moisture susceptibility is relatively low.
The interaction between asphalt and mineral materials leads to the redistribution of asphalt chemical components on the surface of mineral materials, producing structural asphalt. The cohesion of structural asphalt is higher than the rest “free” asphalt. For the same amount of asphalt, the larger the surface area of the mineral materials interacting with asphalt, the thinner the asphalt film, and the larger the proportion of structural asphalt in the asphalt, increasing the cohesion of the asphalt mixture. To increase the surface of the physical–chemical interaction between asphalt and mineral aggregates, the asphalt mixture must contain an appropriate amount of mineral fillers. Finer fillers can increase the specific area of mineral materials and fillers less than 0.075 mm should be no less than a specific amount. However, the fillers less than 0.005 mm should be strictly controlled; otherwise, it may cause agglomerate in the asphalt mixture during handling.
Excess asphalt content and the increase of the void ratio will increase the amount of free asphalt which will weaken the structural cohesion of the asphalt mixture. However, a certain amount of free asphalt must be presented to ensure the desired corrosion resistance and the optimum ductility of the asphalt mixture.
-
2.
External factors
For external factors, low temperature and high loading rate are related and, in this case, higher cohesion is more important to resist cracking. The asphalt mixture is a visco-elastic material, and its shear strength is closely related to the deformation rate. The deformation rate has little effect on the internal friction angle of the asphalt mixture, but a more significant effect on the cohesion of the asphalt mixture. The experimental results show that the cohesion increases significantly with the increase of the deformation rate, while the internal friction angle changes little. The basic requirements for good-quality asphalt mixtures include: (1) a strong aggregate skeleton, which can be obtained by selecting appropriate gradation and maximizing the interlocking of aggregates; (2) the optimum amount of asphalt for mixing and compaction; and (3) an active mineral of effective chemical absorption with asphalt.
To sum up, the strength of the asphalt mixture can be improved by improving the cohesion or internal friction. To improve cohesion, high viscosity asphalt, rough aggregate surface texture, more fillers, and structural asphalt are preferred. To improve internal friction, aggregates with good angularity, gradation, and surface texture are preferred. Those factors will be considered during the mixture design process, including material selection, gradation design, and optimum asphalt content determination.
7.3 Properties and Tests
To provide sufficient stability during the life cycle service of pavement, the mechanical and physical properties of asphalt mixtures should meet a specific requirement, considering the traffic load and environmental conditions. The key properties of asphalt mixtures include high-temperature stability, low-temperature cracking, fatigue performance, moisture susceptibility, and friction resistance. Since the asphalt binder is a typical temperature-dependent rheological material, the loading time and temperature control are of significance in evaluating many mechanical properties of asphalt mixtures.
7.3.1 High-Temperature Stability
Typical high-temperature distress in asphalt pavements includes bleeding, shoving, and rutting. As shown in Fig. 7.8, bleeding occurs in an asphalt pavement when a film of the asphalt binder appears on the pavement surface. Insufficient air voids and excess asphalt are causes of bleeding. Shoving is a form of plastic movement typified by ripples, corrugation, or an abrupt wave or shoving across the pavement surface. The distortion is perpendicular to the traffic direction, and usually occurs in roundabouts where traffic starts and stops frequently. Rutting is pavement surface depression in the wheel path due to traffic loads. Permanent deformation is a key performance parameter that can depend largely on the asphalt mixture design. Therefore, most performance test efforts focus on deformation resistance prediction.

High-temperature distress in asphalt pavements
Causes for permanent deformation problems include the poor quality of asphalt, aggregates, mixture proportion, insufficient compaction during construction, subgrade deformation due to excessive moisture, and extreme traffic and weather conditions. In general, a fine aggregate asphalt mixture tends to have high plastic deformation than a coarse aggregate asphalt mixture. Mixtures with low design void content also tend to have greater rutting than mixtures with high void content. It should be noted that air voids and volumes between aggregates (VMA) in the asphalt mixture are critical for rutting resistance as well as other properties of the mixture. For example, high VMA usually means a weak aggregate skeleton and may cause rutting potential, while low VMA usually means fewer binders and may cause poor fatigue cracking resistance. The rutting resistance of asphalt mixtures can be improved by increasing both the cohesion and the internal friction angle. To ensure sufficient cohesion, it is important to use optimum asphalt content and high viscosity asphalt. To improve the internal friction angle, it is recommended to use aggregates with a rough surface and good angularity and be cautious of flaky and elongated particles in aggregates. A 3–5% design air void content and effective compaction during construction are recommended to help obtain strong aggregate interlocking in asphalt mixtures.
-
1.
Marshall stability test
The Marshall stability test is originally designed to evaluate the strength of the asphalt mixture for determining optimum asphalt content and can be used as an empirical test of rutting resistance. Marshall stability test is characterized by simple equipment and easy operation and has been adopted by many countries in the world. Figure 7.9 shows the apparatus for the Marshall stability test, including a Marshall hammer, a water batch tank, and a Marshall stability tester.

Marshall stability test apparatus
According to specification JTG E20-2011 T0709 (2011), the test involves preparing pill specimens using the Marshall hammer. The specimens are immersed in the 60 °C water bath for 2 h. Then, a lateral load is applied on the side of the specimen at a 51 mm/min loading rate to test its strength using the Marshall stability tester. Figure 7.10 shows the load-deformation curve of the Marshall stability test. The Marshall stability is the maximum load and the flow value is the corresponding deformation. For the traditional dense-graded HMA, high Marshall stability or low flow value usually indicates high rutting resistance. Marshall stability and flow value are important empirical indicators for asphalt rutting potential and the quality control of asphalt pavement construction. However, many practices and research show that some asphalt mixtures with good Marshall stability and flow value may still have rutting problems. Therefore, many other tests are specifically developed to characterize the rutting problems of asphalt mixtures.

Results of the Marshall stability test
-
2.
Loaded wheel test
The loaded wheel testers measure the permanent deformation by rolling a small loaded wheel device repeatedly across a prepared specimen. According to specification JTG E20-2011 T0719 (2011), the typical wheel-load tester uses a 40 cm × 40 cm × 5 cm slab specimen tested at 60 °C for 2 h. Rutting depth and dynamic stability (DS) which are the number of repeated loadings required to create 1 mm rutting depth are used to evaluate the rutting resistance of the mixture. \(DS\) is calcualted by
where
- \({D}_{60}\):
-
deformation at the 60 min (mm);
- \({D}_{45}\):
-
the deformation at the 45 min (mm);
- \({C}_{1}\):
-
coefficients.
-
3.
Hamburg wheel tracking device (HWTD) test
The HWTD, developed in Germany, can be used to evaluate rutting and stripping potential. The HWTD tracks a loaded steel wheel back and forth directly on a specimen. According to specification AASHTO T 324-14 (2014), the test is typically conducted on 260 mm × 320 mm × 40 mm slabs compacted to 7% air voids with a linear kneading compactor. Figure 7.11 shows a typical rut depth versus wheel passes curve from an HWTD test and the key plot parameters. The following parameters are measured and reported:

An HWTD test showing rutting after 10,000 load cycles, redrafted after Aschenbrener (1995)
-
(1)
Post-compaction consolidation is the initial consolidation of the mixture. The rut depth at 1000 load cycles is assumed due to continued consolidation.
-
(2)
The creep slope is the inverse of the rutting-slope after post-compaction consolidation but before the stripping inflection point. The creep slope is used to evaluate rutting potential instead of rut depth because the number of load cycles at which moisture damage begins to affect rut depth varies between HMA mixtures and cannot be conclusively determined by the plot.
-
(3)
The stripping inflection point is the point at which the creep slope and stripping slope intercept each other, indicating the moisture damage potential. If the stripping inflection point occurs at a low number of load cycles, e.g. less than 10,000, the mixture may be susceptible to moisture damage.
-
(4)
The stripping slope measures the accumulation of moisture damage.
-
4.
Asphalt pavement analyzer (APA) test
The APA operates like the HWTD but uses different equipment. According to specification AASHTO T 340-10 (2010), it can conduct different types of rutting tests and use both beam and cylinder specimens (Fig. 7.12). The APA uses an aluminum wheel that is loaded onto a pressurized linear hose and tracked back and forth over the asphalt pavement specimen. The amount of rutting is measured after the wheel has been tracked for a set number of cycles at a constant load and hose pressure. The deformation on the wheel track is recorded during the testing to evaluate the rutting performance.

Asphalt pavement analyzer
-
5.
Indirect tensile resilient modulus test
Laboratory wheel-tracking tests can correlate well with in-service pavement rutting. However, these tests are simulative tests and do not measure any fundamental material parameter. The specification AASHTO T 322-07 (2007) recommends an indirect tensile resilient modulus test. It applies the pulse load along the vertical diameter of a pill specimen. As shown in Fig. 7.13, the indirect tensile resilient modulus test is a fatigue test applying repeated compression load on the side of the cylindrical specimen. This loading produces uniform tensile stress along the vertical radial surface and perpendicular to the direction of load action.

Indirect tensile resilient modulus test
The diameter of the specimen is 100 mm, the height is 63.5 mm, and the load acts on the specimen through a strip with a width of 12.5 mm. The load is usually applied with a duration of 0.1 s and a rest period of 0.9 s. The recoverable horizontal deformation is also measured during the test. Figure 7.14 shows the typical load and horizontal deformation versus time relationships. The test is commonly performed at three temperatures: 5, 25, and 40 °C, and the resilient modulus, which describes the stress–strain relationship of asphalt mixtures, can be calculated by

Repeated load and horizontal deformation in the indirect tensile resilient modulus test
where
- \(P\):
-
applied load (N);
- \({M}_{R}\):
-
resilient modulus (MPa);
- \(t\):
-
thickness of the specimen (mm);
- \(v\):
-
Poisson’s ratio;
- \(\Delta H\):
-
recoverable horizontal deformation (mm).
-
6.
Asphalt mixture performance test (AMPT)
In addition to the new PG binder testing system, the Superpave program also develops the AMPT or formerly known as simple performance tester (SPT), which is designed to evaluate the viscoelastic behavior of asphalt concrete. According to specification AASHTO T 378-17 (2017), all these tests use 100 mm in diameter and 150 mm in height cylindrical specimens (Fig. 7.15). Specimens are cored from pills compacted using the Superpave gyratory compactor. The AMPT is the companion performance test for the Superpave mixture design procedure.

AMPT equipment and the specimen
As summarized in Table 7.3, the AMPT tester can conduct three tests: the dynamic modulus test, the triaxial static creep test, and the triaxial repeated load permanent deformation test. From the three tests, three parameters can be obtained. The dynamic modulus is to evaluate both permanent deformation and fatigue cracking, flow time and flow number are to evaluate permanent deformation.
-
(1)
Dynamic modulus test
According to specification AASHTO T 342-11 (2011), the dynamic modulus test consists of applying an axial sinusoidal compressive stress to an unconfined or confined specimen as shown in Fig. 7.16. Assuming that the asphalt mixture is a linear viscoelastic material, a complex number called the complex modulus can be obtained from the test to define the relationship between stress and strain. Test specimens can be tested at different temperatures and three different loading frequencies (commonly 1, 4, and 16 Hz). The applied load varies and is usually applied in a haversine wave. The dynamic modulus is indicative of the stiffness of the asphalt mixture at the selected temperature and load frequency. The dynamic modulus is correlated to both rutting and fatigue cracking of the mixture and is required in the mechanistic-empirical pavement design guide (MEPDG).

Stress–strain relationship under a continuous sinusoidal loading, redrafted after Read and Whiteoak (2003)
As shown in Fig. 7.16, for linear viscoelastic materials, in which the stress–strain ratio is independent of the applied loading stress, this relationship is defined by a complex number called the “complex modulus” (\({E}^{*}\)) as
where
- \({E}^{*}\):
-
complex modulus;
- \({E}^{{\prime}}\):
-
storage or elastic modulus;
- \({E}^{{{\prime\prime}}}\):
-
loss or viscous modulus;
- \(\left|{E}^{*}\right|\):
-
dynamic modulus;
- \(\phi \):
-
phase angle;
- \(i\):
-
imaginary number.
Similar to the complex modulus, \({G}^{*}\), in the DSR test of the asphalt binder, the real and imaginary portions of the dynamic modulus are the elastic modulus and the viscous modulus. The dynamic modulus is the absolute value of the complex modulus, defined as the peak dynamic stress divided by the peak recoverable axial strain, and can be calculated by
where
- \({\sigma }_{0}\):
-
peak amplitude of stress;
- \({\varepsilon }_{0}\):
-
peak amplitude of recoverable axial strain.
The phase angle \(\phi \) is the angle by which strain lags behind stress. It is an indicator of viscous properties and is calculated by
where
- \({t}_{i}\):
-
time lag between stress and strain cycles;
- \({t}_{p}\):
-
time for a stress cycle.
-
(2)
Triaxial static creep test
According to specification GB/T 229-2020 (2020), the triaxial static creep test uses either one load-unload cycle or incremental load-unload cycles. It provides information to determine the viscoelastic and viscoplastic components of the material’s response. Both of the two components are time-dependent. It uses a confining pressure of about 138 kPa, which allows test conditions to match field conditions more closely. From the test, the compliance, \(D(t)\), which is strain as a function of time \(\varepsilon (t)\) over constant stress \({\sigma }_{0}\) can be calculated by
where
- \(\varepsilon (t)\):
-
strain as a function of time;
- \({\sigma }_{0}\):
-
constant stress.
As shown in Fig. 7.17, the compliance can be divided into three major zones: primary zone, secondary zone, and tertiary flow zone. The primary zone is the initial consolidation, the secondary zone is the slow accumulation of deformation, and the tertiary flow zone is the fast deformation indicating a potential shear failure. The time at which tertiary flow starts is the flow time and is usually used to evaluate the rutting resistance of the asphalt mixture.

Three stages of triaxial static creep test, redrafted after Zhang (2013)
-
(3)
Triaxial repeated load permanent deformation test
The triaxial repeated load permanent deformation test records the cumulative permanent deformation of the mixture as a function of the number of load repetitions. The test applies a repeated load of fixed magnitude and cycle duration to a cylindrical test specimen. The specimen’s resilient modulus can be calculated using the horizontal deformation and an assumed Poisson’s ratio. For the triaxial repeated load permanent deformation test, the loading mode is haversine loading with 0.1 s loading and 0.9 s resting. Similar to the compliance in the triaxial static test, the cumulative permanent strain curve in the triaxial repeated load permanent deformation test can also be divided into three zones: primary, secondary, and tertiary (Fig. 7.18). The cycle number at which tertiary flow starts is the flow number (FN).

Three stages of triaxial repeated load permanent deformation test, redrafted after Zhang (2013)
7.3.2 Low-Temperature Cracking
Typical distress of asphalt pavement at low temperatures is thermal cracking, mostly appearing as transverse cracking or longitudinal cracking (Fig. 7.19). As the temperature drops, the restrained pavement tries to shrink. The tensile stress builds up to a critical point at which a crack is formed. Thermal cracks can be initiated by a single low-temperature event or by multiple warming and cooling cycles, and then propagated by further low temperatures. For the mixture, the shrinkage, stiffness modulus, fracture strain, and tensile strength at low temperatures all influence the resistance to thermal cracking. The bending beam test and direct tension test in the PG grade asphalt binder tests are for thermal cracking. The tensile strength of the mixture is related to pavement cracking, especially at low temperatures. The tensile strain at failure is also important because it is a good indicator of cracking potential. A high tensile strain at failure indicates that a particular mixture can tolerate a higher strain before failing, which means it is more likely to resist cracking than asphalt with a low tensile strain at failure.

Thermal cracking on asphalt pavements
There are two tests typically used to measure tensile strength: the indirect tensile test (IDT) and the semi-circle bending test (SCB) as shown in Fig. 7.20. They can be conducted at either intermedium or low temperatures such as 15 or −10 °C. The IDT and SCB tensile strength can be calculated by Eqs. (7.14) and (7.15), respectively. In addition to the tensile strength, the fracture energy or toughness, defined as the area bounded by the force–displacement curve can also be used to evaluate the cracking resistance of the mixture.

IDT and SCB tests
where
- \({T}_{i}\):
-
IDT tensile strength (MPa);
- \(F\):
-
ultimate load (N);
- \(b\):
-
thickness of the specimen (mm);
- \(D\):
-
diameter of the specimen (mm);
- \({T}_{s}\):
-
SCB tensile strength (MPa);
- \(L\):
-
span between two supporting rollers (mm).
7.3.3 Fatigue Performance
Unlike rutting and thermal cracking which are related to high and low temperatures respectively, fatigue damage occurs at an intermedium temperature. Typical fatigue cracking appears as a network of interconnected cracks (Fig. 7.21). Frost action and edge failure can also cause fatigue cracking. Fatigue is caused by the damage accumulation under repeated loads lower than strength. The repeated stress value is the fatigue strength and the corresponding number of loading cycles is the fatigue life. As shown in Fig. 7.22, there are two mechanisms of fatigue cracking in asphalt pavements. In thin pavements, cracking initiates at the bottom of the HMA layer where the tensile stress is the highest, then it propagates to the surface. This is commonly referred to as “bottom-up” fatigue cracking. The “bottom-up” fatigue cracking usually occurs on the sides of the longitudinal wheel paths and may develop into interconnected fatigue cracks. In thick pavements, the cracks most likely initiate from the top in areas of high localized tensile stress resulting from the tire loads and asphalt aging. This is commonly referred to as “top-down” fatigue cracking.

Fatigue cracking in asphalt pavements

Two types of fatigue cracks in asphalt pavements
The flexural fatigue test, also called the four-point beam bending test, is usually conducted to evaluate fatigue performance. According to specifications JTG E20-2011 T0739 (2011), the fatigue life of a small beam specimen is determined by subjecting it to repeated flexural bending until failure. It usually uses the strain control mode. Stiffness is measured at the 50th load cycle, and failure is determined when the initial stiffness is reduced by 50%. The number of loading cycles to failure indicates fatigue life and dissipated energy measures the accumulated damage. Dissipated energy is calculated based on the stress and strain relationship. Dissipated energy is a common measure of the energy that is lost in the material or altered through mechanical work, heat generation, or damage to the specimen.
As shown in Figs. 7.23 and 7.24, the 40 mm × 40 mm × 380 mm beam is held by four clamps and a repeated haversine load is applied to the two inner clamps. The loading rate is normally set between 1 and 10 Hz. This setup produces a constant bending moment over the center portion of the beam. The deflection caused by the load is measured at the center of the beam. The load repetitions to failure are calculated by

Flexural fatigue test device and the beam specimen

Flexural fatigue test method
where
- \({N}_{f}\):
-
repeated loading times to fatigue failure;
- \(\varepsilon \):
-
applied strain level;
- \(c\) and \(m\):
-
regression coefficients related to the properties of asphalt mixtures.
Based on the flexural fatigue test, we can obtain the strain level versus fatigue life Eq. (7.16) and the curve (Fig. 7.25). In the strain level versus fatigue life curve, the horizontal axis of fatigue life uses logarithm transformation due to the large values. Generally, the higher the strain level, the shorter the fatigue life. In mechanics, a fatigue limit or an endurance limit is the stress level below which an infinite number of loading cycles can be applied to a material without causing fatigue failure. Recent studies suggest that at low levels of strain, around 70 microstrains, asphalt mixtures have, in effect, an infinite fatigue life. This is because a continuous physical–chemical healing reaction occurs at low strain levels. The healing potential is that the asphalt mixture can recover some constant amount of damage. If the damage due to loading falls below this “healing potential”, the damage accumulation is virtually non-existent. Based on this theory, the concept of “perpetual pavement” is developed. Researchers believe that a pavement can have infinite life if it is thick enough to only have a very small bottom tensile strain.

Typical flexural fatigue test
7.3.4 Moisture Susceptibility
Moisture damage to asphalt pavements includes stripping of asphalt, aggregate raveling, and potholes. Stripping of asphalt is the loss of adhesion between asphalt and aggregates, mostly due to moisture damage. Raveling occurs as individual aggregate particles dislodge from the pavement surface (Fig. 7.26). It usually starts with the loss of fine aggregates and advances to the loss of larger aggregates. A pothole is a bowl-shaped hole in an asphalt pavement surface that usually forms as a result of water seeping into pavement cracks and freezing during the winter season.

Moisture damage to asphalt pavements
The HWTD test results give a relative indication of the moisture susceptibility of the mixture. Many performance tests that can be conducted on a conditioned specimen can be used to evaluate the moisture susceptibility by comparing the test results of conditioned and unconditioned specimens. For example, measuring tensile strength before and after water conditioning can give some indication of the moisture susceptibility. If the water-conditioned tensile strength is relatively high compared to the dry tensile strength, then the mixture can be assumed reasonably moisture resistant.
The freeze–thaw test is the most widely used test to evaluate a mixture’s resistance to moisture damage. It compares the indirect tensile strength test results of a dry specimen and a specimen exposed to freezing–thawing. According to specifications AASHTO T 283-07 (2007) and JTG E20-2011 T0729 (2011), the specimens are saturated with water to 50–80% using a vacuum machine, frozen at −18 ℃ for 16 h, and then immersed in 60 °C water for 24 h before tests (Fig. 7.27). The tensile strength ratio (TSR) is calculated by Eq. (7.17). A \(TSR\) higher than 80% is required, indicating the strength loss due to one freeze–thaw cycle is less than 20%.

Procedure of freeze–thaw test
where
- \({IDT}_{after}\):
-
average tensile strength of conditioned specimens (MPa);
- \({IDT}_{before}\):
-
average tensile strength of unconditioned specimens (MPa).
Similarly, we can use the Marshall immersion test to evaluate the moisture susceptibility. The test includes conditioning the saturated specimens in 60 °C water for 48 h, while the unconditioned specimens is immersed in the 60 °C water for only 30–40 min. Then, a Marshall stability tester is used to test the stability and flow values. The retained Marshall stability is calculated by Eq. (7.18). Higher retained Marshall stability indicates less moisture susceptibility.
where
- \({MS}_{\text{r}}\):
-
retained Marshall stability (%);
- \({MS}_{\text{after}}\):
-
Marshall stability of conditioned specimens (kN);
- \({MS}_{\text{before}}\):
-
Marshall stability of unconditioned specimens (kN).
7.3.5 Friction
The pavement surface should provide sufficient friction for traffic safety concern. The friction is mainly determined by pavement surface texture and aggregate angularity. Surface friction is related to the pavement surface’s micro-texture and macro texture. The micro-texture refers to the small-scale texture of the pavement aggregate components, while the macro texture refers to the large-scale texture of the pavement as a whole due to aggregates particle arrangement. Angular materials are desirable in paving mixtures because they tend to lock together and resist deformation after initial compaction, whereas rounded materials may not produce sufficient inter-particle friction to prevent rutting.
Figure 7.28 illustrates the two frequently used tests for the surface friction of the asphalt mixture. The sand patch test (JTG E20-2011 T0731, 2011) is carried out on a dry pavement surface by pouring a known quantity of sand onto the surface and spreading it in a circular pattern. As the sand is spread, it fills the low spots on the pavement surface. When the sand cannot be spread any further, the diameter of the resulting circle is measured. This diameter can then be correlated to an average texture depth, which can be correlated to friction.

Friction tests of the asphalt mixture
The pendulum skid tester (JTG E60-2008 T0964, 2008) can also be used to measure pavement surface friction. The highest point of the swing pendulum indicates the skid resistance. The higher the swing, the lower the skid resistance. The pavement surface temperature influences the measured friction coefficient at lower temperatures. With the decrease of temperature, the friction decreases. When the pavement surface temperature is above 40 °C, the temperature change has little effect.
To ensure sufficient pavement surface friction, it is recommended to use aggregates with good angularity and abrasion resistance. The asphalt content should also be controlled to prevent excess asphalt, bleeding, and friction loss.
7.4 Volumetric Parameters
7.4.1 Volumes in Mixture
The volumetric parameters of the asphalt mixture are fundamental for asphalt mixture design. Regardless of the method used, the mixture design is a process to determine the volume of asphalt and aggregates required to produce a mixture with the desired properties. As shown in Fig. 7.29, in an asphalt mixture, we firstly have the aggregate and voids in the mineral aggregate (VMA). When asphalt is added, part of the asphalt is absorbed by aggregates, filling a portion of the permeable air voids in the aggregate. The unabsorbed asphalt is called effective asphalt and it partially fills VMA. The unfilled voids in the VMA are the air voids. Figure 7.29 shows the weight and volume proportions in an asphalt mixture. The three key volumetric parameters for the asphalt mixture are discussed below.

Volumes in the mineral aggregate and mixture
-
1.
Voids in the total mix (VTM)
\(VTM\) is the voids in the total mix (Fig. 7.29). It is the ratio of the volume of air voids over the bulk volume of the mixture as shown in Eq. (7.19). A specific range of air voids is necessary for all dense-graded mixtures to allow for some additional compaction under traffic and to provide space in which small amounts of asphalt can flow during this subsequent compaction. Insufficient voids in a mixture may cause aggregate particles to lose contact with each other due to the compaction or asphalt expansion at elevated temperatures, resulting in a loss of stability. High voids, however, can decrease the durability of a pavement by allowing water and air to permeate the mixture, increasing the oxidization and stripping potential.
where
- \(VTM\):
-
percentage of voids in the total mix (%);
- \({V}_{\text{a}}\):
-
volume of air voids;
- \({V}_{\text{m}}\):
-
bulk volume of the mixture.
-
2.
Voids in mineral aggregate (VMA)
\(\text{VMA}\) is the voids in the mineral aggregate (Fig. 7.29). It is the ratio of the volume of air voids and effective asphalt over the bulk volume of the mixture as shown in Fig. 7.29 and Eq. (7.20). The presence of \(\text{VMA}\) represents the space that is available to accommodate the asphalt and the volume of air voids necessary in the mixture. The more \(\text{VMA}\) in the dry aggregate, the more space is available for the film of the asphalt binder. \(\text{VMA}\) is critical to the rutting and fatigue resistance of the mixture. High \(\text{VMA}\) usually means a weak aggregate skeleton and may cause rutting potential, while low \(\text{VMA}\) usually means fewer binders and may cause poor fatigue cracking resistance.
where
- \(VMA\):
-
percentage of voids in mineral aggregates (%);
- \({V}_{\text{be}}\):
-
volume of effective asphalt binder.
-
3.
Voids filled with asphalt (VFA)
\(\text{VFA}\) is the \(\text{VMA}\) filled with effective asphalt (Fig. 7.29). It is the ratio of the volume of effective asphalt over the volume of air voids and effective asphalt as shown in Eq. (7.21). The \(\text{VFA}\) is an important measure of relative durability. If the \(\text{VFA}\) is too low, there are insufficient binders to provide durability and to over-densify under traffic and bleeding.
where \(VFA\) = percentage of voids filled with asphalt (%).
Figure 7.30 shows the details of volumes and weights in an asphalt mixture. We usually record different volumetric parameters of the asphalt mixture in the format of \({Z}_{\text{xy}}\). \(Z\) can be \(V\), \(W\), \(G\), and \(P\), representing volume, weight, specific gravity, and percentage, respectively; \(x\) can be \(a\), \(b\), \(s\), and \(m\), representing air, binder, stone or aggregate, and mixture, respectively; \(y\) can be b, e, a and m, representing bulk, effective, apparent and maximum, respectively. For example, \({V}_{\text{ba}}\) means volume, binder and absorbed, and therefore it is the volume of absorbed asphalt binder. \({G}_{\text{b}}\) means the specific gravity of asphalt binder. \({G}_{\text{se}}\) means specific gravity, stone, and effective, and it is the effective specific gravity of aggregate. \({G}_{\text{mm}}\) means specific gravity, mixture, and maximum, and it is the theoretical maximum specific gravity of the mixture.

Volumetric parameters in the asphalt mixture
7.4.2 Calculation of Parameters
-
1.
Bulk specific gravity of the compacted mixture
The bulk specific gravity of the compacted mixture is measured similarly to that of the coarse aggregate. We first measure the dry weight of the specimen, suspend the specimen from a scale into water for 3–5 min and obtain the submerged weight, and then dry the specimen surface with a moist towel to remove water at the surface without removing water from the surface voids of the specimen and measure the saturated surface dry weight (Fig. 7.31). The bulk specific gravity of the compacted mixture can be calcualted by

Bulk specific gravity test
where
- \({G}_{\text{mb}}\):
-
bulk specific gravity of the compacted mixture;
- \(W_{\text{D}}\):
-
specimen dry weight in the air (g);
- \({W}_{\text{sub}}\):
-
specimen weight in water (g);
- \({W}_{\text{SSD}}\):
-
specimen saturated surface dry weight (g).
-
2.
Theoretical maximum specific gravity
To measure the theoretical maximum specific gravity, we have to obtain the particles of the mixture or the “rice sample” by separating the mixture into particles and then using a vacuum to remove all trapped air (Fig. 7.32). The theoretical maximum specific gravity of the mixture is the apparent specific gravity of the rice sample. It can be obtained in the same way as that of the coarse aggregate. After measuring the sample dry weight, the bowl weight in water, and the sample and bowl weight in water, the theoretical maximum specific gravity can be calculated by

Theoretical maximum specific gravity test
where
- \({G}_{\text{mm}}\):
-
theoretical maximum specific gravity of the mix;
- \({W}_{\text{dr}}\):
-
sample dry weight in the air (g);
- \({W}_{\text{bowl}}\):
-
bowl weight in water (g);
- \({W}_{\text{subm}}\):
-
sample and bowl weight in water (g).
-
3.
Effective specific gravity of aggregates
It is very difficult to measure the effective specific gravity of aggregates. Instead, it is usually calculated based on the theoretical maximum specific gravity of the mixture. We already know that \({G}_{\text{mm}}\) is the weight of the aggregate and binder over the effective volume of the aggregate and volume of binder as shown in Eq. (7.24). The effective volume of the aggregate is the weight of the aggregate over its effective specific gravity \({G}_{\text{se}}\). Therefore, we can calculate \({G}_{\text{se}}\) based on \({G}_{\text{mm}}\) by Eq. (7.25). During mixture design, we usually measure the \({G}_{\text{mm}}\) at one asphalt content and calculate the \({G}_{se}\). Then, the \({G}_{mm}\) at other asphalt content can be easily determined.
where
- \({G}_\text{mm}\):
-
theoretical maximum specific gravity of the mixture at asphalt content \({P}_{\text{b}}\) (%);
- \({P}_{\text{b}}\):
-
asphalt content (%);
- \({P}_{\text{s}}\):
-
aggregate content, \({P}_{\text{s}}=100-{P}_{\text{b}}\) (%);
- \({G}_{\text{b}}\):
-
asphalt specific gravity at 25 °C;
- \({G}_{\text{se}}\):
-
aggregates’ effective specific gravity.
-
4.
VTM
The \(\text{VTM}\) is the ratio of the volume of air over the bulk volume of the mixture. By substituting the volumes with the dry weight over different specific gravities, the \(\text{VTM}\) can be calculated by
where
- \({G}_{\text{mb}}\):
-
bulk specific gravity of the mixture;
- \({G}_{\text{mm}}\):
-
maximum theoretical specific gravity of the mixture.
-
5.
VMA
The \(\text{VMA}\) is the difference between the bulk volumes of the mixture and aggregates over the bulk volume of the mixture, and can be calculated by
where
- \({P}_{\text{s}}\):
-
percentage of aggregates in the asphalt mixture (%);
- \({G}_{\text{sb}}\):
-
aggregates’ bulk specific gravity.
-
6.
VFA
The \(\text{VFA}\) can be calculated as the difference between \(\text{VMA}\) and \(\text{VTM}\) over \(\text{VMA}\).
-
7.
Dust to effective binder ratio
The dust to effective binder ratio is also related to the performance asphalt mixture. It is the percentage of aggregates passing the 0.075 mm sieve divided by the effective asphalt content. To calculate this, we have to obtain the percentages of effective and absorbed asphalt. The percentage of absorbed asphalt, \({P}_{\text{ba}}\), is the weight of absorbed asphalt over the weight of aggregates. Since the volume of absorbed asphalt can be estimated based on the bulk and the effective specific gravity of aggregates, \({P}_{{\varvec{b}}{\varvec{a}}}\) can be calculated based on \({G}_{\text{sb}}\), \({G}_{\text{se}}\), and \({G}_{\text{b}}\) as shown in Eq. (7.29). Then, the percentage of effective asphalt content in the mixture, \({P}_{\text{be}}\), and the dust to binder ratio, \(D/B\), can be calculated by Eqs. (7.30) and (7.31), respectively.
where
- \({P}_{\text{ba}}\):
-
percentage of absorbed binder based on the weight of aggregates (%);
- \({P}_{\text{be}}\):
-
percentage of effective binder content in the mixture (%);
- \({G}_{\text{sb}}\):
-
bulk specific gravity of the aggregate;
- \({G}_{\text{se}}\):
-
effective specific gravity of the aggregate;
- \({G}_{\text{b}}\):
-
specific gravity of asphalt;
- \({P}_{D}\):
-
percentage of dust or of aggregates passing the 0.075 mm sieve (%);
- \(D/B\):
-
dust to binder ratio.
An example is presented below to help understand those calculations. We want to calculate voids in the total mix \(VTM\), voids in mineral aggregate \(VMA\), voids filled with asphalt \(VF\text{A}\), effective specific gravity of the aggregate \({G}_{\text{se}}\), effective binder content \({P}_{\text{be}}\) and theoretical maximum specific gravity of the mixture \({G}_{\text{mm}}\) at 4% asphalt content.
-
Bulk specific gravity of the mixture \({G}_{\text{mb}}=2.442\)
-
Theoretical maximum specific gravity of the mixture \({G}_{\text{mm}}=2.535\)
-
Bulk specific gravity of the aggregate, \({G}_{\text{sb}1}=2.716\), \({G}_{\text{sb}2}=2.689\)
-
Aggregate content, \({P}_{1}=50\%\), \({P}_{2}=50\%\)
-
Asphalt specific gravity, \({G}_{\text{b}}=1.03\)
-
Asphalt content \({P}_{\text{b}}=5.3\%\).
Answers:
-
(1)
Firstly, we can calculate the bulk specific gravity of the aggregate, \({G}_{\text{sb}}\) (round to three decimal places).
$${G}_{\text{sb}}=\frac{{\sum }_{\text{i}=1}^{\text{n}}{P}_{\text{i}}}{{\sum }_{\text{i}=1}^{\text{n}}\frac{{P}_{\text{i}}}{{G}_{\text{sbi}}}}=\frac{50.0+50.0}{\frac{50.0}{2.716}+\frac{50.0}{2.689}}=2.702$$ -
(2)
VTM is calculated based on \({G}_{\text{mm}}\) and \({G}_{\text{mb}}\) (round to one decimal place).
$$VTM=100\times \frac{{G}_{\text{mm}}-{G}_{\text{mb}}}{{G}_{\text{mm}}}=100\times \frac{2.535-2.442}{2.535}=3.7$$ -
(3)
VMA is calculated based on \({G}_{\text{mb}}\), \({G}_{\text{sb}}\) and \({P}_{\text{s}}\) (round to one decimal place).
$$VMA=100-\frac{{G}_{\text{mb}}}{{G}_{\text{sb}}}{P}_{\text{s}}=100-\frac{2.442\times 94.7}{2.702}=14.4$$ -
(4)
VFA can be calculated based on \(VTM\) and \(VMA\) (round to one decimal place).
$$VFA=100\times \frac{VMA-VTM}{VMA}=100\times \frac{14.4-3.7}{14.4}=74.3$$ -
(5)
Gse can be calculated based on \({\text{P}}_{\text{b}}\), \({\text{G}}_{\text{b}}\) and \({\text{G}}_{\text{mm}}\) (round to three decimal places).
$${G}_{se}=\frac{100-{P}_{b}}{\frac{100}{{G}_{mm}}-\frac{{P}_{b}}{{G}_{b}}}=\frac{100-5.3}{\frac{100}{2.535}-\frac{5.3}{1.030}}=2.761$$ -
(6)
Pba can be calculated based on \({G}_{\text{sb}}\), \({G}_{\text{se}}\) and \({G}_{\text{b}}\) (round to one decimal place).
$${P}_{\text{ba}}=100\left(\frac{1}{{G}_{\text{sb}}}-\frac{1}{{G}_{\text{se}}}\right){G}_{\text{b}}=100\times \left(\frac{1}{2.702}-\frac{1}{2.761}\right)\times 1.03=0.8$$ -
(7)
Pbe can be calculated based on \({P}_{\text{ba}}\) and \({P}_{\text{b}}\) (round to one decimal place).
$${P}_{\text{be}}={P}_{\text{b}}-\left(\frac{{P}_{\text{ba}}}{100}\right){P}_{\text{s}}=5.3-\left(\frac{0.8}{100}\right)\times \left(100-5.3\right)=4.5$$ -
(8)
With \({G}_{\text{se}}\), the \({G}_{\text{mm}}\) at 4% asphalt content is (round to three decimal places).
$${G}_{\text{mm}}=\frac{100}{\frac{{P}_{\text{s}}}{{G}_{\text{se}}}+\frac{{P}_{\text{b}}}{{G}_{\text{b}}}}=\frac{100}{\frac{100-4}{2.761}+\frac{4}{1.030}}=2.587$$
7.5 Marshall Mixture Design
Asphalt mixture design is to determine the proportions of asphalt binder and aggregates required to produce a mixture with the desired properties. The main goal of the bituminous mixture design is to achieve the appropriate quantity of bitumen to ensure an adequate coating of aggregates and to provide good workability, resistance to deformation and cracking, and durability of the mixture. In the case of surface courses, asphalt mixtures also should provide the adequate texture and skid resistance for the pavement surface to ensure the passage of vehicles with maximum levels of comfort and safety. Typical asphalt mixture design is essential to enhance or mitigate the various performance issues that are to be addressed and these issues include: (1) resistance to permanent deformation, (2) resistance to fatigue and reflective cracking, (3) resistance to low-temperature thermal cracking, (4) durability, (5) resistance to moisture damage, (6) workability, and (7) skid resistance.
7.5.1 Background
During world war II, the United States Army Corps of Engineers was looking for a method to design a qualified airport pavement asphalt mixture for large military aircraft. They adopted the method developed by Bruce Marshall from the Mississippi Highway Department. It is now one of the world’s most widely used methods for asphalt mixture design. The objective of the Marshall method is to determine the optimum mixture proportion with the best pavement performance. The developed apparatus includes the Marshall hammer, the Marshall mold, and the Marshall stability tester.
In specification JTG F40-2004 (2004), the whole mixture design includes three stages. Stage I is lab mixture design, which is to use the Marshall method to select the mix type and materials, determine aggregate size, gradation, and asphalt content and evaluate mixture performance. Stage II is the plant mixture design, which aims to determine aggregate bin portions and asphalt content in the plant. With the formula from the lab mixture design, we can produce trials in the plant using ± 0.3% asphalt content and conduct the Marshall stability test again to obtain the adjusted mixture formula. Stage III is field validation, which aims to produce a plant mixture for field trials and evaluate the performance of a plant mixture to determine the final mixture formula for the plant. The lab mixture design includes seven steps which will be discussed in detail below.
-
(1)
Mixture type selection;
-
(2)
Material selection;
-
(3)
Gradation design;
-
(4)
Specimen preparation and specific gravity tests;
-
(5)
Marshall stability test;
-
(6)
Determination of optimum asphalt content;
-
(7)
Performance evaluation.
7.5.2 Procedures
-
1.
Mixture type selection
The first step is to select the asphalt mixture type based on the road class and traffic level. Table 7.1 lists the recommended mixture types from specification JTG F40-2004 (2004). When the mixture type is selected, the recommended mixture gradation can be determined.
-
2.
Material selection
The second step is to select the asphalt grade based on the road class, climatic region, pavement layer, construction consideration, etc., and to select aggregates satisfying mechanical and physical properties including angularity, crushing values, abrasion, etc.
-
3.
Gradation design
The third step is gradation design, which is to determine the proportions of aggregates based on the gradation of the selected mixture type. The graphical or numerical method can be used to design the gradation. Through the evaluation of the performance of different experimental design grading curves, a design target grading curve that can be used in real engineering is finally determined. Table 7.4 presents the gradation requirement for dense-graded asphalt mixture from specification JTG F40-2004 (2004).
-
4.
Specimen preparation and specific gravity tests
The fourth step is to prepare specimens and test the specific gravities to obtain the four volumetric parameter characteristics, including, \({G}_{\text{mb}}\), \(VTM\), \(VMA\), and \(VFA\), to determine the asphalt content.
-
(1)
Specimen preparation
Specimen preparation includes preheating the aggregate in a bowl, adding hot asphalt, and mixing until aggregates is well-coated. Then, we place a specific amount of mixed materials in the Marshall mold and use the Marshall hammer to compact 50 or 75 times on each side to make the specimen (Fig. 7.33). Usually, we prepare specimens for five asphalt contents, and for each content, we make five specimens to ensure the optimum asphalt content will be covered in this range and to reduce the variation of the results.

Preparation of the Marshall specimen
-
(2)
Theoretical maximum specific gravity test
The first specific gravity that needs to test is the theoretical maximum specific gravity \({G}_{\text{mm}}\). It is only necessary to test the \({G}_{\text{mm}}\) for one asphalt content, calculate the \({G}_{\text{se}}\) with the obtained \({G}_{\text{mm}}\), and then calculate the \({G}_{\text{mm}}\) for the other four groups.
-
(3)
Bulk specific gravity test
After obtaining the \({G}_{\text{mm}}\), the bulk specific gravity of mixed aggregate \({G}_{\text{mb}}\) can be calculated based on the proportions and the bulk specific gravity of each type of aggregate. It is the first volumetric characteristic for determination of asphalt content.
-
(4)
Calculate volumetric characteristics
The three volumetric characteristics, \(VTM\), \(VMA\), and \(VFA\), can be calculated based on previsouly measured and calculated variables.
-
5.
Marshall stability test
After preparing the specimens using the Marshall hammer, we firstly soak the specimens in the 60 °C water bath for 2 h and then conduct the test to obtain the Marshall stability and the flow value.
-
6.
Determination of optimum asphalt content
For the 5 different asphalt content, we can obtain the volumetric properties of the mixtures including the bulk specific gravity \({G}_{\text{mb}}\), \(VTM\), \(VMA\), and \(VFA\), as well as the mechanical properties of the mixtures including Marshall stability and the flow value. The optimum asphalt content (OAC) is determined by checking the volumetric and mechanical properties of designed asphalt mixtures at different asphalt content against the requirements of the specification. An example is presented below to go through the whole procedure. Firstly, we summarize the design requirements in Table 7.5 and draw the charts of the volumetric and mechanical characteristics compared with the asphalt content of diagrams in Fig. 7.34.

Determination of the optimum asphalt content in Marshall mixture design
-
(1)
The \({OAC}_{1}\) is calculated based on maximum density, maximum Marshall stability, an average of design \(VTM\), and an average of design \(VFA\).
-
As shown in Fig. 7.34a, the asphalt content at the maximum \({G}_{\text{mb}}\) is 6%.
-
As shown in Fig. 7.34b, the stability requirement is higher than 8 kN. The corresponding range of asphalt content is 4–5.5%, and the asphalt content at the maximum stability is 4.5%.
-
As shown in Fig. 7.34c, the \(VTM\) should be within 3 and 5%. The corresponding range of asphalt content is 4.3–5% and the asphalt content at the average \(VTM\) is 4.6%.
-
As shown in Fig. 7.34d, the \(VFA\) should be within 55 and 70%, and the corresponding range of asphalt content is 4–5.3%, and the asphalt content at the average \(VFA\) is 4.5%.
-
As shown in Fig. 7.34g, \({OAC}_{1}\) is the average of the four above content and equals 4.9%.
$${OAC}_{1}=\frac{{a}_{1}+ {a}_{2}+ {a}_{3}+ {a}_{4}}{4}$$(7.32)
-
-
(2)
\({OAC}_{2}\) is the mid-value of the range that satisfies all requirements.
-
As shown in Fig. 7.34e, the \(VMA\) should be higher than 12%, and all asphalt content meets this requirement. The corresponding range of asphalt content is from 4 to 6%.
-
As shown in Fig. 7.34f, the flow value should be within 2 and 4 mm. The corresponding range of asphalt content is from 4 to 5.6%.
-
As shown in Fig. 7.34h, the range that meets the requirement of all characteristics is from 4.3 to 5%, and \({OAC}_{2}\) is 4.7%.
$${OAC}_{2}=\frac{{OAC}_{{\min}}+{OAC}_{{\max}}}{2}$$(7.33)
-
-
(3)
The \(OAC\) is the average of \({OAC}_{1}\) and \({OAC}_{2}\), which is 4.8% in this example.
$$OAC=\frac{{OAC}_{1}+{OAC}_{2}}{2}$$(7.34)
-
7.
Performance evaluation
The last step is to check the performance of the designed lab mixture formula. The most frequently evaluated performance tests include moisture susceptibility, and high- and low-temperature stability. High-temperature stability is to test permanent deformation under specified times of wheel loads at high temperatures. Low-temperature stability is to test the cracking resistance of the mixture at low temperatures. The indirect tensile strength test and semi-circle bending test are frequently adopted. Moisture susceptibility is to test the strength retained after moisture conditioning, such as immersed Marshall stability test or freeze–thaw stability test. If the mixture can not satisfy the performance check, we have to adjust the asphalt content or aggregate gradation to adjust the mixture proportion to obtain the lab formula.
7.6 Superpave Mixture Design
7.6.1 Background
Superpave means a superior performing asphalt pavement system. The Superpave mixture design method was developed in the Strategic Highway Research Program (SHRP), aiming to tie asphalt and the aggregates selection into the mixture design process, and considering traffic and climate as well. According to specification AASHTO R 35-17 (2017), the Superpave mixture design process consists of five steps, including the selection of aggregates, selection of binders, determination of the design aggregate structure, determination of the design binder content at 4% \(\text{VTM}\) and evaluation of moisture susceptibility.
In the Superpave mixture design, specimens are prepared with the Superpave gyratory compactor. As shown in Fig. 7.35, the mixture in the mold is placed in the compaction machine at an angle to the applied force. It uses a gyration angle of 1.16° and a constant vertical pressure of 600 kPa. As the force is applied, the mold is gyrated, creating a shearing action in the mixture. Unlike the Marshall compactor that uses impact compaction which may crush aggregates, the gyratory compactor simulates the actual compaction during construction, and therefore produces better compaction quality for the specimen. The Superpave gyratory compactor typically produces specimens 150 mm in diameter and 95–115 mm in height, allowing the use of aggregates with a maximum size of more than 37.5 mm, while specimens prepared with the Marshall compactor are typically 101.6 mm in diameter and 63.5 mm in height, which limits the maximum aggregate size to 25 mm.

Superpave gyratory compactor
7.6.2 Procedures
-
1.
Selection of aggregates
Aggregate for Superpave mixtures must meet both source and consensus requirements. The source requirements include Los Angeles abrasion, soundness, and deleterious materials. As shown in Table 7.6, the consensus requirement of aggregate properties includes coarse aggregate angularity, fine aggregate angularity, flat and elongated particles, and sand equivalency or clay content. For the minimum percentage of coarse aggregate with fractured faces, the first number is a minimum requirement for one or more fractured faces and the second number is a minimum requirement for two or more fractured faces. The consensus requirements are part of the national Superpave specification and are on the blend of aggregates.
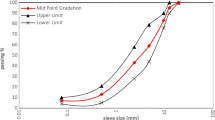
Aggregates used in asphalt concrete must be well graded. The 0.45 power chart is recommended for Superpave mixture design (Fig. 7.36). The gradation curve must go between control points. The restricted zone requirement was initially adopted in Superpave to help reduce the rutting potential. However, according to many asphalt paving technologists, compliance with the restricted zone criteria may not be desirable or necessary to produce mixtures that give a good performance, and therefore it is not used anymore.

Control points and the restricted zone in Superpave gradations, redrafted after AASHTO M 323 (2013)
-
2.
Selection of binders based on viscosity-temperature
The binder is selected based on the maximum and minimum pavement temperatures, which are the high 7-day average temperature and the low 1-day lowest temperature respectively, as discussed in the asphalt PG grading. In addition to the specification tests, specific gravity is needed for the volumetric analysis. The viscosity-temperature relationship is needed to determine the required mixing and compaction temperatures. The proper viscosity for mixing is 0.17 Pa s, and that for compaction is 0.28 Pa s. After selecting the original binder grade based on temperature, Superpave suggests adjusting the binder grade based on the traffic volume and traffic speed (AASHTO M 323-13, 2013). As shown in Table 7.7, Superpave suggests an increase of one grade for slow transient loads and high traffic volume roads and two grades for stationary loads.
-
3.
Aggregate structure
When checking aggregate structure, trial specimens are prepared with three different aggregate gradations. As shown in Table 7.8, the number of gyrations for compaction is determined by the number of predicted ESALs. The Superpave method recognizes three critical stages of compaction, including initial, design, and maximum.
-
(1)
\({N}_{\text{initial}}\) is the number of gyrations used as a measure of mixture compactibility during construction. Mixtures with low air voids at \({N}_{\text{initial}}\) are tender during construction and unstable when subjected to traffic. For example, a mixture designed for greater than or equal to 3 million ESALs should have at least 11% air voids at \({N}_{\text{initial}}\).
-
(2)
\({N}_{\text{design}}\) is the design number of gyrations required to produce a specimen with the same density as that expected in the field after the indicated amount of traffic. 4% air voids at \({N}_{\text{design}}\) is desired in the mixture design.
-
(3)
\({N}_{{\max}}\) is the number of gyrations required to produce a laboratory density that should never be exceeded in the field. If the air voids at \({N}_{{\max}}\) are too low, the field mixture may be compacted too much under traffic, resulting in excessively low air voids and potential rutting. The air void content at \({N}_{{\max}}\) should never be below 2% air voids. Typically, specimens are compacted to \({N}_{\text{design}}\) to establish the optimum asphalt binder content and then additional specimens are compacted to \({N}_{{\max}}\) as a check.
Table 7.9 summarizes the requirements for Superpave mixture design criteria. The percentage of theoretical maximum specific gravity at different gyrations for different traffic levels is 100 minus air voids or VTM. For example, for 3–10 million design ESALs, the VTM at \({N}_{\text{initial}}\) should be no less than 11%, the VTM at \({N}_{\text{design}}\) should be 4%, and the VTM at \({N}_{{\max}}\) should be no less than 2%. The VFA should be between 65 and 75. In addition, the ratio of dust to effective asphalt should be between 0.6 and 1.2. And the tensile strength ratio from the freeze–thaw moisture susceptibility test should be no less than 80%. The VMA should be no less than a value for different nominal maximum sizes.
-
4.
Binder content
The design binder content is obtained by preparing eight specimens, with two replicates at each of four binder content: estimated optimum binder content, 0.5% less than the optimum, 0.5% more than the optimum, and 1% more than the optimum. The volumetric properties are calculated and plots are prepared of each volumetric parameter versus the binder content (Fig. 7.37). The binder content that corresponds to 4% \(VTM\) is determined. Other plots are used to check the volumetric parameters at the selected binder content.

Determination of the asphalt content in Superpave mixture design, redrafted after AASHTO R 35 (2009)
-
5.
Moisture susceptibility
If all the properties meet the criteria, six specimens are prepared at the design binder content and 7% air voids for the moisture susceptibility check. Three specimens are conditioned by vacuum saturation, then freezing and thawing; three other specimens are not conditioned. The tensile strength of each specimen is measured and the TSR is determined. The minimum Superpave criterion for TSR is 80%.
7.7 Typical Mixtures
7.7.1 Dense-Graded Mixtures
Dense-graded mixtures were popular due to their relatively low asphalt binder contents, and therefore low costs. Currently, dense-graded mixtures have a void content of 3–7% and an asphalt content of 4.5–6%. It has low permeability. Dense-graded mixtures are used for the base, binder, and surface courses. The coarser mixtures (AC-25, AC-20) are used for the base and binder courses, and the finer mixtures (AC16, AC-13, and AC-10) are used for top courses. The specification JTG F40-2004 (2004) recommends the gradation of dense graded mixtures and the minimum VMA as shown in Tables 7.10 and 7.11, respectively.
7.7.2 Gap-Graded Mixtures
The SMA was developed in Germany to resist the wear of studded tires in winter and rutting in summer. The key of the SMA is to build a strong interlock of coarse aggregates leaving a relatively high void content. The voids are partly filled with a binder-rich mastic mortar, consisting of fine aggregates, fillers, and modified asphalt. To ensure the stone-on-stone contact, two requirements should be met: (1) the minimum \(VMA\) of the compacted mixture should be not less than 17%; (2) the voids in the coarse aggregate of the mix (\(VC{A}_{mix}\)) should be no more than the voids of coarse aggregate dry-rodded (\(VC{A}_{\text{dry}}\)). The designing of a SMA mixture involves adjusting the aggregate gradation to accommodate the required asphalt and void content while the traditional asphalt mixture design is mainly to adjust the asphalt content for a selected aggregate gradation. SMA is widely used as the top layer for heavy traffic in China. The specification JTG F40-2004 (2004) recommends the gradation of SMA as shown in Table 7.12.
7.7.3 Open-Graded Mixtures
The open-graded mixture is known as the porous asphalt (PA) mixture and has a high interconnected air-voids content after compaction, typically between 18 and 25%. In the US, it is usually called the “open-graded friction course (OGFC)” and is mainly used in the surface layer. PA reduces splashing, spray, and glare, and improves skid resistance and visibility of pavement markings. The interconnected voids also allow the movement of air, reducing noise. There are several special applications of PA:
-
(1)
Asphalt treated permeable base (ATPB) is an open-graded mixture used for the base and binder courses. When used as a base course, a seal coat is used under the open-graded mixture to prevent water from entering the subgrade.
-
(2)
The sustainable drainage system (SuDS) uses PA to alleviate the problems of excess water in urban areas by storing or slowing down the flow of surface water. SuDS is generally used for parking lots and lightly traffic areas.
-
(3)
The cement grouted bituminous macadam is an impermeable mixture in which the voids in a PA mixture are filled with a cementitious grout. It is used for heavily loaded areas or locally on PA surface courses in areas of high stress such as intersections or roundabouts.
PA requires single-sized coarse aggregates to ensure high interconnected air voids. The aggregate gradation mainly consists of coarse aggregates: about 80% retained on the 2.36 mm sieve, as shown in Table 7.13. Generally, the amount of asphalt in PA is greater and either fiber or modified asphalt is needed. The cost of PA is higher than that of AC or SMA.
7.7.4 Poured Asphalt Mixtures
The poured asphalt mixture is placed using its weight, similar to the Portland cement concrete. There are two main products: mastic asphalt (MA) and gussasphalt. The MA is mainly used in Britain, France, and Mediterranean. The MA is originally used in roofing as an impermeable water barrier. When used in pavements, it is a mortar-based asphalt mixture with a maximum fine aggregate size of 2 and 10–14 mm coarse aggregate particles embedded as ‘plums’. With the very high binder content and stiff biner, MA is impermeable and highly deformation-resistant. MA is mainly used in concrete bridge decks, steel bridge decks, and tunnels where a thin and smooth water-resistant material is needed.
The gussasphalt is mainly used in Germany and northern Europe. Gussasphalt was developed in Germany and can be used on roads in addition to bridges and tunnels. The production of gussasphalt involves pre-blending the asphalt and aggregates for two minutes at around 210–220 °C. It needs modified plant and paving machines trucks as shown in Fig. 7.38.

The guss-cooker and paver for gussasphalt
7.8 Construction
The production and construction of the asphalt mixture pavement can be described as a four-step process: manufacture, transportation, paving, and compaction.
7.8.1 Manufacture
The manufacture of the asphalt mixture includes drying aggregates, blending them in proportions based on the formula, adding asphalt, and mixing. There are two types of asphalt plants: the batch plant and the drum plant (Fig. 7.39). The batch plant produces the asphalt mixture in batches while the drum plant produces the asphalt mixture in a continuous process. The major difference is that the batch plant heats aggregates and uses hot sieves to separate aggregates while the drum plant heats aggregates after cold sieving aggregates and the moisture content is adjusted.

Mixing process of batch plant and drum plant
7.8.2 Transportation
In a batch plant, aggregates are transported from the stockpiles to the cold feed bins and then transported to the dryer which is a large rotating cylinder with flights that promote tumbling of aggregates through heated air. The hot and dry aggregates tumble from the dryer to the hot elevator which lifts aggregates to the hot sieves. The hot sieves separate aggregates and charge the hot bins. The required amount of aggregates are weighed out from each hot bin into the mixture. Aggregates are briefly mixed, then the hot asphalt is added, and aggregates and asphalt are thoroughly mixed. The HMA is then discharged into a silo or directly into trucks. In a drum plant, a single drum is used for both drying aggregates and mixing in the asphalt cement. Weight scales are used on the cold feed conveyor belts to monitor the amount of aggregates from each stockpile and the weights are adjusted for the moisture in aggregates. Aggregates are dried in the first two-thirds and asphalt is added in the last one-third, creating a continuous mixing process. The HMA is then transported using a hot elevator into a silo and then loaded into trucks.
7.8.3 Paving
Asphalt mixtures will lose heat in the process of transportation, resulting in dispersion of the mixture. Therefore, the truck with covers in the transportation of asphalt mixture is used to prevent heat loss. Traditionally, trucks will directly load materials into the paver’s hopper. This has several potential problems such as the truck bumping the paver, non-uniform delivery of materials, and the potential for temperature segregation of the mixture. In response to these problems, the industry has developed materials transfer devices. The use of a material transfer device is optional, but it is becoming common for paving sections where smoothness is critical such as on interstates and airfield pavements. The next step is to put the asphalt mixture on the road. Asphalt pavers are designed to produce a smooth surface when operated properly. The keys to proper operation are a constant flow of the material through the paver and maintaining constant paver speed.
7.8.4 Compaction
It is necessary to control how much compaction effort is required. The optimum air voids during compaction are specified based on the fact that traffic will continue to densify the pavement. If the air voids drop below 2% of the mixture during compaction, the mixture may become unstable, resulting in bleeding, corrugations, flushing, early-age rutting, or low skid resistance problems. But more than 8% of air voids are also detrimental to the performance of the mixture, as the air voids become interconnected which creates problems with the infiltration of both air and water into the asphalt mat. Compaction is a three-stage process:
-
(1)
Breakdown rolling is one or two passes of the roller to set the mat, and most of the density is achieved during the breakdown rolling.
-
(2)
Intermediate rolling is when further compaction is needed to achieve the desired density.
-
(3)
Finish rolling is to remove roller marks left on the surface by the previous passes of the roller.
Due to the change in the viscosity of the asphalt with temperature, compaction must be achieved while the asphalt viscosity is low enough so that the asphalt acts as a lubricant to allow arranging aggregates into a dense configuration. Moreover, at lower temperatures the viscosity of the asphalt inhibits compaction.
Several types of rollers are used for asphalt paving: static steel wheel, vibratory steel wheel, or rubber wheel. Vibratory rollers are becoming the dominant type of machine as they can be used for all stages. With the vibrators active, high forces are applied to the pavement to achieve density. The vibrators can be turned off for the finish rolling.
7.8.5 Recycling
Recycling pavement materials have a long history. However, recycling became more important in the mid-1970s, after the oil embargo, due to the increase in asphalt prices. There are two types of recycling, plant recycling, and in-place recycling. Plant recycling is performed by milling the old pavement and sending the reclaimed asphalt pavement (RAP) to a central asphalt concrete plant, where it is mixed with the virgin aggregates and asphalt binders in the asphalt plant. In-place recycling finishes milling, mixing, and paving on site, therefore, includes all the equipment on site. Moreover, it can be further classified into cold in-place recycling and hot in-place recycling depending on the mixing technology.
Questions
-
1.
What is an asphalt mixture? What is the difference between the asphalt concrete mixture and the asphalt macadam mixture?
-
2.
How to classify asphalt mixtures? What is the significance of these classifications in production and application?
-
3.
How to classify asphalt mixtures by their structures? What are the advantages and disadvantages of different structural types?
-
4.
Discuss the principles of strength formation of the asphalt mixture, and analyze them from the internal material composition parameters and external influencing factors.
-
5.
How to evaluate the high-temperature stabilities of the asphalt mixture? Briefly describe the test methods and the indices.
-
6.
For an asphalt mixture with an asphalt content of 5%, a bulk specific gravity of 2.382, a theoretical maximum specific gravity of 2.480, a void content of 4%, and an aggregate bulk specific density of 2.705. What is the VFA?
-
7.
What are the causes of thermal cracks in the asphalt mixture and how to evaluate the anti-cracking properties of the asphalt mixture?
-
8.
Discuss the Marshall design methods for HMA. How to determine the composition of mineral mixtures and the optimum amount of asphalt?
-
9.
Briefly introduce how to determine the optimum asphalt content of HMA using the Superpave method.
-
10.
Discuss the main properties of the asphalt mixture and the current methods to evaluate those properties.
References
AASHTO M 323-13. (2013). Standard specification for superpave volumetric mix design. American Association of State Highway and Transportation Officials.
AASHTO R 35-09. (2009). Standard practice for superpave volumetric design for asphalt mixtures. American Association of State Highway and Transportation Officials.
AASHTO R 35-17. (2017). Standard practice for superpave volumetric design for asphalt mixtures. American Association of State Highway and Transportation Officials.
AASHTO T 283-07. (2007). Standard method of test for resistance of compacted asphalt mixtures to moisture-induced damage. American Association of State Highway and Transportation Officials.
AASHTO T 322-07. (2007). Standard method of test for determining the creep compliance and strength of hot mix asphalt (HMA) using the indirect tensile test device. American Association of State Highway and Transportation Officials.
AASHTO T 324-14. (2014). Standard method of test for Hamburg wheel-track testing of compacted hot mix asphalt (HMA). American Association of State Highway and Transportation Officials.
AASHTO T 340-10. (2010). Method of test for determining rutting susceptibility of hot mix asphalt (HMA) using the asphalt pavement analyzer. American Association of State Highway and Transportation Officials.
AASHTO T 342-11. (2011). Standard method of test for determining dynamic modulus of hot mix asphalt (HMA). American Association of State Highway and Transportation Officials.
AASHTO T 378-17. (2017). Standard method of test for determining the dynamic modulus and flow number for asphalt mixtures using the asphalt mixture performance tester (AMPT). American Association of State Highway and Transportation Officials.
Aschenbrener, T. (1995). Evaluation of Hamburg wheel-tracking device to predict moisture damage in hot-mix asphalt. Transportation Research Record, 1492, 193–201.
GB/T 229-2020. (2020). Metallic materials—Charpy pendulum impact test method. State Administration for Market Regulation, Standardization Administration of China. Standards Press of China.
Huang, X., Gao, Y., & Zhou, Y. (2020). Civil engineering materials (4th ed.). Southeast University Press.
JTG E20-2011. (2011). Standard test methods of bitumen and bituminous mixtures for highway engineering. Ministry of Transport of the People’s Republic of China. Beijing: China Communication Press.
JTG E60-2008. (2008). Field test methods of subgrade and pavement for highway engineering. Ministry of Transport of the People’s Republic of China. China Communication Press.
JTG F40-2004. (2004). Technical specification for construction of highway asphalt pavements. Ministry of Transport of the People’s Republic of China. China Communication Press.
Mamlouk, M. S., & Zaniewski, J. P. (2017). Materials for civil and construction engineers (3rd ed.). Pearson Prentice Hall.
Peter, D., & John, I. (2010). Construction materials: Their nature and behaviour (4th ed.). CRC Press.
Read, J., & Whiteoak, D. (2003). The Shell bitumen handbook (5th ed.). Thomas Telford.
Zhang, J. (2013). Comparison of flow number, dynamic modulus, and repeated load tests for evaluation of HMA permanent deformation. Construction and Building Materials, 44, 391–398.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 Southeast University Press
About this chapter

Cite this chapter
Dong, Q., Chen, X., Gao, Y., Hu, J., Chen, X., Xu, G. (2023). Asphalt Mixture. In: Dong, Q., Chen, X., Gao, Y., Hu, J., Chen, X., Xu, G. (eds) Civil Engineering Materials for Transportation Infrastructure. Springer, Singapore. https://doi.org/10.1007/978-981-99-1300-8_7
Download citation
DOI: https://doi.org/10.1007/978-981-99-1300-8_7
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-99-1299-5
Online ISBN: 978-981-99-1300-8
eBook Packages: EngineeringEngineering (R0)