
Abstract
This chapter includes an introduction to polymers and their recycling methods. Recycling is the most suitable alternative to control and avoid the accumulation of plastic waste in the environment. Polymers are compounded for improved performance which makes them difficult to reuse and/or recycle. Polymers can be categorised into two major groups: thermosetting and thermoplastic. The production and use of thermoplastic polymers are much higher in quantity as compared to thermosets globally. Therefore, the recycling techniques for thermoplastics are of major importance. Primary, secondary and tertiary recycling techniques for thermoplastics are discussed in this chapter. Waste management for thermosets is mostly unavoidable and important from an environmental point of view. Thermal, mechanical, chemical waste recycling techniques for thermosets and the inherent recyclability of thermoset polymers are focused in this chapter. The potential applications of recycled thermoplastics and thermosets are also discussed.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
1 Introduction
Polymers are a very important class of materials that have become an essential part of life. They are all around us in the form of rubbers, plastics, resins, adhesives, etc. As the word polymer describes, they are composed of several smaller molecular units called monomers linked and/or cross-linked to form higher molecular weight structures called macromolecules. Polymerization refers to a chemical process that allows the monomers to join with or without the evolution of by-products.
Sold polymers are generally categorised into elastomers, thermoplastics and thermosetting polymers, based on their physical properties. Elastomers are rubber-like elastic materials. Thermosetting polymers are generally soft or liquid and can be moulded at room temperature and become hard and infusible when heated. Unlike thermoplastics, thermoset polymers once solidified and shaped cannot be reshaped due to the formation of a 3D cross-linking network structure at a molecular level.
The major structural characteristics that determine the behaviour of polymers include [1]:
-
1.
The extent of rigidity of polymer molecules.
-
2.
The degree of attractive forces between the polymer chains.
-
3.
The degree of cross-linking between the polymer chains.
-
4.
The extent of polymer chains to form crystalline domains.
Polymers are tangled long linear chains of molecules. If the intermolecular forces among these chains are weak, they will move past one another when subjected to pressure and will display plastic flow, while for stronger intermolecular forces the plastic flow will be hindered. These polymers can display plastic flow if heated above their Glass Transition Temperature (Tg) and are called thermoplastics. Thermoplastic polymers are solid materials at room temperature and become soft and fluid upon heating. This property allows thermoplastic materials to be cast or moulded.
Crosslink is a chemical bond to connect polymer chains transversely to create a network. Crosslinking limits the relative translational motions of polymer chains and increases the molecular weight [2]. The semi-fluid polymers that become highly cross-linked under heat and/or pressure to form hard, infusible products are thermosetting polymers. Unlike thermoplastics, thermosets do not soften or reshape if heated above Tg due to a 3D network of bonds interlinking the polymer chains.
Based on source, polymers can be of natural, synthetic, or semisynthetic origin. Natural polymers are obtained from plants and animals. Proteins, fats, starch, cellulose and natural rubber are examples of natural polymers. Semisynthetic polymers are extracted from natural sources through chemical processing such as acetate and nitrate polymers are obtained from cellulose. Almost all natural and semisynthetic polymers are biodegradable and are termed biopolymers. Synthetic polymers are manmade polymers and are produced in labs from different sources such as fossil fuels (crude oil, natural gas and coal). Nylon, polyester, styrene, etc. are examples of synthetic polymers. A vast range of synthetic polymers is now available commercially. However, synthetic polymers are mostly non-biodegradable and hence are not considered environmentally friendly [3].
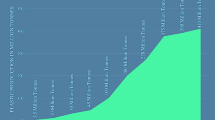
Historically, polymers remained an essential part of human life as cotton, flax, wool, jute, rubber and silk were available in nature since ancient times. For the first time in history, British explorers reported the use of rubber by the Mayan civilisation in Central America in the fifteenth century. Later in the eighteenth century, Charles Goodyear successfully experimented with the vulcanization of rubber using sulphur. The oldest recorded synthetic plastic, bakelite, was developed by Leo Baekeland in 1907. The discovery of the X-ray crystallography technique in the early twentieth century led to the explanation of the structure of natural cellulosic polymers. In 1920, Herman Staudinger, in his classic paper ‘Uber Polymerisation’ presented the development of modern polymer theory. This development, later, led to the development of several important synthetic polymers including epoxy, nylons, polyvinyl chloride (PVC), acrylonitrile-butadiene-styrene (ABS), polymethyl methacrylate (PMMA), polycarbonates (PC), etc.
The idea that polymers are mixtures of long-chain molecules connected was not accepted until the work of Staudinger was recognised in the 1930s. The adoption of a definite chemical structure allowed the researchers to understand the behaviour of polymers based on specific monomers. Further, it enabled the scientists to tailor the properties of polymers to a very considerable degree for a specific practical application. In 1974, Wallace Carothers, Paul Flory and Stephanie Kwolek received Nobel Prize for their work on Neoprene, coil configuration and Aramid polymers [4].
Plastics are mainly composed of linear chain molecules of divalent monomers. Occasionally they are engineered with trivalent or tetravalent monomers in the chain for applications that favour the addition of branches to the main chain. They become viscoelastic above their glass transition temperature and are termed thermoplastics as they can be remodelled into useful products. When the multivalent monomer units increase or the branches join to form a single network and can no longer flow above Tg are termed thermosets [2].
Commercial plastics are much more than the combination of basic monomers but are artfully designed compounds for improved performance. They include low molecular weight additives such as stabilisers for heat, light, antioxidants, antistatic, plasticising and fire retardance. Fillers are added to build up the bulk and improve the mechanical, electrical and thermal performance of plastics [5]. Thermodynamically compatible polymers are also blended in some cases to achieve properties for specific applications. The compounding of polymers plays an important role in their recycling.
Owing to the enormous advantages including lower density, processability and easy shaping, plastics became an essential part of life in the current century. The applications of plastics cover almost all the aspects of life such as the packaging for the food industry, electronic products, house insulations, parts of automobiles, aerospace structures and marine vehicles, toys and furniture, medical and defence tools, etc. [6]. However, the other side of the coin is quite different and dark for polymers on account of slow degradation and irresponsible consumer behaviour which has resulted in heavy contamination of the environment with plastic waste and has endangered the ecological equilibrium of the planet.
2 Polymer Pollution
The global production of plastics was reported at around 234 million tonnes (Mt) in 2000, which increased to around 460 Mt in 2019. This increment in global plastic production corresponded to an increase in plastic waste from 156 Mt in 2000 to 353 Mt in 2019. Around 9% of the total plastic waste is currently recycled, 19% is incinerated, 50% goes to sanitary landfills and 22% remains unmanaged and dumped in uncontrolled dumpsites or leaked into the environment [7].
The COVID-19 pandemic combined with the associated lockdown measures affected the global economy significantly. Global plastics use in 2020 reportedly declined by around 2.2% (10 Mt), which is around 4.5% below the pre-COVID projection for 2020 [8]. However, the pandemic led to the surge of single-use plastics, particularly due to the increased use of protective gears leading to extensive littering. With the end of the pandemic, rapid growth in plastic production and its use is projected which will further add to the plastic waste and ultimate environmental concerns.
It was reported that around 22 Mt of plastic waste was added to the environment as waste by 2019. The mismanagement of plastic wastes is the reason for around 88% of plastic leakage and their conversion to microplastics. The remaining 12% of plastic waste enters the environment as microplastics (plastic particles with a diameter < 5 mm) from operations including tyre abrasion on roads, brake wear and pre-dominantly from textile washing. Studies have proved that the presence of microplastics in the food chain and ambient air has increased the exposure of human beings to plastic waste and related hazards [7, 8].
So far around 109 and 30 Mt of plastic waste have been accumulated in rivers and oceans respectively. Around 6.1 Mt of plastic waste was added to rivers and oceans in 2019 alone. This build-up will eventually allow the increased leakage of plastic particles. Moreover, the revival of plastic waste from rivers and oceans is more difficult as the plastic fragments into smaller pieces. The carbon footprint of plastic waste is substantial. The contribution of plastic waste is 3.4% to global greenhouse gas emissions. Plastics generated 1.8 billion tonnes of greenhouse gases in 2019 mainly from their production of fossil fuels [9].
To avoid the undesired plastic waste accumulation in the environment, several techniques and methods are proposed and experimented with in the recent past. Estimates suggest that 80% of global plastic production is comprised of thermoset resins and thermoplastics. Thermoplastics are generally easy to recycle and can be reused. On the contrary, thermosets are difficult to recycle due to their network structure.
3 Systems for Polymer Recycling
Plastics are macromolecular organic compounds or polymers and can be recycled in the following two basic ways:
-
1.
By splitting them into low molecular weight compounds.
-
2.
Without breaking down the molecular structure.
The environmental degradation of plastics is generally a time-taking process. The four basic mechanisms involved in the degradation of plastics are reported in Table 1 [10]
The photo-degradation of polymeric chains begins when the plastics are exposed to sunlight. The UV rays in the sunlight provide the activation energy for the incorporation of oxygen molecules which leads to the thermo-oxidative degradation of polymers. Plastics, then become brittle and fracture into smaller pieces until the polymer chains are small enough to be metabolised by microorganisms. The microorganisms convert the smaller polymer chains into carbon dioxide (CO2). Environmental degradation of plastics is a very slow process, and it takes at least 50 years to complete the cycle [10].
Incineration is the most common approach to generating energy from plastic waste. The problems associated with incineration are the production of toxic gases and the residues containing lead and cadmium. The environmental degradation of plastics is time-taking while incineration adds to the greenhouse gases therefore both are not very much appreciated. As discussed earlier, the life of plastic improves with compounding which, on the other hand, makes it further difficult to degrade, therefore, alternative methods such as recycling are important [11]. There are several alternative recycling techniques proposed to handle plastic waste with advantages including the elimination of environmental problems and recovery of monomers and energy.
4 Recycling of Thermoplastics
The plastic waste problem is more associated with thermoplastic polymers as most of the plastics globally produced and used are thermoplastics. The number of thermoset polymers used in different industries is also considerable, however, they require a different set of recycling techniques due to their cross-linked structures [12].
Thermoplastics can be categorised as commodity plastics, engineering plastics and high-performance plastics based on the speciality of performance, consumption and cost. Commodity plastics are the most prevalent plastics and are produced in high quantities for applications that do not require specially engineered properties. Most of the world's plastics belong to commodity plastics and are made from the following six polymers: Isotactic Polypropylene (i-PP), Low-Density Polyethylene (LDPE), Polyvinylchloride (PVC), Polystyrene (PS), Polyester, Polyethene terephthalate (PET) and Polyurethane (PU).
Engineered thermoplastics are blended to display properties that are not commonly found in commodity plastics. Acetal (POM), Acrylonitrile butadiene styrene (ABS), Polyether ether ketone (PEEK), Polyamides (nylon), Polycarbonate, Polybutylene Terephthalate (PBT) and Polytetrafluoroethylene (Teflon) are the most common engineered thermoplastics. High-performance polymers display special characteristics such as heat, fire, chemicals, UV and other resistance. Polysulfones, polyether-sulfonates, polyphenylene sulphide, liquid crystal polymers, polyimides, etc. are common high-performance thermoplastics. Commodity thermoplastics are produced in bulk and are low cost and low performance compared to engineered and high-performance thermoplastics [11, 13].
Thermoplastics polymers are categorised into the following three groups based on the degree of crystallinity [14]:
-
1.
Crystalline thermoplastics including polypropylene (PP), low-density polyethene (LDPE) and high-density polyethene (HDPE).
-
2.
Amorphous thermoplastics such as polystyrene (PS), polyvinyl chloride (PVC), polymethylmethacrylate (PMMA), polycarbonate (PC) and acrylonitrile-butadiene-styrene (ABS).
-
3.
Semi-crystalline polymers including polyester polybutylene terephthalate (PBT) and polyamide Imide (PAI).
The recycling techniques for thermoplastics can be categorised into primary, secondary, tertiary and quaternary recycling processes [15]. The primary and secondary recycling techniques are based on mechanical techniques while the tertiary and quaternary recycling techniques are based on chemical techniques.
4.1 Primary Recycling Techniques
The primary recycling process is the most common, simple and cost-effective. In this process, plastic products are reused in their original structure to produce new products. The disadvantage is that each material can be reused for a limited number of cycles. The polymeric waste is collected, sorted and washed before cutting, grinding and shredding. The small sized pieces of the polymeric waste are reprocessed into a product with or without mixing with virgin materials. The advantage of this technique is reduced cost of raw materials, however, the post-consumer polymer needs to be stabilised to avoid degradation during the processing.
4.2 Secondary Recycling Techniques
Secondary recycling techniques are also termed mechanical recycling methods. The thermoplastic polymer waste is re-melted and reprocessed into new products without the alteration of polymer structure during mechanical recycling. In this process, the plastic waste is collected, sorted, washed and shredded into granules, flakes or pallets followed by melting to produce new products via the extrusion route. Floatation, gravity, electrostatic or magnetic separation and sensor based sorting methods can be adopted for separation and sorting of collected thermoplastic waste. The recycled materials can also be blended with virgin material for reduced cost and improved properties [16].
The disadvantages of mechanical recycling are the heterogeneity of solid waste, reduction in quantity and the degradation of material properties due to the lower molecular weight of recycled polymer waste. The reduction in molecular weight occurs during the chain-scission reactions due to the presence of moisture and acidic impurities. The lowering of molecular weight can be avoided by extensive washing and drying of waste, compounding with chain extender chemicals and reprocessing with vacuum degassing. The operational cost of secondary recycling processes is lower but initially requires substantial capital investment to establish the process facility.
4.3 Tertiary Recycling Techniques
Tertiary recycling is a set of chemical processes that allows the conversion of polymers into smaller molecular chains and monomers or promote the partial depolymerisation of polymers to oligomers. The resulting monomers can be re-polymerised to produce original or related polymers. In this process, the thermoplastic waste polymer is reduced to molecules that can be used as starting materials such as monomers, oligomers and/or a mixture of hydrocarbon compounds for feedstock [17]. The major chemical reactions that can be enacted to decompose the polymers into monomers are listed in Table 2.
The chemical processing routes for recycling require huge capital investment, expertise and a skilled workforce. Most of the chemical recycling processes are under investigation such as gasification and pyrolysis and are not upscaled to a commercial scale of applications. However, several processes such as glycolysis and methanolysis are currently practised on a commercial scale.
PET (Polyethylene Terephthalate) Polymer can be cleaved into different products by using different reagents and reactions such as hydrolysis, acidolysis, glycolysis or alcoholysis [18]. During hydrolysis, PET is made to react with acidic or alkaline or neutral water for complete depolymerization into monomers. The hydrolysis method is, however, very costly for its high temperature (in the range of 200–250 °C), high pressure (in the range of 1.4–2 MPa) and longer time to complete depolymerisation.
Several approaches are adopted in the past to hydrolyse PET flakes. For alkaline hydrolysis of PET, PVC and PVC coated fabrics NaOH or KOH solutions of 4–20% concentration are used. The autoclave temperature ranges from 120 to 200 °C when aqueous NaOH solutions are used, while 110–120 °C when a non-aqueous solution of KOH in methyl cellosolve is used. 2% admixture of isophthalic acid and 98% pure TPA (terephthalic acid) can be obtained using alkaline hydrolysis at the initiation energy of 99 kJ/mol. Sulphuric acid favours the separation of TPA of high purity. Sulfuric acid, nitric acid or phosphoric acid are used for acidic hydrolysis and depolymerisation of PET waste in the temperature range of 70–100 °C. Hot water, steam, or pressurised autoclave (1–4 MPa) at the temperature (in the range of 200–300 °C) are used for neutral hydrolysis. This process yields around 95% TPA if the temperature is above 245 °C while complete depolymerisation takes place at 275 °C. Among many hydrolysis techniques, neutral hydrolysis is more eco-friendly and thus has attracted more interest, however, the mechanical impurities that are present in the polymer are left in TPA. This results in the product with considerably lower purity compared to the products produced with acid or alkaline hydrolysis [19, 20].
Glycolysis is a chemical recycling method in which PET chains are converted into bis(hydroxyethyl) terephthalate (BHET), a common substrate for PET synthesis, by glycol insertion [21]. Ionic and basic ionic catalysts are used during PET glycolysis. 1-butyl-3-methylimidazolium ([Bmim]OH) is a hydroxyl-based basic ionic liquid and exhibits higher catalytic activity for PET glycolysis, compared to bicarbonate ([Bmim]HCO3), chlorine ([Bmim]Cl) and bromide ([Bmim]Br) based 1-butyl-3-methylimidazolium. Factors including catalysis, reaction temperature and polarity of the reaction mixture influence the reactivity order of different glycols. The purification of the products in the glycolysis process catalysed by ionic liquids is easier and simple compared to the traditional metal acetate catalysts [22, 23].
Methanolysis involves the use of methanol for PET depolymerisation into dimethyl terephthalate (DMT) and ethylene glycol (EG) at a temperature ranging from 180 to 280 °C and pressure ranging from 2 to 4 MPa [24]. The rate of methanolysis is influenced by the extent of PET solubility. When the main products are obtained by methanolysis, the DMT is distilled and reused to produce net PET.
Polyolefin is another major group of thermoplastics that has found applications in toys, electronic components, films, containers, cases, etc. Unlike polymers like PET, they are not recycled into monomers from which they are produced as a result of random scission of the C–C bonds. Olefins are usually recycled through a pyrolysis technique in which the polymeric waste is degraded by heating in an oxygen-free environment. The oil and gaseous fractions of aliphatic composition are retrieved during the pyrolysis of LDPE, PP and HDPE and can be recycled as a feedstock for new polymers in the petrochemical industry [25]. Olefins can also be recycled through mechanical (dissolution/reprecipitation) and chemical recycling (pyrolysis) techniques. The prior approach leads to higher recovery of the pure fraction of polymer but at a cost of many organic solvents which makes the latter approach more promising. The decomposition rate of PP is higher compared to the LDPE and HDPE. The polymers with a lower amount of crystalline region and more branched structures display lower stability in thermal degradation [26].
Supercritical solvents including benzene, toluene or ethylbenzene are used to depolymerise PS polymers into styrene at a temperature ranging from 310 to 370 °C and at 6.0 MPa pressure. However, toluene is more effective than benzene and ethylbenzene if the degradation process is carried out at 360 °C for 20 min [27].
4.4 Quaternary Recycling Techniques
Quaternary recycling techniques are aimed to recover energy from plastic waste. Controlled incineration of plastic waste is a common way to recover energy content from plastics and reduce the volume of waste. The flue gases produced during incineration are very toxic such as dioxins which are not environmental friendly. Sometimes they are used as a co-fuel for heating kilns, but a similar problem persists. Incineration is a simple and quick solution to recover energy from polymer waste if the flue gas is treated with appropriate air pollution control methods before discharge into the environment [28].
Another approach to reusing polymeric waste is to mix it with gravel and bitumen at around 160–170 °C to build plastic roads, which have a longer life than conventional gravel-bitumen roads. Crushed plastic waste is also melted and mixed with sand to produce sand bricks, tuff tiles, etc, however, such methods can lead to an increase in microplastic pollution [29].
Among the several recycling techniques discussed above, the chemical recycling of thermoplastic waste complies with the principles of sustainable development to recover the monomers for polymer feedstock.
4.5 Applications of Recycled Thermoplastics
Recycled plastics are used for several applications including the food industry, electrical and electronic appliances and other engineering structures. The biggest problem in reusing plastic waste for different applications is the possible presence of chemical or microbiological contaminants from the previous use and sometimes from the pre-recycling process such as washing with detergents [30]. The relative regulatory authorities have reported their reservations regarding the use of recycled plastics, particularly for applications in the food industry. The contaminants including the molecules of plastics, used for food packaging or in contact with food, must not migrate or appear in the food product. The recycled plastics may not comply with the regulations for food contact due to the potential health hazards. However, the migration of undesired contaminants from packaging into a food can be avoided by:
-
1.
Appropriate post-use washing if the same packaging is reused in its form.
-
2.
Depolymerisation of plastics to reproduce fresh polymer for packaging from recovered monomers.
-
3.
Using multilayer plastics.
Using virgin polymer for the layer that meets food and using recycled plastic for the outer layer can be an alternative solution. The internal layer plays the role of a functional barrier and avoids the migration of contaminants to food from the recycled plastic layer [31].
The sorption and diffusion properties of plastics vary according to the polymer type and are very important when plastics are selected for the food industry. The polymers that exhibit better inertness such as poly ethylene naphtholate (PEN), PET and rigid PVC are more appropriate for food packaging compared to PS, HDPE, PP and LDPE [32].
Recycled polymers are used extensively for indoor applications. In the recent past, the environmental risks associated with plastics used for home appliances such as air conditioners, heaters, refrigerators, blowers, computers, cell phones and other consumer electronics have increased. The European Union has issued directives regarding plastic waste from electrical and electronic components. The use of several hazardous substances is prohibited while alternative environmental friendly designs are suggested that allow the use of recyclable and energy-efficient polymers. The recycling yield of plastics used in such equipment has increased since these regulations are implemented. The recycled plastics used in the electrical appliance are recovered from high-grade plastics. For example, the back of television body casing, flow fans, balancers and base frame for washing machines, dewatering tanks and protection nets of air conditioners are produced using recycled PP and PS. Recycled PP is also used to produce food cases for refrigerators and water tanks for washing machines. Moreover, they are also used in producing several automotive and aerospace parts for their simple repair, casting and joining possibilities [33].
5 Recycling of Thermosets
The production volume of thermosets is much lower compared to thermoplastics, but they are important materials for high-performance applications in the automotive, aerospace and military industries. Most thermoset polymers are reinforced with a significant number of reinforcements such as glass, carbon, aramid or other fibres. Polyurethane (PU) is the most used thermoset polymer in the industry followed by unsaturated polyester, phenolic resin, amino resin and epoxy [12].
Thermoset polymers are generally considered difficult materials to recycle and reprocess due to the presence of a covalent intermolecular network that is responsible for improved strength and stiffness, creep, thermal and chemical resistance compared to thermoplastic polymers. Thus, thermoset polymers are the most promising materials for application in structural and protective industries such as composites for automotive, aerospace and other critical engineering structures. On the other hand, the higher thermal and chemical resistance makes the thermosets very difficult to recycle [34]. Table 3 shows the major groups of thermoset resins.
The increasing demand for lightweight thermoset materials in engineering structures for their high-performance and energy efficiency along with the increasing regulations on landfills are the driving forces behind the quest to develop more sustainable methods for thermoset recycling.
The direct reuse of recycled plastic materials for applications where a lower quality is acceptable such as housing and sports equipment to avoid the reprocessing steps. Since thermoset materials have non-adoptable geometries, therefore, direct reuse methods of plastic waste do not contribute significantly to solving the problem of thermoset waste. The conventional techniques to recycle thermosets are based on mechanical, thermal and chemical processing [34, 35].
5.1 Mechanical Recycling Techniques
Currently, most of the thermoset plastic waste materials ends-up in landfills which is the least preferred way of waste management. The most common methods to reuse thermoset polymers and composite materials waste are grinding and incineration. The grounded thermoset polymer and composite powder are used as a filler in other thermoset polymer composites or rubbers. During the grinding process, the constituents and molecular structure of the thermoset waste are not changed but it, however, downgrades their properties of reinforcements [34, 36].
5.2 Thermal Recycling Techniques
The recovery of reinforcement fibres is an alternate option and can be achieved if the matrix component of the thermoset composite is decomposed thermally or chemically. However, this process can be economically viable if reinforcement material is highly valuable. The recovered carbon fibres from the waste composites can retain around 90% of the original properties. Thermal processing techniques for recycling can be categorised into the following two groups [37]:
-
1.
Aerobic combustion (incineration).
-
2.
Anaerobic combustion (pyrolysis).
The incineration leads to the recovery of only energy and no other useful material is recovered. However, there are several modified methods of incineration proposed in the recent past. Pickering et al. [38] proposed a fluidised-bed aerobic combustion technique for the recovery of reinforcement (glass fibres) from Glass Fibre Reinforced Polymer (GFRP) composites and the thermoset matrix polymer is consumed to recover energy. GFRP scraps can also be used as feedstock for co-processing in cement kilns where the matrix component of the thermoset composites is combusted while the glass fibres, composed of borosilicate and calcium carbonate, are utilised as raw material/feedstock for cement production. This is so far the most economical solution commercially in practice for the recycling of GFR thermosets. The required process energy for pyrolysis has a substantial influence on the viability of thermoset polymer waste recycling.
Aerobic combustion (pyrolysis) breaks down the thermoset polymer into lower molecular weight gaseous, liquid and carbon-based molecules correlating to their monomers. The pyrolysis is carried out at a temperature ranging from 300 to 800 °C. During the pyrolysis, the properties of carbon fibres, used as reinforcement in Carbon Fibre Reinforce Polymer (CFRP) thermoset composites, are not affected due to oxidation and can be reused several times [39].
The properties of carbon fibres in CFRPs are not affected by oxidation. The efficiency of thermoset pyrolysis can be improved with the use of specific catalysts such as fly ash, which itself is a waste of coal power plants and thus makes pyrolysis a more commercially viable thermal recycling process.
5.3 Chemical Recycling Techniques
The recycling techniques in which specific chemicals as used to decompose or dissolve the thermoset polymers are termed Solvolysis. This approach allows the potential recovery of reinforcement material and the constituents materials of the thermoset matrix to be reused as a resource for polymers. Solvolysis techniques can be categorised into hydrolysis, glycolysis and acid digestion based on the applied dissolution medium. Several thermoset polymer linkages including amine-epoxy, anhydride-epoxy, polyester and polyurethane polymers can be cleaved and hence recycled using solvolysis techniques. In the recent development of recycling medium, supercritical fluids have proved to be good solvents for the degradation of thermoset polymers due to their high mass transport coefficients, high diffusivities, low viscosities and no thermal energy requirement and controllable reaction rates [40, 41].
Most of the solvolysis techniques proposed in the past are performed at a temperature higher than 200 °C, therefore, these techniques are more often considered thermo-chemical recycling techniques. The use of hazardous chemicals in these processes is also a downside. The solvolysis approach to recycling thermoset waste is still under investigation and is not commercially in practice [42].
5.4 Inherent Recyclability in Thermosets
The approaches to recycling thermoset polymers, mentioned earlier in this chapter, often require a higher amount of energy and/or chemicals with a complex process to recover the resin. An alternative way to recycle thermoset plastics and their composites is to recover the matrix polymer instead of its constituents. Inherent recyclability in thermoset polymers can be achieved by incorporating liable or dynamic covalent bonds into the conventional thermoset polymers and can be further altered by the amount and position of liable bonds in the structure.
The integration of liable bonds within the molecular structure of thermosets is a technique that enables the reuse, reshaping, self-healing or recycling of these resins. The dynamic binding mechanism allows the low-energy molecular debonding and re-cross-linking of the thermosets when subjected to stimuli such as temperature, pressure, chemical or optical for easy matrix removal or recycling [43, 44].
In general, the mechanism for inherent recyclability in thermosets can be categorised into the following three groups:
-
(a)
The complete degradation of thermoset polymer network into lower molecular weight molecules (gaseous, liquid and/or solid compounds such as char).
-
(b)
The degradation of the polymer chain (backbone) to give monomers or oligomers.
-
(c)
The degradation of cross-linking bonds to allow cross-linking such as in thermoplastic polymers.
The stimuli triggered degradation of polymers destroys the polymer architecture and the recyclate (constituents recovered) needs to be resynthesized into polymers. Alternatively, the thermosets with inherited dynamic covalent networks function via associative or dissociative mechanisms that allow the re-cross-linking to produce a cross-linked structure like the original and display mechanical properties almost similar to the parent thermoset polymer [45, 46].
Cleavable crosslinks allow the triggered rearrangement of crosslinks but do not degrade even at high loadings. Shieh et al. [47] incorporated cleavable bonds within the strands of polydicyclopentadiene (pDCPD) thermoset polymer. The resulting polymer displayed properties similar to native material with the ability to undergo triggered degradation. This technique allows the controlled degradation of thermoset polymers. However, the thermosets resin modified with inherent recyclability for degradation or integrated with dynamic covalently cross-linked chemistries are relatively expensive and complex which makes them industrially irrelevant for the moment.
Unlike composites, the interest of researchers in recycling other polymeric products is not satisfactory, for example, rubbers for car tyres, etc. Rubbers are thermosets with relative different properties from resins but due to permanent covalent linkages, they are also difficult to recycle. However, they are not usually reinforced with fibres, therefore, the recycling process can be simpler. Rubber thermoset polymers can be efficiently recycled by mechanical and thermal recycling techniques but this approach is highly energy consuming. Dynamic covalent linkages can be introduced in rubbers via disulfide linkages which are already present due to the vulcanisation process, however, the associative nature of disulfide linkages in rubbers makes the recycling process very complex [48].
The dissociative DA linkages for rubbers are extensively studied and exhibit high possibilities for recycling and reprocessing. Thermal interface materials were produced with easy repairability via associative disulphide linkages. While repairable flexible electronics were developed utilising dynamic DA and polyamine linkages in the recent past. These repair abilities are stimulated by heat, which is already applied in internal use, however, the moisture is avoided as an environmental hazard. With such technologies, the commercial development of products using recycled and/or reprocessed thermosets is possible in near future [49, 50].
5.5 Applications of Recycled Thermosets
Unlike thermoplastics, the thermosets market is more fragmented, and it is difficult to find reliable data on the market size. However, based on the reported data, the global production of thermoset polymers is around 65 million tonnes per year, which is around 20% of the global production of polymeric materials [47]. Thermosets are preferred materials to produce lightweight fibre-reinforced composites for high-performance and efficient engineering structures. Glass fibres are the most used reinforcement in thermosets due to their cost-effectiveness. Carbon fibres are relatively expensive and are used for high-performance applications. Due to the growing demand for lightweight materials in energy-efficient engineering structures, the overall growth in thermoset polymer is highly expected in the coming decades. The increase in demand for thermosets especially in automotive and aerospace industries will ultimately result in an increased amount of thermoset polymer waste and higher demand for recycling [51].
Due to the much lower specific gravity of thermosetting plastic compared to the typical fine and coarse aggregates, thermosets such as melamine plastic waste is used in the non-loadbearing lightweight concrete [52]. Ford’s automotive industry reported in June 2018 that each of its vehicles is integrated with recycled plastics and has consumed 250 bottles per vehicle. This way, they are reusing around 1.2 billion bottles per year.
Most of the recycling techniques, that are in practice for thermoset polymers rely on a higher amount of energy and/or chemicals and are focused on the recovery of valuable reinforcement instead the polymer itself. All the approaches to recycle thermoset recycling, discussed above, have their pros and cons and reveal that there is no universal solution to the problem of thermoset waste. Therefore, for the improvement of recyclability, each product is focused on separately. It is important to consider the end application of the recycling product before adopting a specific recycling approach.
The recycling concepts based on degradable or dynamic thermosets, especially for composites, are more application-oriented approaches as more valuable fibres and resins are reclaimed. The composites produced with the recycled components have displayed performance comparable to their commercial counterpart. Sporting goods, automotive parts and wind turbine structures are successfully produced with recycled resins.
GFR composites with industrially acceptable mechanical performance with added healing properties are being produced using thermoset epoxy resins with inherent recycling characters such as trimer, polyamine or disulphide linkages. However, different advantages associated with these techniques are matrix-fibre binding, matrix-fibre separation during recycling in case of vitrimer and disulphide linkages induced polymers [53].
References
Umoren, S.A., Solomon, M.M., Saji, V.S.: Chapter 1—basic polymer concepts I. In: Polymeric Materials in Corrosion Inhibition, pp. 3–48. Elsevier
Ashfaq, A., Clochard, M.-C., Coqueret, X., et al.: Polymerization reactions and modifications of polymers by ionizing radiation. Polymers (Basel) 12 (2020). https://doi.org/10.3390/polym12122877
Reddy, M.S.B., Ponnamma, D., Choudhary, R., Sadasivuni, K.K.: A comparative review of natural and synthetic biopolymer composite scaffolds. Polymers (Basel) 13 (2021). https://doi.org/10.3390/polym13071105
Burford, R.: Polymers: a historical perspective. J. Proc. R. Soc. New South Wales 152, 242–250 (2019)
Silviya, E.K., Varma, S., Unnikrishnan, G., Thomas, S.: Compounding and mixing of polymers. In: Thomas, S., Weimin, Y. (eds.) Advances in Polymer Processing, pp. 71–105. Woodhead Publishing (2009)
Gad, S.E.: Polymers. In: Wexler, P. (ed.) Encyclopedia of toxicology, 3rd edn., pp. 1045–1050. Academic Press, Oxford, Third Edit (2014)
OECD.: Global plastics outlook: plastic waste in 2019. Environ. Stat. (2022). https://doi.org/10.1787/a92f5ea3-en
OECD: Global plastics outlook: economic drivers. OECD Publishing, Paris, Environmental Impacts and Policy Options (2022). https://doi.org/10.1787/de747aef-en
Cabernard, L., Pfister, S., Oberschelp, C., Hellweg, S.: Growing environmental footprint of plastics driven by coal combustion. Nat. Sustain. 5, 139–148 (2022). https://doi.org/10.1038/s41893-021-00807-2
Fotopoulou, K.N., Karapanagioti, H.K.: Degradation of various plastics in the environment. In: Takada, H., Karapanagioti, H.K. (eds.) Hazardous Chemicals Associated with Plastics in the Marine Environment, pp. 71–92. Springer International Publishing, Cham (2019)
Merrington, A.: 9—Recycling of plastics. In: Kutz, M. (ed.) Applied Plastics Engineering Handbook, 2nd edn., pp. 167–189. William Andrew Publishing, Second Edi (2017)
Utekar, S., Suriya, V.K., More, N., Rao, A.: Comprehensive study of recycling of thermosetting polymer composites—driving force, challenges and methods. Compos. Part B Eng. 207, 108596 (2021). https://doi.org/10.1016/j.compositesb.2020.108596
Ashraf, M.R.: Commodity polymers, engineering polymers and speciality polymers. AcademiaEdu 1–30 (2015)
Wagner, J.R., Mount, E.M., Giles, H.F.: 19—Polymer structure. In: Wagner, J.R., Mount, E.M., Giles, H.F. (eds.) Extrusion, 2nd edn., pp. 225–232. William Andrew Publishing, Oxford, Second Edi (2014)
Chohan, J.S., Singh, R.: Thermoplastic polymers: a review on primary, secondary, tertiary and quaternary recycling. In: Hashmi, M.S.J. (ed.) Encyclopedia of Materials: Plastics and Polymers, pp. 558–566. Elsevier, Oxford (2022)
Bevis, M.: Secondary recycling of plastics. Mater. Des. 3, 344–349 (1982). https://doi.org/10.1016/0261-3069(82)90096-6
Lee, A., Liew, M.S.: Tertiary recycling of plastics waste: an analysis of feedstock, chemical and biological degradation methods. J. Mater. Cycles Waste Manag. 23, 32–43 (2021)
Stanica-Ezeanu, D., Matei, D.: Natural depolymerization of waste poly(ethylene terephthalate) by neutral hydrolysis in marine water. Sci. Rep. 11, 1–7 (2021). https://doi.org/10.1038/s41598-021-83659-2
Karayannidis, G.P., Achilias, D.S.: Chemical recycling of poly(ethylene terephthalate). Macromol. Mater. Eng. 292, 128–146 (2007). https://doi.org/10.1002/mame.200600341
Grigore, M.E.: Methods of recycling, properties and applications of recycled thermoplastic polymers. Recycling 2, 1–11 (2017). https://doi.org/10.3390/recycling2040024
Guo, Z., Lindqvist, K., de la Motte, H.: An efficient recycling process of glycolysis of PET in the presence of a sustainable nanocatalyst. J. Appl. Polym. Sci. 135, 6–11 (2018). https://doi.org/10.1002/app.46285
Bassi, M.A., Lopez, M.A., Confalone, L., et al.: Chemical recycling of PET wastes with different catalysts. Nature 388, 539–547 (2020)
Maurya, A., Bhattacharya, A., Khare, S.K.: Enzymatic Remediation of Polyethylene Terephthalate (PET)–based polymers for effective management of plastic wastes: an overview. Front. Bioeng. Biotechnol. 8, 1–13 (2020). https://doi.org/10.3389/fbioe.2020.602325
Kurokawa, H., Ohshima, M., Sugiyama, K., Miura, H.: Methanolysis of polyethylene terephthalate (PET) in the presence of aluminium tiisopropoxide catalyst to form dimethyl terephthalate and ethylene glycol. Polym. Degrad. Stab. 79, 529–533 (2003). https://doi.org/10.1016/S0141-3910(02)00370-1
Sogancioglu, M., Yel, E., Ahmetli, G.: Pyrolysis of waste high density polyethylene (HDPE) and low density polyethylene (LDPE) plastics and production of epoxy composites with their pyrolysis chars. J. Clean. Prod. 165, 369–381 (2017). https://doi.org/10.1016/j.jclepro.2017.07.157
Shoaib, M., Subeshan, B., Khan, W.S., Asmatulu, E.: Catalytic pyrolysis of recycled HDPE, LDPE, and pp. Prog. Rubber, Plast. Recycl. Technol. 37, 264–278 (2021). https://doi.org/10.1177/14777606211019414
Ke, H., Li-hua, T., Zi-bin, Z., Cheng-fang, Z.: Reaction mechanism of styrene monomer recovery from waste polystyrene by supercritical solvents. Polym. Degrad. Stab. 89, 312–316 (2005). https://doi.org/10.1016/j.polymdegradstab.2005.01.014
Schwarz, A.E., Ligthart, T.N., Godoi Bizarro, D., et al.: Plastic recycling in a circular economy; determining environmental performance through an LCA matrix model approach. Waste Manag. 121, 331–342 (2021). https://doi.org/10.1016/j.wasman.2020.12.020
Shajahan, S., Rajan, S.P.: A Review Paper on Usability of Different Waste Plastic Types on Bitumious Concrete Mix, pp. 4696–4699 (2019)
Oksana, H., Andrea, C., Daniel, D.-L., Andrés, F.: Applications and future of recycling and recycled plastics. In: Parameswaranpillai, J., Mavinkere Rangappa, S., Gulihonnehalli Rajkumar, A., Siengchin, S. (eds.) Recent Developments in Plastic Recycling. Springer Singapore, Singapore, pp. 345–372 (2021)
Triantafyllou, V.I., Karamani, A.G., Akrida-Demertzi, K., Demertzis, P.G.: Studies on the usability of recycled PET for food packaging applications. Eur. Food Res. Technol. 215, 243–248 (2002). https://doi.org/10.1007/s00217-002-0559-1
Thorsheim, H.R., Armstrong, D.J.: Recycled plastics for food packaging. Chemtech August 55–58 (1993)
Reis, J.P., de Moura, M., Samborski, S.: Thermoplastic composites and their promising applications in joining and repair composites structures: a review. Mater (Basel, Switzerland) 13 (2020). https://doi.org/10.3390/ma13245832
Xu, X.-Q., Liao, S., Wang, Y.: Recycling of thermosetting plastics. In: Parameswaranpillai, J., Mavinkere Rangappa, S., Gulihonnehalli Rajkumar, A., Siengchin, S. (eds.) Recent Developments in Plastic Recycling. Springer Singapore, Singapore, pp. 95–119 (2021)
Pickering, S.J.: Recycling technologies for thermoset composite materials—current status. Compos. Part A Appl. Sci. Manuf. 37, 1206–1215 (2005). https://doi.org/10.1016/j.compositesa.2005.05.030
Delva, L., Ragaert, K., Kuzmanovic, M., et al.: Mechanical recycling for dummies. Plast. TO Resour. 1–26 (2017)
Yansaneh, O.Y., Zein, S.H.: Recent advances on waste plastic thermal pyrolysis: a critical overview. Processes 10 (2022). https://doi.org/10.3390/pr10020332
Xue, X., Liu, S.-Y., Zhang, Z.-Y., et al.: A technology review of recycling methods for fiber-reinforced thermosets. J. Reinf. Plast. Compos. 41, 459–480 (2022). https://doi.org/10.1177/07316844211055208
Abdallah, R., Juaidi, A., Savaş, M.A., et al.: A critical review on recycling composite waste using pyrolysis for sustainable development. Energies 14 (2021). https://doi.org/10.3390/en14185748
Kuang, X., Zhou, Y., Shi, Q., et al.: Recycling of epoxy thermoset and composites via good solvent assisted and small molecules participated exchange reactions. ACS Sustain. Chem. Eng. 6, 9189–9197 (2018). https://doi.org/10.1021/acssuschemeng.8b01538
Kulikova, Y., Sliusar, N., Korotaev, V., et al.: Recovery and use of recycled carbon fibers from composites based on phenol-formaldehyde resins. Recycling 7, 22 (2022). https://doi.org/10.3390/recycling7020022
Hu, J., Dong, H., Song, S.: Research on recovery mechanism and process of waste thermosetting phenolic resins based on mechanochemical method. Adv. Mater. Sci. Eng. (2020). https://doi.org/10.1155/2020/1384194
Bangash, M.K., Ruiz de Luzuriaga, A., Aurrekoetxea, J., et al.: Development and characterisation of dynamic bi-phase (epoxy/PU) composites for enhanced impact resistance. Compos. Part B Eng. 155, 122–131 (2018). https://doi.org/10.1016/j.compositesb.2018.08.039
Urdl, K., Kandelbauer, A., Kern, W., et al.: Self-healing of densely crosslinked thermoset polymers—a critical review. Prog. Org. Coat. 104, 232–249 (2017). https://doi.org/10.1016/j.porgcoat.2016.11.010
Gil, E.S., Hudson, S.M.: Stimuli-reponsive polymers and their bioconjugates. Prog. Polym. Sci. 29, 1173–1222 (2004). https://doi.org/10.1016/j.progpolymsci.2004.08.003
Paipa-Alvarez, H.O., Palacios Alvarado, W., Medina Delgado, B.: Biodegradable thermosets polymers as an alternative solution to pollution generated by plastics. J. Phys. Conf. Ser. 1672 (2020). https://doi.org/10.1088/1742-6596/1672/1/012013
Shieh, P., Husted, K.E.L., Johnson, J.A.: Cleavable comonomers enable degradable, recyclable thermoset plastics. Annu. Tech. Conf. ANTEC, Conf. Proc. 542–547 (2021). https://doi.org/10.1038/s41586-020-2495-2.Cleavable
Mohd Sani, N.F., Yee, H.J., Othman, N., et al.: Intrinsic self-healing rubber: a review and perspective of material and reinforcement. Polym. Test. 111, 107598 (2022). https://doi.org/10.1016/j.polymertesting.2022.107598
Canadell, J., Goossens, H., Klumperman, B.: Self-healing materials based on disulfide links. Macromolecules 44, 2536–2541 (2011). https://doi.org/10.1021/ma2001492
Xiang, H.P., Rong, M.Z., Zhang, M.Q.: Self-healing, reshaping, and recycling of vulcanized chloroprene rubber: a case study of multitask cyclic utilization of cross-linked polymer. ACS Sustain. Chem. Eng. 4, 2715–2724 (2016). https://doi.org/10.1021/acssuschemeng.6b00224
Post, W., Susa, A., Blaauw, R., et al.: A review on the potential and limitations of recyclable thermosets for structural applications. Polym. Rev. 60, 359–388 (2020). https://doi.org/10.1080/15583724.2019.1673406
Mohammadian, M.: A study on application of recycled thermosetting plastic in concrete. Rev. Rom. Mater. Rom. J. Mater. 43, 276–284 (2019)
Yue, L., Bonab, V.S., Yuan, D., et al.: Vitrimerization: a novel concept to reprocess and recycle thermoset waste via dynamic chemistry. Glob. Challenges (Hoboken, NJ) 3, 1800076 (2019). https://doi.org/10.1002/gch2.201800076
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this chapter

Cite this chapter
Bangash, M.K. (2023). Polymer Recycling Techniques. In: Shaker, K., Hafeez, A. (eds) Advanced Functional Polymers. Engineering Materials. Springer, Singapore. https://doi.org/10.1007/978-981-99-0787-8_11
Download citation
DOI: https://doi.org/10.1007/978-981-99-0787-8_11
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-99-0786-1
Online ISBN: 978-981-99-0787-8
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)