
Abstract
The reamers are rotary cutting tools extensively used in enlarging the previously drilled holes. Precision reamers find application in finishing operations and are very expensive. So, it is extremely important to design the reamer tool with utmost care taking into account all the factors involved so as to avoid any quality issue at later stage. The actual testing of tool may cost a lot which can be minimized by modeling and simulation of designed tool. So, this paper deals with the design of reamer tool using the design formulas and the second is the modeling of reamer through ANSYS 19.2 and then comparing the stress and strain developed by both the processes. It is a cost-effective method and by analyzing the different forces and stress developed it becomes easy to optimize the model which in turn increases the efficiency of the process.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Economical design of machine tool has always been a challenge to design engineers. Industrial modernization has enabled us to produce more economical and better design with the help of advanced tools and techniques [1]. Reaming is a machining process used for enlarging and finishing the already drilled holes to very fine tolerance and is suitable for batch type of production [2], 3. A complete description about the special-purpose tools can be found in international manual [4]. For common machining applications, the average surface roughness is found to be in the range of 0.8–3.2 mm. Reamers with high accuracy can produce even better results which may close to 0.4 mm [6]. Figure 1 shows a typical reaming operation [5].

A typical reaming operation
Much work pertaining to reaming tool modeling has been done [7,8,9,10,11]. Yang et al. worked on optimization and design of reamer tool for directional reaming of polycrystalline diamond compact which enhanced the performance of the reaming process [12]. Povolny et al. studied the reamer tool system performance under various types of load through FEM. They confirmed the system design with defined rigidity [13]. Reis et al. analyzed the technical and economic aspects of two manufacturing systems in drilling of compacted graphite iron (CGI) workpieces. This resulted in 40% reduction in machining time and 57% reduction in total cost [14]. The stress analysis of barrel reamer was evaluated through FEM by Baksa et al. They provided useful insights into boundary conditions required for performing numerical simulation of a barrel reamer [15]. Reaming improves the accuracy of a round hole enough to allow interchangeability. Reamers hold size consistently and can be applied to the metal-machining process with a minimum amount of skill. Reaming is a finishing operation and is not intended to remove a large amount of material. The speed of reaming is generally considered to be two-thirds of the speed used for drilling the same material. Reamers are most easily damaged than drills when subjected to chatter. Since rotating cutting tools are less likely to chatter when the cutting speed is reduced, reamers generally produce better results at lower cutting speeds. Reaming feeds are much higher than drilling feeds because there are more teeth in the reamer. Feeds vary from 0.0015 to 0.005 mm per flute per revolution, depending upon the size of the reamer. Reamer feeds that are too low can cause burnishing, glazing, or chatter. High feeds tend to reduce the accuracy of the hole and the quality of the finish.
2 Design for Tapered Shank Straight Fluted Machine Reamer
Outside Diameter (D): Hole resulting from reaming is bigger (overcut) than the reamer size. Consequently, reamer should be made smaller than the maximum permissible size of the reamed hole. The reduction in size (overcut) is usually 15% of the tolerance for the hole. The manufacturing tolerance for the reamer is confined to 35% of the tolerance for the hole.
Back Taper (t): Reamers are tapered down toward shank to provide axial clearance on teeth. The back taper ranges from 0.05 to 0.08 mm for hand reamers, and 0.04–0.06 mm for rigidly held machine reamers on diameter for the entire flute length. Back taper can be higher 0.06–0.08 mm if a floating holder is used for reamer.
Back Taper Flute End (D1): D1 = Minimum diameter of reamer − back taper t.
Lead (l): The length l of the lead chamfer depends upon the reaming allowance as well as the lead angle.
where
- A:
-
Radial machining allowance (mm).
- Φ:
-
Lead angle number of teeth (T): This depends upon the workpiece material.
Flutes: The type of flute depends upon the diameter D of hole and number of teeth T. The cylindrical land f ranges from Ø 0.1 for Ø 6 mm reamer to Ø 0.50 for Ø 50 reamer. Length of primary clearance ranges f1 from 0.5 to 1.8 for same reamer sizes.
Flute length (Lf): It depends upon the diameter D of the hole.
Morse Taper (MT): It depends upon the diameter D of the reamer. Depending upon the Morse taper, the angle of taper of shank is calculated.
Shank Length (L): It depends upon Morse taper MT of the reamer.
Diameter of neck (d): It depends upon the diameter D of the reamer.
Overall Length of reamer (Lo): It depends upon the length of flute Lf, diameter of neck d, and the shank length L.
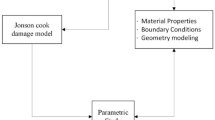
3 Methodology


4 Analysis
4.1 Calculation
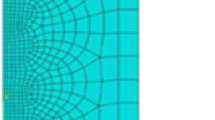
The maximum load which the reamer can undertake varies between 50 and 200 N. So the forces are taken in intervals of 25 N. Hence, the stress and strain have to be evaluated for 50, 75, 100, 125, 150, 175, 200 N. The stress and strain values for above loads are evaluated both through the design formulas and then through the ANSYS. Then, the values obtained from these methods are compared and if the values obtained through these values are almost comparable then there is no need for further optimization. FE Mesh is generated using Tetrahedral Solid Element with an element size of 3 mm. The model has 185,642 nodes and 94,652 elements. The reason for selecting tetrahedral element is that because they fit very well arbitrary-shaped geometries with their simple computations.
4.2 Calculation of Stress and Strain Values Through Design Formulas
Since mild steel is taken as the material, therefore Young’s modulus (Y) for mild steel is 2 × 105 and the Poisson’s ratio (υ) is 0.3. From the table, the change in diameter (ΔD) for Ø 30 hole is 3.96 mm.
Hence for Ø 30 hole the maximum stress for all values of load 50, 75, 100, 125, 150, 175 and 200 N should be within 88,000 N/mm2 and strain should be within 0.44 for all value’s of load.
4.3 Calculation of Stress and Strain Values from ANSYS 19.2
Figures 4, 5, and 6 show simulation done for stress, strain, and displacement nodal for 50 N load.

Von Mises stress nodal (50 N)

Von Mises strain nodal (50 N)

Displacement vector nodal (50 N)
Von Miss stress nodal (Table 1).
5 Conclusion
The study of optimization of a reaming tool in the form of machine reamer, using mild steel as the material, was undertaken with a view to analyze the stress and strain on the reaming tool during the operation. From the designing, it was found that maximum value of stress acting on reamer tool could be 88,000 N/mm2 and maximum strain could be 0.44. On comparing these values with the one obtained from ANSYS for the same reamer was found well within the limits. The present study provides very effective way to get better results for economical design of reaming tool without undergoing costly actual testing however more accurate results can be obtained from dynamic analysis of reaming tool as well as its topographic optimization.
References
Pandit GP, Patil SB, Shinde RV, Amale SB (2017) Modelling and analysis of drilling jig for mounting casing of electric motor. Int J Eng Res Technol (IJERT) 6(02)
Karunanidhi S, Singaperumal M (2010) Design, analysis and simulation of magnetostrictive actuator and its application to high dynamic servo valve. Sensors Actuators 185–197
Verghese S, JPaul C, Karunanidhi S (2014) Int J Innov Res Adv Eng (IJIRAE) 1(8). ISSN: 2349-2163
Guhring (2006) International manual on advanced machine tools, 9th edn
Shingarwade RU, Chavan PS (2014) A review on mql in reaming. Int J Mech Eng Rob Res
De Chiffre L, Tosello M, Muller P (2009) Investigation on capability of reaming process using minimal quantity lubrication. CIRP J Manuf Sci Technol 2:47–54
Towfighian S, Behdinan K, Papini M et al (2007) Finite element modeling of low speed reaming vibrations with reamer geometry modifications. J Intell Manuf 18:647–661. https://doi.org/10.1007/s10845-007-0038-4
Bayly PV, Metzler SA, Schaut AJ, Young KA (2001) Theory of torsional chatter in twist drills: model, stability analysis and composition to test. J Manuf Sci Eng 123:552–561
Bayly PV, Young KA, Halley JE (1998) Dynamic simulation of reaming: theory, methods and application to the problem of lobed holes. Dyn Acoust Simul ASME Publ DE 98:245–252
Metzler SA, Bayly PV, Young KA, Halley JE (1999) Analysis and simulation of radial chatter in drilling and reaming. In: Proceedings of ASME DETC’99, (CD), Paper No. V1B8059
Towfighian S (2006) Finite element modeling of low speed reaming in the application of femoral canal preparation for intramedullary nailing. M.A.Sc. thesis, Ryerson University, Toronto, Canada
Yang Y, Yang Y, Liu X, Huang K, Ren H (2019) Optimized design and application of a directional reaming-while-drilling polycrystalline diamond compact bit. Eng Fail Anal 105:699–707
Povolny M, Fulemova J, Rehor J, Zatloukal T (2019) Study of clamping system plasticity for reaming tools. Annals DAAAM Proc 30
dos Reis A, da Silva RB, Silva LG, Machado ÁR, Arencibia RV, de Souza Ruzzi R, Jackson MJ, Zeilmann RP (2020) Analyses of two manufacturing systems in drilling of CGI: drilling and reaming× drilling. Int J Adv Manuf Technol 1–14
Baksa A, Ladányi G, Szirbik S, Virág Z (2019) Fem stress analysis of a barrel reamer. New Trends Prod Eng 2(1):178–185
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Kumar, A. (2021). Design and Analysis of Reaming Tool by Finite Element Modeling and Simulation. In: Joshi, P., Gupta, S.S., Shukla, A.K., Gautam, S.S. (eds) Advances in Engineering Design. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-33-4684-0_47
Download citation
DOI: https://doi.org/10.1007/978-981-33-4684-0_47
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-33-4683-3
Online ISBN: 978-981-33-4684-0
eBook Packages: EngineeringEngineering (R0)