
Abstract
Austenitic stainless steels have been widely used as nuclear structural materials for reactor coolant piping and in valve bodies, spacer column assembly, control rod drive mechanism, and vessel internals because of their excellent mechanical properties and corrosion resistance at high temperature and pressure environment. In the present study, the SS304 beads are deposited using the cold metal transfer (CMT) based on wire arc additive manufacturing (WAAM). The quality of bead predominantly depends on bead geometry such as bead width, bead height, and penetration. An optimum process condition is required for better deposition. Hence in the present work GRA-based multi-decision criteria model is investigated to optimize the process parameters for better bead characteristics.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
- Multi-decision criteria analysis
- Wire arc additive manufacturing
- Cold metal transfer welding
- Grey relational analysis
Introduction
Wire and arc additive manufacturing (WAAM) belongs to the directed energy deposition process which uses electrical arc as energy source and wire as feedstock. WAAM can be attained by processes like gas metal arc welding (GMAW) [1], gas tungsten arc welding (GTAW) [2], and plasma arc welding (PAW) [3]. There are numerous advantages for WAAM over laser-assisted and plasma-assisted additive manufacturing processes, in terms of the capital cost of machines and material flexibility. Cold metal transfer (CMT) process is considered as the advancement of the GMAW process with lower heat input and spatter as compared to other arc welding methods [4]. The key factor involved in CMT technology is the automatic wire feed controller. The reciprocated wire feed mechanism was incorporated with an electrical process in which arc initiation and short circuiting will be synchronized by the electrical controller. In the present work, austenitic stainless steel of grade SS304 was used for experimental studies. Austenitic stainless steels have been widely used as nuclear structural materials for reactor coolant piping, valve bodies, spacer column assembly, control rod drive mechanism, and vessel internals because of their excellent mechanical properties, good mechanical properties and corrosion resistance at high temperature and high pressure environment [5, 6]. Many input factors contribute directly or indirectly to the material characteristics. These include input power, weld speed, wire feed rate, stand-off distance, inert gas flow rate, path planning, deposition strategies, and so on. The present study considers the effect of input power in terms of current, weld speed, and stand-off distance on the clad bed properties such as bead shape and size, and depth of penetration.
Grey relational analysis (GRA) was proposed by Deng in 1989. The grey relational assessment is a technique of evaluating the degree of similarity between the sequences through grading. The grey relation evaluation concepts have drawn significant interest among researchers. Some researchers worked to optimize the multi-objective optimization using GRA [7].
Therefore, this study presents a multi-objective optimization of CMT bead characteristics using the GRA method coupled with RSM. The RSM examines an adequate estimate of input and output variables and determines the optimum operating conditions for a function being studied or a segment of the factor field that meets the operational requirements. Three parameters, namely current, weld speed, and stand-off distance, are selected to run the experiment. The grey relational analysis is applied to evaluate the single bead characteristics for the development of additive manufacturing structures.
Materials and Methods
Experiments were conducted on Fronius-made manual CMT machine TPSI 320I model, attached with in-house developed three-axis manual-controlled workstation. While experimenting, welding torch was held stationary in a vertical position through which filler wire feeding is done on the system at a fixed angle, while the table bed will have three-axis motions. Argon gas with a flow rate of 10 l/min was used as a shielding gas that was supplied from the cylinder. The schematic diagram of the CMT process was shown in Fig. 4.1. Commercially available stainless steel 304 filler wire of 1.2 mm diameter was used for deposition. The chemical composition of the wire which was certified is as shown in Table 4.1. Mild steel of size 250 × 250 × 10 mm was used as the substrate for deposition. Before the cladding, mild steel plates are sandblasted over the surface and cleaned to dry to avoid contaminations.

Schematic diagram of WAAM system with CMT configuration
Response Surface Method
Input current (I), welding speed (S), and stand-off distance (D) are observed to be the most affecting process parameters on bead characteristics. Parameter ranges were identified by conducting trial experiments. Based on trial experiments and literature research, current, stand-off distance, and weld speed are found to be important parameters for experimental design. Table 4.2 shows the experimental design condition as per the central composite experimental design for three parameters and three-level response surface designs.
Grey Relational Analysis
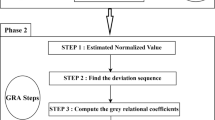
For both consumers and manufacturers, quality and profitability are critical. The objective of real-time situations is multi-objective in nature. Hence it is essential to convert a multi-optimization problem into a single-objective function through statistical approaches. Grey relational analysis is one of them. The procedure followed in GRA is:
-
1.
Normalize the data obtained from experiments from zero to one
-
2.
Grey relational coefficients has to be evaluated from the normalized data
-
3.
Obtain overall grey relational grade (GRG).
From the GRG whichever the experimental condition has got Rank 1 is considered to be the optimal setting that satisfies all the objective functions.
The characteristics equations for normalizing the minimization and maximization problems are obtained by using Eqs. (4.1) and (4.2).
where \(x_{i}^{*} (k)\) is the sequence data after normalization; \(x_{i} (k)\) is actual response value; \(\max (x_{i}^{o} (k))\) its maximum value, and \(\min (x_{i}^{o} (k))\) is the minimum value of the generated data.
After normalization matrix obtained from the experimental data, grey relational coefficients are obtained to estimate the relationship between normalized data and actual data and is calculated using Eq. (4.3)
where \(\Delta o_{i} (k)\) is deviation sequence and is calculated as \(|x_{i}^{*} (k) - x_{i}^{o} (k)|\); \(\xi\) is the distinguished coefficient and the value is ranging between 0 and 1. In general, 0.5 is used.
The next step is to obtain the grey relational grade (GRG) and is defined as
where \(w_{k}\) is the weight factor, which is selected based on the priorities.
Results and Discussion
SS304 single beads were successfully deposited on a mild steel substrate as shown in Fig. 2a. The samples were cut in the middle and extracted from the plate. The micrographs of the samples are depicted in Fig. 2b. The bead characteristics such as bead width, bead height, and penetration were observed from the micrographs through 3D optical microscope (Make: QASMO optical microscope DIC polarizer, Model: QX4RT) at 1000 μm scale. However, for additively layered structures smooth, flat, and thin layers are recommended for the deposition of successive layers. Hence, the maximum bead width, minimum bead height, and minimum penetration are the desired objectives for the present study. Figure 4.3 shows the bead geometry measurements which are obtained from the micrographs. The RSM experimental design and corresponding observations are tabulated in Table 4.2. The experiments were randomly conducted to ensure the results are free from the experimental bias.

a SS304 beads deposited on mild steel substrate plate, b macro images of bead profiles

Schematic diagram of weld bead characteristics
In the present study, penetration has given higher weightage than bead width and bead height. The weights are given as 0.4, 0.3, and 0.3 for penetration bead width and bead height, respectively. For any additive manufacturing process, interfacial characteristics and bonding between the layers play an important role in the fabrication process. The interfacial characteristics depend on the penetration of the successive layers. Hence in the present study penetration has given more weightage than bead width and height. The grey relational analysis to find out the grey relational grade with normalization data and grade coefficients is presented in Table 4.3. The GRG represents the grade value combined with all the three objectives. From Table 4.3 it is observed that experiment no 11 has rank 1 with the highest grade of 0.754. Hence this condition can be treated as an optimal parameter setting that satisfies all three objectives. Different parameter settings can be obtained with different weightage combinations, and all this depends on the desired performance and application.
Figure 4.4 shows the effects plots for combined GRA grade for the single-bead deposition. From the plots, it is observed that GRA grade decreases with current and stand-off distance up to a cut-off limit and then increased, whereas GRA grade increases with weld speed. The same has been revealed in ANOVA. MINITAB software is used to perform ANOVA for the GRA results. Table 4.4 shows the ANOVA for the combined GRA grade. From the analysis, current and weld speed are significant in predicting the experimental variation for multiple bead characteristics performance. From the analysis it is found that current is the most significant parameter than the other parameters because it has higher contribution.

Main effect plot for combined GRA grade
Conclusions
Grey relational analysis was applied to response surface design experiments to evaluate the multi-objective performance of bead characteristics deposited by the cold metal transfer process. The deposition characteristics, namely bead width, bead height, and penetration, are considered for the present study. The weights used in the analysis can be changed with process requirements.
From the GRA analysis, the simultaneous objective of maximum bead width, minimum height, and minimum penetration is observed at 110 Amperes current, 4 mm/min weld speed, and 0.4 mm stand-off distance. Any specific performance measure can be adjusted so that the other performance metrics satisfy the minimum requirement.
Since additive manufacturing process mostly relays on interfacial characteristics of single beads, the study on bead characteristics bead width height, and penetration will affect the layer height, surface roughness, and interfacial characteristics. Hence, the multi-objective criteria have to be followed to develop the AM process from the welding process. Further, the present results give an idea on the combined performance of bead characteristics which may help the conversion of single bead deposition into a multi-pass multi-track deposition which tends to be an additive manufacturing process.
References
Xiong J, Li R, Lei Y, Chen H (2018) Heat propagation of circular thin-walled parts fabricated in additive manufacturing using gas metal arc welding. J Mater Process Technol 251:12–19. https://doi.org/10.1016/j.jmatprotec.2017.08.007
Ma Y, Cuiuri D, Li H, Pan Z, Shen C (2016) The effect of postproduction heat treatment on γ-TiAl alloys produced by the GTAW-based additive manufacturing process. Mater Sci Eng A 657:86–95. https://doi.org/10.1016/j.msea.2016.01.060
Lin J, Lv Y, Liu Y, Sun Z, Wang K, Li Z, Wu Y, Xu B (2017) Microstructural evolution and mechanical property of Ti-6Al-4V wall deposited by continuous plasma arc additive manufacturing without post heat treatment. J Mech Behav Biomed Mater 69:19–29. https://doi.org/10.1016/j.jmbbm.2016.12.015
Ge J, Lin J, Lei Y, Fu H (2018) Location-related thermal history, microstructure, and mechanical properties of arc additively manufactured 2Cr13 steel using cold metal transfer welding. Mater Sci Eng A 715:144–153. https://doi.org/10.1016/j.msea.2017.12.076
Xu J, Chen J, Duan Y, Yu C, Chen J, Lu H (2017) Comparison of residual stress induced by TIG and LBW in girth weld of AISI 304 stainless steel pipes. J Mater Process Technol 248:178–184. https://doi.org/10.1016/j.jmatprotec.2017.05.014
Lee HT, Jeng SL (2001) Characteristics of dissimilar welding of alloy 690 to 304L stainless steel. Sci Technol Weld Join 6:225–234. https://doi.org/10.1179/136217101101538811
Deng JL (1989) Introduction to Grey system theory. J Grey Syst 1:1–24
Acknowledgements
The authors would like to acknowledge “Welding Research Cell, SVCE, Sri Perumbudur”, for their support in the smooth conduction of experiments.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Sarathchandra, D.T., Davidson, M.J. (2021). Grey Relational Multi-decision Analysis of SS304 Bead Characteristics Processed in Wire Arc Deposition Process for Additive Manufacturing. In: Kumar, S., Rajurkar, K.P. (eds) Advances in Manufacturing Systems. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-33-4466-2_4
Download citation
DOI: https://doi.org/10.1007/978-981-33-4466-2_4
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-33-4465-5
Online ISBN: 978-981-33-4466-2
eBook Packages: EngineeringEngineering (R0)