
Abstract
Metal foams have become an attractive research field both from the scientific viewpoint and the prospect of industrial applications. Metallic foams can be manufactured by many techniques. Various methods for making of metallic foams such as involving blowing agent in the melt pool, which releases gas in the form of bubbles, injecting gases in the melt pool and many other techniques have been developed in past year and some still under development. In this project, evaluation of metal foam of AL6061 plus MgO using PM (Powder Metallurgy) route has been carried out. Manufacturing of aluminium metal foam by adding of magnesium oxide as a blowing agent, the porosity of the metal foam is enhanced and the mechanical properties of the material change. The density of the pores obtained that will depend on the solidification time and the percentage of the magnesium oxide added to the aluminium metal powder. The porosity of about 50–60% is achieved in the powder metallurgy technique used to manufacture the metallic foam of aluminium.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
Introduction
Metal Foams are new type of material that has porous structure, which makes them different from other metals. They are manufactured by various techniques and many are still under development. Nowadays, there is an environment of manufacturing a new class of material that occupies less mass and weight, with high strength, good thermal conductivity and good acoustic damping capacity as compared with other materials, which result in the generation of metal foam that fulfils the required properties [1]. In current scenario, the techniques that are used to manufacture porous materials are not able to control the different parameters like porosity, density etc. Metal foam also finds its applications in the defence [2]. Al foams can convert much of the impact energy into plastic energy and absorb much more energy than bulk metals at relatively low stresses [3].
Generally, porous materials classified in two types:
-
Closed cell
-
Open cell.
The closed-cell metal foam possesses porosity in the range of 30–40% while open-cell metal foam contains 60–90% porosity in them [4,5,6]. Open-cell foam is used in the field of thermal applications [1, 7] while closed-cell foam finds its uses in the field of structural applications, sound absorbing and vibration damping [4, 8].
Different methods are introduced to manufacture the metal foam such as Alporas process, powder metallurgy, space holder, gas eutectic decomposition, entrapped gas expansion, etc. using different blowing agents such as TiH2 [9, 10], CaCO3 [11, 12], MgO [13]. Material like Tin can also be used as foaming agent by maintaining the decomposition temperature [7].
At present, the processes used to manufacture metal foams are not completely controlled, i.e., the pores of the metal foam obtained are not in proper shape and size and are not aligned properly. The preheat temperature plays a vital role in increasing the porosity of the metal foam [13]. But the control of processing metal foam is improving rapidly. Metal foams have some promising properties, which make them more attractive and efficient as compared with other metallic structures. Metal foams can offer significant performance gains in light, stiff structures, for the efficient absorption of energy, for thermal management and perhaps for acoustic control and other, more specialized applications [1]. They can also be recycled and are non-toxic.
There are two types of metal foam, closed-cell metal foam and open-cell metal foam. The closed-cell metal foam possesses 30–40% porosity while open-cell metal foam contains 60–90% porosity in them. Different methods are introduced to manufacture the metal foam such as Alporas process, powder metallurgy, NaCl used as a space holder, gas eutectic decomposition, entrapped gas expansion, etc., using different blowing agents such as TiH2, MgCO3, ZrH2, CaCO3, MgO. The Al6061 powder mixed with blowing agent MgO in desired quantity is mixed with Silica gel, which is used to bind the mixture and compacted at a pressure of 100–150 Psi and a precursor is obtained, which consists of a coin-shaped structure. The obtained precursor is then heated in muffle furnace at temperature ranging from 890 to 880 °C. As a result, gases start to generate inside the precursor in the form of bubbles and after solidification the metal foam is obtained, which possesses a porous structure. The solidification rate of the metal foam increases due to low porosity of the metal foam obtained [14]. The silica gel used as binding agent oxidizes and does not have any reaction on the aluminium and MgO, so good metal foam is obtained using PM route.
In matter or energy transportation applications, open-cell metal foams are been used frequently [15]. For sound absorbing as well as thermal applications, open-cell structures are used as they exhibit higher thermal conductivity [16]. The hot stage microscopy is used for determining the foaming kinetics of obtained metal foam [17].
Experimental
Powder Metallurgy Method
Alloy powders are mixed with the blowing agent to form metal foam. Powder metallurgy also known as the powder compact foaming technique has improved its status in current industrial trend. This technique involves mixing of metal alloy powders with an appropriate foaming agent and compressing the mixture with a dense product called precursor material [18]. According to previous research, it can also be produced without using any foaming agent [13]. The heating of foamable precursor is carried out above the melting point of the alloy [4]. The major difficulty observed with this process is the inequality between the decomposition temperature of the foaming agent and melting temperature of Aluminium [1].
This process starts by blending of metal into powder form and cold compacting with the die compression or axial compaction. 5 g of Al6061 powder is mixed with the 2% of MgO, used as a blowing agent and 1–2% of silica gel is used as binding agent so that it binds the material during removal from the die after compaction under a pressure of 100–150 Psi then the compacted powder is further heated to its melting temperature of about 880–890 °C and holding it for about 3–4 min so that maximum amount of gas can be generated. As a result, the blowing agent starts to release the gas in the form of bubbles, which create voids and the metal foam is obtained after the solidification is done under room temperature. The density of pores obtained will depend on the solidification time and the percentage of blowing agent added to the metal powder [13, 19]. Highest foaming efficiency can be obtained at 700 MPa compaction pressure and 800 °C temperatures [11].
Porosity Calculation
To calculate the porosity of the metal foam, first a beaker is filled with 100 ml of water. A sample of compacted metal piece that does not have porosity is put into the beaker, containing 100 ml of water. Note down the change in volume of the water displaced by the metal piece. Now fill another beaker with same amount of water (i.e., 100 ml) and then put the porous sample into the beaker. Now note down the change in volume of the water displaced by the porous metal piece. So the porosity of the metal foam can be calculated by P.
where Vs is the change in volume of the water displaced by the sample metal piece and Vp is the change in volume of the water displaced by the porous metal piece. This method is only applicable to find surface porous material while the method to find internal porosity is still under development.
Results and Discussion
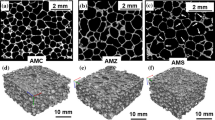
Scanning electron microscope test has been carried out on the metal foam, which shows the microscopic structure of the metal foam obtained at a pressure between 120 and 150 Psi and 880–890 °C temperatures. In Fig. 25.1, the metal foam is compacted at 100 Psi pressure, which shows that the proper melting of the aluminium starts at that point of temperature, which can be seen in the SEM result, while Fig. 25.2 shows the metal foam compacted at 120 Psi pressure and 880°C gives the analysis of metal foam having maximum porosity as compared with other metal foam sample obtained. Figure 25.3 shows the porous structure of the metal foam obtained under 120 Psi pressure and 880 °C. Due to the heating the precursor above melting point, the blowing agent mixed with the aluminium powder starts to generate gas in the form of bubbles and when air cooling is done the bubbles generated inside the precursor gets entrapped inside the precursor and metal foam is obtained, which have porous structure.

a Aluminium metal foam at 100 Psi and 890 °C, b Cross-section and c SEM (Scanning Electron Microscope) of Al metal foam

a Aluminium metal foam at 120 Psi and 880 °C, b Cross-section and c SEM (Scanning Electron Microscope) of Al metal foam

a Aluminium metal foam at 150 Psi and 880 °C, b Cross-section and c SEM (Scanning Electron Microscope) of Al metal foam
While calculating porosity, it was seen that the water was fully absorbed by the metal foam and the deflection of water is displaced by the metal foam is clearly seen when it was placed inside the 100 ml beaker containing water. The SEM result shows that the pores obtained in the metal foam with uneven shape and sizes were obtained. Best result can be analyzed by calculating porosity of the metal foam obtained at different pressure and temperature. It was seen that the best results were shown by the metal foam, which was compacted at 120 Psi pressure and 880 °C temperature by calculating porosity of the metal foam, i.e., 66.6% was observed (Table 25.1).
In Fig. 25.4, as we increase the pressure and temperature for manufacturing of metal foam from 100 to 250 Psi and 800–890 °C, the porosity of the metal foam varies with varying pressure and temperature. The best results can be obtained by SEM analysis, which shows the porous structure inside the fifth, sixth and seventh sample of metal foam, which are compacted at 100–150 Psi and heated at 880–890°C, respectively.

Aluminium metal foam obtained from 100 to 250 Psi pressure and at 800–890 °C temperature
The fifth sample has porosity of about 33.3% while sample sixth shows 66.6% porosity and sample seventh has 53.3% porosity inside it. Figures 25.2 and 25.3 have been compacted at a pressure of 120 and 150 Psi and temperature at 880 °C, respectively. As the SEM results show that the aluminium metal foam of sample 5, 6 and 7 has a porous structure inside it which can be seen at 50 µm.
As we increase the pressure from 150 to 250 Psi and temperature 880 °C, there will be not much change in the surface area and height of the metal foam obtained this is because of the pressure applied for cold compacting is higher, which increases the density of the precursor and when the precursor is been heated at 880 °C temperature, the magnesium oxide mixed with the aluminium powder is unable to make gases in the form of bubbles, which result into less increase in the surface area and low porosity can be observed.
Conclusion
-
SEM test shows the microstructure inside the metal foam, which consists of porous structure.
-
Due to melting of aluminium metal above 800 °C, the magnesium oxide mixed with the aluminium starts to generate gas in the form of bubbles and the bubbles are been entrapped because of the solidification done at room temperature. The porosity of the metal foam depends on the varying percentage of the magnesium oxide, which acts as blowing agent.
-
The magnesium oxide is a good blowing agent that can generate bubbles even at low temperatures, which reduces the time of manufacturing of metal foam.
-
Good metal foams that have 30–70% porosity can be obtained at 100–150 Psi pressure and 880–890 °C temperature through PM route.
References
Matijasevic-Lux B, Banhart J, Fiechter S, Görke O, Wanderka N (2006) Modification of titanium hydride for improved aluminium foam manufacture. Acta Mater. 54, 1887–1900
Gokhale AA, Ravi Kumar NV, Sudhakar B, Sahu SN, Basumatary H, Dhara S (2011) cellular metals and ceramics for defence applications. Defence Sci J 61(6)
Guden M, Yuksel S (2006) SiC particulate aluminium composite foams produced from powder compacts: foaming and compression behavior. J Mater Sci 41
Banhart J (2001) Manufacture, characterization and application of cellular metal and metal foams. Prog Mater Sci 48
Ashby MF, Evans AG, Fleck NA, Gibson LJ, Hutchinson JW, Wadley HNG (2000) Metal foams: a design guide. Butterworth Heinemann
Banhart J (2005) Aluminium foams for lighter vehicles, Int J Veh Des 37(2/3)
Bai Q, Guo Z, Li H, Yang X, Jin L, Yan J (2017) Experimental investigation on the solidification behaviour of phase change material in open-cell metal foams. Energ Proced 142
Mahajan SM, Jadhav GA (2015) Aluminium foaming for lighter structure. Int J Comput Eng Res (IJCER) 5
Koikea R, Matsumotoa T, Kakinumaa Y, Aoyamaa T, Odab Y, Kuriyab T, Kondob M (2018) Procedia manufacturing 18
Yang D, Chen J, Chen W, Wang L, Wang H, Jiang J, Ma A Fabrication of cellular Zn–Mg alloy foam by gas release reaction via powder metallurgical approach S1005–0302(17)30092-0
Lu G, Hao H, Wang F, Zhang X (2013) Preparation of closed-cell Mg foams using SiO2-coated CaCO3 as blowing agent in atmosphere, Trans Nonferrous Met Soc China 23
Neu TR, Mukherjee M, Garcia-Moreno F, Banhart J (2012) Magnesium and magnesium alloy foams. In: 7th international conference on porous metals and metallic foams
Aguirre-Perale LY, Jung I-H, Drew RAL (2012) Foaming behavior of powder metallurgical Al–Sn foams. Acta Mater 60
Baez-Pimiento S, Hernandez-Rojas ME, Palomar-Pardave ME (2015) Processing and characterization of open-cell aluminium foams obtained through infiltration processes. Proced Mater Sci 9
Mahaidina AA, Abdullaha N, Mohammada M, Omara MA, Suleimana MJ, Zainona NM, Hadia MAN, Abd Jalila MN, Omara AZ, Mohd Hijazi MB (2016) Effect of sintering cycle on physical and mechanical properties of open pore cell copper foam. Proced Chem 19
Duartea I, Ferreirab JMF (2014) Evolution of metallic foams using hot-stage microscopy. Proced Mater Sci 4
Uzun A (2019) Production of aluminium foams reinforced with silicon carbide and carbon nanotubes prepared by powder metallurgy method. Compos Part B 172
Weise J, Stanzick H, Banhart J (2003) Semi solid processing of complex shaped foamable material. Cell Met Met Foam Technol. © MIT-Verlag
Omar MY, Xiang C, Gupta N, Strbik OM, Cho K (2015) Data characterizing flexural properties of Al/Al2O3 syntactic foam core metal matrix sandwich. Data in Brief 5
Kassim Hassan Z (2019) Production of metal foams by using powder metallurgy method. AIP Conf Proceed 2123:020004
Acknowledgements
I express my gratitude to Dr Akash Pandey, MS University, Vadodara and Mr Bhupesh Goyal, Parul Institute of Technology, Vadodara for providing facility at Institute. I am also thankful to Students Open Innovation Council, Government of Gujarat, India for funding this project.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Rathod, R., Goyal, B., Tomar, P., Pandey, A. (2021). Evaluation of Metal Foam of Al6061 + MgO Using PM Route. In: Kumar, S., Rajurkar, K.P. (eds) Advances in Manufacturing Systems. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-33-4466-2_25
Download citation
DOI: https://doi.org/10.1007/978-981-33-4466-2_25
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-33-4465-5
Online ISBN: 978-981-33-4466-2
eBook Packages: EngineeringEngineering (R0)