
Abstract
Microwave joining of materials is a recently developed advanced joining process in which electromagnetic energy at 2.45 GHz is used to develop butt joint between different metallic plates. Rapid selective hybrid heating of the targeted area depends upon the location of the metallic samples inside the applicator cavity during microwave exposure. A high electric field intensity location for rapid hybrid heating of samples was identified inside the resonating cavity with the help of the COMSOL Multiphysics 5.2. Accordingly, experimentation was done to develop joints of mild steel (MS) samples using microwave energy at 2.45 GHz and input power of 900 W. The nickel powder was used as an interface material between metallic plates. The fabricated mild steel butt joints were characterized to analyse the microstructures and the micro indentation hardness of the joints. The microstructural characterization of the joints revealed complete melting of nickel powder and its fusion with base mild steel plates. The presence of iron in the joint zone indicated a metallurgical fusion of the interface layer with the base metal; however, oxides and carbides presence in the joint indicated interaction with atmospheric oxygen and carbon in the susceptor. The hardness of the developed joint zone was 405 ± 12 Hv which is higher as compared to the base metals (211 ± 12 Hv).
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Joining is one of the essential processes in assembling of complex and big parts such as ships, aeroplanes, building construction, bridges, etc. It plays an important part in the strength of the big structure because many big structures may fail due to the improper joining. Microwave heating found its origin in the middle of the 1940s after the evolution of Maxwell electromagnetic theory in 1864 [1]. Microwave processing of material uses electromagnetic waves in the frequency ranges of 300 MHz to 300 GHz [2]. In this technique, materials to be processed are exposed to electromagnetic radiation which vibrates the molecules of the material and results in the heat generation inside the material. In microwave heating, the microwave comes directly in contact with the material which causes volumetric heating of the material. Materials processed through microwave have better microstructure than conventional processes. Although the processing of metal with microwave is very much challenging task, many researchers had successfully demonstrated the processing of metals using the microwave. Roy et al. [3] reported sintering of metallic material in 1999. After that, various works had been reported on joining of metals through microwave in 2009. Sharma et al. [4] successfully joined bulk metallic material using a domestic microwave oven in 2009. Srinath et al. [5] carried out the joining of copper plates using microwave radiation. The results revealed that the joint interface has 78 Hv of hardness which is higher than the base material. Joining of steel plates using microwave has been reported. The results indicated that the joint strength is much higher than the base material hardness [6]. The tensile strength at the joint interface was 425 MPa, with an average elongation of 9.44% [7]. Singh et al. carried out the joining of aluminium metal plates through microwave radiation. The results showed that the joint strength at the joint interface was 72.4 Hv [8]. Gamit et al. successfully joined mild steel pipes using microwave energy. The result revealed that the joint efficiency was mainly depending on the exposure time [9]. Srinath et al. successfully joined two different metals using nickel powders as an interfacing material between two dissimilar metal plates. The microhardness of 133 Hv and porosity of 0.58% was reported during mechanical characterization [10]. Bajpai et al. evaluated the joining strength of natural fibre joined by microwave heating. The results revealed that microwave processing provides better joint strength [11]. Bansal et al. investigated the joining of Inconel 718 using nickel powder as an interfacing layer between them. Tensile strength of 400 MPa with a percentage elongation of 6% at the joint was reported [12]. Ahmed and Siores investigated microwave heating of alumina–zirconia-silica ceramics. The results showed improved strength of joint specimen as compared to base material [13].
Therefore, it is found from the literature review that the electromagnetic energy can be utilized for high-temperature applications such as joining of ceramics and metals. The objective of the present work is to join mild steel plates using microwave and simulate the joining process through COMSOL Multiphysics 5.2. The study on microstructure analysis of the joint has been done using EDS and FESEM test.
2 Materials and Method
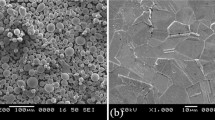
Mild steel is commonly used in an industrial and commercial application such as in making engineering equipments, automobile industries, building construction and various home appliances. It is also called ‘low carbon steel’ (0.05–0.25% carbon). It has ductile property and is not easily tempered, but possesses high strength. Commercially available mild steel plates of 34 × 12 × 4 mm3 (L × W × D) were used in present work. The optical image of as-received the mild steel plate has been shown in Fig. 1. The chemical composition of mild steel is shown in Table 1. The EDS analysis (Table 1) of mild steel base material shows 96% iron with 1.96% cobalt, 0.69% chromium and 0.25% carbon in it. Figure 1b shows the SEM image of the SiC particles.

Optical image of the as-received mild steel plate b SEM image of the SiC powder particles
Microwave joining uses a hybrid heating technique for the developing joint in which a susceptor material (SiC) is used for heating metallic powder initially as metals reflect the electromagnetic waves at room temperature. When metallic powder reaches its elevated temperature, it starts absorbing the microwave radiation and melting of metal powder starts. As the metal reaches its melting point, the joining of metals is performed and left for cooling in air. The schematic and actual diagram of microwave hybrid heating experimental set-up for joining metallic material has been shown in Fig. 2a, b. The surface of the plates was cleaned with acetone and sandpaper prior to applying the interface layer. Nickel powder was placed at the interface surface between the two plates, maintaining a fine thickness. After that, separator plate was placed over the surface above the joint zone to avoid contact of nickel powder with susceptor material. Susceptor material was used to avoid direct exposure of metals with a microwave. The specimen is placed into a microwave oven where it was heated under controlled timing and temperature mode. The experiments are carried out in atmospheric conditions. The experiment is performed at constant input power and a frequency of 2.45 GHz inside a domestic microwave oven. The experimental process parameters of microwave hybrid heating are given in Table 2.

a Schematic diagram of microwave joining of metals; b Actual experimental set-up of microwave hybrid heating of metals
3 Modelling and Simulation
This section illustrates the simulation of microwave joining of mild steel plates. A 3D model of microwave cavity having dimension 530 × 315 × 520 mm3 (W × H × D) was created as shown in Fig. 3a. A rectangular waveguide having dimension 70 × 98 × 28 mm3 (W × H × D) and operating in a transverse electric TE10 mode was created on the right side of the cavity. The mild steel plates were placed at the centre, and nickel powder was placed in between the plates as an interfacing material. Susceptor material (silicon carbide powder) has been assumed as a metallic plate of dimension 12 × 3 × 0.2 mm3 (W × D × H). Physics controlled meshing was used to mesh the microwave cavity and the joint area (Fig. 3b, c). Table 3 shows the details of the mesh.

a 3D geometry of microwave heating of metals b Image showing meshing of the whole domain c Image showing fine meshing of the workpiece
The geometry is solved by applying various boundary conditions in the domain. Transverse electric waves are generated through a rectangular port. The electric field distribution inside a microwave cabin is determined by Maxwell’s equation [14]:
where \(\vec{E}\) is an electric field, \(\varepsilon^{\prime}\) is dielectric constant, \(\varepsilon^{\prime\prime}\) is the dielectric loss or imaginary part of relative permittivity, \(\omega\) is angular wave frequency, \( \mu^{\prime}\) is relative permeability and c is the light speed.
The dissipated power per unit volume is calculated using
Transient temperature profile at the joint interface exposed to electromagnetic energy is obtained by the heat conduction equation:
where ρ is the material density, \(c_{p}\) is specific heat capacity, and k is a thermal conductivity of the given material.
4 Results and Discussion
This section includes various results obtained from simulation and characterization study obtained from FESEM and EDS of the joint zone of mild steel.
4.1 Electric Filed Distribution
Figure 4a shows the distribution of the electric field inside the microwave oven cavity. The results show the various hot spot region inside the cavity where the electric field is maximum. A maximum electric field of 4 × 104 V/m was obtained (Fig. 4a). The joining experimental set-up was placed at the hot spot obtained (Fig. 4b) using simulation inside the microwave oven during experimentation.

a Electric field distributions inside microwave oven b Image of the joining experimental set-up placed at the position of maximum electric field strength inside the microwave oven
4.2 Temperature Distribution
Figure 5 shows the distribution of temperature over the mild steel plate during microwave joining. It is observed that the maximum temperature above 1400 ˚C was obtained at joint zone after exposing the specimen for 600 s inside a microwave oven. Figure 6 shows the optical image of a mild steel plate joined using microwave energy. During experimentation, the joint was exposed to microwave radiation for different periods. The sample exposed to microwave radiation for 8 min got separated in two pieces during sample preparation due to improper fusion of nickel powder with mild steel in the joint zone, as shown in Fig. 6b. Thus, it implies that the sample should be exposed for a certain minimum time duration which is essential for the complete melting of nickel powder and its subsequent fusion with the adjacent base metal of the sample to be joined. Thus, the sample was exposed for 10 min. At this time duration, a successful butt joint between two mild steel plates having sufficient strength was developed as shown in Fig. 6a. The successful joining of the mild steel plates has been validated with characterization techniques, as discussed in the subsequent section.

Temperature distribution over mild steel joint specimen

Optical image showing a complete fusion along the joint zone of mild steel plate specimen at 10 min b improper joining along the joint zone of mild steel plate specimen at 8 min
4.3 Microstructural Investigation of Joints
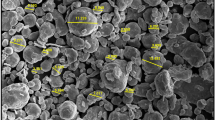
Figure 7 shows the optical and microscopic image of the developed mild steel joint. The developed joint shows complete melting and fusion of nickel powder with the adjacent surface of the base metal. The wavy interface at the joint interface (Fig. 7c) shows that the nickel powder is completely fused with the base material. It is evident from Fig. 8 that porosity and various phases like carbide, oxide, etc., are present in the joint zone. The presence of porosity in the joint zone can be attributed to the presence of air during the start of the experimentation as the pressure inside the cavity is similar to atmospheric pressure. However, as the heating of the powder in the joint zone takes place, the entrapped air comes out from the joint zone leaving behind a pinhole porosity which can be seen from the SEM images as shown in Fig. 8.

Optical and SEM image of mild steel joint

EDS spectra of region a Selected area 1 b Selected area 2 c EDS spot 1 near joint zone
The porosities present in the joint zone, as shown in Fig. 8, are having sharp edges, and the shape is not circular. The electric field strength is very high around the sharp corners of the porosity, which produces microplasma around the corners; thus, a high temperature. Due to high temperature, the diffusion of the nickel powder takes place to a greater distance in the mild steel plate around the joint interface. It is clear from Fig. 8 that the concentration of iron is about 75% and the concentration of nickel is about 24%, and the rest is other metals. The presence of nickel indicates its complete fusion with the adjacent surface of mild steel. This indicates the successful joining of mild steel plates. EDS also shows the presence of Cobalt in few amounts in the joint zone, which was present in base metal as evident from Fig. 8. Figure 8 shows the EDS analysis of the white phase (Spot 1) present in the joint zone. The results show the presence of iron, nickel and oxygen (14.39%). The presence of oxygen in large amount is due to the oxide formation. The reason behind the oxide formation in that region is the oxygen present in air entrapped between the nickel powders, which were placed in the joint zone. The air entrapped between the nickel powder escapes at high temperature, and oxygen at high temperature reacts with iron to form oxides like Fe2O3. These oxides help in microwave heating which can be validated from the diffusion of nickel to a greater distance along the joint zone, as shown in Fig. 8. Further EDS analysis of spot 1 and selected area 2 shows the presence of iron in a very large amount (~46%). This confirms that the temperature around the joint zone is 1400 °C which has been shown in Fig. 5. Further, molten part of the edge of the specimen to be joined diffuses in the Ni reach the region to form a strong joint. EDS result of the selected area 2 shows the presence of carbon besides iron and nickel. This is due to the formation of carbide, shown as a black phase in the selected area 2. The carbon present in the separator plate made up of silicon carbide reacts with iron at high temperature to form hard carbide phases like Fe2C3. These carbide phases are very good absorber of the microwave, which increases the temperature around the region of these phases. High temperature around the carbide phase present in the joint zone enhances the diffusion rate, which is evident from Ni present inside a mild steel base plate, as shown in the EDS of selected area 1. Besides it, these phases increase the hardness of the joint zone (405 ± 12 Hv) as compared to the hardness of base metal (211 ± 12 Hv).
5 Conclusions
Microwave joining of mild steel plates at an input power of 900 W has been successfully demonstrated using experimental and simulation study. However, the efficiency of joint developed using microwave energy decreases as the thickness of the sample to be joined increases. Besides it, contamination of the joint zone due to the use of susceptor material seems to be a major drawback of this process as diffusion of carbon in the joint zone decreases the ductility of joint. Based on the above study, it has been found that:
-
The joining of mild steel using nickel as an interface powder was successfully done in domestic microwave applicator through microwave hybrid heating.
-
Simulation carried out using COMSOL Multiphysics 5.2 software revealed that electric field plays a more prominent role in microwave heating.
-
Simulation helps in identification of hot spot inside the resonating cavity of microwave applicator.
-
Nickel powder couples very well with microwave as it was completely melted and fused very well with the surface of the mild steel plate to be joined.
-
SEM image and EDS results also revealed that the temperature around the joint zone is above 1400 °C as the iron was present in a very large amount in the Nickel rich region which confirms that the melting of mild steel.
-
SEM image shows the presence of porosity, oxides and carbide phase in and around the joint zone, which has been confirmed by energy dispersive X-ray diffraction test.
-
Presence of porosity, oxides and carbide phase enhances the microwave heating as these are very good absorber of a microwave.
References
Sobol H, Tomiyasu K (2002) Milestones of microwaves. IEEE Trans Microw Theory Tech 50(3):594–611
Sun J, Wang W, Yue Q (2016) Review on microwave-matter interaction fundamentals and efficient microwave-associated heating strategies. Materials 9(4):231
Roy R, Agrawal D, Cheng J, Gedevanishvili S (1999) Full sintering of powdered-metal bodies in a microwave field. Nature 399(6737):668
Sharma AK, Srinath MS, Kumar P (2009) Microwave joining of metallic materials. Indian patent application no. 1994/Del
Srinath MS, Sharma AK, Kumar P (2011a) A new approach to joining of bulk copper using microwave energy. Mater Des 32(5):2685–2694
Bansal A, Sharma AK, Das S (2013) Metallurgical and mechanical characterization of mild steel-mild steel joint formed by microwave hybrid heating process. Sadhana. 38(4):679–686
Bansal A, Sharma AK, Kumar P, Das S (2014) Characterization of bulk stainless steel joints developed through microwave hybrid heating. Mater Charact 91:34–41
Singh S, Suri NM, Belokar RM (2015) Characterization of joint developed by fusion of aluminum metal powder through microwave hybrid heating. Mater Today: Proc 2(4–5):1340–1346
Gamit D, Mishra RR, Sharma AK (2017) Joining of mild steel pipes using microwave hybrid heating at 2.45 GHz and joint characterization. J Manuf Process 27:158–168
Srinath MS, Sharma AK, Kumar P (2011b) Investigation on microstructural and mechanical properties of microwave processed dissimilar joints. J Manuf Process 13(2):141–146
Bajpai PK, Singh JM (2012) Joining of natural fiber reinforced composites using microwave energy: experimental and finite element study. Mater Des 35:596–602
Bansal A, Sharma AK, Kumar P, Das S (2012) Application of electromagnetic energy for joining Inconel 718 plates. i-Manager's. J Mech Eng 2(4):18
Ahmed A, Siores E (2001) Microwave joining of 48% alumina–32% zirconia–20% silica ceramics. J Mater Process Technol 118(1–3):88–94
Mishra RR, Sharma AK (2016) Microwave–material interaction phenomena: heating mechanisms, challenges and opportunities in material processing. Compos a Appl Sci Manuf 81:78–97
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Kumar, G., Sreehari, D., Mishra, R.R., Yadav, V., Sharma, A.K. (2021). Investigation on Microwave Joining of Mild Steel Plates at 2.45 GHz and Joint Characterization. In: Rakesh, P.K., Sharma, A.K., Singh, I. (eds) Advances in Engineering Design . Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-33-4018-3_12
Download citation
DOI: https://doi.org/10.1007/978-981-33-4018-3_12
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-33-4017-6
Online ISBN: 978-981-33-4018-3
eBook Packages: EngineeringEngineering (R0)