
Abstract
Ceramic matrix composites (CMCs) are also known as the advanced ceramics or synthetic ceramics, because the major constituent of CMC is basically synthetically produced ceramic material such as oxide, carbides, titanates. In the present study, TiB2 microparticle was chosen as a matrix and SiC as reinforcement. The method selected for the consolidation and fabrication of CMC in this work is Spark Plasma Sintering (SPS) furnace at IIT, Madras. Synthesis and characteristics study on TiB2 matrix and SiC reinforcement with varying volume% of 0, 5, 10, and 15 vol.% produced using the SPS furnace at 1100 °C, 40 MPa, and 10 min hold of time as the initial study. Among four processed CMCs, the CMC with 15% SiC gave good fracture toughness of 6.3 MPa√m and hardness of 22.1°GPa. Due to difficulty in machining of CMCs from conventional machining processes, Wire Electric Discharge Machining (Wire EDM) studies study was carried out on TiB2-15% SiC CMC by varying Current (2, 3, and 4 A), Pulse ON (30, 60, and 90 µs) and Pulse OFF time (5, 10, and 15 µs). Results showed that at 4A current, 60 µs Ton, and 5 µs Toff gave maximum MRR of 0.621 mm3/sec. To reduce material wastage during machining, kerf is considered for which 3A current, 90 µs Ton, and 5 µs Toff gave least kerf of 0.28 mm for the initial wire diameter of 0.25 mm.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Normally ceramic material is rigid, strong, high hardness, good corrosion, and erosion resistance [1]. At the same time, its fracture toughness must be enhanced in order to achieve its full potential possibilities. This problem can be resolved by developing CMCs by adding reinforcements such as aluminum, copper, titanium, ceramics, and nickel to the monolithic ceramics. A composite is called CMC when the reinforcement is ceramics and is embedded in ceramic matrix. Since ceramic matrices often present brittle behaviour, CMCs have been developed to achieve quasi-ductile fracture behaviour and maintain other advantages of monolithic ceramics at high temperature.
CMCs can process several methods, which include Hot Pressing, Inductive Heating, Indirect Resistance Heating, Field-Assisted Sintering Technique, Spark Plasma Sintering, Hot Isostatic Pressing, Reactive Hot Pressing, etc. Each method has its own positives and negatives. SPS technique is used in the present study in which uniaxial force and a pulsed (on-off) direct electrical current (DC) under vacuum atmosphere is used to perform high-speed consolidation of the powder. This direct way of heating allows the application of very high heating and cooling rates, enhancing densification over grain growth-promoting diffusion mechanisms, allowing maintaining the intrinsic properties of micro/nanopowders in their fully dense products. TiB2 ceramic particle was selected as matrix since its high hardness, melting point, elastic modulus, and electrical conductivity, relatively lower coefficient of thermal expansion than common ceramics [2]. SiC was selected as reinforcement due to closeness of melting point of with TiB2. TiB2 with varying volume% of SiC (0, 5, 10 and 15%) were prepared using SPS process. TiB2–SiC-based CMCs are mainly used in automotive breaks, Vehicle armor, Automotive clutch, cutting tools, crucibles, Propulsion Engine Exhaust, etc. [3]. Recently, SPS has been popular in processing of ceramic-based composites. Huang and Nayak [4] in 2018 used SPS to synthesize Al2O3–Cr2O3/Cr3C2 nano ceramic composites and demonstrated an increase in hardness and fracture toughness of Al2O3 ceramic with Cr2O3/Cr3C2 s phase addition. Mechanical and Tribological Properties of Al2O3-TiC composite fabricated through SPS was analyzed by Kumar et al. [5]. and showed that wear resistance, hardness, and density were increased with the addition of binders (Ni/Nb). Murty et al. [6] extensively used SPS for CMCs and high entropy alloys. Densification mechanisms during reactive spark plasma sintering of Titanium diboride and Zirconium diboride was carried by his team in 2017 and claimed that Dense ultra-fine-grained high-temperature ZrB2 and TiB2 CMC. Electrical Discharge Machining (EDM)/Wire EDM (WEDM) techniques are the suitable machining processes for machining ceramics. In 2014, Saha et al. [7] tried to use WEDM for machining ZrB2–SiC CMC and explained that the addition of SiC in ZrB2 increased the surface finish and decreased the MRR. Modeling and analysis of machinability evaluation in WEDM process of Al2O3 + TiC based ceramic were attempted by Kung et al. [8]. Effect of WEDM parameters on surface roughness and MRR was analyzed and predicted. From the literature, it was observed that machining of high-density CMCs processed by SPS is in the beginning stage and especially machining of TiB2-based composites needs detailed investigation to increase its potential application and it was undertaken in the present study.
2 Experimental Details
2.1 Synthesis of Composite
Initially, graphite die with ID of 25 mm and suitable punches were fabricated for powder compaction. TiB2 ceramic particles of average size 14 µm were used as matrix and SiC powders (average size of 1 µm) were used as reinforcement with four different volume percentages (0, 5, 10, and 15%). The composite powder in four said combinations were weighed and poured separately into the die and compressed with punch using hands so that the height of the initial specimen is around 10 mm and the excess powder is removed. The inner layer of die and outer layer of punches were laced with MoS2 lubricant. The punch and die set were placed inside the SPS furnace for hot pressure-assisted sintering and sintering conditions were used are given below.
-
Max. applied Load: 40 MPa: Max. Temperature: 1450 °C: Hold time: 10 min
-
Heating Rate: 100 °C/min
-
The sintering operation is set such that there is gradual increase in loading from 0 to 40 MPa till the specimen reaches 400 °C and after attaining 400 °C, 40 MPa load was kept as constant till the end of sintering.
-
Major specifications of the SPS furnace available at IIT Madras are
-
Current-10,000 A: Voltage-600 V: T −1500 °C. Complete sintering of 4 CMCs was carried out in vacuum atmosphere and Fig. 60.1 shows closer view of the SPS furnace with punch and die. Processed CMCs are shown in Fig. 60.4.
Fig. 60.1 
Die and punch assembly inside the SPS furnace used from IIT Madras

2.2 Wire EDM Study
Because of the toughness and the brittle nature of CMCs, conventional machining cannot be done. So, for this reason, the CMCs to be machined using any of the nonconventional machining methods. For this, wire electric discharge machining (WEDM) was selected to machine the TiB2–SiC CMC. The WEDM parameters were selected through the study of literature and the parameters for the machining experiment is sequenced using Taguchi’s 3 factors-3 levels L9 orthogonal array.
The minimum number of experiments were conducted due to the limitation in final specimen size (∅ = 25 and h = 5 mm) and holding in WEDM machine. Wire feed and voltage values were kept as constant. Current, pulse on time and pulse off time were selected as variables and these major factors affect the machinability of the given material in WEDM and also commonly considered in the literature. Other major WEDM parameters are Wire feed: 60 mm/min, Wire diameter: 0.25 mm (Brass). Table 60.1 shows the experimental condition in L9 orthogonal array form.
Specifications of WEDM Machine used in this study are given below.
Make: Ratnaparki Electronics Ind. Pvt. Ltd, Chennai, Model: EZEECUT PLUS X, Y, Z Axis Travel: 300 × 400 × 360 mm, Best Surface Finish: 1–15 µm.
Material Removal Rate (MRR) and Kerf were considered as output measures in this study. MRR of the CMC is determined by the volume removed by machining and the time taken for it. WEDM cut was carried for 3 mm depth.
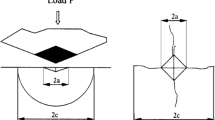
Kerf includes the wire diameter and overcut. For a better machining outcome the kerf should be minimal. Tool maker’s microscope was used to measure kerf and there is a cross-hair that can be moved using a micrometer gauge to measure kerf and Fig. 60.2 shows the kerf of a specimen. Taking the reading of the micrometer gauge from the start to end of the gap gives the kerf which is listed in Table 60.2. Figure 60.3a shows the close view of WEDM with workpiece and 3b shows machined CMC with 9 slots. For each experiment, kerf is measured at three different locations and average is considered.

Cross hair traveling between the kerf of a single cut. and Kerf

a. WEDM setup with CMC b. WEDM cut (9 cuts) on specimen
3 Results and Discussions
3.1 Microstructure Analysis
Processed CMCs are shown in Fig. 60.4 and relative densities were measured using Archimedes principle and maximum value obtained as 90% for CMC with 15% SiC.

CMC specimens prepared from SPS (∅ = 25 mm and t = 5 mm)
Fracture toughness values were measured based on the measurement of Vicker’s hardness test, measurement of diagonal length and standard formula. Maximum fracture toughness of 6.3 MPa√m was observed for the same CMC with 15% SiC and hence further WEDM studies were carried out on CMC of TiB2 + 15% SiC. Figure 60.5 shows the SEM image of the CMC with 15% SiC in which black colored bigger size particles are TiB2 and smaller sized white particles are SiC. From the image it was observed that the reinforcements (SiC) were well distributed over the matrix surface to give uniform and good properties.

SEM image of CMC (85% TiB2 15%SiC) at 1000X magnification
3.2 Effect of Input Variables on MRR
Table 60.2 lists the experimental results and Figs. 60.6 and 60.7 shows the effect of input variables on responses. In each graph, best-fit line is shown to explain the clear trend of responses versus input parameters. In Fig. 60.6a. MRR versus Current, it is observed that there is an increase in the MMR when current is increased. This is due to when the current is at low value, small amount of thermal energy is absorbed by the surrounding, this keeps the available energy less. Thus, increased power generates an intense discharge, which impacts the surface of the workpiece and caused more molten material to be out of the crater [9]. Figure 60.6b (MRR vs. Ton) shows that there is a rise in MRR as the Ton increased. The increase in Ton time resulted in the formation of larger craters on the machined surface. The longer period of spark duration, the number of discharge increases, resulting in increased MRR [9].

a–c. MRR versus experiment parameters

a–c. Kerf versus experiment parameters
In Fig. 60.6c, MRR versus Toff, it can be observed that the MRR is reduced as the Toff time is increased, this is because Toff time reduced the amount of continuous discharge of sparks resulting in molten metal cooling down and reduced the additional metal to be removed [9].
3.3 Effects of Input Variables on Kerf
In Fig. 60.7a. Kerf versus Current, it can be seen that there is an increase in the kerf as the current is increased. The main reason behind this is the higher the peak current, higher will be the spark energy. This high spark energy produces larger amount of debris. This causes the kerf to increase as there is an increase in current and amount of spark discharged by the increased current [10].
In Fig. 60.7b (kerf Vs Ton), it is observed that the kerf decreased when the Ton time increased. It may be that with an increase of pulse on time, discharge energy increases, causing evenly distribute the spark which decreases the kerf [10]. From Fig. 60.7c (kerf vs. Toff), there is also a dip in the kerf and this may be due to the fact that the increase in Toff time gave time for molten metal to solidify again reducing the MRR there by reducing the Kerf [10].
4 Conclusions
-
TiB2 + SiC CMCs were synthesized using TiB2 as the matrix and SiC as the reinforcement with varying volume% of 0, 5, 10, and 15 using SPS method.
-
Giving more importance to fracture toughness, the specimen with 15% SiC gave high fracture toughness of 6.3 MPa√m among 4 CMCs with maximum hardness of 22.1 GPa and further machined effectively through WEDM.
-
In wire EDM the best parameter is determined by considering the least kerf and the maximum MRR. From 9 experiments, the experiment number 6, with parameters 3A current, 90 µs Ton, and 5 µs Toff is the second highest in MRR. The same experiment gave the least kerf of 0.28 mm.
References
Cheloui, H., Zhang, Z., Shen, X., Wang, F., Lee, S.: Microstructure and mechanical properties of TiB–TiB2 ceramic matrix composites fabricated by spark plasma sintering. Mater. Sci. Eng. A 528(10–11), 3849–3853 (2011)
Bhaumik, S.K., Divakar, C., Singh, A.K., Upadhyaya, G.S.: Synthesis and sintering of TiB2 and TiB2–TiC composite under high pressure. Mater. Sci. Eng. A 279(1–2), 275–281 (2000)
Zhao, G., Huang, C., Liu, H., Zou, B., Zhu, H., Wang, J.: Microstructure and mechanical properties of TiB2–SiC ceramic composites by reactive hot pressing. Int. J. Refract. Met. Hard Mater. 42, 36–41 (2014)
Huang, J.-L., Nayak, P.K.: Strengthening alumina ceramic matrix nanocomposites using spark plasma sintering, In: Woodhead Publishing Series in Composites Science and Engineering, pp. 231–247 (2018)
Kumar, R., Chaubey, A.K. Maity, T., Prashanth, K.G.: Mechanical and tribological properties of Al2O3–TiC composite fabricated by spark plasma sintering process with metallic (Ni, Nb) binders. Met. Open Access Metall. J. 8(50), 1–12 (2018)
Karthiselva, N.S., Kashyap, S., Yadav, D., Murty, B.S., Bakshi, S.R.: Densification mechanisms during reactive spark plasma sintering of Titanium diboride and Zirconium diboride. Philos. Mag. 97(19), 1588–1609 (2017)
Saha, N., Chakraborty, S., Dey, P.P., Das, P.K.: Machining of ZrB2-SiC composites by Wire-EDM technique. Trans. Indian Ceram. Soc. 73(2), 94–97 (2014)
Kung, K.-Y., Chiang, K.-T.: Modeling and analysis of machinability evaluation in the wire electrical discharge machining (WEDM) process of aluminum oxide-based ceramic. Mater. Manuf. Process. 23(3), 241–250 (2008)
Bobbili, R., Madhu, V., Gogia, A.K.: An experimental investigation of wire electrical discharge machining of hot-pressed boron carbide. Defence Technol. 11(4), 344–349 (2015)
Gupta, P., Khanna, R., Gupta, R.D., Sharma, N.: Effect of process parameters on kerf width in WEDM for HSLA using response surface methodology. J. Eng. Technol. 2(1), 1–6 (2012)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Jayakumar, K. (2020). WEDM Studies on TiB2-15% SiC Ceramic Composite Processed Through SPS Process. In: Shunmugam, M., Kanthababu, M. (eds) Advances in Unconventional Machining and Composites. Lecture Notes on Multidisciplinary Industrial Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-32-9471-4_60
Download citation
DOI: https://doi.org/10.1007/978-981-32-9471-4_60
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-32-9470-7
Online ISBN: 978-981-32-9471-4
eBook Packages: EngineeringEngineering (R0)