
Abstract
Rapid casting gives the opportunity to develop a new casting in days, not in weeks or months. Evaporative Pattern Casting (EPC) process gives flexibility to produce complex geometries by integrating several parts in single casting. The lead-time and cost involved in designing and fabricating the metal tooling for Expanded Polystyrene (EPS) pattern making can be overcome by using the Segmented Object Manufacturing (SOM) machine. This hybrid system of pattern making is explored with all sub-systems and a complicated EPS pattern is produced by this Rapid Prototyping system. Conventional EPC process is more complicated due to coating development, vacuum assisted metal pouring and vibration system for filling the cavities by unbounded sand. In the present work, different mold-making processes are explored to avoid complications of conventional process. The Green sand, No-bake sand, and Plaster of Paris molds are prepared using Rapid Prototyped EPS pattern to produce the castings. The castings are characterized by comparing the surface roughness, dimensional accuracy, hardness, and surface morphology.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
It is an exhaustive change in manufacturing, that the oldest metal manufacturing technique can be executed with the most advanced technology viz., Rapid Prototyping. It gives freedom to the designer to realize his ideas and manufacturer a way to produce parts while considering designer’s expectations. The demand for shorter lead-time is also accompanied by the need for quality assurance and cost reduction. Complicated castings can be realized in days instead of moths. It expands the communication bandwidth between designer and manufacturer. Evaporative Pattern Casting (EPC) process gives the flexibility to produce complex geometries by integrating several parts in a single casting. The EPC process gives an opportunity to develop Bimetallic casting to fulfil the requirement of lightweight construction. Jiang et al. [1] have proved the capability of EPC process to develop compound casting and investigated on compound interface characteristics. The use of a polystyrene pattern increases dimensional accuracy, and gives improved casting quality, compared to conventional casting [2]. Complicated tooling is required in the form of dies and multiple parameters have to be controlled nicely to get acceptable quality patterns. The RP process gives an opportunity to explore the unconventional pattern-making processes.
Freeform Automated Sculpting Technology (FAST) is a system developed within the Department of Mechanical Engineering, University of Canterbury, New Zealand [3]. The system consists of Laser Scanner, CAD/CAM package, Six-axis Kuka KR6 industrial robot, and an electrically heated cutting tool. TruSurf is a layered manufacturing method developed by Hope et al. [4]. It uses a high-pressure, five-axis water-jet cutter to cut the model’s cross-sections from layers of polystyrene and assembly of the layers is done manually. Model Angelo, another RP system was developed, which utilizes a combination of linear and rotational axis to cut foam with a heated cutting tool [5]. The block is held with the rotating fixture and its motion is synchronized with the cutting tool. Broek et al. [6] have developed Freeform thick-layered object manufacturing (FF-TLOM) system for EPS pattern making. This system is very much similar to the TurSurf, the only difference is that it has flexible cutting tool which changes shape to provide high order approximations of the desired surface. Chen et al. [7] discussed all existing methods of EPS pattern making which includes foaming, molding, manual cutting, CNC machining, and rapid prototyping. As all these machines utilize a taut hot wire cutting tool which greatly restricts the geometry which can be sculpted. The second most important drawback is that if the thickness of the sheet is more than 4 mm the temperature gradient will come in picture and affect the surface finish and quality of the product. These processes are capable of the first-order approximation of the surfaces only.
In this work, a new RP machine called Segmented Object Manufacturing is explained and an EPS pattern is produced by Visible Slicing process. The Rapid Prototyped patterns are then converted into castings by using different mold making processes. SOM machine is a hybrid system to produce EPS patterns of complicated geometries. The machine works on the principle of V-slicing, and converts a complicated object into multiple visible segments. The machine has three sub-systems: machining, hot wire slicing for subtraction and glue dispensing for assembly. Unlike most RP systems, which build parts using an additive, layer by layer process, SOM starts with a block and convert it into the desired shape by combination of slicing, machining and gluing.
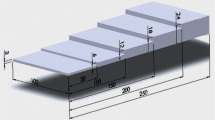
The numbers of parameters which affect the EPC process are alloy composition, vibration amplitude, vacuum, pattern material, sand, and coatings. The coating is not required merely to prevent direct contact with the sand and metal, but its main task is to support the sand during the brief interval between the gasification and replacement of pattern by the molten metal. Kumar et al. [8] studied the influence of process parameters on the density of coating in EPC process. The molten metal filling rate increases with increasing coating permeability and thickness. The molten metal filling rates of cast iron and a copper alloy were measured for various coating permeability and thicknesses [9]. These parameters increase the complexity of the process. In resin-based sand molding process, there is no need of applying vacuum for removing the gases from the mold because the mold is porous and allows gases to escape after solidification. Modern foundries are using the no-bake sand molds because it provides good permeability, surface finish, and dimensional accuracy. The researchers are trying to explore different mold making processes to produce casting by EPS pattern. Emami et al. [10] have developed Al/Mg compound casting by using EPS pattern with Cold Box CO2 mold process. Al ingot was machined to get a shape and placed inside the EPS pattern. The pattern with metal insert was buried into the Na2SiO3 mixed silica sand and CO2 was passed into the mold box to create complicated mold. In the present work Green sand, No-bake sand, Cold box, and POP molding processes are explored to produce castings using Rapid Prototyped EPS pattern. Rapid Foam Casting is proposed and comparative study has been done to characterize the castings produced by different mold making processes. Figure 14.1a shows the inverted tree diagram of conventional EPC and Rapid Foam Casting process.

a Inverted tree diagram of conventional EPC, rapid foam casting with different mold making processes, b developed SOM machine for pattern making [11]
2 Materials and Methods
The experimental procedure consists of the three major setups viz., (1) Rapid Prototyping of EPS patterns (2) Material Selection (3) Mold Making and Metal Pouring. Segmented Object Manufacturing machine as shown in Fig. 14.1b is a developed RP machine for making prototypes of EPS and finally achieve a metallic prototype or final component by using this EPS Prototype as a pattern in Evaporative Pattern Casting (EPC). The complicated pattern is converted into the visible segments. The SOM has automatic hot wire slicing, gluing and machining systems. Hotwire slicing cuts the object into segments and machining operation is performed by milling system. The tool path planning for machining and simulation are done with PowerMill software as shown in Fig. 14.2. After verifying the simulation, the code is generated for Fanuc Oi-mate MC series controller. After machining the segments, assembly of the complete pattern is done by using automatic glue dispensing system. The assembly is also fully automatic.

Simulation of complete machining operation
The SOM machine has two tables one is at the top and other is at the bottom, and the top table can move up and down on four guide rods. The machining spindle is in between the top and bottom table and it has an indexing mechanism to change the orientation of the cutter from up to down. The glue dispensing system is used to apply the glue at a particular position. The internal feature of top segment and machined and assembled with the bottom segment. After final slicing the top contour is visible to the cutter, it is machined to get the final pattern. AlSi12 alloy can be cast into thinner and more intricate sections than any of the other types of Al casting alloys and is especially suitable for leak-tight castings. A typical temperature for sand and chill castings is 725 °C but in practice, it may range considerably above or below this value according to the dimensions of the casting.
The conventional method of shell creation around the EPS pattern is difficult and time-consuming. This also increases the cost of mold preparation and this directly affects the final cost of the casting. To overcome these problems different types of mold-making process are discussed and comparative study has been done to find out the best process for mold making for EPC.
In this part of research, oil urethane no-bake binder process is used to make molds. This is a three-part system comprising (a) alkyd oil urethane resin, (b) polymeric crosslinking agent, and (c) liquid amine. The silica sand of 55 AFS GFN is supplied by the Gargi Foundry Chemical, Mumbai. The alkyd oil urethane resin and the liquid amine is mixed first, and added to sand. To the above premix, the crosslinking agent is mixed and the sand mixed with binders filled around the EPS pattern. The composition of the binder is: part a is 2.4 wt% of the sand and part b is 15 wt% of the resin and part c is 20 wt% of the part a. After some time, the mold becomes hard and can sustain the load applied during the metal pouring. The AlSi12 alloy is melted at 725 °C and poured into the mold. Figure 14.3a, b shows the mold making using the chemically bonded sand. The green sand mold is produced as shown in Fig. 14.3c. The additives for the green sand are bentonite, water, sea coal and dextrin. The composition of the green sand is 10% bentonite and 7% sea coal. The sand is blended in a muller, where the water and the additives are blended with the sand. The sand is then ready to be used to make a mold. The green sand mixture is compacted by hand around EPS pattern to create a mold. In POP molding process the CaSO4 with talc and silica flour mixed with water gets clay-like consistency and is shaped around the EPS pattern. Since plaster has lower thermal conductivity, the casting cools slowly, and therefore has more uniform grain structure (i.e., less warpage, less residual stresses). The slow cooling rate allows the metal to fill thin cross-sections. The minimum possible cross-section is 0.6 mm. This results in a near-net shape casting. During pouring, if moisture is present, the casting will be defective. To avoid this, the POP mold is dried before pouring and the drying was done at two different temperatures in the oven. Figure 14.4 shows the POP mold heated at different temperatures with wax coated EPS patterns. At 500 °C the crack is noticed on to the mold surface.

a Beginning of no-bake sand mold preparation, b no-bake sand mold after curing, c greensand mold making for EPC process

Heated POP molds before metal pouring
Degasification is very difficult in EPC process and vacuum-assisted system is required to remove the gases from the cavity after metal pouring. The casting may have defects due to improper degasification. To avoid this problem, pattern is removed by filling acetone into the mold. The acetone easily dissolves the polystyrene, leaving very little residue. The Polystyrene becomes soft, releasing the air bubbles trapped in the foam, and the polystyrene ends up as a soft blob in the acetone and it is removed from the mold. Another method of pattern removing is also used, the mold is kept in the furnace at around 250–300 °C for couple of hours which completely evaporates the EPS pattern inside the mold. Thereafter the mold is taken out from furnace and kept in air to cool down. The molten metal is poured at 725 °C and allowed to cool down.
Sodium–silicate sand is prepared using silica sand and 1.5–6% of sodium silicate solution (also called as silica gel or water glass) which acts as a binder. The silica sand and binder are mulled for 10 min and molds were prepared using the sand mixture. The molds are then hardened by passing CO2 gas through them at a pressure of 1.5–2 kg/cm2 for a few seconds.
3 Results and Discussion
Figure 14.5 shows the castings produced by different mold making processes. The surface roughness of casted parts was measured with the help of Zeta Microscope. As the base of the sample should be flat, so the small samples of 5 mm × 5 mm × 3 mm were cut from the collar area of castings, and roughness was measured. The surface roughness of different castings is shown in Table 14.1. Castings produced by POP mold give better finish as compared to the No-bake and Greensand molds. The EPS pattern may be distorted during ramming in case of green sand molding, so it is avoided and without ramming the flowability of the green sand is very poor as compared to No-bake and CO2 molds. Fast internal cooling gives finer grains and better surface finish. The outer surface has better finish as compared to internal surface, because outer surface dissipates heat from the mold walls. Microstructure of each of the castings is determined by SEM analysis and elemental analysis is done by EDS. Following observations are made from the SEM analysis.

Castings produced by different mold making processes
More carbon inclusion in the sand-based casting due to pyrolysis of the EPS foam which is evident from the composition as well as from the white spots in the images. But POP based mold with wax coated pattern and acetone dissolution of the pattern shows highest carbon content due to the fact that wax and acetone both are hydrocarbon and acetone got soaked in the POP mold when it is used to dissolve the EPS foam. Moreover, wax does not dissolve in the acetone so it remains inside the mold cavity which causes the high carbon content in the casting product.
Microstructures of the sand-based castings are more porous than that of POP based casting. This can be explained by the fact that in case of sand-based casting molten metal continuously replaces the EPS foam by pyrolysis and the gases have to regions of shrinkage porosity contain dendrite lobes, which existed as free surfaces within the cavities after solidification. The cavities could have been mainly caused by the pyrolysis of pattern materials, that is, molten metal feeding during pouring was obstructed by the gas pressure evolved by the pyrolysis of pattern materials.
The Vickers hardness test is performed to measure the hardness of the castings. The castings of pre-heated POP mold give higher hardness value as compared to the other mold-making processes as shown in Table 14.2. Pattern dissolved in acetone gives the least hardness. The pre-heating of POP mold to remove the EPS pattern before pouring is beneficial to achieve more hardness of the casting.
POP-based mold casting absolutely replicated the pattern. Among the two POP-based molds acetone dissolution process results in better dimensional accuracy. POP is in the powder form and after mixing with water the slurry becomes fluidic in nature which increases the flowability. POP slurry can easily fill the intricate areas. After hardening of the POP mold when it was heated EPS pattern vaporizes leaving behind the cavity inside the mold. With heating POP mold also subjected to thermal expansion resulting in the changes in the dimensions of the mold cavity. But in case of acetone dissolution of the EPS pattern, the mold does not subject to any thermal load. Which maintain the original dimension of the pattern and there is a negligible deviation in the dimensions of the casting compared to the EPS pattern.
4 Conclusions
Rapid Prototyped EPS patterns are produced by SOM machine. This hybrid system of pattern making is explored with all sub-systems of this machine. After pattern making four different mold-making processes are adopted for producing castings. Three methods are of sand-based mold making, whereas two are POP based mold making. Each of these are measured for their dimension, surface roughness, and microstructure. Dimensions of the castings are compared with the EPS pattern. However, in case of POP mold and acetone dissolution of the pattern method produces more accurate casting in terms of dimension. From the point of view of surface roughness POP mold with wax coated pattern and acetone dissolution of the pattern gives minimum surface roughness. This is because wax coating covers all the surface unevenness of the EPS foam pattern. POP mold directly comes in contact with wax surface which produces smooth surfaces. But POP mold with wax coating and acetone dissolution produces high carbon content in the casting. Although there was very less porosity but due to high carbon content it may become more brittle.
-
POP mold with wax coating and acetone dissolution of pattern gives better dimensional accuracy and surface finish but carbon content is high.
-
POP mold with wax coating and heating produces optimum dimensional accuracy. Moreover, POP mold with wax coating and heating gives less carbon content which reduces the brittleness of the casting.
-
The maximum surface roughness is 42.5 µm in case of green sand mold sample and minimum value is 21.4 µm in the case of POP mold made of wax-coated sample.
References
Jiang, W., Li, G., Fan, Z., Wang, L., Liu, F.: Investigation on the interface characteristics of Al/Mg bimetallic castings processed by lost foam casting. Metall. Mater. Trans. A 47(5), 2462–2470 (2016)
Monroe, R.M.: Expendable patterns casting. American Foundryman Society Inc., pp. 84 (1992)
Brooks, H., Aitchison, D.: A review of state-of-the-art large-sized foam cutting rapid prototyping and manufacturing technologies. Rapid Prototyp. J. 16(5), 318–327 (2010)
Hope, R.L., Jacobs, P.A., Roth, R.N.: Rapid prototyping with sloping surfaces. Rapid Prototyping Journal 3, 12–19 (1997)
Hamade, R.F., Zeineddine, F., Akle, B., Smaili, A.: Modelangelo: a subtractive 5-axis robotic arm for rapid prototyping. Robot. Comput. Integr. Manuf. 21, 133–144 (2005)
Broek, J.J., Horvath, I., de Smit, B., Lennings, A.F., Rusak, Z., Vergeest, J.S.M.: Free-form thick layer object manufacturing technology for large-sized physical models. Autom. Constr. 11, 335–47 (2002)
Chen, H.Z., Shan, Z.D., Dong, H.Z.: Research of foam pattern processing for lost foam casting. Appl. Mech. Mater. 331, 600–603 (2013)
Kumar, S., Kumar, P., Shan, H.S.: Density optimization of slurry of coating materialused in the EPC process through Taguchi’s parameter design approach. Mater. Manuf. Process. 23(7), 719–725 (2008)
Maruyama, T., Gou N., Mitsuyoshi T., Keisuke N.: Effect of coating thickness on the molten metal filling rate of cast iron in the evaporative pattern casting process. Int. J. Metalcast. 11(1), 77–83 (2017)
Emami, S.M., Divandari, M., Hajjari, E., Arabi, H.: Comparison between conventional and lost foam compound casting of Al/Mg light metals. Int. J. Cast Metals Res. 26(1), 43–50 (2013)
Bhagchandani R.K., Kapil S., Kamble P., Karunakaran K.P.: Investigation of ablation studies of EPS pattern produced by rapid prototyping. Virtual Phys. Prototyp. 13(4), 311–324 (2018)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Bhagchandani, R.K., Ghodke, R., Manivannan, R., Negi, S., Kapil, S., Karunakaran, K.P. (2020). Characterization of Rapid Foam Castings Produced by Different Mold Making Processes. In: Shunmugam, M., Kanthababu, M. (eds) Advances in Additive Manufacturing and Joining. Lecture Notes on Multidisciplinary Industrial Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-32-9433-2_14
Download citation
DOI: https://doi.org/10.1007/978-981-32-9433-2_14
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-32-9432-5
Online ISBN: 978-981-32-9433-2
eBook Packages: EngineeringEngineering (R0)