
Abstract
The objective of this study is to determine a detailed energy model for Gas Metal Arc Welding (GMAW), Manual Metal Arc Welding (MMAW) processes and comparing energy consumptions of both techniques for additively manufactured rectangular blocks. Energy consumption as function of time and power calculated for Mild steel- MS-ER70, MS-E6013, stainless steel SS-ER347, SS-E308L-16, AlSi-3 ER4043 rectangular solids manufactured by welding-based additive manufacturing. Qualitatively it is known that GMAW takes less energy comparing MMAW process. However, tools and dataset to quantitatively determine energy consumption of each step of GMAW, MMAW additively manufactured materials has been missing. Energy consumption is divided for pre-processing, WAAM process, post-processing. Even each of this process demanded energy input also traced. Comparisons of both energy values with carbon foot print and considerable parameters are discussed in detail.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Recently, manufacturing techniques rapidly developed and now called as Additive manufacturing. Automated fabrication, Freeform fabrication, layer-based manufacturing, stereolithography, 3D printing are same names called for additive manufacturing technologies. Initially, it is also called as rapid prototyping to mention its speed of process. It is not only about prototyping but also about improving accuracy, technology, and materials usage. So, ASTM standard [1] classified different names and different fabrication technology in the name of Additive Manufacturing. 75 different technologies also classified into 7 categories in AM technology. Those are VAT Photo-polymerization (SLA), sheet lamination, Binder jetting (3D printing), material jetting (poly jet), material extrusion (FDM), powder bed fusion (DMLS) and direct energy deposition (laser heat source with powder-LENS, EBM, electrical arc, spray). Polymeric materials, wax, metal, and paper laminates can be created by AM machines.
Development of AM is based on CNC machining because CNC is much helpful for subtraction of material. It is highly tough to make complex structures in CNC machines. So, AM technology developed and is having rapid growth in manufacturing technology. It will add material layer by layer in progressive way to build material. These manufacturing technologies are completely different from conventional manufacturing methods. The main advantage over conventional method of manufacturing technology is its time taken to produce a material. Time consumed by AM is less compared with conventional methods. So, industries benefited by increasing production within limited time frame and it is capable to improve economic growth of the business. Even it will encourage to make last-minute changes before production. In conventional manufacturing changes in last-minute will make huge loss to industry regarding mass production. Though it has so many advances over conventional manufacturing technologies, it has some drawbacks too. Some AM technology required high energy consumption. Example, in powder bed fusion technology, powder will be melted by laser. To operate the laser heat source, it requires a lot of energy. High energy demand will require higher electricity for minimal material wastage. From pre-processing to post-processing there are lots of energy needed to nail the final product. Energy calculations are much needed to know the demand of energy for a product. To make it a sustainable technology process, energy requirement should be optimized. Low cost, affordable AM technologies are primary interest of this research. So, Wire Arc Additive Manufacturing technology followed the welding-based process to build material are discussed in detail.
Energy consumption is one of the main aspects for manufacturing domain which is decreased by 17% from 2002 to 2012 by just corrected its gross output only by 3% [2]. Manufacturing Energy Consumption Survey (MECS) reported glimpse of energy consumption over per unit gross output. Last two decades there is robust growth in manufacturing domain due to advanced manufacturing technologies. Especially, additive manufacturing technology is fast-growing area for manufacturing.
Margarita et al. work demonstrated SEC of recycled Al and improving stiffness of Additive manufacturing metals (Cladding) will have less energy [3] than conventional sheet metal forming. Reduction in energy also important when whole process considered with sustainability. WAAM is one of the cost-effective and affordable method to manufacture products. In industry and in research it has great development. Usage of WAAM started to weld the parts and now a day it is highly effective to produce large scale parts as rocket nozzle, large tubes with some machining process. Wire arc additive manufacturing can be done with EBM/Laser as well as electrical arc as heat source. Electrical arc is popular in use and easily available. But this electrical arc is significant as any EBM/Laser with post-processing. Electric arc/Welding is primary and most usable manufacturing process in the world. Electrical energy in welding processes is prime consideration for energy consumption to fabricate parts. Welding took a huge part in industry and consumes most of electrical resource. To optimize any welding energy, welding process and its parameters are needed to be considered into account. Bahrami et al. work showed how low carbon steel welding process is modeled by COMSOL Multiphysics®. Model helped to produce weld pool, velocity field in welded pool and heat transfer. Combination of power and translation speed of arc are investigated in detail. Finally concluded [4] that arc power with increment in travel speed lead to reduced energy consumption. Reduced energy will lead to high thermal efficiency. Usually, welding processes focus more on heat source improvement comparing parameter optimization. To optimize parameter for sustainable approach, Fitness Sharing Genetic Algorithm (FSGA) is proposed [5] results are compared with Generic Algorithms (GA). A case study used rail track joints by using sheet metal arc welding technique to validate the proposed technique. FSGA approach gives significant improvement regarding reduction of energy and improves the thermal efficiency.
As MMAW, GTAW process also used for additive manufactured materials. Different materials are used, and mechanical properties also tested. Some of the research [6, 7] showed GTAW produced less porosity and defects in manufactured materials. So many studies carried out about microstructure of GTAW based additive manufactured materials. Even parameter changes [8] are not only influencing microstructure and its mechanical properties but also has an effect on energy output.
GMAW process is widely used for its quality of welding. This can be done manually as well as automatically. Automatic one is simple which has CNC bed with it and torch, both are synchronized with computer. There are attempts made by attaching milling center and GMAW process for additive manufacturing and subtractive (post-processing) machining process. Jackson et al. [9] reported comparison of energy consumption of wire-based additive manufacturing and powder-based additive manufacturing technology with attachment of subtractive manufacturing methods for surface finishing of additive manufactured parts.
Energy consumption model also created and concluded that wire base additive manufacturing technology consumed less overall energy comparing powder-based additive manufacturing technology. To derive energy consumption, even modeling of GMAW process done and proved those models matched with experimental data. For example, Al GMAW process is modeled by Three-dimensional GMAW modeling [10] tool and energy flow, momentum and mass transfer are discussed. It proved that peak temperature will be in arc central axis. So, positioning arc near anode will improve less energy consumption. Modeling welding will give a great insight into process.
Though so many research works carried on WAAM and its energy consumption, but there is less study on energy model for whole process. This paper demonstrates energy model from pre-processing to post-machining, each process’s energy input can be calculated. This can be used for any product manufactured by GMAW, MMAW process to understand the total carbon footprint of whole (cradle-to-grave) process.
2 Experimental Setup and Procedure
2.1 Wire Arc Additive Manufacturing
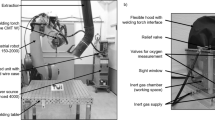
GMAW, MMAW are carried out in Central Workshop, Indian Institute of Technology, Madras. Welding is done with three different materials like Aluminum, Stainless steel, and Mild steel. Materials used as mild steel and stainless steel for both GMAW and MMAW processes are the same material with different grade. Base metals are cut by Shearing machine before welding-based additive manufacturing technique starts and power required for cutting plates are noted. All base metal plates are in dimension of 50 mm × 100 mm with thickness of 2 mm. MMAW process flux coated electrode is used and slug is repeatedly dispensed for next deposition of weld. Direction of weld is horizontal and varying voltage values are noted. Arc is created due to the presence of electrode and base plate and metal will be melted due to the higher energy. But in GMAW process solid wire is used as electrode and welding gun is set as oscillatory motion (perpendicular to this paper) on horizontal direction. Welding wire is melted by arc created between wire and base late. Both GMAW and MMAW processes are mentions in Fig. 11.1.

a Schematic representation of Manual Metal Arc Welding (MMAW) b Schematic Representation of Gas Metal Arc Welding (GMAW)
Before processing for WAAM technique, Initial mass is measured. MMAW type welding is done on flat plate in horizontal position. MMAW is executed with multiple passes by help of standard power source. 3 mm diameter electrode is used. Welding process time, current and voltage are monitored for each welding to note power consumption. Welding length, thickness and final mass of base plate after welding also calculated to understand the deposition. After MMAW, post fabricate machining process started with milling machine. Energy consumption is noted for final calculation. Further machining can be used if it required. But including those energy values is recommended.
GMAW multi-pass welds used power source with its automatic robotic arm process. Welding is done by oscillating motion of torch over materials (Al, SS, MS). Control of torch can be operated by remote. Welding speed, wire speeds are predefined in machine, before GMAW process starts. To avoid up and down shape of welding bed, process parameters are optimized. Schematic diagrams of base metals with weld bead is mentioned in Fig. 11.2.

Schematic diagram of base metal with weld bead
All GMAW, MMAW and GTAW process parameters are mentioned in Tables below. Pre-processing machine type and consumed energy of each material is given in Table 11.1. Base metals are same and dimensions are also maintained the same for MMAW and GMAW process.
Table 11.2 which is mentioned below gives a glimpse of parameters required for energy model. Voltage and current are fluctuating. Average values are mentioned here. Time taken for MMAW is high due to the human factors included. This may give great influence in energy calculation. However, energy consumed by MMAW is always higher and the temperature maintained by MMAW is highly higher than the melting point of material. This cause higher energy demand.
Table 11.3 contains details of GMAW process parameters. Materials used for MMAW and GMAW are similar and changes in compositions are negligible. Comparing GMAW, MMAW had greater deposition. Here shielding gas is argon with flow rate of 12 L per minute is used. Aluminum is welded for GMAW process and energy values are calculated. Due to its weldability, melting temperature range it demands lesser energy comparing all other materials. It needs less deposition, 42 g to produce same dimension as stainless steel and mild steel rectangular blocks
Most of research works related to energy audit did not involve energy of post-processing as machining or grinding. All those parameters mentioned in Table 11.4. Machining is done on overall faces of rectangular metal block. Each of machining and its duration, power also monitored. Notice that machining for stainless steel prepared by MMAW is higher comparing all other blocks of material.
Figures 11.3 and 11.4 are images of welded material on base plate and after machining parts of same materials. In MMAW heat-affected zones are visible and area affected by heat is large comparing GMAW process. There are lots of slugs are present in material manufactured by MMAW process.

Materials manufactured by MMAW process

Materials manufactured by GMAW process
In GMAW process, even materials are welded by automatic robotic arms, there is a presence of porosity on the surface. These spherical holes are due to oxygen presence during welding process because weld is exposed directly to environment. Noted parameters for GMAW, MMAW are processed for energy calculation and carbon foot print study.
3 Results and Discussion
Usually in conventional manufacturing like casting, to manufacture a product, it will deliver more than 60% of material as wastages in each step from casting to machining. For example, to manufacture same rectangular blocks by casting, furnace needs to be run for 8 h to just melt a material to use it for casting. Energy required for running this furnace is high. Same time it took most of material to deposit in runner and riser of mold. This is also huge waste of material. To modify to original required dimension, it needs some more energy with effect to deliver more wastage of material. This casting method is used for this research to understand the difference of energy required with WAAM especially GMAW, MMAW techniques. Results of energy and material wastage received from this can be controlled and even minimized more by AM technologies. Along with material wastage energy wastage also need to be monitored and controlled. MMAW and GMAW are discussed and parameters are presented in detail. Each process energy is calculated and tabulated below.
Table 11.5 showed results of energy for each process of MMAW and GMAW. In pre-processing stage, required base metal is cut down from same plates. So, this may not able to show any changes in energy values. To process weld deposition, stainless steel, mild steel and aluminum are used. To deposit stainless steel by MMAW process took more energy. Especially MMAW will have influence of time taken per bead and time between each bead. Deposition of mild steel also done and has high energy demand comparing energy values of other materials. GMAW is automatic and speed of deposition can be adjusted as we required. Here it is maintained as 4 inch/min and can fluctuate further to note down the influence in energy values. To deposit mild steel as product GMAW will be the best-comparing values of MMAW. GMAW considered only 11.96% energy of MMAW for Mild steel and 24.65% energy for stainless steel to be weld over bade metal
In post-processing stage, energy prices are high for MMAW process. Because deposits are not even to the surface. This needs to be removed to achieve required dimension. Milling is considered as post-processing process here. Heat affected zone are visible and comparatively large with metal manufactured by MMAW process. There is less uneven surface present in metals manufactured by GMAW process. Even it has even distribution of weld on surface, there is some porous are present. Machining for this metal parts needs lesser of energy comparing machining for MMAW process.
Table 11.6 showed specific energy values of each welded blocks. GMAW process needs less energy to deposit a gram material on base metal. Main reason is, machine parameters are optimized to the requirement of heat to melt a material. MMAW has no control over the heat generation. Even if it is controlled by changing current and voltage values, approximate heat value required to melt material unable to maintain. Time influenced for both process is directly proportional to energy price.
3.1 Carbon Foot Print
Approximately more than 40% of carbon emissions [11] come from electricity generation. This generation of more electrical power lead to produce heat, carbon dioxide, and green-house gases. Applying less energy technology to manufacture material by low-cost additive manufacturing will be highly helpful from small scale industry to large one. This affordable technology needs to be monitored and tailor the energy requirement. Reducing energy value will impact on reduction in carbon footprint. Though so many research included different computational tool to approximate the carbon footprint. This article used energy value as direct representative to understand the effect of carbon foot print.
Heat, emissions, and slugs are more present in MMAW process. GMAW did produce some emissions during welding but comparatively low and this reflects in energy values. Energy values presented in this study are representing carbon footprint. More electrical energy needs more electricity. By product, more electricity demands more greenhouse gases emission and hence it will have higher carbon footprint. Especially to manufacture mild steel product, MMAW will not be helpful to sustainable manufacturing. Material removed by MMAW during machining is high and demanded more energy for machining. GMAW process is optimized and so that it demands lesser energy to deposit material. Heat, current, values are monitored. Registered values of deposition meet specification of required dimension. Control over electrical power will proportionally reduce the carbon footprint of each process. This will reflect in reduction of carbon footprint of whole process of manufacturing.
4 Conclusions
The article presents a detailed approach to calculate energy value needed for MMAW and GMAW process. Energy flow diagram and process maps are in greater detail with involving each parameter’s energy input. This proposed approach can be used to calculate energy values of materials manufactured by WAAM. This energy model can be extended to other welding techniques. Industries which demands sustainability in their objective, this energy model can be used.
Mild steel- MS-ER70, MS-E6013, stainless steel SS-ER347, SS-E308L-16, AlSi-3 ER4043 are used here to manufacture rectangular solid blocks by welding-based additive manufacturing techniques. Energy consumption dependent on power and time consumed for a process. MMAW is manual and energy values are influenced by human factors which has direct impact on time. This also produced more material wastage comparing GMAW process. Production of heat is more than required to melt material. Energy price to machine MMAW product is quite high due to its uneven surface presence. Wastage of material is low comparing MMAW products during machining.Though it has high drawback in cost of power. It has good deposition rate. GMAW process is automatic and energy values are controllable by changing parameters. Heat, Gases emitted by this process is comparatively low with MMAW. Aluminum also welded to understand its energy. GMAW requires less energy and it demands less carbon footprint from this technology. Detail quantitative model of each technique explained, and values are compared with concerns about sustainable manufacturing.
Abbreviations
- AM:
-
Additive Manufacturing
- SLA:
-
Stereolithography
- FDM:
-
Fused Deposition Modeling
- EBM:
-
Electron Beam Melting
- DMLS:
-
Direct Metal Laser Sintering
- LENS:
-
Laser Engineered Net Shaping
- PBF:
-
Powder Bed Fusion
- DED:
-
Direct Energy Deposition
- WAAM:
-
Wire Arc Additive Manufacturing
- GTAW/TIG:
-
Tungsten Inert Gas welding
- MMAW:
-
Manual Metal Arc Welding
- GMAW/MIG:
-
Gas Metal Arc Welding
- TGMAW:
-
Tandem Gas Metal Arc Welding
- FSW:
-
Friction Stir Welding
References
Gibson, I., Rosen, D.W., Stucker, B.: Additive Manufacturing Technologies Rapid Prototyping to Direct Digital Manufacturing. Springer, New York (2010)
EIA: Manufacturing Energy Consumption Survey (MECS)—Analysis & Projections. U.S Energy Information Administration (EIA) (2013)
Bambach, M.D., Bambach, M., Sviridov, A., Weiss, S.: New process chains involving additive manufacturing and metal forming—a chance for saving energy? In: International Conference on the Technology of Plasticity, Ambridge, UK (2017)
Bahrami, A., Valentine, A.D., Aidun, D.: Computational analysis of the effect of the welding parameters on energy consumption in GTA welding process. Int. J. Mech. Sci. 111–119 (2015)
Wei, Y., Zhang, H., Jiang, Z., Hon, K.K.B.: Multi-objective optimization of arc welding parameters—the trade offs between energy and thermal efficiency. J. Cleaner Prod. (2016)
Bai, J.Y., Yang, C.L., Lin, S.B., Dong, B.L., Fan, C.L.: Mechanical properties of 2219-Al components produced by additive manufacturing with TIG. Int. J. Addit. Manuf. Technol. (2015)
Wang, J.F., Sun, Q.J., Wang, H., Liu, J.P., Feng, J.C.: Effect of location on microstructure and mechanical properties of additive layer manufactured Inconel 625 using gas tungsten arc welding. Mater. Sci. Eng. 395–405 (2016)
Ayarkwa, K.F., Wiiliams, S.W., Ding, J.: Assessing the effect of TIG alternating current time cycle on aluminum wire + arc additive manufacture. Addit. Manuf. 186–193 (2017)
Jackson, M.A., Van Asten, A., Morrow, J.D., Min, S., Pfefferkorn, F.E.: A comparison of energy consumption in wire-based and powder-based additive-subtractive manufacturing. In: 44th Proceedings of the North Americal Manufacturing (2015)
Lu, F., Wang, H.-P., Murphy, A.B., Carlson, B.E.: Analysis of energy flow in gas metal arc welding processes through self-consistent three dimensional process simulation. Int. J. Heat Mass Transfer, 215–223, (2014)
Abdallah, L., El-Shennawy, T.: Reducing carbon dioxide emissions from electricity sector using smart electric grid applications. Jurnal of Eng. 8 (2013)
Acknowledgement
Author would like to thank Senior Technician Mr. Muthurajan and his team, Mr. Rajesh for their timely support during experiments at Central workshop, Indian Institute of Technology Madras.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Raju, N., Balaganesan, G., Saravana Kumar, G. (2020). Energy Consumption of Welding-Based Additively Manufactured Materials. In: Shunmugam, M., Kanthababu, M. (eds) Advances in Additive Manufacturing and Joining. Lecture Notes on Multidisciplinary Industrial Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-32-9433-2_11
Download citation
DOI: https://doi.org/10.1007/978-981-32-9433-2_11
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-32-9432-5
Online ISBN: 978-981-32-9433-2
eBook Packages: EngineeringEngineering (R0)