
Abstract
In recent decades, the noticeable amount of research has been carried out in the role of non-metallic inclusions and their relationship to the machinability of various steels. This paper compares the performances of EN alloy steels for varied machinability aspects throughout the machining under dry cutting condition. Cutting speed, feed, and depth of cut were the major ruling parameters affecting the machinability of materials. The present works review the machining of different alloy steels and the role of non-metallic inclusions in them. More precisely, the effects of composition and morphology of inclusions on machinability factors such as cutting force and chip size and shape are discussed and summarized. EN 1A Pb&Te alloy steel provides lower cutting force, and good curl or breakdown chips thus provides the better machinability.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Several alloy steels, which can be machined at higher cutting speeds and show longer tool life by adding additives, have been developed and used for making the screws, fasteners, and many automobile components. The performance of steels is becoming increasingly stringent. Consumer’s expectation is high on the quality and performance of alloy steels. Microstructure, composition, segregation, and cleanliness are the dominant criteria in determining the properties of steel. At present, most of the steel manufacturers are unable to attain completely pure steel without any non-metallic inclusions. These are present in steel greater or lesser according to their mixture and conditions of production. Usually, these non-metallic inclusions are the foreign substances; they affect the homogeneity of the structure and influence the machinability. Inclusions are compound materials, embedded inside the steel at the time of the manufacturing process, and it has a distinctive chemical composition and properties. Non-metallic inclusions influence the properties of steels like machinability, formability, and toughness and corrosion resistance.
In general, machinability can be represented as an optimal combination of the following factors that are low cutting forces, high metal removal rates, low tool wear rates, excellent surface finish, and good curl or breakdown of the chip. Tanaka et al. [1] investigated the machinability study of BN free-machined steel. They identified that BN free-machining steel exhibits slightly lower cutting temperature and smaller cutting forces. Jiang et al. [2] studied titanium diboride particles on machinability and machining criteria optimization during machining of TiB2/Al MMCs. They revealed that TiB2 particles influence on machining force, residual stress, and surface roughness. Lalbondre et al. [3] experimented the machinability of AISI 51100 and AISI 52100. They revealed that machinability of AISI 51100 is superior to AISI 52100. Anmark et al. [4] proposed that machinability of clean steels is significantly improved by resulfurization. The better machinability of the standard steel grade R is partly linked to its high content of sulphur (0.028 wt% S) which results in higher amount of MnS inclusion in the steel matrix. This MnS inclusion acts as stress risers in the primary shear region during machining. They concluded that MnS particles improved the chip formation process and prolong the cutting life. Alizadeh [5] examined the influence on the machinability of sintered steels and reported that addition of 0.3 MnS resulted in higher machinability. Joseph [6] revealed the effects of inclusions in carbon and alloy steels in their mechanical properties and cause of failure. Addition to that, inclusions, such as oxides and manganese sulphides, affect the anisotropy of these materials with respect to rolling condition. MnS particles particularly resist the anisotropy because of its elongated morphology after hot rolling.
Gupta et al. [7] quantified the micro-scale effects of inclusions on the steel sheets. They identified that the size, properties (hard and soft), and shape of the inclusions have a substantial effect on stress concentration and peak stress in a steel sheet in which inclusions are ingrained. Das et al. [8] described the comparative study on machinability of alloy steel using uncoated carbide and coated cermet inserts during hard turning. They experienced coated cermets attained a lower cutting force, minor flank wear, and reduced workpiece surface temperature. The revealed the depth of cut was the influential parameter for feed force and radial force.
The objective of the present work is on the comparative analysis of three different alloy steels. The machining operation was conducted in a dry environment based on Box–Behnken design using three factors and three levels. The machinability of the workpiece is investigated based on the output reacts like machining force and chip morphology.
2 Experimental Details
A complete testing procedure was carried out to examine the effect of inclusions on machinability of alloy steels when turning at several cutting conditions without coolant supply. The work materials were EN 8M free-machining steel, EN 1A alloy, and EN 1A Pb&Te alloy steel. Figure 27.1 represents the cylindrical bars of 28 mm diameter and 440 mm length made of different alloying elements which are used for the experiments.

Workpiece material
Three parameters such as cutting speed, feed, and depth of cut are discrete at three levels during the experiments and their influences on output parameters such as cutting force and chip morphology are examined. The experimental runs are designed using Box–Behnken design without compromising the accuracy of results. Before getting into the actual machining, the rough layers were removed from the specimens.
2.1 Chemical Composition
A portion of the workpiece was cut using the parting tool and was polished using different grades of abrasive sheets and was subjected to the spectroscopy tests. The chemical composition obtained and major constitutions are summarized in Table 27.1.
2.2 Hardness and Microstructure
Hardness was determined by tests conducted using Vickers hardness testing machine wherein a square-based pyramid-shaped diamond indenter was used at 300 g load for 10 s. The diagonal of the indentation was measured and Vickers hardness was determined. The hardness values of the three steels are listed in Table 27.2.
The piece was then observed under an optical microscope after application of natal etchant. EN 8M has medium carbon steel 40% ferrite and 60% pearlite formation, EN 1A has low carbon steel with 70–75% ferrite and 25–30% pearlite, and EN 1A Pb&Te has almost ferrite structure with pearlite of 5–10%.
2.3 Inclusions
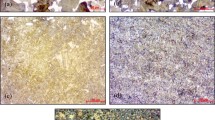
Inclusions are non-metallic compounds embedded in steel during the manufacturing process. It has a different chemical origin and gives different mechanical properties to steel. Inclusions have domination on several properties of steel, such as formability, toughness, and machinability and corrosion resistance. The workpieces were then observed under an optical microscope to study the distribution of inclusions on the surface as shown in Figs. 27.2, 27.3 and 27.4.

a Type B–alumina type thin series 2.5 (fine size 2–9 µm). b Type B alumina thin series 1.5 inclusions in EN 8M free-machining steel

Type D globular oxide thin series 3 (size 3–8 μm) inclusions in EN 1A steel

Type D globular oxide thin series 3 inclusions in EN 1A Pb&Te steel
The above image indicates the Type B alumina inclusions. Literature has shown that the existence of non-metallic inclusions [particularly the hard ones such as alumina (Al2O3)] and complex oxides and voids has adverse effects on mechanical properties of steels. The inclusions are distributed in a particular area, and it looks like a clustered formation as shown in Fig. 27.2a. Clusters of inclusions are also unfavourable since they may result in a local drop of mechanical properties such as toughness and fatigue strength. These inclusions tend to increase the hardness of the workpiece while simultaneously increasing strength to a particular limit. This increase in hardness makes it difficult to machine.
Figure 27.3 shows the type of inclusions formed in EN 1A Alloy steel. Globular shape of inclusions is desirable since their effect on the mechanical properties of steel is moderate. The spherical shape of globular inclusions has shown their formation in a liquid state at low content of aluminium, as indicated in Fig. 27.3. Examples of globular inclusions are manganese sulphide and oxysulphide formed during solidification in the spaces between the dendrite arms, iron aluminates, and silicates.
The MnS inclusions marked are shown in Fig. 27.4. MnS inclusions have a positive influence on the machinability, as they are soft in comparison with steel matrix and act as voids. As a result, the chips are smaller in length which leads to easier removal and declines the total power consumption during the machining.
2.4 Experimentation
In the present work, the multilayer CVD-coated inserts are used. The insert grade of CNMG 120408 MT TT5100 was procured from Taegu Tec. The ISO Range is (P20-P35) and shape of the insert is square (90° point angle) without any specific type of chip breaker geometry. This insert is mounted on a tool holder of ISO designation ECLNR-2020K12 as shown in Fig. 27.5. The inserts utilized in these experiments contain multilayer coatings (TiCN–Al2O3–TiN). Titanium nitride coatings were given at outer layer, alumina oxide, and titanium carbon nitride are as an intermediate and bottom layer of the insert.

Cutting inserts and tool holder
The various control parameters adopted during the experiment are shown in Table 27.3.
Figure 27.6a, b shows the experimental setup. The turning operation was executed on a lathe of Pinacho SC 200x750 with spindle power of 4 kW and speed range of 40–2800 rpm. For measuring the cutting force, three-dimensional Kistler tool dynamometer was used.

Experimental setup
3 Result and Discussion
From Fig. 27.7, it was observed that the resultant cutting force of EN 8M steel was higher when compared to other two materials. When comparing to these three steels, EN 1A Pb&Te steel, accomplished the lower cutting forces at all cutting conditions owing to their low hardness and effects of lead and tellurium content in the steel.

Comparison of resultant forces for three different steels (when cutting speed 162.5 m/min, feed–0.1 mm/rev)
3.1 Chip Morphology
All cases which occur in a material during machining are depicted in the chip character, for example, in shape and density of chip morphology. Machining of EN 8M free machining steel obtained helical and continuous chips at higher cutting speed. On the other hand, chips were obtained blue in colour because of carbon content, which is 0.37%. During machining, an adequate amount of heat is expelled from the workpiece. Figure 27.8 shows the chips generated during machining of EN 8M steel. EN 1A alloy steel has produced the chips with light golden in colour and helical continuous one at higher cutting speed as shown in Fig. 27.9. The Lead and Tellurium alloy steel obtained small and discontinuous chips in all cutting conditions. The high content of sulphur (0.24%) results in an increased amount of MnS inclusions in the steel matrix. It is due to the effect of MnS inclusions and leads which predominantly improves the machinability. MnS inclusions act as a stress raiser in the primary shear region during the machining. As a result, they improve the chip formation process as shown in Fig. 27.10.

Chips formation of EN 8M free-machining steel

Chip formation of EN 1A alloy steel

Chip formation of EN 1A Pb&Te alloy steel
3.2 Discussion
In this overall experimentation, dynamic cutting forces under different cutting speeds and chip morphology were measured during dry machining of different alloy steels. Due to the chemical composition and effect of inclusions, the results were significantly varied. EN 8M free-machining steel is the hardest one because it has 40% ferrite and 60% pearlite, so it generated the highest cutting forces. The chips were segmented associated with low cutting speed, and it is lengthy and continuous at higher cutting speed.
EN 1A has a significant amount of manganese and sulphur, due to this effect, it has a lower level of cutting forces were observed. Chips were discontinuous at lower cutting speed, and it was longer and continuous at higher cutting speed.
EN 1A Pb&Te alloy has an almost ferrite structure and only 5–10% pearlite structure with large amount of inclusions (MnS Particles). Hence, it has generated the least amount of cutting forces; moreover, it has Pb content of >0.38% and Mn 1.25 with S 0.24. These three elements improve machinability. It has produced discontinuous chips in all cutting conditions when compared to other alloy steels.
4 Conclusion
The following outcomes are drawn out from the results gained from the current work.
-
An influence of carbon content in EN 8M free-machining steel has experienced higher cutting force and obtained long and continues chips at higher cutting speeds.
-
Manganese combined with sulphur (MnS) provides better machinability. The tendency of MnS inclusions in EN 1A alloy steel has generated cutting forces moderately and chips were seen curled and continues at higher cutting speed.
-
As manganese, sulphur, and lead contents are increased, cutting forces were significantly decreased. Particularly in EN 1A Pb&Te alloy, lower cutting force was seen and discontinuous chips were found. This provides better machinability.
References
Tanaka, R., Yamane, Y., Sekiya, K., Narutaki, N., Shiraga, T.: Machinability of BN free machining steel in turning. Int. J. Mach. Tools Manuf. 47(12–13), 1971–1977 (2007)
Jiang, R., Chen, X., Ge, R., Wang, W.: Influence on TiB2 particles on machinability parameter optimization of TiB2/Al MMCs. Chin. J. Aeronaut. 31(1), 187–196 (2017)
Lalbondre, R., Krishna, P., Mohankumar, G.C.: An experimental investigation on machinability studies of steels by face turning. Procedia Mater. Sci. 6, 1386–1395 (2014)
Anmark, N., Karasev, A., Jönsson, P.G.: The Influence of Microstructure and Non-Metallic Inclusions on the Machinability of Clean Steels. KTH Royal Institute of Technology, WILEY-VCH, Weinheim (2015)
Alizadeh, E.: Factors influencing the machinability of sintered steels. Powder Metall. Met. Ceram. 47(5–6), 304–315 (2008)
Joseph, M.: The effeects of sulfide inclusions on mechanical properties and failures of steel components. J. Fail. Anal. Prev. 15(2), 169–178 (2015)
Gupta, A., Goyal, S., Padmanabhan, K.A., Singh, A.K.: Inclusions in steel: micro-macro modelling approach to analyse the effects of inclusions on the properties of steel. Int. J. Adv. Manuf. Technol. 77(1–4), 565–572 (2014)
Das, A., Mukhopadhyay, A., Patel, S.K., Biswal, B.B.: Comparative assessment on machinability aspects of AISI 4340 alloy steel using uncoated carbide and coated cermets insets during hard turning. Arab. J. Sci. Eng. 41, 4531–4552 (2016)
Acknowledgements
We would like to thank JSW Steels Pvt. ltd. Salem, for funding this project. We also thank the faculty members of Metallurgical department and Centre for advanced tooling and precision dies, PSG Institute of Advanced Studies, Coimbatore.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Krishnaraj, V., Thillairajan, K., Rajeshshyam, R. (2019). Comparative Study on Effect of Inclusions and Machinability Aspects of Alloy Steels. In: Narayanan, R., Joshi, S., Dixit, U. (eds) Advances in Computational Methods in Manufacturing. Lecture Notes on Multidisciplinary Industrial Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-32-9072-3_27
Download citation
DOI: https://doi.org/10.1007/978-981-32-9072-3_27
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-32-9071-6
Online ISBN: 978-981-32-9072-3
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)