
Abstract
The bonded-bolted hybrid joint with the nail hole glue layer is widely used in the overall fuel tank structure of the UAV wing due to its both bearing and sealing capabilities. During the service of the aircraft, the bonded-bolted hybrid joint is prone to breakage and debonding of the adhesive layer, which causes problems such as load-bearing and leakage. Based on the design of the thickness of the nail hole adhesive layer, this paper analyzes the variation law of the tensile load of the ordinary bolt and the high-lock bolt hybrid joint with the thickness of the adhesive layer, and uses the scanning electron microscope to observe the failure mode of the nail hole adhesive layer. The results show that for ordinary bolts, the tensile load is optimal when the thickness of the nail hole adhesive layer is 0.03 mm, while for high-lock bolts, the tensile load increases with the increase of the adhesive layer thickness in the range of 0–0.05 mm adhesive layer thickness. During the tensile failure of the joint, the cohesive failure of the nail hole adhesive layer and the debonding failure of the composite material-adhesive layer interface are the main factors, and the bonding performance of the titanium alloy and the adhesive layer interface is better.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
In modern aircraft assembly, integral fuel tanks in the fuselage and wing structure are used to store fuel. Compared with the original rubber fuel tank, it has the characteristics of more fuel capacity and lighter weight, which can effectively improve the performance of the aircraft and reduce the weight of the aircraft. The sealing performance of the overall fuel tank is the key to ensuring the normal operation of the fuel system, which is related to flight safety and service reliability. The application of composite materials in aviation main load-bearing structures is becoming more and more mature. The new generation of integral fuel tanks are all composite materials or composite/metal hybrid structures. The structure is usually connected by bolts, and polysulfide sealant is filled at the joint surface of the fastener to form an adhesive layer, so as to ensure the sealing performance of the structure [1]. The research on the glue-screw hybrid connection structure in aircraft assembly originated from Hart-Smith [2] to improve the damage tolerance [3, 4]. Tan [5] and Steward [6] conducted further studies on this hybrid linking structure. The mixed connection form of glue and screw can improve the bearing capacity of the joint to a certain extent [7]. Chowdhury [8] studied the mechanical properties of the bolted connection in the glued joint, and the bolted connection in the glue-screw hybrid connection structure can reduce the peeling stress of the glue layer.
For the bonded-bolted hybrid joint, there are many related articles on the influence of the thickness of the adhesive layer between the laminates on the tensile strength of the structure [9]. Huang Wenjun [10] et al. by establishing a three-dimensional finite element model of the damage accumulation of the bonded-bolted hybrid connection, it is concluded that the thickness of the interlayer glue layer of the composite material has no effect on the structural strength and damage form. And Bodjona et al. [11,12,13] study showed that when the thickness of the interlayer adhesive is less than 0.4 mm, the maximum load transfer amount of the adhesive layer decreases with the increase of the thickness of the adhesive layer. Compared with the thickness of the interlayer adhesive layer, the impact of the nail hole clearance on the load sharing method is equally important, but the article does not specifically study it. Yuan Hui [14] also qualitatively described the relationship between the joint bearing capacity and the thickness of the adhesive layer in the article, and the analytical calculation results are in good agreement with the test results. To sum up, researchers pay more attention to the adhesive layer between the layers, but there are few studies on the bonded-bolted hybrid joint coated with glue layer between the nail holes. The influence of nail hole clearance (the thickness of the nail hole adhesive layer) on the bearing capacity of the structure needs to be further studied.
In this paper, the nail hole clearance is used as the test variable to design the tensile test of two kinds of bonded-bolted hybrid joints of ordinary bolts and high-lock bolts, and to analyze the influence of the thickness of the nail hole glue layer on the tensile strength of the structure. The distribution of the adhesive layer in the damaged area was measured by scanning electron microscopy to explore the damage mechanism of the adhesive layer.
2 Experimental Design and Preparation
2.1 Experimental Design
The bonded-bolted hybrid connection bonded-bolted method used in this test is inconsistent with the traditional bonded-bolted hybrid connection bonded-bolted method. In order to ensure the fuel sealing requirements, the test piece in this paper, in addition to the need for an adhesive layer between the composite laminates, the gap between the nail holes also needs to be filled with a sealant layer. In this paper, the purpose of controlling the thickness of the adhesive layer is achieved by controlling the size of the gap between the nail holes.
In this paper, the influence of the thickness of the adhesive layer of the nail hole on the tensile strength of the structure under the connection mode of the ordinary bolt and the pallet nut and the connection mode of the high-lock bolt is respectively studied. The ordinary bolts and high-lock bolts selected in the test are standard bolts used in the production site of Chengfei Company.
The nominal diameter of ordinary bolts is 5.0 mm, and the diameter of the bolt hole is set to db = 5.00 mm, 5.06 mm and 5.10 mm. The nominal diameter of the high-lock bolt is 4.76 mm, and its bolt hole diameters are set to dh = 4.76 mm, 4.82 mm and 4.86 mm.
Design experiments for each of three different connection apertures of two types of bolted connections are shown in Table 1.
2.2 Preparation of Test Pieces
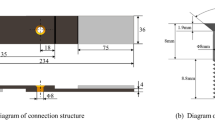
According to the tensile strength test standard of composite materials, a single-lap bonded-bolted hybrid connection bonded-bolted test piece of composite material is designed. The specific size of the test piece and the overlapping method are shown in Fig. 1. The layering method of the composite test piece is as follows: (0°, ±45°, 90°), and the fiber volume fraction ratio is 37%.

Bonded-bolted hybrid joint test piece
The connecting holes of the test pieces were prepared by manual air drilling method. After roughing, reaming, reaming, deburring and other processes, the hole diameter that meets the tolerance requirements is obtained. The final nail hole clearance ranges are 0 mm–0.04 mm, 0.05 mm–0.09 mm, 0.10 mm–0.14 mm, which correspond to the aperture sizes set in the test respectively.
2.3 The Connection Process of the Test Piece
The glue coating process consists of two parts, the adhesive layer between the laminates and the adhesive layer between the nail holes. First, use alcohol to clean the overlapping area of the composite test piece, and wipe it with a clean cloth. Then apply a layer of NJD-3 tackifier on the lap area of the composite material and the wall of the bolt hole. The tackifier is pink and needs to wait for 30 min to improve the surface bonding performance of the composite material. Next, apply the well-stirred four-component XM-22 polysulfide sealant evenly on the overlap area with a tool, use a fixture to control the thickness of the adhesive layer to 0.1 mm, and then stick another composite material test piece in the overlap area to the adhesive layer, to ensure that the bolt holes are in the same position. Next, for the high-lock bolts, coat a layer of sealant with a thickness higher than the gap between the nail holes on the bolt rod. The length of the adhesive layer is greater than 4 mm, slowly insert the bolts into the bolt holes, and tighten the nuts until they break. For ordinary bolts with pallet nuts, it is necessary to first prepare positioning holes on the composite material test piece where the pallet nut is installed, and use small countersunk head bolts to fix the pallet nut on the composite material test piece. Next, apply sealant on the polished rod of the bolt, and slowly tighten the bolt into the pallet nut to complete the ordinary bolt installation process.
The connected specimen needs to be placed in a room temperature range with good openness and ventilation. A certain extrusion force is applied to the specimen with a clip, and it is placed at room temperature for 7 days until the sealant is completely cured. The cured sealant is in an elastic state, and the Shore hardness can reach 40. Use tools such as blades to remove the excess adhesive layer of the structure to make the surface of the connector smooth and flat.
3 Experimental Procedure
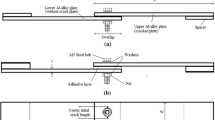
According to the ASTM6591 composite tensile test standard, the composite single lap tensile test was carried out on the SENS CTM500 tensile testing machine. The test process is shown in the figure. To counteract the secondary bending effect, a composite gasket of the same thickness was fixed at the clamping end of the specimen. The tensile speed of the testing machine is set to 2 mm/min. After the tensile load drops by 30% from the peak value, the loading stops and the load-displacement curve is output. Five replicates were set up for each experiment (Fig. 2).

Test loading process and schematic diagram.
4 Test Results and Analysis
In this section, the tensile load-displacement curves of ordinary bolts and high-lock bolts are analyzed respectively, and the tensile load and failure mechanism of the bonded-bolted hybrid joint with nail hole glue layer are revealed. Secondly, the failure mode of the nail hole adhesive layer was analyzed through the electron microscope images of the two bolts after tensile failure, and the failure mechanism of the bonded-bolted hybrid connection bonded-bolted adhesive layer was explored.
4.1 Ordinary Bolts
4.1.1 Load-displacement Curve Analysis
The load-displacement curves of ordinary bolted hybrid joints with different diameters are shown in Fig. 3. It can be seen from the figure that the tensile process of the bonded-bolted hybrid connection hybrid joint can be divided into three stages, and the failure process of the joint with nail hole glue layer and the joint without nail hole glue layer is slightly different.

Load-displacement curves of unloaded specimens under different apertures
A typical curve with a pore diameter of 5.02 mm was selected for analysis first.
(1) The co-bearing stage of the interlayer adhesive layer and the bolt. At the beginning of the initial stretching, the interlaminar adhesive layer is in direct contact with the composite material test piece and begins to bear the load first. At this time, the adhesive layer is the main bearing structure. After the tensile displacement reaches 0.01 mm, the bolts are in contact with the hole wall, and the bolts begin to bear the load. Under the combined action of the interlayer adhesive layer and the bolts, the structural stiffness is superimposed and the tensile load rises rapidly.
(2) Adhesive layer failure stage. After the tensile load reaches point B, the interlayer adhesive layer fails, and the bearing capacity of the joint decreases. At the same time, due to the small proportion of bolt bearing capacity, the tensile load begins to decrease rapidly until the bearing capacity of the bolt is consistent.
(3) Bolt bearing stage. After point C, the bolt load begins to dominate, and the tensile load increases with the bolt and composite specimen load capacity. With the further increase of the tensile displacement, the bearing capacity of the bolt gradually increases, as shown in the CD segment in the figure. When approaching the maximum load, there is a certain fluctuation in the tensile load due to fiber breakage of the composite specimen and a slight noise can be heard during the tensile process.
(4) The complete failure stage of the joint. After point D, due to the fracture and crushing of the composite specimen, the joint fails completely and the tensile load drops sharply.
The entire load-displacement curve has two peaks, The first time is when the bearing capacity of the adhesive layer structure reaches the maximum value, and the second time is when the bearing capacity of the bolt structure reaches the maximum value. The first peak is lower than the second peak mainly because the adhesive layer strength is lower than the bolt strength, The rapid decline of the first peak value may be due to the complete destruction of the cohesion of the interlayer adhesive layer, which cannot continue to maintain the bearing capacity.
Secondly, for the connection joint of the adhesive layer with nail holes, Analysis of the load-displacement curve shows that the failure process is similar to the above, but the strength decrease in the BC stage is not obvious. The reason is that the extrusion load of the nail hole rubber layer shares part of the tensile stress, so the joint bearing of the bolt and the nail hole rubber layer delays the downward trend of the tensile load.
Finally, this paper compares the maximum tensile strength of the ordinary bolt-and-screw hybrid structure under the influence of different nail-hole clearances. Take the average value of the ultimate load of each group of samples as the strength of the connector under the thickness of the nail-hole adhesive layer, As shown in Table 2, when ordinary bolts are used, the failure load with a clearance of 0.03 mm is significantly larger than that of a tight fit and a clearance of 0.05 mm. Therefore, proper clearance helps to improve the strength of ordinary bolted joints.
4.1.2 Analysis of Joint Failure Mechanism
Figure 4 shows the tensile damage behavior and microscopic damage morphology of the ordinary bolt single-lap bonded-bolted hybrid joint, revealing the failure mechanism of the bonded-bolted hybrid joint nail hole glue layer. It can be observed from the figure that when the composite test piece fails completely, the staggered displacement of the 0.01 mm gap joint is the smallest. The failure mode of the joint is mainly the cohesion failure of the adhesive layer and part of the adhesive layer debonding. The main failure site exists at the interface between the adhesive layer and the laminate. In addition, some test pieces have a certain warpage phenomenon.

Tensile fracture morphologies of ordinary bolt specimens: a 0.01 mm gap. b 0.03 mm gap. c 0.05 mm clearance
4.2 High Lock Bolts
4.2.1 The Influence Analysis of the Load-Displacement Curve of the Adhesive Layer Thickness Bonded-Bolted Hybrid Joint
The load-displacement curves of the high-lock bolt hybrid joints with different adhesive layer thicknesses are shown in Fig. 5. It can be seen that there is a significant difference between the typical connection test members of different rubber layer thickness. The overall loading process can be divided into the following stages:
-
(1)
The bearing stage of the adhesive layer between the laminates. In the initial stage of loading, the three load-displacement curves almost overlap, as shown in the AB section. At this time, it mainly relies on the friction between the two-layer CFRP laminate and the adhesive layer and the cohesive force of the adhesive layer caused by the high viscosity of the adhesive layer to carry the load.
-
(2)
The joint bearing stage of the bolt glue layer. After point B, the load-displacement curve with an adhesive layer thickness of 0 mm gradually deviates from the original trajectory, and the joint stiffness decreases significantly, while the joint curve with an adhesive layer between the nail holes still maintains the original trajectory, so point B is presumed to be a load mutation point. After point B, the joint carrying position is changed from the contact surface of the two layers to the contact position of the bolt and the hole. Since the contact position of the bolt and the hole is not filled, the inner wall of the composite hole is directly squeezed, resulting in a different trend in its curve. With the gradual increase of the displacement, we found that the load-displacement curve of the adhesive layer test piece changed at point C. The 0.05 mm adhesive layer test piece remains unchanged along the initial trajectory, while the typical test piece with 0.03 mm adhesive layer has a phenomenon of reduced stiffness at point C. It is speculated that the main reason is that the bearing capacity of the 0.03 mm adhesive layer is lower than that of the 0.05 mm adhesive layer.
-
(3)
The adhesive layer fails, and the composite material is initially damaged. When the point Di is reached, the three load-displacement curves all show a sudden downward trend. This is mainly because with the gradual increase of tensile displacement, the composite specimen begins to be damaged. As a result, the curve suddenly oscillates, and the stiffness of the structural member decreases significantly as the structural member continues to stretch.
-
(4)
Structural parts fail completely. The Di-Ei segment is a progressive damage stage. When reaching the Ei point, the composite material fails completely due to the expansion of the damage, and the bearing capacity of the structural member decreases sharply.
The failure process of the hybrid connection of high-lock bolts is similar to that of ordinary bolts, but the stiffness of the high-lock bolt joint decreases significantly after the composite material begins to fail, indicating that the delamination defect of the composite material is more obvious during the tensile process. In the tensile process of ordinary bolts, the stiffness change is small after the failure of the laminate layer, indicating that the degree of damage to the composite material changes slowly during the load-bearing process, indicating that the pallet nut has a certain protective effect on the joint structure.

Load-displacement curves of high-lock hybrid joints with different apertures
The average failure load of typical test specimens with different thicknesses of adhesive layer was taken for analysis. As shown in Table 3, the strength of the connector with glue between the nail holes is greater than that of the test piece without glue between the nail holes, and the failure load of 0.03 mm and 0.05 mm adhesive layer thickness is 5.9% and 12.5% higher than that of the non-adhesive test piece. It can be seen that the existence of the adhesive layer not only ensures its sealing performance, but also improves the bearing performance of the joint to a certain extent. The adhesive layer between the nail holes is within a small thickness range, as the thickness of the adhesive layer increases, the bearing capacity of the high-lock bolt connection is also gradually enhanced.
4.2.2 Analysis of Damage Mechanism of Adhesive Layer
The macroscopic and microscopic morphologies of typical connection test pieces with different pore sizes after stretching are shown in Fig. 6. It can be clearly seen that after the tensile test, the typical connectors have different degrees of damage. From the scanning electron microscope image, it can be seen that the typical interlayer delamination phenomenon appears between the three types of typical test pieces during the tensile process, as shown in the red position in the figure. At the same time, it is found that when the initial interlayer delamination occurs, the degree of delamination without glue is lower, which explains the reason why the load-displacement curve without glue oscillates less at point D1. After the stretching, the screw with glue layer is closely attached to the hole wall of the composite material. It is presumed that the adhesion of the adhesive layer hinders the separation of the screw and the hole wall, and also enhances the bearing capacity of the joint to a certain extent. The final failure mode of the three test pieces is the complete failure of the composite material due to the crushing of the bolt, as shown in the blue position in the figure. At the same time, it is found that the adhesive layer between the nail holes is not easy to be observed after the stretching. The main reason is that the thickness of the adhesive layer itself is low. As the stretching progresses, the composite material is crushed, and the adhesive layer is destroyed and accumulated in the composite debris.

Macroscopic and microscopic morphologies of test specimens with different thicknesses of adhesive layer after stretching
Figure 7 shows the electron microscope pictures of the adhesive layer before and after stretching. It can be seen from the figure that the position of the adhesive layer is clear before stretching, the process is qualified, the adhesive layer is dense and has fewer defects. After the stretching, the adhesive layer between the nail holes suffered severe cohesive damage due to extrusion, only a small part of the adhesive layer was close to the bolt rod, and the adhesive layer on the surface of the composite hole wall was less. It shows that even if the pore wall of the composite material has the surface treatment effect of the tackifier, its adhesion performance is still poor, and the cohesive strength of the adhesive layer is low, which limits the improvement of the tensile strength of the structure.

Electron microscope pictures of the position distribution of the adhesive layer of the bonded-bolted hybrid joint before and after stretching
5 In Conclusion
In this paper, the tensile strength and failure behavior of a single lap joint with two kinds of bonded-bolted hybrid joint of ordinary bolts with pallet nuts and high-lock bolts under different pore diameters are studied. The following conclusions were obtained:
-
(1)
For the two connection joints, the tensile strength of the connector with the nail hole adhesive layer is higher than that of the connector without the nail hole adhesive layer.
-
(2)
In the small range of the thickness of the nail hole rubber layer (0–0.05 mm), the tensile strength of the ordinary bolt with pallet nut bonded-bolted hybrid joints increases first and then decreases with the thickness of the rubber layer; in the small range of the nail hole rubber layer thickness Inside (0–0.05 mm), the tensile strength of the high-lock bonded-bolted hybrid joints increases with the thickness of the adhesive layer.
-
(3)
After stretching, the nail-hole adhesive layer showed the cohesion failure of the adhesive layer and the debonding failure of the adhesive layer and the composite hole wall, and the nail-hole adhesive layer and the bolt had good bonding performance.
References
Ding, L.: Structure Optimal Design for all Composite Wings of an Unmanned Aerial Vehicle. Changchun Institute of Optics, Fine Mechanics and Physics, Changchun (2014). (in Chinese)
Hart-Smith, L.J.: Bonded-bolted composite joints. J. Aircr. 22(11), 993–1000 (1985)
Chan, W.S., Vedagiri, S.: Analysis of composite bolted/bonded joints used in repairing. J. Compos. Mater. 35(12), 1045–1061 (2001)
Kelly, G.: Load transfer in hybrid (bonded/bolted) composite single-lap joints. Compos. Struct. 17(69), 35–43 (2005)
Tan, S.C.: Evaluation of Composite Joints. US: Dayton Research Institute (1994)
Stewart, M.: An experimental investigation of composite bonded and/or bolted repairs using single lap joint designs. In: 38th Structures, Structural Dynamics, and Materials Conference. US: American Institute of Aeronautics and Astronautics, 2752 (1997)
Lopez-Cruz, P., Laliberté, J., Lessard, L.: Investigation of bolted/bonded composite joint behaviour using design of experiments. Compos. Struct. 170, 192–201 (2017)
Chowdhury, N.: Static and fatigue testing bolted, bonded and hybrid step lap joints of thick carbon fibre/epoxy laminates used on aircraft structures. Compos. Struct. 142, 96–106 (2016)
Peng, Z.O.U., Yongge, N.I., Xue, B.I., et al.: Research development on bonded-bolted hybrid joint in composite structure. Adv. Aeronaut. Sci. Eng. 12(1), 1–12 (2021). (in Chinese)
Huang, W., Cheng, X., Wu, P., et al.: Analysis on tensile properties and influence factors of composite hybrid joints. J. Beijing Univ. Aeronaut. Astronaut. 39(10), 1408–1413 (2013). (in Chinese)
Bodjona, K., Raju, K., Lim, G.H., et al.: Load sharing in single-lap bonded/bolted composite joints-Part I: model development and validation. Compos. Struct. 129, 268–275 (2015)
Bodjona, K., Lessard, L.: Load sharing in single-lap bonded/bolted composite joints-Part II: global sensitivity analysis. Compos. Struct. 129, 276–283 (2015)
Kelly, G.: Quasi-static strength and fatigue life of hybrid (bonded/bolted) composite single-lap joints. Compos. Struct. 72, 119–129 (2006)
Yuan, H., Liu, P., Zhao, Q., et al.: Research on the influence factors of the bearing capacity for bonded-bolted hybrid joints. Fiber Reinf. Plast./Compos. 3, 66–71 (2013). (in Chinese)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 Chinese Aeronautical Society
About this paper

Cite this paper
Xiaogang, D., Jing, X., Xi, W., Bin, L., Di, Z. (2023). Influence of the Nail Hole Adhesive Layer on Mechanical Properties of Bonded-Bolted Hybrid Joint. In: Chinese Society of Aeronautics and Astronautics (eds) Proceedings of the 10th Chinese Society of Aeronautics and Astronautics Youth Forum. CASTYSF 2022. Lecture Notes in Electrical Engineering, vol 972. Springer, Singapore. https://doi.org/10.1007/978-981-19-7652-0_24
Download citation
DOI: https://doi.org/10.1007/978-981-19-7652-0_24
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-19-7651-3
Online ISBN: 978-981-19-7652-0
eBook Packages: EngineeringEngineering (R0)