
Abstract
In this paper, the effect of tightening torque (clamping force) on the fatigue crack growth rate in cracked single lap simple bolted and hybrid (bolted/bonded) joints have been studied experimentally. To do so, series of fatigue crack growth tests for two different amounts of the tightening torques in Aluminum alloy 2024-T3 pre-cracked joints have been carried out to record the fatigue crack growth and also the fatigue lives of specimens. Experimental test results showed that the hybrid joints had longer fatigue crack growth life compared to the simple bolted joints at the given bolt tightening torque. Also, it was found that the higher bolt tightening torque provided improved fatigue crack growth life for both types of the joints.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The methods of joining components and mechanical parts such as bolting, riveting, etc. plays an important role in determining the strength and performance of the joints. Main advantages of the bolted joints are related to their higher strength [1–3]. However, these types of joints have a drawback which is due to drilled holes which cause stress and strain concentration, and consequently results in earlier fatigue crack initiation and fatigue crack growth [4–6].
Many methods have been used to repair and improve the strength of damaged joints, such as using adhesives, which causes less stress concentration and more uniform stress and strain distribution. However, it is known that the adhesive bonded joints have less strength compared to the bolted joints. In order to employ the benefits of bolted joints, such as the high strength, and well stress distribution advantage of the adhesive bonding, a combination of adhesive bonding along with mechanical joints can be used to achieve the maximum efficiency and fatigue strength. This method of joining is named as hybrid joints [7, 8]. Hybrid joints are used in many industrial applications, such as aerospace and automotive structures because of their advantages compared to the other joints such as simple welded, adhesively bonded or rivet joints [9, 10]. Mallick et al. [11] investigated the fatigue behavior of hybrid joints in SRIM composites. The results showed that the hybrid joints had both higher failure load and fatigue life than the simple adhesively bonded joints. The load transfer in hybrid joints was investigated by Kelly [12, 13]. The investigations indicated that the load transferred by the bolt increased with increasing amount of the used adherend and the adhesive thickness, while it decreased with increasing overlap length and pitch distance.
Many researchers investigated the effect of clamping force on the fatigue behavior of joints [14–16]. Collings [17] investigated the effects of bolt clamping load on the strength of GFRP laminates. Chakherlou et al. [18] investigated the crack growth and also fatigue life of Aluminum alloy 7075-T6 bolted joints. The results showed that the bolt clamping force increases both fatigue crack initiation and fatigue crack growth lives. In the other research, Chakherlou et al. [5] investigated the effects of both bolt clamping force and friction on the fatigue behavior of Aluminum alloy 2024-T3 in double shear lap joints. The authors found that by increasing tightening torque, higher fatigue lives were achieved and below a certain load level, the improvement of fatigue life stopped because of fretting phenomenon.
The cyclic loading in bonded structures in the aerospace industry can cause damage and crack initiation in the weak regions of the structures. Therefore, repairing or reinforcing the damaged regions is necessary for these structures. Several methods have been used for repairing, such as fastening metal with bolt, rivet or adhesively composite patch reinforcement for their advantages in the reduction of the stress concentration and stress intensity factor at the crack tip [19–21]. The repairing methods and also fatigue crack growth behavior of the cracked joints have been studied in many investigations.
Seo et al. [22] studied experimentally the fatigue crack growth behavior of cracked Aluminum-plate repaired with composite patch. The results showed that the stress near the crack was reduced by patching and this stress reduction was attributed to the decrease in stress intensity factor. Belhouari et al. [23] compared the Aluminum-plate with single and double bonded composite patches using numerical methods. The author’s obtained results showed that the stress intensity factor reduction at the crack tip in double repaired patch was considerable in comparison with the single repaired patch. Madani et al. [24] investigated the stress distribution in holed Aluminum alloy 2024-T3 repaired with composite patch using the finite element method. The results showed that repairing method could prevent or delay the crack reinitiation or crack propagation. It was also concluded that the reduction of stress intensity factor improved 30 % the fatigue crack initiation life. Kumar et al. [25] studied the life prediction of adhesively bonded single lap joint by applying both geometric and material nonlinearities. The predicted life had a good agreement in high cycle fatigue regime with the observations reported in the literatures. Adel wahab [26] investigated the prediction of fatigue crack growth life in adhesively bolted joints numerically.
Much of the repairing work in pre-cracked structures and single or double lap joints are based on adhesive because of its advantages of lower stress concentration and stress intensity factors, that lead to the decrease of the fatigue crack propagation. Therefore, in this investigation, repairing the cracked joints by using bolt-nut and the effect of tightening torque (clamping force) on the fatigue crack growth in single lap simple bolted and hybrid (bolted/bonded) joints have been studied experimentally. A series of fatigue tests for two different amounts of tightening torques in Aluminum alloy 2024-T3 pre-cracked joints have been carried out to record the fatigue crack growth and investigate the influence of tightening torque on the fatigue life of the joints.
2 Experimental Tests
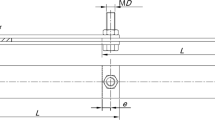
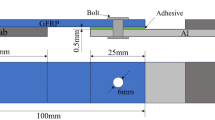
The specimens used as adherends for the single lap joints in this investigation were made from Aluminum alloy 2024-T3 sheet having thickness of 3.2 mm. Two types of single lap joints i.e. the simple bolted and hybrid (bolted/bonded) specimens were prepared. The specimen types and geometry are schematically shown in Fig. 1 and the mechanical properties and the dimensions of these specimens are given in Table 1. To prepare the adhesive used in the hybrid joints, two component epoxy adhesive tube, the resin and the hardener were mixed in equal 50 % of weight. This adhesive (Lactate 3421) [27] was used in this investigation because of its high strength and room temperature curing condition.

Schematic of specimen types and geometry a simple bolted single lap joint and b Hybrid (bolted/bonded) single lap joint
In order to obtain the mechanical properties of the Aluminum-adherend, tensile specimens in accordance with the ASTM E8, were made and tested in a 100 kN Zwick static testing machine. The mechanical properties of the Aluminum were obtained from tensile tests and the true stress–strain curve is shown in Fig. 2. The elastic modulus and Poisson ratio were measured to be E = 72 GPa and ν = 0.33, respectively. According to the adhesive manufacturer’s instruction, the best mechanical performance for the Loctite 3421 is reached at room temperature with a minimum 24 h of curing time. To prevent any scratches in the specimens, the surface of the specimens were polished with sandpapers of different grits (400, 600, and 1000). Then the plates were cleaned with acetone. The surface preparation for the hybrid joint was done in accordance with the ASTM D2651-90, to reach the maximum performance of the adhesive bonding. The surfaces of the Aluminum adherends were treated with SiC abrasive paper and washed with water and then etched with H2SO4. A special mechanism was employed in the hybrid joints to reach the uniform adhesive thickness. First a rectangular cage with a height of the adhesive layer thickness was glued to the overlapped region and then the adhesive was injected to this cage. After that the overlapped region was mechanically pressed and the joints were left to be cured at ambient temperature for 72 h. Finally the cage was separated from the overlapped region.

Monotonic true stress–strain curve of Al 2024-T3
The fastener holes in the specimens were drilled with a diameter of 5 mm to assemble a hex head grade 12.9 M5 steel bolt. Also steel washers (DIN 125-A-5.3-St) and steel nuts (DIN 934-M5-8) were used for the single lap simple and hybrid joints. Finally, by tightening the bolt using a torque wrench, 0.25 and 5 Nm torque were employed to the specimens.
2.1 Creating the Initial Cracks
In order to study the crack growth, the upper plate in the simple bolted joints and also the upper adherend in the hybrid joints must have an initial crack. For this purpose, the raw plates of the dimensions of 36 mm × 430 mm were cut. In order to make a uniform crack initiation slit (crack starter), super drill and wire cut machines were used. Then cyclic loading was applied to the slit specimens until the crack propagated (from the slit) up to a length of 12 mm. To make a center crack, the midpoint of the 12 mm crack was drilled for M5 bolt and the plates were machined again to the final width of 30 mm by considering that the bolt hole and center cracks were in the middle of the plates.
2.2 Clamping Force Measurement
Different clamping forces would be created in the shank of the bolt as a result of different amounts of applied tightening torque. In order to obtain a relation between the tightening torque and bolt clamping force, an experimental method was designed by using a steel machined bush that was installed between the plate and the nut [28]. For measuring the compressive strain in the steel bush due to clamping force, two strain gages were glued on the outer surface of the bush. Taking into consideration, the bush material properties and measuring the strain from the strain gages, the axial load and also clamping force of the bolt were determined experimentally. The steel bush is shown in Fig. 3. By applying 0–6 Nm torque to the nut with the torque-wrench, two axial strains on the bush were measured and their average value was used to calculate the clamping force at each tightening torque.
where \( A_{Bush} \) is the bush cross-section. Figure 4 shows the linear relation between the clamping force and the tightening torque; which confirmed that the steel bush was in elastic deformation. For the same tightening torque, the clamping forces were different for the hybrid and simple bolted joints, possibly caused by the difference of friction coefficients arising out of surface preparation in hybrid joints.

Image of steel bush and measuring clamping force

The relation between tightening torque and clamping force [28]
2.3 Fatigue Crack Growth Tests
As mentioned earlier, a series of experimental fatigue crack growth tests were carried out to study the effect of tightening torque (clamping force) and bonding type of the joint. Fatigue crack growth test was performed using a servo-hydraulic 250 kN Zwick/Roell fatigue testing machine with a frequency of 12 Hz and stress ratio of R = 0 (Fig. 5). The maximum applied load was 12 kN in sinusoidal wave form. To record the fatigue crack growth, magnification lens with a high resolution digital camera/recorder were used during the test time. The tests were carried out with two different amounts of tightening torque i.e. 0.25 Nm (finger tightening) and 5 Nm, which created clamping force (in the shank of the bolt) of 244 and 4880 N respectively for simple bolted joints and 210 and 4200 N respectively for hybrid joints.

Servo-hydraulic 250 kN Zwick/Roell fatigue testing machine and fatigue test specimen
3 Results and Discussion
In this study, the effect of tightening torque (clamping force) on the fatigue crack growth rate of cracked Aluminum alloy 2024-T3 single lap simple bolted and hybrid (bolted/bonded) joints have been studied experimentally. Two different clamping forces i.e. 244 and 4880 N for the simple bolted joints and 210 and 4200 N for the hybrid joints were applied. In the experimental tests, crack length during the test time was recorded until complete fracture occurred.
Figure 6 shows the fatigue crack growth of the simple bolted and hybrid bolted/bonded joints as a function of the number of the cycles. In the simple bolted joint, the fatigue crack growth life with tightening torque of T = 0.25 and T = 5 Nm are around 353,000 and 514,000 cycles, respectively. Therefore, there is a 48 % improvement in the fatigue life of the joint tightened by T = 5 Nm, over the joint tightened by T = 0.25 Nm. For the hybrid joint, a fatigue crack growth life of around 620,000 cycles is observed with a tightening torque of 0.25 Nm while a tightening torque of 5 Nm presents a fatigue crack growth life of around 1,120,000 cycles. The improvement of the life for this joint on increasing the clamped force reaches almost 79 %. Comparison of the fatigue crack growth life shows 75 % life improvement in the hybrid joint with torque tightening of T = 0.25 Nm. This life improvement for hybrid joint compared to the simple bolted joint has a notable value of 220 %, even for specimens clamped with a tightening torque of T = 5 Nm. This is in agreement with earlier results which investigated the fatigue strength and also the effect of tightening torque in double shear lap bolted joints [29].

Fatigue crack growth as a function of cycle a simple bolted joint, b hybrid joint
When a bolt-nut is used to join the mechanical parts, tightening the nut by applying torque lead the parts to be compressed together and a tension load is created in the bolt, which clamps the parts of the joint together. This compression can decrease the stress concentration around the bolt hole and consequently the stress intensity factor by closing the crack mouth. This condition leads to the improvement in fatigue life.
As it can be seen from Fig. 6, the fatigue crack growth rate decreases by increasing the clamping force and this condition leads to the improvement of the fatigue life of joints in both the simple bolted and hybrid (bolted/bonded) joints. As mentioned earlier, this trend can be attributed to the compressive stresses that are created around the bolt hole due to the increase in the clamping force (tightening torque). These compressive stresses lead to the improvement in the fatigue life and decreases the fatigue crack growth rate [15, 16]. For both the simple bolted and the hybrid joints, the clamping forces are different with the same tightening torque. Therefore, an increase in the fatigue life due to lower clamping forces in the hybrid joint may even attribute to the difference in life between the simple bolted and the hybrid joints.
In the hybrid joints, because of the interface load transmission through the aluminum adherend and the adhesive layer, the reduction in the stress concentration around the hole is expected. In addition, in the hybrid joint, due to presence of the adhesive layer, the metal to metal contact is eliminated. So the fatigue fretting phenomenon may be avoided. Therefore, the fatigue life of the joint is improved [5, 30]. The experimental test results confirm that the single lap hybrid (bolted/bonded) joints have better fatigue life in comparison with the simple bolted joints. In addition to the experimental results, the simulation of the single lap bonded and hybrid (bolted/bonded) joints with a flexible adhesive indicate that the fatigue life of the hybrid joint is higher than the simple bolted joint [31].
Many assembled joints like the single lap joints involve a combination of out of plane tension and shear loading. This condition of loading is created by out of plane bending effect. In simple bolted joints, because of the whole load is transferred by the bolt, the stress concentration increases around the bolt hole. From the observation of experimental specimens of single lap simple bolted joints, there is a crack length variation between the bolt side and overlap side (during fatigue crack growth tests) due to out of plane bending effect and stress concentration around the bolt. The difference in crack lengths between the bolt side and overlap side are shown in Fig. 7. An analysis of the experimental results of the hybrid joints, shows that this condition has also been observed during uniform crack growth in the bolt side and overlap side. This variation is not considerable and can be ignored. This state, when associated with the adhesive, causes almost uniform stress distribution and spreading of the stress on the whole region of the overlap. It leads to propagation of the crack uniformly without the effect of bending deformation in comparison with the simple bolted joint (joint without adhesive).

Crack lengths a bolt side in hybrid joint, b overlap side in hybrid joint, c cross section of simple bolted joint and d difference of crack lengths between bolt side and overlap side in simple bolted joint
4 Conclusions
In this research, the effect of tightening torque (clamping force) on the fatigue crack growth rate of cracked Aluminum alloy 2024-T3 single lap simple bolted and hybrid (bolted/bonded) joints were investigated experimentally. Two different amounts of clamping forces i.e. 244 and 4880 N for the simple bolted joints and 210 and 4200 N for the hybrid joints were applied. The experimental tests showed that for both types of joints, the compressive stresses created around the bolt hole caused closure of the crack mouth and also led to improvement of the fatigue life of the joints. It was found that the hybrid joint with higher clamping force had longer life and lower fatigue crack growth rate compared to the other cases. Also shortest fatigue life was observed in the simple joint with low clamping force that was confirmed by the experimental fatigue life tests.
References
Sena F, Pakdilb M, Saymana, Benlia S, Mater Des 29 (2008) 1159.
Valtinat G, Hadrych I, Huhn H, Strengthening of riveted and bolted steel constructions under fatigue loading by preloaded fasteners experimental and theoretical investigations. In: Published on conference: connections in steel structures IV, AISC and ECCS, Roanoke (2000).
Esmaeili F, Chakherlou TN, Zehsaz M, Hasanifard S, J Mech Sci Technol 27 (2013) 3657.
Huda Z, Zaharinie T, Min G, J Aerosp Eng 23 (2010) 124.
Chakherlou TN, Razavi MJ, Aghdam AB, Abazadeh B, Mater Des 32 (2011) 4641.
Chakherlou TN, Abazadeh B, Mater Des 37 (2012) 128.
Essam A, Bahkali A, Int J Eng Technol 11 (2011) 106.
Gomez S, Onoro J, Pecharroman J, Int J Adhes Adhes 27 (2007) 263.
Farhadi S, Hosseini-Hashemi S, Acta Mech 219 (2011) 241.
Ghosh P K, Nukala S K, Trans Indian Inst Met 61 (2008) 307.
Fu M, Mallick P K, Int J Adhes Adhes 21 (2001) 145.
Kelly G, Compos Struct 69 (2005) 35.
Kelly G, Compos Struct 72 (2006) 119.
Yan Y, Wen W D, Chang F K, Shyprykevich P, Compos A 30 (1999) 1215.
Oskouei R H, Chakherlou T N, Aerosp Sci Technol 13 (2009) 325.
Chakherlou T N, Alvandi-Tabrizi Y, Kiani A, Int J Fatigue 33 (2011) 800.
Collings T A, Composites 8 (1977) 43.
Chakherlou T N, Mirzajanzadeh M, Vogwell J, Abazadeh B, Aerosp Sci Technol 15 (2011) 304.
Cheuk A P T, Tong L, Wang C H, Baker A, Chalkley P, Compos Struct 57 (2002) 109.
Hadavinia H, Kinloch A J, Little M S G, Taylor A C, Int J Adhes Adhes 23 (2003) 449.
Liu H, Al-Mahaidi R, Zhao X-L, Compos Struct 90 (2009) 12.
Seo D-C, Lee J-J, Compos Struct 57 (2002) 323.
Belhouari M, Bouiadjra BB, Megueni A, Kaddouri K, Compos Struct 65 (2004).
Madani K, Touzian S, Feaugas X, Benguediab M, Ratwani M, Int J Adhes Adhes 29 (2009) 225.
Kumar S, Pandey P C, Int J Adhes Adhes 31 (2011) 43.
Abdel Wahab M M, Ashcroft I A, Crocombe A D, Smith P A, Int J Fatigue 24 (2002) 705.
N.N., Technical Data Sheet, Product 3421. Loctite Corp., Dublin (2000).
Esmaeili F, Zehsaz M, Chakherlou T N, Mater Des 63 (2014) 349.
Esmaeili F, Zehsaz M, Chakherlou T N, Hasanifard S, Trans Indian Inst Met 67 (2014) 581.
Iyer K, Rubin C A, Hahn G T, Trans ASME 123 (2001) 686.
Hoang-Ngoc C, Paroissien E, Int J Adhes Adhes 30 (2010) 117.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Chakherlou, T.N., Zehsaz, M. & Samaei, M. Experimental Investigation of the Effects of Clamping Force on the Fatigue Life and Fatigue Crack Growth of Single Lap Simple Bolted and Hybrid (Bolted/Adhesive) Joints. Trans Indian Inst Met 69, 1335–1341 (2016). https://doi.org/10.1007/s12666-015-0684-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12666-015-0684-8