
Abstract
OPC is considered to be the most used cement in a concrete mix. While it may have been used for many years, its use increases the production of CO2 and provides for 7% of CO2 produced each year. Releasing of CO2 causes degradation in the atmosphere and results in air pollution. For the past two decades, an alternative for OPC, Geopolymer concrete is being tested. Geopolymer concrete is produced by recycling waste materials such as Fly Ash, Ground Granulated Blast Furnace Slag (GGBFS), and Rice Husk Ash. Geopolymer is required to be mixed with an activator as it does not hold all properties of cement. Alkaline activators such as sodium silicate, potassium silicate, sodium hydroxides, aluminosilicates have been used as activators. This paper deals with several combination activator solutions which can be used to increase the strength of geopolymer concrete. Tests are performed on different materials with different activators to find compressive test. Significant changes are observed in the strength of geopolymer concrete.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
1 Introduction
Science and technological advancements are a continuous process for improving infrastructure around the world. Each day, technological advances in the construction industry are developed which are safe, cost-effective, and environmentally friendly. Aside from water, concrete is by far the most widely utilized compound in the world. (Hardjito and Rangan 2005). Ordinary Portland cement (OPC) is commonly used as a primary binder in the preparation of concrete. The cement manufacturing process emits a lot of carbon dioxide into the atmosphere, polluting it. Waste generated from the thermal industry known as Flyash is dumped on the ground which occupies a lot of space. Also, the groundwater gets contaminated with the wastewater discharged from the chemical industries. All of these concerns will be resolved by producing geopolymer concrete i.e. by using industrial waste fly ash along with wastewater from chemical industries (Aleem and Arumairaj 2012). It was observed that carbon dioxide is released at a one-to-one rate during OPC production, implying that for every kg of Ordinary Portland Cement is produced, the same quantity of Carbon dioxide is produced (Hardjito and Rangan 2005). Since there is no requirement of cement in geopolymer concrete, thus the production of cement will be significantly reduced causing less environmental pollution and therefore carbon dioxide emission can be minimized (Aleem and Arumairaj 2012).
In 1978, a French professor named Davidovits introduced the term “geopolymer” to describe a wide range of materials defined by inorganic molecular networks (Davidovits 1989). Aluminium (Al) and silicon (Si) are obtained from industrial waste such as fly ash or slag, as well as thermally activated natural minerals such as Meta Kaolinite. These Silicon and Aluminum are dissolved in an alkaline activating solution, where they ultimately polymerize into molecular chains and create the binder. Temperature plays a vital role during curing and according to the type of materials and the activating solution used, the heat is generated to facilitate polymerization however, there are some systems by which the composite can obtain desired strength by ambient curing (Davidovits 2008). The role of calcium in geopolymers generated from fly ash is important since its presence can result in flash setting, which must be carefully regulated (Rangan 2008).
(Manjunath et al. 2011) The effect of combined alkaline activator solution to fly ash ratio and NaOH molarities on compressive strength was examined of a geopolymer concrete composite. By changing the ratios of activator to fly ash the compressive strength significantly varies. (Pavithra et al. 2016) When the activator dose to fly ash ratio increases, the compressive strength of the geopolymer concrete reduces, similar to how the strength of Ordinary Portland cement decrease when the water to cement ratio increases. Moreover, curing temperature also affects geopolymer concrete’s compressive strength (Guo et al. 2010; Yahya et al. 2015).
Some of the applications of geopolymer concrete can be to make precast structural elements as it there will be ease in handling and considering the higher curing temperature required for the geopolymer composite to gain its desirable strength. Geopolymer fiber composites can be used in structural retrofitting. Precast pavers and slabs for paving, bricks, and precast pipe can also be made with geopolymer.
From the various research work done to find an environmentally friendly material, it is now clear that geopolymer can be a substitute for ordinary Portland cement. The compressive strength test is performed on the geopolymer composite using various combinations of activators which are discussed in this paper.
2 Literature Review
Fly ash which is a waste material obtained from the coal-based thermal power station is nowadays being utilized as an alternative for cement concrete in the construction industry.
Pulverised fuel ash is a waste product created by the burning of coal or lignite in a thermal power plant's boiler, according to IS 3812: 2003. Fly ash, bottom ash, pond ash, and mound ash are all types of pulverised fuel ash. Fly ash is pulverised fuel ash that may be collected from combustion gases using any applicable method, such as cyclone separation or electrostatic precipitation. Bottom ash is pulverised fly ash obtained from the bottom of boilers in any feasible manner. Mound ash is produced when fly ash or bottom ash is brought in dry form and dumped dry.
2.1 Classification of Fly Ash
There are two grades of Fly Ash as per IS 3812-1981.
-
Grade I and II fly ash, which is obtained from bituminous coal and lignite coal respectively.
-
Grade I contains portion of SiO2 + Al2O3 + Fe2O3 greater than 70% whereas Grade II contains fraction above 50%.
Depending on the kind of coal and the chemical analysis, ASTM C618 divided fly ash into two categories: Class C and Class F.
Class C fly ash, which is often generated from the burning of lignite or sub-bituminous coals, has more than 10% CaO and has cementitious properties along with pozzolanic properties. Class F fly ash, which is generally formed from the burning of bituminous or anthracite coal, has pozzolanic properties and contains less than 10% CaO.
Based on the boiler operations, fly ash classification is divided into two categories: When the ignition temperature is less than 900 ℃, low temperature (LT) fly ash is produced. Fly ash with a high temperature (HT) is created when the combustion temperature is less than 1000 ℃.
2.2 Physical Properties
Fly ash is a fine-grained substance made up primarily of spherical, crystalline particles. Irregular or angled granules can also be seen in some ashes. The term “fly ash” refers to pulverised fuel ash collected from combustion byproducts using any approved process, such as cyclone separation or electrostatic precipitation.
2.2.1 Shape and Size
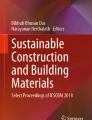
Based on the source, the particulate size ranges. The texture of certain ashes is thinner than that of Ordinary Portland cement particles, while others are coarser. Fly ash is comprised of spherical sand sized particles ranging in size from 10 to 100 microns. Figure 1 shows scanning electron microscope (SEM) micrographs of refined sub-bituminous segments, whereas Fig. 2 shows SEM image of bituminous fly ash particles [Image source: Carette and Malhotra (1986)]. Some appear to be rigid, while others seems to be sections of slender, spherical particles holding a vast number of smaller particles.

SEM of polished sections of sub-bituminous fly ash particles

SEM of polished sections of bituminous fly ash particles
2.2.2 Colour of Fly Ash
Depending on its chemical and mineral composition, fly ash can range in colour from tan to dark grey. High lime content is usually related to tan and light colors. The iron concentration is usually indicated by a brownish colour. Enhanced unburned content is usually linked to a hue ranges from dark grey to black. The colour of fly ash is usually relatively constant between power plants and coal sources.
2.3 Chemical Properties of Fly Ash
Since the chemical structure of fly ash varies depending on coal resources and boiler working circumstances, quality differs from one source to the next and even within a single source. Loss on Ignition is an indicator of carbon residue left in the ash when crushed coal as well as an adequate burning technique are utilised. Changes in the LOI can affect the air composition, demanding further in field analysis of air voids in concrete.
THERMAL POWER STATION in Sector 28, Gandhinagar provides the fly ash utilised in the cement concrete replacement. Table 1 summarises the results of the chemical and physical analyses of fly ash. It has been found that it is Grade I Class F Low-Temperature Fly Ash as a result of the testing.
2.3.1 Activators
Fly ash has similar qualities to cement, however, due to a lack of silicate and calcium, appropriate reactions do not occur, resulting in poor hydration heat and a longer curing time. Alkaline activators are employed to balance the heat of hydration. Activators are used to improve the geopolymer chemical and mechanical properties. Sodium silicate, potassium silicate, sodium hydroxides, and alumina silicates have all been utilised as alkaline activators.
Sodium Hydroxide (NaOH) when used with higher molarity results in higher compressive strength of the composite (Rattanasak and Chindaprasirt 2009; Ryu et al. 2013). Studies reveal that potassium reacts with the reinforcement and can cause it to corrode, therefore sodium hydroxide and sodium silicate are by far the most cost-effective alternatives. To add to the fly ash mix, a 12 M NaOH solution was made by adding 480 g of sodium hydroxide pellets to make 1 L solution. The alkaline activator solution is made a day prior to the day of casting. As sodium silicate (Na2SiO3) is also a raw material for OPC, certain studies suggest that it forms a strong bond with sand, aggregate, and reinforcement. Because each activator aids in enhancing the strength of the design mix of fly ash, combining activators yields significantly more promising outcomes for geopolymer composite. Furthermore, the molarity of sodium hydroxide affects compressive strength considerably. A sodium hydroxide to binder ratio of 60–100% can offer adequate compressive strength values in a majority of construction practises (Assi et al. 2016). (Ng et al. 2018) When the molarity of sodium hydroxide is 12 M combined in a composite and the curing temperature was maintained at 70 °C for 24 h, an increase in the strength of geopolymer concrete is seen. However, when a ratio of sodium silicate to sodium hydroxide is kept in between 2 to 2.5 in composite it was found to be more efficient as it has a high surface area which makes it easy to react and bind. As a combined activator, a solution of sodium hydroxide and sodium silicate is employed in this study.
During the chemical reaction that creates geopolymer concrete, water is released,while curing, the composite is subjected to heat which results in water vaporise (Hardjito and Rangan 2005). Due to pores containing little amount of water, the drying shrinkage is limited in hard specimens. The influence of curing conditions on the physical and mechanical qualities of geopolymer concrete has been studied using a set of methods (Perera et al. 2007). A similar study was carried out by (Kani and Allahverdi 2009) the change in compressive strength observed was depended largely upon the type of curing method opted (Heah et al. 2011). The curing temperatures for near-perfect geopolymerisation were found to be between 40 and 85 °C. The curing temperature greatly influenced the strength of geopolymer concrete combined with alkali activators (Singh et al. 2015). Mechanical strength was stronger in specimens exposed to higher curing temperatures than in those exposed to lower temperatures. This conclusion is consistent with those of (Nurruddin 2018). They also discovered that, while a longer curing duration increases strength, the increase is small if the curing time exceeds 24 h.
One of the most prominent research on geopolymer concrete strength about the type of curing was carried out by Yewale et al. 2016. The strength of geopolymer increases substantially as the temperature in steam curing rises, however the strength of geopolymer decreases after 28 days due to low temperature in water curing. The optimum strength for steam curing was attained at 80 °C. The addition of a small amount of OPC in the geopolymer concrete speeds up the hydration process when done by steam curing and hence its compressive strength increases Pangdaeng et al. (2014).Similar results have been reported in this literature when geopolymer concrete is combined with OPC.
Various research work has been done on obtaining the desired strength of geopolymer concrete when done by ambient curing Vijai et al. (2010). The compressive strength of fly ash mixed with activator at a ratio of 0.4 (solution to binder ratio) during a 5-day interval reveals that with ambient curing, the compressive strength improves with age. When done by oven curing, however, there has been less change in compressive strength with the age of the curing. When comparing the results of oven curing and ambient curing, the latter's strength development was low, suggesting that oven curing is more efficient.
3 Methodology
To examine the consistency of fly ash and cement, a consistency test was conducted. Fly ash has indeed been reported to have a consistency of 23% as compared to cement which has a consistency of 27%.
The slump test was used after the consistency test to examine the workability of various concrete mix proportions. It was discovered that the concrete mix had a 117 mm slump, indicating considerable workability. With 100% fly ash and NaOH solution as an activator, the slump was measured at 135 mm. 90% fly ash and 10% cement were used in geopolymer with NaOH as an activator where slump of 130 mm is produced. With Na2SiO3 as an activator, the slump was measured at 132 mm for 100% fly ash. A slump of 127 mm was achieved using a geopolymer with Na2SiO3 as an activator and 90% fly ash and 10% cement. A mixture of combine activators, sodium hydroxide and sodium silicate along with 100% fly ash were used to obtained slump at 125 mm. For geopolymer comprising mixed activators, 113 mm of the slump was produced in the case of 90% fly ash and 10% cement.
As per IS 3812, a mortar mix for fly ash is prepared. This mixture comprises fly ash taken from Gandhinagar thermal power plant. A ratio of 1:3 i.e. fly ash to aggregate was added in the composite. Fine aggregate was obtained by sieving with an IS sieve with a size of 1.18 mm and 600 microns. The fly ash was sieved using an IS Sieve of size 710 micron. According to recent research, the water binder ratio must be between 0.27 and 0.35 i.e. (water to fly ash ratio for higher strength. A ratio of 0.32 was chosen in this case for cube casting. The combined activator to fly ash ratio was adjusted to 0.45, meanwhile for cube casting, a sodium hydroxide to fly ash ratio of 0.13 and a sodium silicate to fly ash ratio of 0.32 have been used. The ratio of sodium silicate to sodium hydroxide ratio should be between 1.5 and 2.2. We've used a ratio of 2 in this scenario. The results of a consistency test for OPC grade 53 cement were 27%. Cement mortar cubes were also moulded as a reference for geopolymer strength. A total of 12 cubes measuring 7.05 × 7.05 × 7.05 cm were casted for compressive strength test over 7, 14, and 28 days. Geopolymer mortar cubes with NaOH, Na2SiO3 and a mixture of activators i.e. sodium silicate and sodium hydroxide were made (Fig. 3).

Geopolymer cube casting
A batch of geopolymer mortar was cast and left to cure according to the process outlined above. The first batch was a failure because of an imbalanced water-to-activators ratio, and removing the cubes from the mould took more than 15 days. As a result, a new water and activator ratio was discovered by trial and error, resulting in an adequate curing time. Following that, in a ratio of 1:6 i.e. binder to sand ratio cement and geopolymer cubes with various activators were cast (Table 2).
After removing from the mould, unlike the first batch, this batch of mortar cubes retained its shape and did not deform. In order to decrease the amount of curing, some amount of cement was added to the mix. For the experiment, M25 concrete cubes 15 × 15 × 15 cm in size were utilized. The cubes were also cured using ambient curing. Geopolymer concrete cubes with different combinations of alkaline activators were cast as listed below:
Geopolymer with 100% Fly Ash using NaOH as an Activator |
Geopolymer with 90% Fly Ash and 10% Cement using NaOH as an Activator |
Geopolymer with 100% Fly Ash using Na2SiO3 as an Activator |
Geopolymer with 90% Fly Ash and 10% Cement using Na2SiO3 as an Activator |
Geopolymer with 100% Fly Ash using Combined Activators |
Geopolymer with 90% Fly Ash and 10% Cement using Combined Activators |
4 Observation and Result
4.1 Compressive Strength
The compressive strength of geopolymer mortar and concrete cubes was investigated using various combinations of alkaline activators. The results obtained in 7, 14, and 28 days is shown in Table 3. When used with a single activator either sodium hydroxide or sodium silicate, geopolymer does not yield much strength when compared to ordinary cement cubes. However, regardless of the ratio evaluated, the compressive strength of the composite is significantly increased when geopolymer is coupled with both activators, sodium silicate and sodium hydroxide. External heat influences both ultimate compressive strength and early compressive strength growth, according to (Assi et al. 2016). Geopolymer concrete cubes with different combinations of alkaline activators were cast (Fig 4) as listed below: Fig 5 provides a graphical representation of the compressive strength of the geopolymer mortar cubes, showing that after 28 days, the traditional OPC mortar cube has a compressive strength of 43 N/mm2, while the geopolymer with combined activators has a compressive strength of 52.5 N/mm2, nearly 1.7 times higher than the OPC.

Mortar cube casting

Compressive strength of geopolymer and cement mortar cubes as in Table 3
Similarly, the compressive strength of geopolymer cubes with varied flyash content obtained in 7, 14, and 28 days is shown in Table 4. The compressive strength of geopolymer with combined activators containing 90% Fly Ash and 10% cement is the highest of all, at 43.9 N/mm2. However, 41 N/mm2 compressive strength of geopolymer with combined activators having 100% fly ash content is observed which is not less when compared with the former. Hence, a small quantity of cement will not alter the strength of the geopolymer composite if used which is similar to the observation by (Assi et al. 2016) where the compressive strength is improved by 82% after one day and 52% after 28 days in comparison with the free ordinary Portland cement geopolymer concrete while still providing acceptable workability.
As seen in Fig. 6, when geopolymer is combined with mixed activators, it has a compressive strength that is approximately 1.8 times that of a normal OPC.

Compressive strength of fly ash based geopolymer concrete cubes and cement concrete of grade M25 as in Table 4
From the above results, the following can be concluded:
-
Combined activators provide more strength than single activators
-
Geopolymer mixed with cement provides higher strength than Geopolymer made of fly ash
Although geopolymer is proven to be an ideal replacement for regular OPC it still has some challenges which make it quite difficult to be used on a regular basis in the construction industries. The alkaline activators used in the composite are of higher cost also safety risk is involved in making the high molarity of activator to get the required solution. Furthermore, steam curing is not practically possible as of now to be used in a large-scale project which makes geopolymer unfit to use. Fly ash based geopolymer can be used in precast structures as of now as it requires elevated temperature for curing (Ryu et al. 2013).Hence, further research work is to be done to overcome these challenges.
5 Conclusion
The compressive strength of geopolymer cubes was examined. The ambient curing process was adopted. Even after ambient curing, it takes approximately 35 days before the first attempted mortar cubes could be tested due to the moist atmospheric conditions caused by the winter. When compressive strength was examined, it was shown that geopolymer cubes with single activators lack adequate strength in comparison to cement mortar. However, combined activators yielded promising results, suggesting that the compressive strength of fly ash based geopolymer with combined activators is 1.7 times that of cement mortar and 1.8 times more strength than that of cement concrete cubes. The higher the temperature, the faster will be the curing and more strength will be obtained. Although trial and error method is required to decide water to activators ratio for which appropriate method is still needed. Further testing was to be done on a column for flexural strength but due to COVID-19, no further work could be done. There is no need for water curing since the geopolymer requires higher temperatures to cure. Curing under ambient temperatures, on the contrary, takes longer. As a result of the various experiments done, it can concluded that geopolymer delivers greater strength than Ordinary Portland cement and may be used as a cement substitute in the construction industry.
References
Aleem MIA, Arumairaj PD (2012) Geopolymer concrete- a review. Int J Eng Sci Emerg Technol 1(2):118–122. https://doi.org/10.7323/IJESET/V1_I2_14
Assi L et al (2016) Improvement of the early and final compressive strength of fly ash-based geopolymer concrete at ambient conditions. Constr Build Mater 123:806–813
Carette GG, Malhotra VM (1986) Characterization of Canadian fly ashes and their relative performance inconcrete. Canadian J Civil Eng 14(5):667–682. https://doi.org/10.1139/l87-097
Davidovits J (1989) Geopolymers and geopolymeric materials. J Therm Anal 35(2):429–441. https://doi.org/10.1007/BF01904446
Davidovits J (ed) (2008) ‘Introduction’, Geopolymer Chemistry and Applications, pp 3–22
Guo X, Shi H, Dick WA (2010) Compressive strength and microstructural characteristics of class C fly ash geopolymer. Cement Concr Compos 32(2):142–147. https://doi.org/10.1016/J.CEMCONCOMP.2009.11.003
Hardjito D, Rangan BV (2005) Development and properties of low-calcium fly ash-based geopolymer concrete. https://espace.curtin.edu.au/bitstream/20.500.11937/5594/2/19327_downloaded_stream_419.pdf, Accessed 22 Jan 2022
Ng C et al (2018) A review on microstructural study and compressive strength of geopolymer mortar, paste and concrete. Constr Build Mater 186:550–576. https://doi.org/10.1016/j.conbuildmat.2018.07.075
Nurruddin MF et al (2018) Methods of curing geopolymer concrete: a review. Int J Adv Appl Sci 5(1):31–36. https://doi.org/10.21833/IJAAS.2018.01.005
Pavithra P et al (2016) A mix design procedure for geopolymer concrete with fly ash. J Clean Prod 133:117–125. https://doi.org/10.1016/J.JCLEPRO.2016.05.041
Rattanasak U, Chindaprasirt P (2009) Influence of NaOH solution on the synthesis of fly ash geopolymer. Miner Eng 22(12):1073–1078. https://doi.org/10.1016/J.MINENG.2009.03.022
Ryu GS et al (2013) The mechanical properties of fly ash-based geopolymer concrete with alkaline activators. Constr Build Mater 47:409–418. https://doi.org/10.1016/J.CONBUILDMAT.2013.05.069
Yahya Z et al (2015) Effect of solids-to-liquids, Na2SiO3-to-NaOH and curing temperature on the palm oil boiler ash (Si + Ca) geopolymerisation system. Materials 8(5):2227–2242. https://doi.org/10.3390/MA8052227
Rangan, BV (2008) Low-Calcium, Fly-Ash-Based Geopolymer Concrete.’ Concrete Construction Engineering Handbook. Taylor and Francis Group, Boca Raton
Manjunath GS, Radhakrishna GC, Jadhav M (2011) Compressive strength development in ambient cured geo-polymer mortar. Int J Earth Sci Eng 4(6):830–834
Perera DS, Uchida O, Vance E, Finnie K (2007) Influence of curing schedule on the integrity of Geopolymers. J Mater Sci 42(9):3099–3106
Kani EN, Allahverdi A (2009) Effects of curing time and temperature on strength development of inorganic polymeric binder based on natural Pozzolan. J Mater Sci 44(12):3088–3097
Heah CY, Kamarudin H, Al Bakri AM, Binhussain M, Luqman M, Nizar IK, Liew YM (2011) Effect of curing profile on kaolin-based geopolymers. Phys Procedia 22:305–311
Singh B, Ishwarya G, Gupta M, Bhattacharyya SK (2015) Geopolymer concrete: a review of some recent developments. Constr Build Mater 85:78–90
Yewale VV, Shirsath MN, Hake SL (2016) Evaluation of efficient type of curing for Geopolymer concrete. Evaluation 3(8):10–14
Pangdaeng S, Phoo-ngernkham T, Sata V, Chindaprasirt P (2014) Influence of curing conditions on properties of high calcium fly ash geopolymer containing Portland cement as additive. Mater Des 53:269–274
Vijai K, Kumutha R, Vishnuram B (2010) Effect of types of curing on strength of geopolymer concrete. Int J Phys Sci 5(9):1419–1423
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this chapter

Cite this chapter
Thakar, I., Motiani, R., Jat, D. (2023). Geopolymer Concrete – A Study of an Alternative Material for OPC. In: Pal, I., Kolathayar, S., Tawhidul Islam, S., Mukhopadhyay, A., Ahmed, I. (eds) Proceedings of the 2nd International Symposium on Disaster Resilience and Sustainable Development. Lecture Notes in Civil Engineering, vol 294. Springer, Singapore. https://doi.org/10.1007/978-981-19-6297-4_14
Download citation
DOI: https://doi.org/10.1007/978-981-19-6297-4_14
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-19-6296-7
Online ISBN: 978-981-19-6297-4
eBook Packages: EngineeringEngineering (R0)