
Abstract
The purpose of this study is to analyze the effect of the crushing mechanism on e-glass under various loading. To do so, cylindrical composites tubes are required to be fabricated as the specimen. To test the various variable that might affect the energy absorption of the specimen, the hand's lay-up process had been selected. Glass fiber reinforced composites tubes were fabricated with a fiber content of 1 to 3 layers. To evaluate the effect of the crushing mechanism of the fabricated composite tubes, a compression test was conducted. The effect of fabrication method and thickness of specimen were studied. In addition, the response of crush load–displacement, peak load, total energy absorption, specific energy absorption, and crush force efficiency were determined. Furthermore, the microstructure of all the specimens was analyzed using the digital microscope. As a result, it indicates that energy absorption capabilities are highly dominated by a higher reinforcement layers. H3 has the highest specific energy absorption which is 9.3 kJ/kg.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Nowadays, structural crashworthiness is a crucial requirement in the design of the automobiles field. The crash-worthy structure is designed to absorb energy impact in a controlled manner in the event of a crash [1,2,3]. For instance, the side beams on the engine for an automobile had been well designed to absorb impact energy in a controlled condition. Generally, metals are the preferred material used in crash-worthy structural applications. But with the success story in the aerospace industry, it is proven that through plastic deformation the impact energy can be absorbed and polymer composites are the materials that stand out in this case [4,5,6].
Polymer composite materials had been accepted as it provides significant technical advantages over metals [7, 8]. However, there is a major challenge to use polymer composites as a controlled energy absorber. The reason that polymer composites behave better than metals is because of the characteristics of the polymer composites as it consists of plastic deformation which is helpful in energy absorption [9]. Besides that, several variables could affect the characteristics of the energy absorption of polymer composite materials that can be concluded to the main 4 part. The first is microstructural variables, followed by conditions of manufacture, the geometry of the tube, and conditions of testing [10]. Epoxy are one of the most regularly used polymer in structural applications.
Fibers occupy a largest volume fraction of composites and able to withstand a huge external load. Glass fiber is one of the most common fibers in the composites industry. The main reason is because of its relatively low costs and lightweight. However, glass fibers are weak in compressive strength. This raises the concern of the study on how to improve the compressive strength of glass fiber. A previous study showed that glass fiber can be successfully replaced metal as a car bumper [11]. Hence it is proved that glass fiber is eligible to serve as a crashworthy application.
Generally, manufacturing using composites involves the processing of two main ingredient materials to make a final product. The ingredients involve the matrix and fiber materials. There is various type of manufacturing process. The most common and simple one is the hand lay-up method. To cope with the problem mentioned above, the motivation of this study is to enhance the energy absorption capabilities of an e-glass fiber under various conditions.
2 Materials and Methods
2.1 Materials Preparation
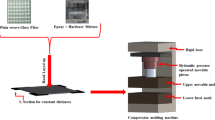
The materials that had been selected to fabricate cylindrical composite tubes are epoxy and E-glass fiber supplied by Chemi-Bond from Selangor, Malaysia. The resin used in this project was Auto-Fix 1345 B hardener and Auto-Fix 1710 A epoxy. The epoxy and hardener are mixed by the ratio of 1:1 by weight as recommended by the supplier. Electric stirring was used in the mixing to reduced bubble formation. For E-glass fiber, it was cut in 200 mm in width and the length of the perimeter for the 50 mm inner diameter tube depending on the number of layers used. For the current study, composite with 1, 2, and 3 plies were investigated. The reason the plies or stopped at 3 plies as, when it goes to 4 plies the fiber starts to undulating thus will result some gaps between the plies [12].
In the hand lay-up process, a 50 mm diameter steel mandrel was used. The mandrel was wrapped with PTFE plastic film and a release agent was applied. On the other hand, epoxy was applied to the E-glass fiber surface. The wetting of the glass fiber was rolled on the mandrel. At the same time, a steel roller was used to compress the fiber and it also helps to release bubbles form in between layers. After the fiber rolled on the mandrel, PTFE film again rolled on the mandrel against the fiber to produce a small compression force to hold the fiber in place. The composite was left to cure for 24 h at room temperature. After curing, the composite was separated from the mandrel and cut to 100 mm in length as testing specimens (Fig. 1).

E-glass fiber a before pouring resin b after pouring resin c the finished prepreg
2.2 Experiment Procedure
For the testing, quasi-static axial crushing was carried out. The test used Shimadzu AG-I Universal Testing Machine with a 100 kN load cell. It was carried out based on ASTM D7336M-16 standard with stroke length set to 50 mm. In the test, crushing of 10 mm/min was used [13]. The specimen was placed under the moving platen during crushing. During crushing, the static photograph was taken utilizing a camera with 48-megapixel resolution. The crushing pics were taken with every 2 mm moving platen to observed its deformation. From the test, the data history of force versus displacement was recorded automatically. For post-crushing, the crushed specimens were under a microscope to observe their crushing effect.
3 Results and Discussion
From the crushing history curve, it can be seen that the crushing peak load for all the specimens reaches their peak at about 5–6 mm after the moving platen as shown in Fig. 2. Moreover, the crushing for the specimen was crushed progressively at the duration of 50 mm crushing length. However, from the test, the peak load was varied due to differences in the number of fiber plies used. As the plies number increases, the peak load increase. This is due to the more materials able to support a more compressive load. In a one-ply composite tube, the peak load of 1.6 kN was attained at a displacement of about 5 mm of moving platen. At that time, the structure began to have local buckling [14]. Subsequently, the top of the structure started to crack. The failure of the top part leads to progressive crushing in the test. This also happened to the test for structure with two plies. In the test, the two-ply structure reaches its peak load at 12.3 kN with a platen displacement of 5.3 mm. Moreover, the 3-ply cylindrical structure also behaves in the same manner. For the 3-ply structure, it achieved its peak load at 18.5 kN where the platen displacement at 6.9 mm. From the test, all the structures were having the same characteristic which is local buckling and cracks begin at the top part of the structures. Then, the structure's wall started to bend outwards till the end of the test. The results of the tests are listed in Table 1.

Graph for Hand lay-up method with different layers of reinforcement; H1-1 layer, H2-2 layers, and H3-3 layers
From the test, all specimen behaved in the same manner which crushed progressively. From the post-crushing, all the specimen begins to crack by bending outwards. During this moment, the wall began to splay which simulate the tension stress at the wall which is usually denoted as mode I failure [15,16,17] as shown in Fig. 3. Apart from that, the structures also experience bending at the wall. At this point, mode II can be observed. Mode II is referred to as interlaminar shear between the walls [18, 19]. From the failure mentioned, these have been contributed to energy absorption by the structures [20].

a mode I failure and b mode II failure
4 Conclusion
From this work, it can be concluded that the higher the number of plies used in the structures, the better its performance. It was observed the number of plies does not influence the crushing characteristics. Moreover, it increases the crushing performance of the tubes. Apart from that, specific energy absorption also does not affect the number of plies used. For the crushing characteristics, Mode I and Mode II are the main dominant in contributing the energy absorption for all the structures.
References
Lau STW, Yuhazri MY, Amirhafizan MH, Sihombing H (2020) Performance comparison on using metal and Kenaf FRP composite hollow structure in oblique crushing. Technol Rep Kansai Univ 62:5581–5585
Babazadeh J, Rahmani K, Hashemi SJ, Sadooghi A (2021) Effect of glass, carbon, and kevlar fibers on mechanical properties for polymeric composite tubes produced by a unidirectional winding method. Mater Res Express 8:45301
Guan W, Yu Y, Gao G (2021) Crashworthiness performance and multiobjective optimization of a combined splitting circular tube energy absorber under eccentric impact for subway vehicles. Int J Impact Eng 158:104006
Hertzberg RW, Vinci RP, Hertzberg JL (2012) Deformation and fracture mechanics of engineering materials, 5th edn. Wiley, New York
Praveen Kumar A, Pradeep C, Sai Rahul Gupta S, Vamshi Krishna G, Harshavardhan G (2021) Impact loading behavior of woven glass fabric polymer composite bi-tubular square sections. Mater Today Proc
Huang S, Fu Q, Yan L, Kasal B (2021) Characterization of interfacial properties between fibre and polymer matrix in composite materials—a critical review. J Mater Res Technol 13:1441–1484
Teng JG, Yu T, Fernando D (2012) Strengthening of steel structures with fiber-reinforced polymer composites. J Constr Steel Res 78
Al Rashid A, Khan SA, G. Al-Ghamdi S, Koç M (2021) Additive manufacturing of polymer nanocomposites: needs and challenges in materials, processes, and applications. J Mater Res Technol 14:910–941
Mahdi E, Hamouda ASM, Sen AC (2004) Quasi-static crushing behaviour of hybrid and non-hybrid natural fibre composite solid cones. Compos Struct 66:647–663
Ma Y, Sugahara T, Yang Y, Hamada H (2015) A study on the energy absorption properties of carbon/aramid fiber filament winding composite tube. Compos Struct 123:301–311
Prabhakaran S, Chinnarasu K, Kumar MS (2012) Design and fabrication of composite bumper for light passenger vehicles. Int J Mod Eng Res 2:2552–2556
Nourmohammadi N, O’Dowd NP, Weaver PM (2020) Effective bending modulus of thin ply fibre composites with uniform fibre spacing. Int J Solids Struct 196–197:26–40
Zang M, Hu Y, Zhang J, Ye W, Zhao M (2020) Crashworthiness of CFRP/aluminum alloy hybrid tubes under quasi-static axial crushing. J Mater Res Technol 9:7740–7753
Pavan Kumar Reddy R, Prabhu M, Ashraff Ali KS (2021) A review on investigation of compressive load and buckling load on composite pipe for windmill application. Mater Today Proc
Sivagurunathan R, Way SLT, Sivagurunathan L, Yaakob MY (2018) The effects of triggering mechanisms on the energy absorption capability of circular jute/epoxy composite tubes under quasi-static axial loading. Appl Compos Mater 6:1401–1417
Mahdi E, Ochoa D, Vaziri A, Eltai E (2019) Energy absorption capability of date palm leaf fiber reinforced epoxy composites rectangular tubes. Compos Struct 224
Daneshjoo Z, Shokrieh MM, Fakoor M, Alderliesten RC (2018) A new mixed mode I/II failure criterion for laminated composites considering fracture process zone. Theor Appl Fract Mech 98:48–58
Zeinedini A, Moradi MH, Taghibeigi H, Jamali J (2020) On the mixed mode I/II/III translaminar fracture toughness of cotton/epoxy laminated composites. Theor Appl Fract Mech 109:102760
Torabi AR, Pirhadi E (2019) Failure analysis of round-tip V-notched laminated composite plates under mixed mode I/II loading. Theor Appl Fract Mech 1040:102342
Zimmermann N, Wang PH (2020) A review of failure modes and fracture analysis of aircraft composite materials. Eng Fail Anal 115:104692
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Ganesh Kumar, K., Lau, S.T.W., Palanisamy, C., Megat Ahmad, M.M.H., Yuhazri, M.Y. (2022). Quasi-static Axial Crushing of E-Glass Fiber Reinforced Epoxy Composite by Different Number of Plies. In: Abdul Sani, A.S., et al. Enabling Industry 4.0 through Advances in Manufacturing and Materials. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-19-2890-1_17
Download citation
DOI: https://doi.org/10.1007/978-981-19-2890-1_17
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-19-2889-5
Online ISBN: 978-981-19-2890-1
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)